
РОССИЙСКОЕ
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ «ЕЭС РОССИИ»
УТВЕРЖДЕНО
Начальник Департамента
технического перевооружения
и совершенствования энергоремонта
А. А. Романов
МАШИНЫ И ОБОРУДОВАНИЕ
ДЛЯ СТРОИТЕЛЬСТВА,
ТЕХНИЧЕСКОГО ПЕРЕВООРУЖЕНИЯ
И РЕМОНТА ОБЪЕКТОВ ЭНЕРГЕТИКИ
ТРЕБОВАНИЯ К ПРОЕКТИРОВАНИЮ,
МАТЕРИАЛАМ,
ИЗГОТОВЛЕНИЮ, ПРИЕМКЕ И ИСПЫТАНИЮ
РД 153-34.0-04.185-2003
Вводится в действие с 1 января 2004 г.
Москва
«Издательство НЦ ЭНАС»
2004
Разработано:
ОАО «Проектэнергомаш»,
генеральный директор И. М. Погожев,
главный инженер проекта Е. Г. Гологорский
Исполнители:
Е. Г. Гологорский, Б. М. Узелков, Э. Я. Филатова
Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к проектированию, материалам, изготовлению, приемке и испытанию. РД 153-34.0-04.185-2003.-М.: Изд-во НЦ ЭНАС, 2004.
Настоящий РД распространяется на машины и оборудование, проектируемые, изготавливаемые, модернизируемые для строительства и ремонта объектов электроэнергетики, расположенных в районах с умеренным климатом.
РД устанавливает требования к проектированию, материалам, изготовлению, качеству, приемке и испытанию изделий согласно действующим стандартам и другим нормативно-техническим документам, обеспечивающим высокий уровень качества продукции.
Специалистам организаций и предприятий, занятых проектированием, изготовлением и испытанием машин и оборудования для строительства, технического перевооружения и ремонта объектов энергетики.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий РД распространяется на машины и оборудование, проектируемые, изготавливаемые, модернизируемые для строительства и ремонта объектов электроэнергетики, расположенных в районах с умеренным климатом в соответствии с ГОСТ 15150.
РД устанавливает требования к проектированию, материалам, изготовлению, качеству, приемке и испытанию изделий согласно действующим стандартам и другим нормативно-техническим документам, обеспечивающим высокий уровень качества продукции.
Дополнительные требования к изготовлению изделий, предназначенных для эксплуатации в районах с холодным или тропическим климатом, указываются в технических условиях, утвержденных в установленном порядке, на конкретное изделие.
1. ТРЕБОВАНИЯ К ПРОЕКТИРОВАНИЮ
1.1. При проектировании конструкторской документации на машины и оборудование для строительных и ремонтных объектов электроэнергетики, институты, конструкторские и проектно-конструкторские бюро (в дальнейшем - организации) должны руководствоваться стандартами РИСО 9000.
1.2. При проектировании продукции руководству необходимо обеспечивать способность организации учитывать не только свою основную деятельность и функции, но и все факторы, содействующие тому, чтобы характеристики продукции соответствовали ожиданиям потребителей.
1.3. Организация должна принимать во внимание охрану труда, возможность проведения испытаний, простоту в использовании, надежность, долговечность, эргономику и т. д.
1.4. Организация должна управлять проектированием продукции и при этом установить:
а) стадии проектирования;
б) проведение анализа каждой стадии проектирования (сравнение научной и технической документации по новому проекту с аналогичной документацией по апробированному проекту);
в) ответственность и полномочия в области проектирования;
г) требования, установленные потребителем;
д) законодательные и другие обязательные требования, относящиеся к продукции.
1.5. Организация должна определить входные и выходные данные для проектирования.
1.5.1. Входные данные должны включать:
а) функциональные и эксплуатационные требования;
б) информацию, взятую из аналогичных проектов;
в) другие требования, важные для проектирования.
Требования должны быть полными недвусмысленными и непротиворечивыми.
1.5.2. Выходные данные проектирования должны:
а) соответствовать входным требованиям к проектированию;
б) обеспечивать соответствующей информацией по закупкам, производству и обслуживанию;
в) содержать критерии приемки продукции;
г) определять характеристики продукции, существенные для ее безопасного и правильного использования.
1.6. Изменения проекта должны быть проанализированы, а также согласованы с заказчиком до внесения.
2. МАТЕРИАЛЫ
2.1. Общие требования
2.1.1. Материалы должны соответствовать государственным стандартам и нормативно-технической документации на изделие.
2.1.2. Качество применяемого материала должно быть подтверждено сертификатом предприятия-поставщика. При отсутствии сертификата материалы допускается применять после проведения их испытания, в соответствии с нормативно-технической документацией, что должно быть подтверждено актом (протоколом).
2.1.3. Для изготовления сварных металлических конструкций грузоподъемного оборудования (башни, стрелы, порталы, поворотные и неповоротные рамы, ходовые рамы и тележки, тяги и др.) должны применяться материалы в соответствии с требованиями РД 22-16-96 и РД 24-090-52-90.
2.1.4. Замена марок сталей или их категорий должна быть согласована с разработчиком.
2.1.5. Данные о марке применяемого материала и нижние предельные значения температуры для рабочего и нерабочего состояния грузоподъемной машины должны быть указаны в его паспорте.
2.2. Отливки из чугуна
2.2.1. Отливки из чугуна должны соответствовать рабочим чертежам, техническим условиям и требованиям государственных стандартов: ГОСТ 1215, ГОСТ 1412, ГОСТ 1585, ГОСТ 7293, ГОСТ 7769, ГОСТ 26358.
2.2.2. Отливки из чугуна по качеству не ниже марки СЧ 15 в соответствии с ГОСТ 1412 могут применяться для изготовления:
зубчатых, червячных и ходовых колес с ручным приводом;
червячных колес грузоподъемных машин с машинным приводом, предназначенных для группы классификации (режима) механизма не выше М5 ГОСТ 25835, при окружной скорости колеса не более 1,5 м/с;
червячных колес с ободом из бронзы независимо от рода привода и группы классификации (режима) механизма грузоподъемной машины;
барабанов, корпусов редукторов и блоков, за исключением блоков стреловых и башенных кранов;
колодок тормозов, кронштейнов барабанов и корпусов подшипников.
2.2.3. Для тормозных шкивов механизмов передвижения и поворота грузоподъемных машин допускается применение отливок по качеству не ниже марки СЧ 20 по ГОСТ 1412. Для изготовления противовесов и несиловых деталей марка отливок не регламентируется.
2.2.4. Конфигурация отливки и марка чугуна должны соответствовать требованиям чертежа детали.
2.2.5. Припуски на механическую обработку и допускаемые отклонения по размерам и массе отливок, если они не указаны в чертежах или технических условиях, должны соответствовать ГОСТ 26645, но не ниже III класса точности. Формовочные уклоны должны выполняться по ГОСТ 3212.
2.2.6. Технологические напуски устанавливает изготовитель и указывает в чертежах отливки или детали с указанием размера отливки.
2.2.7. Отливки должны быть очищены от формовочной смеси и пригара. Заливы, наросты, ужимы, прибыли и литники должны быть удалены любым способом, а места их удаления должны быть зачищены заподлицо с основной поверхностью отливки.
2.2.8. Отливки не должны иметь дефектов, ухудшающих их внешний вид. Проверке на внешний вид подвергается каждая отливка. Незначительные дефекты допускаются в пределах припуска на механическую обработку в соответствии с ГОСТ 19200.
2.2.9. На чертеже отливки (или на чертеже детали с нанесенными размерами отливки) указываются измерительные базы (базы разметки) и базы первоначальной обработки поверхностей.
2.2.10. Для снятия внутренних напряжений или улучшения свойств чугуна отливки могут быть подвергнуты термической или другим видам специальных обработок, указанных в требованиях чертежа или в технических условиях.
2.2.11. Разностенность отливок должна быть в пределах допуска на толщину стенки по ГОСТ 26645, за исключением случаев, оговоренных в чертежах или в технических условиях, но не ниже III класса точности.
2.2.12. На необрабатываемых поверхностях отливок не допускаются отдельные мелкие раковины, если суммарная площадь этих раковин превышает 5 % площади, на которой они расположены, при этом размер каждой раковины не должен превышать 3 мм в диаметре и 10 % толщины стенки в глубину.
2.2.13. На обработанных поверхностях не допускаются отдельные мелкие раковины, если суммарная площадь их превышает 3 % площади, на которой они расположены, если размер каждой более 3 мм и глубина свыше 10 % толщины стенки или более 3 мм в слабонагруженных местах отливки. Не допускаются ужимины отливок, если их глубина превышает 10 % толщины стенки.
2.2.14. Исправления литейных дефектов заваркой должно производиться после предварительной разделки дефектного места на всю глубину дефекта, с последующей обработкой заваренного участка. Разделка дефектного участка производится механическим способом.
2.2.15. Заварка дефектов в одном и том же месте допускается не более 1 раза.
2.2.16. Отливки, подвергающиеся гидравлическому испытанию, после исправления дефектов должны быть подвергнуты повторному испытанию давлением.
2.2.17. Для заварки дефектов чугунных отливок используются электроды из прутков монель-металла в соответствии с ГОСТ 1525 или другой равноценной проволокой (с подогревом завариваемого места), или специальными электродами по ГОСТ 9467. Твердость наплавленного металла не должна отличаться от твердости основного металла более чем на 40 НВ.
2.2.18. Испытание свойств, определенных дополнительными требованиями чертежа или ТУ, выполняются по действующим стандартам, а при их отсутствии - по методикам, согласованным между изготовителем и потребителем.
2.3. Отливки из стали
2.3.1. Отливки из стали должны соответствовать требованиям рабочих чертежей, технических условий и ГОСТ 977.
2.3.2. Припуски на механическую обработку и допускаемые отклонения по размеру и массе, если они не указаны в чертежах или в технических условиях, должны соответствовать требованиям ГОСТ 26645, но не ниже III класса точности.
2.3.3. Не указанные в чертежах формовочные уклоны выполняются по ГОСТ 3212.
2.3.4. Отливки должны подвергаться термической обработке, обеспечивающей необходимые механические свойства в соответствии с требованиями чертежей и технических условий.
2.3.5. Литейные дефекты (трещины, спаи, плены, засоры и др.) могут быть исправлены заваркой. Перед заваркой дефектное место должно быть вырублено на всю глубину, с предъявлением ОТК качества разделки.
2.3.6. Исправление дефектов в отливках должно производиться электродами типов Э42, Э42А, Э46, Э46А, Э50, Э50А по ГОСТ 9467, в зависимости от механических свойств металла отливки. Твердость наплавленного металла не должна отличаться от твердости основного металла более чем на 10 %.
2.3.7. На необрабатываемых поверхностях отливок допускаются без исправления дефекты поверхности в виде раковин, спаев, утяжин и другие дефекты, кроме трещин, вид, размеры, количество и расположение которых указаны в конструкторской документации.
2.3.8. На подлежащих механической обработке поверхностях отливок не допускаются дефекты поверхности в виде раковин, спаев, утяжин, плен и т. д., превышающих по глубине припуск на механическую обработку.
2.3.9. Для уменьшения закаливаемости стали на границе шва и снятия внутренних напряжений заварку дефектов в стальных отливках рекомендуется производить:
для деталей с большим объемом заварки с предварительным подогревом до температуры 200 - 250 °С и последующим отпуском после заварки при температуре 650 - 675 °С;
для ответственных деталей, прошедших механическую обработку, с предварительным подогревом до температуры 200 - 250 °С и последующим отпуском при температуре 350 - 400 °С;
для деталей с малым объемом заварки в неответственных местах и в местах, подвергающихся дальнейшей механической обработке, с местным предварительным подогревом до температуры 200 - 250 °С. После заварки отпуск не производить.
2.3.10. Заварка дефектов в одном и том же месте допускается не более 2 раз.
2.3.11. Исправление дефектов заваркой производится до окончательной термической обработки, если нет других указаний в конструкторской и нормативно-технической документации.
2.3.12. Число допустимых полных термических обработок отливок не должно быть более трех, а для отливок из аустенитных и аустенитно-ферритовых легированных сталей со специальными свойствами не более двух.
2.3.13. Допустимые дефекты в виде раковин, пористости, а также их размеры, количество и расположение должно быть указано в конструкторской и нормативно-технической документации.
2.3.14. Отливки из стали допускается править (исправлять коробление) в горячем и холодном состоянии. Размеры правок, необходимость последующего отпуска для снятия напряжения устанавливаются конструкторской и нормативно-технической документацией.
2.3.15. Проверка обезуглероженного слоя металла отливок и допустимость его глубины определяются конструкторской и нормативно-технической документацией в соответствии с ГОСТ 1763. На обрабатываемых трущихся поверхностях отливок и в местах проверки твердости припуск на механическую обработку должен обеспечивать полное удаление обезуглероженного слоя.
2.3.16. Отливки должны иметь на необрабатываемой поверхности клеймо технического контроля предприятия-изготовителя и маркировку в соответствии с требованиями конструкторской и нормативно-технической документации.
2.3.17. Требования, изложенные в пп. 2.2.4, 2.2.5, 2.2.6, 2.2.7, 2.2.8, 2.2.9, 2.2.11, 2.2.14, 2.2.18 настоящего РД, распространяются и на отливки из стали.
2.4. Отливки из цветных металлов и сплавов
2.4.1. Отливки из цветных металлов и сплавов должны соответствовать рабочим чертежам и отвечать требованиям ГОСТ 493, ГОСТ 613, ГОСТ 1583, ГОСТ 18175, ГОСТ 21437, ГОСТ 21438, ГОСТ 26645.
2.4.2. Не указанные в чертежах формовочные уклоны выполняются по ГОСТ 3212.
2.4.3. Требования, изложенные в пп. 2.2.4, 2.2.5, 2.2.6, 2.2.7, 2.2.8, 2.2.9, 2.2.11, 2.2.13, 2.2.14, 2.2.15, 2.2.16, 2.2.18 настоящего РД, являются обязательными и для отливок из цветных металлов.
2.4.4. На поверхности отливок из цветных металлов не должно быть трещин, раковин, шлаковых и других инородных включений, видимых невооруженным глазом.
2.4.5. Допуски массы отливок должны приводиться в конструкторской документации и определяться в процентах номинальной массы отливок.
2.4.6. Припуски на обработку (на сторону) назначают дифференциально на каждую обрабатываемую поверхность отливки.
2.4.7. Припуски обозначают в чертежах в соответствии с ГОСТ 3.1145. Припуски на обработку и технологические напуски обозначают на чертежах раздельно.
2.4.8. При неуказанных допусках формы и расположения обрабатываемой поверхности отливки их суммарное значение принимают равным 25 % допуска размера от базы до обрабатываемой поверхности отливки.
2.4.9. На поверхности чушек из алюминиево-кремниевых сплавов, применяемых для отливок, площадь, занимаемая окисными пленками, не должна превышать 5 % их общей площади.
На обработанных поверхностях отливок допускается исправление раковин в виде сыпей пайкой с последующей тщательной зачисткой. Площадь, покрытая сыпью, не должна превышать 20 % всей площади, на которой она расположена.
2.4.10. На деталях из безоловянной бронзы допускается исправление заваркой с последующей обработкой раковин диаметром до 10 мм и глубиной до 1/2 толщины стенки.
Общее количество раковин, допускаемых к заварке, не должно быть более двух на 1 дм2.
Раковины на поверхности трения не допускаются и заварке не подлежат.
Расположение раковин от края отливки допускается в удалении не менее трех поперечных размеров раковин.
2.4.11. Марки и химический состав алюминиевых литейных сплавов должны соответствовать ГОСТ 1583, оловянных бронз - ГОСТ 613, безоловянных бронз - ГОСТ 493.
2.5. Поковки и штамповки
2.5.1. Поковки и штамповки должны изготавливаться в соответствии с требованиями конструкторской и нормативно-технической документации и соответствовать ГОСТ 7062, ГОСТ 7505, ГОСТ 7829, ГОСТ 8479.
2.5.2. Исходным материалом для изготовления поковок могут служить слитки, обжатые болванки, кованые или катаные заготовки, а также заготовки с установок непрерывной разливки стали и различные виды проката.
2.5.3. Размеры поковок должны учитывать припуски на механическую обработку, допуски на размеры и технологические напуски для поковок, изготавливаемых ковкой на прессах по ГОСТ 7062, ковкой на молотах по ГОСТ 7829 и горячей штамповкой по ГОСТ 7505, а также напуски на пробы для контрольных испытаний.
2.5.4. На поверхностях поковок не должно быть трещин, плен, песочин.
На необрабатываемых поверхностях поковок допускаются вмятины и забоины, а также пологая вырубка или зачистка дефектов при условии, что глубина указанных дефектов не выходит за пределы наименьших допускаемых размеров поковок по ГОСТ 7062.
На обрабатываемых поверхностях поковок допускаются отдельные дефекты без удаления, если их глубина, определяемая контрольной вырубкой или зачисткой, не превышает 75 % фактического одностороннего припуска на механическую обработку для поковок, изготавливаемых ковкой и 50 % изготавливаемых штамповкой.
2.5.5. Поковки не должны иметь трещин, усадочной рыхлости.
2.5.6. Режим термической обработки легированных и углеродистых сталей устанавливается предприятием-изготовителем и должен соответствовать ГОСТ 8479.
2.5.7. Поковки, прошедшие после термической обработки правку в холодном или подогретом состоянии, должны быть подвергнуты отпуску для снятия внутренних напряжений.
2.5.8. Все поковки из легированных и углеродистых сталей с содержанием углерода выше 0,25 % и все поковки для деталей, подлежащих дальнейшей термической обработке, должны подвергаться отжигу или нормализации.
2.5.9. Испытание поковок на твердость должно производиться в соответствии с требованиями ГОСТ 9012.
Испытание на ударный изгиб производится в соответствии с ГОСТ 9454.
2.5.10. Число повторных термических обработок не должно быть более двух.
2.5.11. Каждая поковка должна иметь маркировку. Место маркировки указывается на чертежах детали. Маркировка должна быть четкой и соответствовать ГОСТ 8479.
2.6. Детали из пластмасс
2.6.1. Для изготовления деталей из пластмасс, полимеров и синтетических материалов должны применяться компоненты, предусмотренные ГОСТ 25288.
2.6.2. В деталях, изготовленных из пластических масс методом литья и прессования, должны быть удалены залив и литники.
2.6.3. Следы от выталкивателей и литников более 0,5 мм не допускаются.
2.6.4. В деталях, изготовленных из пластмасс, вздутие, трещины, раковины, пористость, сколы, коробление, расслоение, недопрессовки и острые кромки не допускаются.
2.6.5. Резьба на деталях из пластмасс должна быть полной и чистой, без заусенцев, обрезанных ниток и вмятин.
2.6.6. Детали, изготовленные из текстолита и стеклопластика методом механической обработки, не должны иметь расслоения материала, прижогов, задиров, сколов и трещин в местах обработки, а также трещин в перемычках между отверстиями, отверстием и краем листа.
2.6.7. Детали, изготовленные из листового текстолита методом механической обработки, должны иметь расположение волокон перпендикулярно оси обточки.
3. ГРУЗОЗАХВАТНЫЕ ОРГАНЫ
3.1. Крюки
3.1.1. Грузовые кованые и штампованные крюки должны изготавливаться в соответствии с ГОСТ 2105 и другой нормативной документацией.
Размеры и основные параметры кованых и штампованных крюков должны соответствовать ГОСТ 6627 и ГОСТ 6628.
3.1.2. Допускается применение других крюков по согласованию с Госгортехнадзором России.
3.1.3. Заготовки крюков должны быть изготовлены из стали марки 20 по ГОСТ 1050 или из стали марки 20Г по ГОСТ 4543.
3.1.4. На поверхности заготовок крюков не должно быть трещин, заковов, плен, песочин.
Заготовки не должны иметь усадочной рыхлости.
3.1.5. Заготовки крюков после ковки и штамповки должны быть нормализованы и очищены от окалины.
3.1.6. Применение сварки при изготовлении заготовки крюков, а также заделка и заварка дефектов заготовок крюков не допускаются.
3.1.7. На необработанных поверхностях заготовок крюков допускаются отдельные дефекты в виде вмятин от вырубки или зачистки дефектов при условии, что глубина их не выходит за пределы минусового допуска на размер.
3.1.8. Резьба крюков не должна иметь сорванных ниток, заусенцев и вмятин.
3.1.9. Пластинчатые крюки должны изготавливаться в соответствии с ГОСТ 6619.
3.1.10. Детали пластинчатых крюков должны быть изготовлены:
пластины для крюков, эксплуатируемых при температуре не ниже минус 40 °С, - из стали марки 20 по ГОСТ 1050 и стали марки М16С по ГОСТ 6713;
втулки - из стали марок 35, 40 и 45 по ГОСТ 1050;
вкладыши - из стального литья 20Л по ГОСТ 977 или стали марки Ст3сп по ГОСТ 380, или стали марки 20 по ГОСТ 1050.
3.1.11. Толщина пластин крюка должна быть не менее 20 мм и не более 60 мм. В случае применения пластин разной толщины их следует располагать симметрично относительно средней пластины.
3.1.12. Поверхности пластин должны быть чистыми, без заусенцев, острых углов, плен, волосовин, трещин.
3.1.13. Перед склепкой каждая из пластин должна быть отрихтована.
3.1.14. Склепка пластин должна быть выполнена до сварки. Сварку пластин следует производить электродами в соответствии с ГОСТ 9467.
3.1.15. Крюки для кранов грузоподъемностью 3 т, за исключением крюков специального исполнения, должны быть установлены на упорных подшипниках качения.
3.1.16. Крепление кованого и (или) штампованного крюка грузоподъемностью более 5 т, а также вилки пластинчатого крюка в траверсе должно исключать самопроизвольное свинчивание крюка, для чего она должна быть укреплена планкой.
3.1.17. Грузовые крюки должны быть снабжены предохранительным замком от самопроизвольного выпадения съемного грузозахватного приспособления. Предохранительные замки для однорогих крюков должны соответствовать ГОСТ 12840.
3.1.18. На грузовых кованых и штампованных крюках должны быть нанесены обозначения в соответствии с ГОСТ 2105.
На пластинчатых крюках обозначения должны соответствовать ГОСТ 6619.
В тех случаях, когда пластинчатый крюк подвешивается к траверсе с помощью вилки, она должна иметь такую же маркировку, как и крюк.
3.1.19. Грейферы канатные для навалочных грузов изготавливаются в соответствии с конструкторской и нормативно-технической документацией, утвержденной в установленном порядке, и должны соответствовать ГОСТ 24599.
3.1.20. Конструкция грейфера должна исключать самопроизвольное раскрытие и возможность выхода канатов из ручьев блоков.
3.1.21. Элементы конструкций грейферов должны изготавливаться из материалов в соответствии с ГОСТ 24599.
3.1.22. Грузоподъемность грейфера должна быть подтверждена расчетом с учетом коэффициента заполнения грейфера и максимальной плотности перегружаемого материала.
3.1.23. Грейфер должен быть снабжен табличкой по ГОСТ 12969 и ГОСТ 12971 с указанием предприятия-изготовителя, номера, объема, собственной массы, вида материала, для перевалки которого он предназначен, и наибольшей допустимой массы зачерпываемого материала.
Отдельно изготавливаемые от крана грейферы должны снабжаться, помимо таблички, паспортом.
3.2. Канаты стальные и цепи
3.2.1. Стальные канаты, применяемые в качестве грузовых, стреловых, вантовых, несущих, тяговых, должны отвечать действующим государственным стандартам, иметь сертификат или копию сертификата предприятия-изготовителя канатов об их испытании в соответствии с ГОСТ 3241 и ГОСТ 18899.
Канаты, не снабженные сертификатом (свидетельством) об их испытании, к использованию не допускаются.
3.2.2. Пластинчатые цепи, применяемые на грузоподъемных машинах, должны соответствовать ГОСТ 191. Сварные и штампованные цепи должны соответствовать ГОСТ 288. Якорные цепи могут применяться с распорками и без распорок.
3.2.3. Цепи, применяемые на грузоподъемных машинах, должны иметь сертификат предприятия-изготовителя об их испытании.
При отсутствии сертификата (свидетельства) должны быть произведены испытания образца цепи для определения разрушающей нагрузки и проверка соответствия размеров государственному стандарту.
3.2.4. Требования к грузозахватным органам, подвешенным непосредственно на канатах и являющихся частью кранов, должны быть изложены в технических условиях на эти краны.
4. СТАЛЬНЫЕ КОНСТРУКЦИИ
4.1. Конструкции из листового, полосового и фасонного проката
4.1.1. Стальные конструкции изделий, или сборочные единицы, должны быть выполнены в соответствии с рабочими чертежами, технологическими процессами завода при соблюдении требований РД.
4.1.2. Изготовление деталей из углеродистой и низколегированной стали давлением (высадка, правка, гибка и др.) в горячем состоянии должно производиться при температурном режиме, обеспечивающем сохранение его свойств.

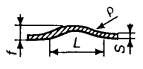
Рис. 1
4.1.3. Гибку листового проката из низколегированной стали в холодном состоянии разрешается производить, если внутренний радиус изгиба R не менее:
при толщине листа S до 6 мм включительно - 1,6S;
при толщине листа свыше 6 до 12 мм включительно - 2,0S;
при толщине листа свыше 12 до 20 мм включительно - 3,2S.
Перед гибкой в холодном состоянии кромки листовых заготовок в зоне изгиба, в соответствии с рис. 1, должны быть закруглены радиусом (r), не менее:
при толщине листа до 10 мм включительно - 2 мм;
при толщине листа свыше 10 мм - 1 мм.
Радиус изгиба деталей R из углеродистых сталей при гибке в холодном состоянии допускается принимать на 50 % меньше, чем для деталей из низколегированных сталей.
4.1.4. Резка заготовок деталей должна производиться на ножницах, зубчатых пилах, абразивными кругами, автоматами и полуавтоматами термической резки и ручными газовыми резаками.
4.1.5. Резка металлов из стали должна производиться по технологии, исключающей возможность образования трещин или ухудшение качества металла на кромках, а также в зоне термического влияния.
Кромки деталей под сварку после термической резки должны быть очищены от залива, шлака, брызг и наплывов металла.
Неровности не должны превышать:
при машинной резке - 1 мм;
при ручной термической резке - 2 мм.
4.1.6. Кромки деталей после резки на ножницах не должны иметь заусенцев и трещин. Завалы кромок должны быть не более указанных ниже значений:
при толщине проката от 5 до 16 мм - 2 мм;
при толщине проката свыше 16 мм - 3 мм.
4.1.7. Кромки деталей под сварку могут быть обработаны любым способом, обеспечивающим получение заданных форм, размеров и шероховатости поверхности, указанных в рабочих чертежах.
4.1.8. Поверхность разреза несущих элементов металлоконструкций, не подлежащих сварке, должна быть обработана любым способом, шероховатость должна быть Rа £ 50 мкм.
При механической обработке движение рабочего органа инструмента должно быть таким, чтобы оставшиеся риски были направлены вдоль кромки элемента.
4.1.9. Правка проката в холодном состоянии должна производиться на вальцах и прессах с применением скоб. Мелкие заготовки из листовой и полосовой стали допускается подвергать правке на плите через гладилку.
4.1.10. Выправленная сталь не должна иметь трещин, вмятин, выпучин. Искривления листовой и профильной стали, прошедшей правку, не должны превышать величин, указанных в табл. 1.
Таблица 1
Допустимые величины искривления листовой и профильной стали, прошедшей правку
|
Показатели отклонений |
Допуски форм |
|
|
Широкополосая и листовая; угловая |
Отклонения от плоскостности полок |
1/1000 длины, но не более 10 мм |
|
Отклонения от прямолинейности полок |
1/1000 длины, но не более 10 мм |
|
|
Отклонения от перпендикулярности полок |
Не более 1 мм на 100 мм ширины полки |
|
|
Местное отклонение от плоскостности полок |
Не допускается |
4.1.11. Радиус кривизны деталей в расчетных элементах при правке и гибке в холодном состоянии не должен быть меньше, а стрела прогиба не должна быть больше значений, указанных в табл. 2.
Таблица 2
Допустимая кривизна деталей и стрела прогиба при правке и гибке в холодном состоянии
|
Эскиз |
Изгиб относительно оси |
При гибке |
При правке |
|||
|
ρ |
¦ |
ρ |
¦ |
|||
|
мм |
||||||
|
Лист, универсальная полоса |
|
Волнистость |
25S |
|
50S |
|
|
Лист, универсальная полоса |
|
Серповидность |
- |
- |
- |
|
|
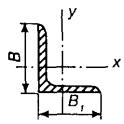
Уголок |
|
х - х |
45В |
|
90В |
|
|
у - у |
45В1 |
|
90В1 |
|
||
|
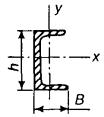
Швеллер |
|
х - х |
25h |
|
50h |
|
|
у - у |
45В |
|
90В |
|
||
|
Двутавр |
|
х - х |
25h |
|
50h |
|
|
у - у |
25В |
|
50В |
|
||
|
Труба |
|
- |
30d |
|
60d |
|

При меньшем радиусе кривизны или большей стреле прогиба правка и гибка должны производиться в горячем состоянии.
4.1.12. Правка проката наплавкой валиков не разрешается.
4.1.13. Гибка деталей листовых решетчатых конструкций без нагрева с радиусом менее приведенных в табл. 2 разрешается на угол не более 30°.
4.1.14. Ударные воздействия на углеродистую и низколегированную сталь, а также резка ее на ножницах и продавливание в ней отверстий, при температуре ниже минус 25 °С запрещается.
4.1.15. Заготовки элементов металлоконструкций с расслоениями и трещинами на поверхности реза не допускаются.
4.1.16. Припуски на усадку металла при сварке и вырезке заготовок, если они не указаны в чертежах или технологической документации, должны составлять для полос и листов - 0,1 мм толщины свариваемых деталей на каждый стык, а для других сечений приниматься в соответствии с табл. 3.
Таблица 3
Припуски на усадку металла при сварке и вырезке заготовок
|
Характеристика конструкции |
Припуск на усадку при сварке |
|
|
Составного сечения с сплошной стенкой |
Высота сечения до 400 мм |
Для стыковых швов - 1 мм на каждый стык |
|
Высота сечения более 400 мм |
Для стыковых швов - 1,5 мм на каждый стык |
|
|
Площадь сечения до 800 см2 |
По 0,5 мм на каждую пару привариваемых ребер |
|
|
Площадь сечения более 800 см2 |
По 1 мм на каждую пару привариваемых ребер |
|
|
Фермы крана, секции башни, стрелы, гуськи |
Для стыковых швов - 1 мм на каждый стык |
4.1.17. Детали стальных конструкций, торцы которых подлежат фрезерованию, должны иметь припуск от 5 до 6 мм на каждый фрезеруемый торец.
4.1.18. При отсутствии требований в чертежах, сборка должна обеспечивать точность линейных размеров готовой сборочной единицы по 16 квалитету:
для размеров до 3150 мм - ГОСТ 25346;
для размеров свыше 3150 мм - ГОСТ 25348.
4.1.19. Диаметры отверстий под болты в деталях стальных конструкций должны быть выполнены сверлением или продавливанием.
Сверление или рассверливание монтажных отверстий должно производиться после полной сварки элементов, составляющих монтажные сборочные единицы.
Рассверливание отверстий при общей сборке следует производить после окончания сборки, при этом должна быть обеспечена правильность геометрической формы отверстий и их расположение в пределах допуска.
Допускается сверление и рассверливание монтажных отверстий до полной сварки монтажных узлов, если технологический процесс сварки и применяемая оснастка обеспечивают сохранение взаимного расположения монтажных отверстий.
4.1.20. Номинальные диаметры отверстий для болтов нормальной точности, включая и высокопрочные, должны соответствовать требованиям ГОСТ 11284.
4.2. Конструкции из труб
4.2.1. Трубы не должны иметь кривизны, превышающей 1/1000 длины детали и 4 мм для труб диаметром до 200 мм, 6 мм для труб диаметром свыше 200 мм.
4.2.2. Правку термически упрочненных труб на прессах следует производить в холодном состоянии. Трубы горячекатаные или нормализованные допускается править с нагревом газопламенной горелкой по технологии предприятия-изготовителя машины, гарантирующей сохранение качества стали.
4.2.3. Обработка деталей из труб давлением (гибка, сплющивание, вальцовка концов, высадка и др.) должна исключать коробление, появление трещин и надрывов, а также исключать закалку. При гибке труб допускается овальность в местах гиба до 15 % наружного диаметра.
4.2.4. Сплющивание концов труб следует производить только в горячем состоянии. В виде исключения допускается холодное сплющивание углеродистых горячекатаных труб, если при этом отсутствуют излом, расслоение, надрывы, трещины, видимые вооруженным глазом. Нагрев труб при сплющивании должен производиться по технологии предприятия-изготовителя машины, гарантирующей сохранение качества стали.
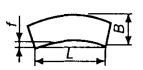
4.2.5. Сплющивание следует проводить призматическими матрицами трапецеидального сечения с уклоном боковых граней около 1:4 ... 1:6 и радиусом сопряжения рабочих плоскостей не менее 5 мм в соответствии с рис. 2.
4.2.6. Снятие внутренних напряжений в электросварных трубах не требуется.
Продольный сварной шов трубы должен располагаться в пределах средней трети ширины лопатки В.
Длина лопатки h должна быть не меньше толщины стенки трубы в соответствии с рис. 3.
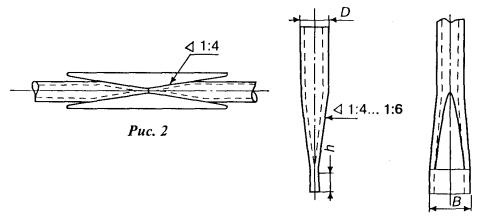
Рис. 3
4.2.7. Обработка концов деталей из труб должна производиться газопламенной резкой, различными механическими способами, а также рубкой специальными штампами, с соблюдением требований п. 4.2.4.
4.2.8. После гибки труб в горячем состоянии их внутренняя поверхность должна быть очищена от наполнителя и пригара.
4.3. Сборка и подготовка к сварке
4.3.1. Сборка стальных конструкций грузоподъемного оборудования под сварку должна производиться в кондукторах или на стендах, обеспечивающих необходимую точность сборки, в строгом соответствии с утвержденным технологическим процессом завода-изготовителя и настоящим стандартом предприятия.
4.3.2. Технологическая оснастка для сборки элементов под сварку должна периодически проверяться ОТК в соответствии с нормативно-технической документацией предприятия-изготовителя.
4.3.3. Сборка конструкций должна производиться из выправленных деталей и сборочных единиц, очищенных от грязи, ржавчины, масла и со снятыми заусенцами.
4.3.4. При отсутствии требований в чертежах, сборка должна обеспечивать точность линейных размеров готовой сборочной единицы для длин до 3150 мм по 16 квалитету в соответствии с ГОСТ 25346 и для длин свыше 3150 мм по 16 квалитету в соответствии с ГОСТ 25348.
4.3.5. Конструкции и элементы, подлежащие сварке, должны быть установлены так, чтобы обеспечить возможность наложения нижних швов. Применение вертикальных и потолочных швов допускается только в тех случаях, когда конструкция по своим габаритам не может быть установлена в нужном положении, и если это предусмотрено технологическим процессом.
4.3.6. Отклонения от геометрической формы и номинальных размеров основных сварных элементов и сборочных единиц стальных конструкций после сборки и сварки не должны превышать предельных отклонений для соответствующих видов кранов в соответствии с ГОСТ 13556, ГОСТ 22045, ГОСТ 27584.
4.3.7. Длина состыкованных элементов металлоконструкций должна быть не менее 15S (S - толщина листа, полки уголка, швеллера, двутавра) при толщине элементов не более 10 мм и не менее 150 мм при толщине элементов более 10 мм.
4.3.8. В металлоконструкциях коробчатого сечения стыки поясов должны быть смещены относительно стыков стенок не менее чем на 150 мм, а при наличии диафрагмы стыки поясов и стыки стенок должны отстоять от нее не менее чем на 50 мм в соответствии с рис. 4.
4.3.9. В решетчатых металлоконструкциях стыки поясов должны располагаться на расстоянии не менее 150 мм от кромки узловой косынки, и взаимное расположение их в смежных сечениях должно быть в соответствии с рис. 5.
Рис. 4

Рис. 5
4.3.10. Предельные размеры и отклонения форм элементов металлоконструкций должны соответствовать чертежам, а зазоры между свариваемыми элементами должны соответствовать требованиями ГОСТ 5264, ГОСТ 8713, ГОСТ 11534, ГОСТ 14771, ГОСТ 16037, ГОСТ 23518. Зазоры свыше предусмотренных указанными стандартами должны быть устранены до начала сварки соединения.
Сварка конструкций с повышенными зазорами в каждом отдельном случае разрешается главным конструктором завода совместно с ОТК.
4.3.11. Принудительная пригонка деталей при сварном соединении запрещается.
4.3.12. В стыковых соединениях должны быть предусмотрены выводные планки. Размеры выводных планок должны быть: длина не менее 100 мм, ширина не менее 60 мм, толщина не менее толщины свариваемых элементов.
4.3.13. Выводные планки должны быть установлены в одной плоскости со свариваемыми деталями и плотно прилегать к кромкам. После окончания сварки выводные планки должны быть удалены.
4.3.14. Собранные на стендах или в приспособлениях металлоконструкции после проверки положения их элементов должны закрепляться при помощи прихваток, струбцин, скоб, пневматических, винтовых или гидравлических зажимов.
4.3.15. Местные неровности, имеющиеся на деталях и препятствующие плотному прилеганию свариваемых деталей, должны быть устранены. При этом должна быть соблюдена плавность перехода от обработанного места к необработанному.
4.3.16. Смещение свариваемых кромок элементов в плоскости, перпендикулярной оси шва, в стыковых соединениях допускается:
для элементов толщиной до 4 мм включительно - 0,5 мм;
для элементов толщиной свыше 4 до 10 мм включительно - 1,0 мм;
для элементов толщиной свыше. 10 мм - 0,1S мм (S - толщина элемента), но не более 3 мм.
При сборке стыков под одностороннюю сварку смещение нижних кромок относительно друг друга допускается не более 0,5 мм для всех толщин.
4.3.17. Детали и элементы конструкций, подготовленные к сварке в специальной оснастке на зажимах и прихватках, предъявляются ОТК и должны иметь промежуточное клеймо, разрешающее приступать к сварочным работам.
4.3.18. Для изготовления элементов металлоконструкций из листов, профильного проката, труб и т. п. допускается применение всех способов резки, обеспечивающих качественное получение форм и размеров этих элементов в соответствии с рабочими чертежами.
4.3.19. Положение свариваемых конструкций должно обеспечивать наиболее удобные и безопасные условия для работы сварщика.
Для этой цели следует применять специальные поворотные стенды и кантователи, оборудованные зажимными устройствами.
4.4. Сварка
4.4.1. Сварка металлоконструкций должна выполняться автоматической сваркой, полуавтоматической сваркой под флюсом и в среде защитных газов в соответствии с ГОСТ 8713, ГОСТ 14771, а также ручной сваркой в соответствии с ГОСТ 5264.
4.4.2. Все сварочные материалы должны иметь сертификаты предприятий-поставщиков.
Независимо от наличия сертификатов сварочные материалы должны быть подвергнуты входному контролю на заводе-изготовителе оборудования в соответствии с ГОСТ 24297.
4.4.3. Для сварки стальных конструкций грузоподъемных машин должны применяться электроды, флюсы и сварочная проволока в соответствии с РД 22-16-93.
4.4.4. Сварочные материалы перед сваркой должны просушиваться в электрических печах (шкафах). Оптимальный режим сушки следует выбирать:
для флюсов в соответствии с ГОСТ 9087;
для электродов и порошковой проволоки в соответствии с паспортами или техническими условиями на них.
4.4.5. Сварочные материалы, применяемые для сварки металлоконструкций, должны обеспечивать механические свойства металла шва и сварного соединения (предел прочности, относительное удлинение, угол загиба, ударная вязкость) не ниже нижнего предельного показателя перечисленных свойств металла основных элементов металлоконструкций, установленного для данной марки стали государственным стандартом или техническими условиями.
В случае применения в одном соединении сталей разных марок механические свойства наплавленного металла должны соответствовать свойствам стали с большим пределом прочности.
4.4.6. Марки присадочных материалов, флюсов и защитных газов должны быть указаны в технических условиях на изготовление.
4.4.7. Сварка металлоконструкций должна производиться при температуре окружающего воздуха не ниже указанных в табл. 4.
Таблица 4
Допустимые температуры при сварке металлоконструкций
|
Температура окружающего воздуха, °С |
||||
|
Металлоконструкции из углеродистой стали |
Металлоконструкции из низколегированной стали |
|||
|
решетчатые |
сплошностенчатые |
решетчатые |
сплошностенчатые |
|
|
До 16 включительно |
-20 |
-20 |
-20 |
-20 |
|
Свыше 16 до 30 включительно |
-20 |
-20 |
-10 |
0 |
|
Свыше 30 до 40 включительно |
-10 |
-10 |
0 |
+5 |
|
Свыше 40 |
0 |
0 |
+5 |
+10 |
4.4.8. Сварку при отрицательной температуре окружающего воздуха следует производить на режимах, превышающих на 15 - 20 % номинальные режимы, рекомендуемые для сварки при положительной температуре.
4.4.9. При температуре окружающего воздуха ниже минус 5 °С швы, выполняемые всеми видами и способами сварки, свариваются от начала до конца без перерыва. Допускаются кратковременные перерывы для смены электродов, сварочной проволоки и для зачистки шва. В случае вынужденного прекращения сварки процесс следует возобновить с подогревом свариваемого металла до температуры 180 - 200 °С.
4.4.10. При многослойной сварке металла толщиной более 16 мм стыковыми швами при температуре окружающего воздуха ниже минус 15 °С сварку первых двух слоев производить с сопутствующим подогревом до 180 - 200 °С.
4.4.11. Сварку при отрицательных температурах без подогрева следует производить теми же сварочными материалами, что и при положительной температуре.
Сварка в среде углекислого газа при отрицательной температуре не рекомендуется.
4.4.12. Рабочее место сварщика, а также свариваемая поверхность конструкции должны быть защищены от осадков, а при сварке закаливающихся сталей и от сквозняков.
4.4.13. Вырубка дефектного шва при отрицательных температурах должна производиться с местным подогревом до температуры 100 - 120 °С. Заварку дефектных участков сварных швов следует производить с подогревом металла до температуры 180 - 200 °С.
4.4.14. Сварщику, впервые в данном сезоне приступающему к работе при температуре ниже минус 5 °С, необходимо пройти 6 - 7-часовую практику с последующей проверкой контрольных образцов.
4.4.15. Сварку стыковых швов металла толщиной более 8 мм производить в несколько слоев. Толщина каждого слоя должна составлять 0,8 - 1,2 диаметра электрода.
4.4.16. При многослойном шве, после наложения каждого слоя, шов и околошовная поверхность должны быть зачищены от шлака, окалины, металлических брызг до металлического блеска.
4.4.17. Не разрешается зажигать дугу на основном металле вне границ шва, а также выводить кратер на основной металл.
4.4.18. При перерыве процесса сварки возобновлять его можно только после очистки концевого участка шва (длиной не менее 50 мм) и кратера от шлака. Кратер должен быть заплавлен.
4.4.19. При двухсторонней сварке стыковых соединений корень шва должен быть тщательно очищен от шлака и протекшего металла. При ручной и полуавтоматической сварке тщательная зачистка должна обеспечиваться путем обязательного удаления корня шва механическим способом или воздушно-дуговой резкой. При выполнении сварки автоматом разрешается не удалять корень шва с обратной стороны в соединениях без разделки кромок, а также в тех случаях, когда тщательная зачистка корня шва обеспечивается без упомянутой операции.
4.4.20. Сварку угловых швов допускается производить без подогрева, если коэффициент формы провара (отношение ширины шва к глубине провара) более 1,3 и размеры свариваемых элементов и катета шва не более приведенных в табл. 5.
Таблица 5
Катет шва в зависимости от размеров свариваемых элементов
|
Минимальная площадь сечения шва, мм2 |
Минимальный катет шва, мм |
|
|
7 - 10 |
50 |
6 |
|
11 - 22 |
85 |
8 |
|
23 - 40 |
105 |
9 |
|
41 и более |
130 |
10 |
4.4.21. Швы длиной до 300 мм выполнять сваркой на проход, длиной 300 - 1000 мм выполнять от середины к краям сваркой на проход, длиной более 1000 мм выполнять одноступенчатым методом участками 100 - 350 м в зависимости от толщины свариваемого металла.
4.4.22. При приварке ребер жесткости, диафрагм, а также образования тавровых сечений и других соединений не разрешается:
выводить концы швов на зазор, образуемый между стенкой и концевыми скосами деталей;
оставлять незаделанные кратеры на концах швов.
4.4.23. Начало и конец стыкового шва, а также накладываемого шва, автоматом должны выводиться за пределы свариваемых деталей на выводные планки, удаляемые после окончания сварки. Места, где были установлены выводные планки, следует тщательно зачищать.
4.4.24. Швы, работающие в конструкциях на растяжение и под действием знакопеременных нагрузок, имеющие местные наружные выступы, образующиеся в местах доварки и перекрытий отдельных участков, должны быть сглажены механической зачисткой до образования плавных переходов к основному металлу и сварному шву, граничащему с выступом.
4.4.25. При сварке, во избежание создания в металлоконструкциях реактивных напряжений, следует в первую очередь выполнять в свободном состоянии стыковые швы, расположенные перпендикулярно силовому потоку, затем остальные стыковые швы и в последнюю очередь угловые и тавровые швы.
4.4.26. Пороки сварных швов, обнаруженные в процессе выполнения сварочных работ, должны исправляться по специально разработанной технологии, утвержденной руководством завода.
4.4.27. При выполнении ответственных работ каждый сварщик обязан проставить присвоенный ему номер или клеймо рядом с выполненным им швом, если сварка одной металлоконструкции производится несколькими сварщиками. При сварке металлоконструкции (сборочной единицы) одним сварщиком, номер или клеймо сварщика должно проставляться 1 раз в определенном месте, предусмотренном чертежом или технологическим процессом. Простановка клейма должна осуществляться методом, обеспечивающим его сохранность в процессе эксплуатации машины.
4.4.28. По окончании сварки конструкции сварные швы и поверхности свариваемых элементов должны быть очищены от шлака, брызг и натеков.
4.4.29. Контроль качества сварных соединений должен проводиться по ГОСТ 3242.
4.5. Контроль качества сварных соединений
4.5.1. Качество сварных соединений при изготовлении стальных конструкций должно быть подвергнуто контролю. Перед контролем сварной шов и прилегающая к нему поверхность основного металла на ширину не менее 20 мм по обе стороны шва должны быть очищены от шлака, натеков и других загрязнений.
4.5.2. Контроль качества сварных соединений металлоконструкций должен проводиться по ГОСТ 3242 следующими методами:
внешним осмотром и измерениями;
методами неразрушающего контроля (радиографическим и ультразвуковым) в соответствии с ГОСТ 7512 и ГОСТ 14782.
Радиографическому контролю подвергаются все стыковые сварные соединения несущих и расчетных элементов металлоконструкций.
Ультразвуковая дефектоскопия применяется по разрешению Госгортехнадзора России. УЗД должна выполняться по инструкции предприятия-изготовителя;
механическими испытаниями контрольных образцов по ГОСТ 6996;
другими методами контроля в соответствии с ГОСТ 3242, которые применяются на основании требований конструкторской документации.
4.5.3. Контроль качества сварных соединений должен производиться после проведения термической обработки (если она является обязательной для данного сварного соединения).
Результаты контроля сварных соединений должны быть зафиксированы в соответствующих документах (журналах, картах, формулярах и т. д.).
4.5.4. Внешнему осмотру и измерению подлежат все сварные соединения в целях выявления в них следующих возможных наружных дефектов:
излома, или неперпендикулярности, осей соединяемых элементов;
смещения кромок соединяемых элементов;
отступлений по размерам и форме швов от чертежей (по высоте, катету, ширине шва; по равномерности усиления и т. п.);
трещин всех видов и направлений;
наплывов, подрезов, прожогов, незаваренных кратеров, непроваров, пористости и других технологических дефектов.
4.5.5. Осмотр и измерение стыковых сварных соединений должны производиться с двух сторон по всей протяженности соединения. В случае недоступности для осмотра внутренней поверхности сварного соединения осмотр и измерение производятся только с наружной стороны.
4.5.6. Контроль сварных соединений расчетных элементов металлоконструкций производится только после устранения дефектов, выявленных внешним осмотром. При этом обязательному контролю подвергаются начало и окончание сварных швов стыковых соединений поясов и стенок коробчатых металлоконструкций балок, колонн, стрел, гуськов. Суммарная длина контролируемых участков сварных соединений устанавливается нормативной документацией и должна составлять не менее:
а) 50 % длины стыка - на каждом стыке растянутого пояса коробчатой или решетчатой металлоконструкции;
б) 25 % длины стыка или сжатого участка стенки - на каждом стыке сжатого пояса или на сжатых участках стенок;
в) 75 % длины стыка - на каждом стыке конструкций стрел, гуськов и реечных коробок портальных кранов;
г) 25 % длины стыка - для всех остальных стыковых соединений, не указанных в пп. а, б, в;
д) 25 % длины шва - для других сварных соединений, контролируемых ультразвуковым методом.
Для крестообразных стыковых швов радиографическому методу контроля подлежат 25 % пересечений швов.
4.5.7. Недопустимыми дефектами сварных швов, выявленными внешним осмотром, являются:
трещины всех размеров и направлений;
местные наплывы общей длиной более 100 мм на участке шва 1000 мм;
подрезы глубиной более 0,5 мм при толщине наименее тонкого из свариваемых элементов до 20 мм включительно;
подрезы глубиной более 3 % толщины наименее тонкого из свариваемых элементов, при его толщине свыше 20 мм;
поры в количестве более 4 штук на длине шва 100 мм. При этом максимальный размер пор не должен быть более 1 мм, при толщине свариваемых элементов до 8 мм включительно, и больше 1,5 мм, при толщине свариваемых элементов свыше 8 мм до 30 мм включительно;
скопление пор в количестве более 5 штук на 1 см2 площади шва, при этом максимальный размер любой из пор не должен быть более 1 мм;
незаваренные кратеры;
прожоги и свищи.
4.5.8. Недопустимыми дефектами сварных швов, выявленными радиографическим методом, являются:
трещины и непровары;
скопление пор и шлаковых включений более 5 штук на 1 см2 площади шва (проекции шва на радиограмме), при этом максимальный размер любой из пор или любого шлакового включения не должен быть более 1,5 мм;
дефекты (поры и шлаковые включения) размером или суммарной длиной больше допустимых, приведенных в табл. 6, для любого участка радиограммы длиной 100 мм.
Таблица 6
Максимально допустимые размеры и суммарная длина дефектов, мм
|
Размер дефектов (диаметр или длина) |
Суммарная длина |
|
|
До 30 включительно |
0,8 |
3,0 |
|
Свыше 3,0 до 5,0 включительно |
1,0 |
4,0 |
|
Свыше 5,0 до 8,0 включительно |
1,5 |
6,0 |
|
Свыше 8,0 до 30 включительно |
2,0 |
8,0 |
Примечание. При меньших размерах дефектов в каждом интервале свариваемых толщин элементов их количество должно быть не более 6 штук, и суммарная длина их не должна быть более указанных в табл. 6.
4.5.9. При выявлении во время неразрушающего контроля недопустимых дефектов в сварных соединениях контролю должно быть подвергнуто все соединение. Дефектные участки сварных швов, выявленные при контроле, должны быть удалены механическим способом и переварены.
Исправление дефектных участков допускается не более 2 раз.
4.5.10. Проверка механических свойств сварного соединения на контрольных образцах производится вне зависимости от вида сварного соединения изделия путем испытания на растяжение и на изгиб образцов, сваренных встык.
4.5.11. Образцы изготавливаются по ГОСТ 6996. Испытание образцов на растяжение и изгиб производится со снятым усилением шва. В образцах, предназначенных для испытания на изгиб, сварной шов должен располагаться поперек образца.
4.5.12. На неспециализированных предприятиях количество контрольных образцов, свариваемых каждым сварщиком, принимавшим участие в сварке сборочных единиц стальных конструкций, должно быть не менее двух для каждого вида испытаний (растяжение, изгиб). Перечень узлов, подлежащих контролю сварных швов устанавливается технологической документацией завода.
На специализированных предприятиях по изготовлению, ремонту и реконструкции кранов механические испытания контрольных образцов должны проводиться периодически в соответствии с техническими условиями завода-изготовителя.
4.5.13. Результаты механических испытаний считаются удовлетворительными, если:
временное сопротивление не ниже нижнего предельного показателя временного сопротивления металла, установленного для данной марки стали государственными стандартами или техническими условиями;
угол изгиба для углеродистых сталей не менее 120°, для низколегированных при толщине элемента до 20 мм - не менее 80°, более 20 мм - не менее 60°;
ударная вязкость металла шва при отрицательной температуре не ниже, чем нижний предел основного металла.
4.5.14. Дефекты в сварных швах должны устраняться следующими способами:
а) швы с трещинами, а также непроварами и другими дефектами, превышающими допускаемые, удаляются на длину дефектного места плюс по 10 мм с каждой стороны и завариваются вновь;
б) подрезы основного металла, превышающие допускаемые, зачищаются до металлического блеска и завариваются, обеспечивая при этом плавный переход от наплавленного металла к основному с последующей зачисткой этих мест.
5. ДЕТАЛИ ИЗ МЕТАЛЛА
5.1. Механическая обработка
5.1.1. Механическая обработка деталей должна производиться в соответствии с рабочими чертежами, технологическими процессами, требованиями соответствующих стандартов и технических условий на конкретное изделие.
5.1.2. Точность изготовления деталей, не имеющих в чертежах допусков на размеры, должна быть выдержана по 14 квалитету:
для размеров до 3150 мм - ГОСТ 25347;
для размеров свыше 3150 мм - ГОСТ 25348.
5.1.3. Механически обработанные детали, для которых не оговорены чертежами отклонения от геометрических форм и взаимного расположения поверхностей (конусообразность, овальность, от соосности, отклонение от параллельности плоскостей и т. д.), должны быть в пределах допуска на соответствующие размеры (диаметры, расстояние между осями, плоскостями и т. д.) по соответствующим стандартам ГОСТ 24643 и ГОСТ 25069.
5.1.4. Шероховатость обработанных поверхностей должна соответствовать требованиям чертежей и ГОСТ 2789.
5.1.5. Смазочные канавки на валах, втулках и вкладышах не должны иметь острых кромок и заусенцев.
5.1.6. Шлицевые соединения деталей должны выполняться по чертежам и соответствовать требованиям ГОСТ 1139.
5.1.7. Шероховатость рабочих поверхностей шпонок должна соответствовать требованиям ГОСТ 2789.
5.1.8. Рабочие поверхности зубьев шестерен не должны иметь следов дробления. Острые кромки на вершинах и торцах зубьев должны быть притуплены.
5.1.9. Заготовки термически обрабатываемых деталей до механической обработки должны быть подвергнуты отжигу или нормализации.
5.1.10. Шероховатость поверхностей деталей подлежащих гальваническим защитным покрытиям должна быть Ra £ 6,3 мкм, а подлежащих защитно-декоративным покрытиям Ra £ 0,80 мкм по ГОСТ 2789.
5.1.11. После шлифовки деталей на магнитных столах они должны быть размагничены.
5.1.12. При отсутствии указаний в чертежах, шероховатость поверхности резьбы должна быть Ra £ 6,3 мкм в соответствии с ГОСТ 2789.
5.1.13. Метрическая резьба на деталях должна выполняться в соответствии с требованиями чертежей, а при отсутствии требований, точность резьбы должна соответствовать грубому классу по ГОСТ 16093.
5.2. Корпусные детали
5.2.1. На необрабатываемых поверхностях корпусных деталей грузоподъемных машин не допускаются раковины глубиной более 1/4 толщины стенки, но не более 3 мм и количеством более двух на площади 100 см2. Такие раковины устраняются заваркой.
Допускается исправление более крупных дефектов, не снижающих прочность и работоспособность корпусных деталей, с согласия конструкторской службы предприятия-изготовителя.
5.2.2. На плоскостях разъема и на торцах посадочных отверстий корпусных деталей не допускаются раковины глубиной 2 мм и диаметром более 3 мм, носящих гнездовой характер, площадью более 2 см2.
На обработанных поверхностях не допускаются дефекты в виде пригаров, ужимин, наростов, если их площадь составляет более 15 % поверхности на расстоянии менее 10 мм от наружного торца отверстия.
5.2.3. Раковины на посадочных отверстиях корпусов, не превышающие 5 % посадочной площади и глубиной не более 1/4 толщины ступиц, разрешается заваривать с последующей механической обработкой.
5.2.4. Отклонения от параллельности или перпендикулярности, не указанные в чертежах, оси вращения выходного вала редуктора относительно опорной поверхности корпуса редуктора должны быть не более указанных в ГОСТ 24643 для 11 степени точности.
5.2.5. Отклонение от плоскостности опорной поверхности корпуса, не указанное в чертежах, должно быть не более указанного в ГОСТ 24643 для 10 степени точности.
5.2.6. Необработанные поверхности литых деталей, находящихся в масляной ванне, должны иметь маслостойкое покрытие 6/1 по ГОСТ 9.032.
Допускается не покрывать детали из алюминиевых сплавов, получаемых литьем под давлением или в кокиль, если отсутствуют требования в чертежах.
5.2.7. Корпусная деталь должна иметь клеймо ОТК.
5.3. Детали зубчатых передач
5.3.1. Детали зубчатых и червячных передач должны изготавливаться по рабочим чертежам в соответствии с ГОСТ 13754, ГОСТ 13755, ГОСТ 19672.
5.3.2. В обработанных шестернях и колесах разностенность обода и ступицы не должны превышать 10 %.
5.3.3. Обнаруженные дефекты при механической обработке литых стальных заготовок для зубчатых передач (передвижения, поворота) могут быть исправлены заваркой, если:
наличие раковин не более чем у 5 % зубьев, общая длина раковин не превышает 0,1 ширины зуба, диаметр раковин не более 5 % ширины зуба и глубина не более 0,4 его модуля;
наличие отдельных раковин не более чем у 10 % зубьев, расположенных по всей высоте зуба, если диаметр раковин при этом не превышает 0,8, глубина не более 0,6 модуля зуба, а общее количество их не превышает 20 % ширины зуба.
5.3.4. Допускаются к заварке раковины на посадочных отверстиях деталей зубчатых передач, устанавливаемых на механизмах подъема, поворота и передвижения, если площадь раковин не превышает 5 % посадочной площади, а глубина их не более 0,2 толщины ступицы.
5.3.5. Не допускается исправление заваркой зубчатых колес механизмов подъема груза и стрелы, если раковины расположены у основания или по высоте зуба на двух и более зубьях, расположенных рядом.
5.3.6. Допускается в отверстиях ступицы заваривать раковины диаметром не более 8 мм, глубиной не более 1/4 толщины ступицы, если их количество не более двух. Исправление заваркой таких раковин допускается для всех механизмов. Устранение литейных дефектов зубьев на каждой конкретной детали может выполняться только с согласия конструкторской службы предприятия-изготовителя.
5.3.7. На принятых ОТК зубчатых колесах, шестернях, звездочках должно быть поставлено клеймо ОТК. На ободе зубчатой детали указывается модуль и число зубьев.
5.3.8. После приемки обработанные поверхности детали зубчатых передач покрываются смазкой УС в соответствии с ГОСТ 1033, не обработанные поверхности - свинцовым суриком в соответствии с ГОСТ 19151 или маслостойкой краской.
5.3.9. Допускается заделка раковин, не заходящих на зубчатый венец, полимерными материалами типа «Униреп» (холодная заделка).
5.3.10. Звездочки для втулочных и втулочно-роликовых цепей с механически обработанными зубьями должны изготовляться по ГОСТ 591.
5.4. Барабаны и блоки
5.4.1. Барабаны и блоки должны изготавливаться в соответствии с конструкторской документацией, техническими требованиями, Правилами устройства и безопасной эксплуатацией грузоподъемных кранов.
5.4.2. Канатоемкость барабана должна быть такой, чтобы при самом низком положении грузозахватного органа на барабане оставались навитыми не менее полутора витков каната, не считая витков, находящихся под зажимным устройством.
5.4.3. Барабаны грузоподъемных машин под однослойную навивку каната должны иметь нарезанные по винтовой линии канавки. У грейферных кранов при однослойной навивке каната на барабан и у специальных кранов, при работе которых возможны рывки и ослабление каната, барабаны должны иметь канавку глубиной не менее половины диаметра каната или снабжаться устройством, обеспечивающим правильную укладку каната на гладком барабане.
Применение гладкого барабана допускается в тех случаях, когда по конструктивным причинам необходима многослойная навивка каната на барабан, а также при навивке на барабан цепи.
5.4.4. Гладкие барабаны и барабаны с канавками, предназначенные для многослойной навивки каната, должны иметь реборды с обеих сторон барабана.
5.4.5. Барабаны с канавками, предназначенные для однослойной навивки двух ветвей каната, ребордами могут не снабжаться, если ветви навиваются от краев барабана к середине.
При навивке на барабан с канавками одной ветви каната реборда может не устанавливаться со стороны крепления каната на барабане.
Барабаны электрических талей, снабженные устройством, исключающим сход каната с барабана, могут изготавливаться без реборд.
Реборды барабана должны возвышаться над верхним слоем навитого каната не менее, чем на два его диаметра, а для цепей - не менее чем на ширину звена цепи.
5.4.6. При многослойной навивке каната на барабан у грузоподъемной машины должна быть обеспечена правильная укладка каждого слоя.
5.4.7. Отклонение толщины стенок барабана после нарезки канавок допускается не более чем на 10 % в минус.
Для замеров толщины стенок допускается по концам и в середине барабана сверление отверстий диаметром 6 мм.
5.4.8. Профиль канавок и их шаг проверяются шаблонами. Допускаемый зазор между шаблоном и профилем канавки не более 0,5 мм. Гребешки канавок не должны иметь острых кромок и заусенцев.
5.4.9. Разность диаметров правой и левой канавок одного барабана для механизма подъема с раздельным креплением ветвей каната к грузозахватному органу не должна превышать допуск h12 на контролируемый диаметр по ГОСТ 25347.
5.4.10. Торцевое биение посадочных поверхностей (поверхность фланца для ступицы или зубчатого колеса) по отношению к геометрической оси барабана допускается не более 0,001 диаметра барабана.
5.4.11. Срезанный гребень канавки, если срез не превышает 1/3 длины витка, разрешается наваривать с последующей обработкой до требуемого профиля. Без исправления разрешается оставлять срез гребня на высоту не более 2 мм на той же длине.
5.4.12. Раковины в шпоночных пазах барабана и трещины в ступице, диске и стенках барабана не допускаются.
5.4.13. Заваркой могут быть исправлены следующие дефекты отливок барабанов:
раковины в отверстиях ступицы диаметром не более 8 мм, глубиной не более 0,25 толщины стенки и в количестве не более двух в ступице;
раковины на ребордах барабанов диаметром более 500 мм, глубиной не более 0,25 толщины реборды, диаметром до 20 мм, в количестве не более двух на площади 40 см2, расположенные от края не менее чем на 20 мм. Общая площадь повреждения не должна превышать 5 % поверхности.
5.4.14. Блоки грузовых и стреловых полиспастов должны иметь устройство, исключающее выход каната из ручья блока.
5.4.15. Срыв резьбы под болты зажимов каната не допускается.
5.4.16. Крепление каната к барабану должно производиться надежным способом, допускающим возможность замены каната.
В случае применения зажимных планок их должно быть не менее двух.
5.4.17. Разностенность обода блока, замеренная на равноудаленных от оси блока внешних необработанных поверхностях, допускается в пределах 0,1 толщины стенки, но не более 3 мм.
5.4.18. Допускаемый зазор между шаблоном и профилем ручья блока не должен превышать 0,5 мм в любом направлении.
5.4.19. Раковины на нижней половине ручья, трещины на ступице, диске и ободе стальных блоков должны быть заварены и зачищены. Заварка указанных дефектов на чугунных блоках не допускается.
5.5. Тормоза и муфты
5.5.1. Механизмы подъема груза и изменения вылета должны быть снабжены тормозами нормально закрытого типа, автоматически размыкающимися при включении привода.
5.5.2. Тормоза механизмов передвижения должны устанавливаться на грузоподъемных машинах в случаях, если:
машина предназначена для работы на открытом воздухе;
машина, предназначенная для работы в помещении, передвигается по пути, уложенному на полу;
машина, предназначенная для работы в помещении на надземном рельсовом пути, перемещается со скоростью более 32 м/мин.
5.5.3. Тормоза и муфты грузоподъемных машин должны изготавливаться в соответствии с конструкторской, нормативно-технической документацией и государственными стандартами.
5.5.4. Радиальное биение рабочей поверхности тормозного шкива после установки его на вал не должно превышать суммарного допуска на диаметры шкива и вала. Радиальное биение рабочей поверхности тормозного шкива не должно быть больше:
0,06 мм при диаметре рабочей поверхности до 160 мм;
0,10 мм при диаметре рабочей поверхности от 160 до 250 мм;
0,15 мм при диаметре рабочей поверхности от 300 до 400 мм.
5.5.5. Заварка раковин и прочих литейных дефектов на рабочей поверхности чугунных тормозных шкивов не допускается.
5.5.6. При наличии необработанных поверхностей тормозные муфты должны быть статически отбалансированы. Допускаемый дисбаланс для муфт диаметром до 300 мм - 5 г×см, для муфт диаметром свыше 300 мм - 8 г×см. Балансировка муфт осуществляется в соответствии с ГОСТ 22061.
5.5.7. На рабочих поверхностях тормозных муфт не допускаются задиры, забоины, раковины, песочницы и прочие дефекты. Без исправления допускаются мелкие неровности диаметром до 0,2 мм в количестве не более двух штук.
5.5.8. Шероховатость рабочей поверхности тормозного шкива должна соответствовать указанию рабочего чертежа и должна быть Ra £ 1,25 мкм в соответствии с ГОСТ 2789.
5.5.9. Шероховатость посадочных поверхностей расточек муфт, цапф, концов валов под них и тормозных шкивов должна быть Ra £ 1,6 мкм в соответствии с ГОСТ 2789.
5.5.10. Твердость рабочей поверхности стального тормозного шкива должна быть не менее 300 НВ.
5.5.11. Накладки тормозных колодок должны удовлетворять следующим требованиям: размер накладки должен быть выдержан по ширине с точностью ±2 мм, а по диаметру отверстия под заклепку ±0,3 мм.
5.5.12. Детали тормозов должны свободно вращаться в шарнирах. Допускается зазор в пределах установленных отклонений на изготовление сопрягаемых деталей в соответствии с ГОСТ 24643.
5.5.13. Твердость рабочей поверхности стального тормозного шкива должна быть не менее 320 НВ, глубина закаленного слоя не менее 2 мм.
5.5.14. Радиальное смещение осей валов, при отсутствии их перекоса в зубчатых муфтах, должно соответствовать ГОСТ 5006.
5.5.15. Овальность и конусность вала допускается в пределах допуска на диаметр вала.
5.5.16. Выступающие концы болтов, винтов, шпилек над гайкой, применяемых в тормозах и муфтах, должны быть не более 0,25d (d - диаметр резьбы) и не более трех ниток, за исключением случаев, оговоренных в рабочей документации.
5.5.17. Контрольные штифты не должны выступать над поверхностью детали более чем на 1/3 диаметра.
5.5.18. Все болтовые соединения должны быть гарантированы от самоотвинчивания способами, указанными в чертежах.
5.5.19. Болты, шпильки и прочие крепежные детали используемые в тормозах и муфтах должны быть затянуты до отказа без перекоса к сопрягаемым деталям.
5.6. Ходовые колеса
5.6.1. Ходовые колеса механизмов передвижения грузоподъемных машин и их грузовых тележек могут быть коваными, катаными, штампованными или литыми. Кованые колеса должны соответствовать ГОСТ 28648.
5.6.2. Колеса из поковок должны изготавливаться из стали марки 75 и 65Г в соответствии с ГОСТ 14959.
Допускается изготовление колес из стали марки 2 по ГОСТ 10791, а применяемых в механизмах групп режимов работы 1М - 3М по ГОСТ 25835, из других марок сталей с механическими характеристиками не ниже чем стали марки 45 в соответствии с ГОСТ 1050.
5.6.3. Допускается применять ходовые колеса, изготовленные из высокопрочного чугуна с шаровидным графитом по технологии, согласованной с головной организацией.
5.6.4. Ходовые колеса изготавливаются одно- и двухребордные.
5.6.5. Применение безребордных колес допускается при наличии устройств, исключающих сход колес с рельсов.
5.6.6. Одноребордные ходовые колеса могут применяться в следующих случаях:
если ширина колеи пути наземных кранов не превышает 4 м и обе нитки пути лежат на одном уровне;
если наземные краны передвигаются каждой стороной по двум рельсам при условии, что расположение реборд колес на одном рельсе противоположно расположению реборд на другом рельсе;
у опорных и подвесных тележек кранов мостового типа;
у подвесных тележек, передвигающихся по однорельсовому пути.
При одноребордных колесах у опорных кранов ширина обода за вычетом реборды должна превышать ширину головки рельса не менее чем на 30 мм.
5.6.7. Колеса рельсовых башенных кранов должны быть двухребордными независимо от ширины колеи.
5.6.8. Радиальное биение поверхности катания ходового колеса не должно превышать 0,2 мм на каждые 100 мм диаметра колеса.
5.6.9. Шероховатость посадочных поверхностей отверстий ходовых колес должна быть Ra £ 2,5 мкм в соответствии с ГОСТ 2789.
5.6.10. Шероховатость поверхности катания ходовых колес, внутренних поверхностей реборд должна быть Ra £ 6,3 мкм в соответствии с ГОСТ 2789.
5.6.11. Твердость поверхности катания и реборд следует проверять по ГОСТ 9012.
5.6.12. Контроль глубины закалки следует проверять по ГОСТ 9012 или ГОСТ 9013.
5.7. Термическая обработка
5.7.1. Термически обработанные детали не должны иметь деформаций, выходящих за пределы допусков и припусков, пленки окислов и обезуглероженной поверхности, трещин, расслоения, выкрашивания и шелушения. При наличии указанных дефектов детали бракуются.
5.7.2. После термической обработки детали должны быть очищены от грязи и окалины до серебристого цвета дробеструйным методом, травлением или иными способами. На деталях, подвергнутых термической обработке токами высокой частоты или газопламенной горелкой, допускаются цвета побежалости без последующей очистки до серебристого цвета.
5.7.3. Детали, прошедшие термическую обработку, подлежат проверке на твердость в соответствии с требованиями рабочих чертежей.
На деталях, прошедших термическую обработку, ставится клеймо ОТК. Без клейма ОТК детали на сборку не допускаются.
5.7.4. Измерение твердости должно производиться на рабочих поверхностях деталей. При невозможности такого измерения, твердость измеряется на образце-свидетеле, соответствующему детали по материалу и прошедшим термическую обработку одновременно с данной партией деталей.
5.7.5. Коробление ответственных деталей после термической обработки не допускается. Для неответственных деталей допускается исправление коробления рихтовкой в холодном состоянии.
5.7.6. Глубина цементации проверяется на образце-свидетеле, соответствующему детали по материалу и прошедшим цементацию вместе с ней.
5.7.7. Недоброкачественную термическую обработку детали (партии) разрешается исправлять 1 раз. После повторной термической обработки проводится повторный контроль детали (партии).
5.7.8. Необходимость проверки скрытых дефектов термической обработки и методы ее проведения оговариваются в технических условиях на изделие или в чертежах деталей.
5.8. Покрытия металлические и неметаллические
5.8.1. Поверхности, подлежащие покрытию, должны соответствовать требованиям ГОСТ 9.301.
5.8.2. Покрытия должны быть без наростов, трещин, забоин, царапин и рисок, пузырей и не должны отслаиваться.
Контроль покрытий должен осуществляться в соответствии с ГОСТ 9.302.
5.8.3. Все оцинкованные и кадмированные детали подлежат обязательной пассивации в хроматном растворе.
5.8.4. Фосфатированные детали не должны иметь непокрытых мест, налетов, ржавчины, просвечивания металла сквозь фосфатную пленку, а также участков пленки с крупнокристаллической структурой.
5.8.5. После нанесения покрытий на детали и сборочные единицы, имеющие полости, из них должен быть полностью удален электролит. Не разрешается подвергать покрытиям детали и сборочные единицы, имеющие полости или зазоры, из которых не представляется возможным удалить электролит.
5.8.6. Поверхности, не подвергаемые покрытиям, должны быть защищены от попаданий электролита.
6. СБОРКА МАШИН И СБОРОЧНЫХ ЕДИНИЦ
6.1. Общие требования
6.1.1. Детали, поступающие на сборку сборочных единицы или изделия, должны иметь маркировку и клеймо ОТК. Детали, на которые невозможно нанести маркировку и клеймение, должны иметь документ, удостоверяющий их качество.
6.1.2. Детали и сборочные единицы, поступающие на сборку изделия, должны быть тщательно очищены от стружки, масла, охлаждающей жидкости и антикоррозийной смазки.
6.1.3. Сборка должна проводиться в полном соответствии с рабочей документацией и технологическим процессом.
6.1.4. При сборке не допускается применение компенсаторов (прокладки, клинья и т. п.), не предусмотренных чертежами и техническими условиями.
6.1.5. Припиловка и подгонка деталей по месту при сборке не допускается (кроме оговоренных в чертежах или технических условиях на изделие).
6.1.6. Все вращающиеся сборочные единицы и детали должны проворачиваться в своих опорах легко, без заедания.
6.1.7. Прилегание шпонок к пазам должно быть по всей рабочей поверхности, а допуски должны соответствовать ГОСТ 23360.
6.1.8. Сборка должна производиться без повреждения поверхностей собираемых деталей. Не допускается применять инструмент, кроме предусмотренного технологическим процессом сборки.
6.1.9. Наклепывание, кернение и другие способы поднятия поверхностей соединений не допускаются (кроме оговоренных на чертежах).
6.1.10. Выступающий конец над гайкой болта, винта или шпильки должен быть не менее 0,25d.
6.1.11. Конические штифты, применяемые для фиксирования взаимного расположения деталей, должны плотно прилегать к поверхности отверстий по всей длине и выступать над поверхностью детали не более чем на 1/3d.
6.1.12. При сборке деталей из древесины на шипах, шипы должны входить в соответствующие пазы с натягом, не вызывая появления трещин.
6.1.13. Торцы труб после сборки должны быть заглушены.
6.1.14. Поверхности резиновых и пластмассовых деталей, поступающих на сборку, должны быть без надрывов и рубцов на ребрах.
6.2. Комплектующие изделия
6.2.1. Все комплектующие изделия должны соответствовать требованиям соответствующих стандартов или технических условий, что должно быть подтверждено соответствующим документом предприятия-поставщика.
6.2.2. Комплектующие изделия должны быть подвергнуты входному контролю на соответствие их качества требованиям стандартов, технических условий и договора на поставку в соответствии с требованиями ГОСТ 24297.
6.2.3. Хранение комплектующих изделий на предприятии должно производиться в соответствии с требованиями инструкций по эксплуатации или паспорта на комплектующие изделия.
6.2.4. Крепежные изделия должны соответствовать требованиям ГОСТ 1759.0 - ГОСТ 1759.5. Метрическая резьба на деталях должна быть выполнена в соответствии с требованиями ГОСТ 16093 и рабочих чертежей.
6.2.5. Пружины должны соответствовать требованиям ГОСТ 16118, ГОСТ 13765, ГОСТ 13776.
6.3. Монтаж подшипников
6.3.1. Смазочные каналы в валах, осях и корпусах подшипников перед сборкой должны быть тщательно очищены от стружки, грязи и промыты.
6.3.2. Прилегание цапф, шеек валов к рабочей поверхности подшипника или вкладыша подшипника скольжения должно быть на площади не менее 70 % поверхности. Края смазочных канавок должны быть закруглены.
6.3.3. Перед сборкой подшипники качения и места их установки должны быть очищены от стружки, грязи и антикоррозийной смазки. После монтажа подшипники должны быть вновь смазаны. При сборке ударять молотком непосредственно по подшипнику запрещается. Радиальные подшипники при установке должны быть обращены к упору неклейменной стороной.
6.3.4. Конические роликоподшипники и упорные шарикоподшипники должны быть отрегулированы в соответствии с табл. 7.
Таблица 7
Допустимая величина зазоров подшипников, мм
|
Осевая игра |
|
|
До 30 включительно |
0,02 - 0,08 |
|
Свыше 30 до 50 включительно |
0,04 - 0,11 |
|
Свыше 50 до 80 включительно |
0,06 - 0,14 |
|
Свыше 80 до 120 включительно |
0,08 - 0,17 |
Меньшие значения следует применять для быстровращающихся подшипников легких серий, большие - для медленно вращающихся подшипников тяжелой серии.
6.3.5. Посадка подшипников на валы с натягом, значение которого соответствует полям допусков m и k по шестому квалитету, должна производиться с нагревом подшипников до температуры плюс 80 - 90 °С.
При установке подшипников в корпус с натягом производится нагрев корпуса до температуры плюс 100 °С.
6.3.6. Сальниковые уплотнения непосредственно перед сборкой должны быть пропитаны маслом в соответствии с требованиями чертежей и нормативно-технической документацией.
6.3.7. Посадочные места под подшипники качения должны соответствовать ГОСТ 3325.
6.3.8. Нагрев подшипников при установившемся режиме работы механизма не должен превышать плюс 60 °С.
6.4. Сборка редукторов и коробок передач
6.4.1. Детали, поступающие на сборку редукторов, коробок передач, должны быть очищены от земли, стружки, масла, корпуса проверены на отсутствие течи. Внутренние необработанные поверхности должны быть покрыты в два слоя маслоустойчивой краской.
6.4.2. Непрямолинейность плоскостей разъема редукторов, коробок не должна превышать 0,2 мм на длине 500 мм.
6.4.3. Несовпадение контуров корпуса и крышки по плоскости разъема редуктора, коробки не должно превышать для редукторов с суммарным межосевым расстоянием:
до 500 - 2 мм;
от 500 до 1000 мм - 3 мм;
свыше 1000 - 4 мм.
6.4.4. Плотность прилегания крышки к корпусу редуктора в затянутом состоянии проверяется щупом. Пластина щупа толщиной 0,05 мм может проходить на ширине не более 30 мм, на глубину не более 5 мм. При сборке крышки и корпуса на герметиках проверка щупом не производится.
Уплотнение краской, лаком и прочими клеющими средствами разъемных стыков и съемных крышек с целью устранения течи масла не допускается.
6.4.5. Отклонение межцентрового расстояния и нормы бокового зазора для зубчатых колес должны соответствовать ГОСТ 1643, ГОСТ 1758 и степени точности, указанной в чертежах.
6.4.6. Допуски на непараллельность и перекос осей не должны превышать допусков на межосевое расстояние.
6.4.7. Несовпадение по торцам пар шестерен одинаковой ширины не должно превышать 3 % их ширины.
6.4.8. Внутренние диаметры тонкостенных втулок после запрессовки должны быть проверены и при необходимости доведены до требуемого размера.
6.4.9. Все трущиеся части должны быть смазаны, а масленки, подшипники, редукторы, гидросистемы и т. п. заполнены смазкой и маслом.
6.4.10. Все полости и отверстия в деталях, предназначенные для подачи густой смазки, а также масленки и гнезда лабиринтных уплотнений должны быть заполнены консистентной смазкой и маслом.
6.4.11. Переключение скользящих шестерен, муфт и т. п. должно происходить плавно, без толчков и заеданий. Механизм переключения должен обеспечивать их точную фиксацию.
6.4.12. Зубчатые редукторы, коробки, как монтируемые отдельно, так и встроенные в оборудование, должны быть подвергнуты обкатке.
Обкатка каждого изготовленного редуктора или коробки передач должна производиться по режиму, установленному в технических условиях.
6.4.13. Во время обкатки не допускается:
неравномерный (с периодическим убыванием и нарастанием) шум и стук шестерен;
течь масла через уплотнения и фланцевые соединения;
вибрация;
нагрев подшипников и масла до температур выше установленных.
6.4.14. После окончания обкатки масло из корпуса редуктора должно быть удалено, корпус промыт до полного удаления осадков.
6.4.15. Каждый собранный редуктор или коробка передач должны быть приняты и иметь клеймо ОТК завода.
6.4.16. Редукторы, двигатели, корпуса подшипников всех механизмов крана после их установки и выверки должны быть закреплены от сдвига относительно опорной плоскости упорными планками, болтами в соответствии с ГОСТ 7817 или штифтами.
6.4.17. Монтируемые на раме сборочные единицы допускается устанавливать не более чем на двух регулировочных прокладках.
6.4.18. Установка косых шайб под головки болтов должна обеспечивать их правильное положение, а именно: плоскость шайбы под головкой должна быть параллельна плоскости полки швеллера, двутавра, уголка.
6.4.19. Головки болтов и гайки должны плотно прилегать к поверхности детали всей плоскостью.
6.5. Сборка тормозов и муфт
6.5.1. Тормоза после сборки должны быть тщательно отрегулированы и обеспечивать плавное торможение и надежность работы. Заедание в шарнирных соединениях тормозов не допускается.
6.5.2. В собранном тормозе непараллельность и перекос тормозной ленты относительно поверхности тормозного шкива не должна превышать 1 : 1000 ширины шкива.
6.5.3. Свободный ход рычажной системы тормозов не должен превышать 10 % от общего хода на замыкающем звене.
Проверка величины свободного хода должна производиться при сжатых тормозных колодках.
6.5.4. Тормозная лента должна прилегать к шкиву не менее чем на 80 % своей ширины.
6.5.5. Зазор между рабочими поверхностями колодочного тормоза в разомкнутом состоянии должен быть отрегулирован на величину, указанную в паспорте на данный тормоз. Отклонение от параллельности колодок к оси шкива должно быть не более 1 : 300, если допуск не оговорен в чертежах тормозов.
6.5.6. Фрикционная муфта должна быть отрегулирована на передачу 125 % максимального крутящего момента, если в технической документации нет специальных указаний.
6.5.7. Переключение скользящих шестерен коробок передачи и муфт должно осуществляться плавно, без толчков и заеданий. Механизмы переключения должны обеспечивать надежную фиксацию.
6.5.8. Все механизмы грузоподъемного оборудования после их сборки должны быть обкатаны без нагрузки в течение 30 мин при вращении в обе стороны.
6.5.9. Все трущиеся поверхности деталей и механизмов в процессе сборки должны быть смазаны в соответствии с указаниями в картах и схемах.
6.5.10. Все сборочные единицы, поступающие на общую сборку, должны быть приняты ОТК завода.
6.6. Гидро- и пневмосистемы
6.6.1. Сборочные единицы и детали трубопроводов должны отвечать требованиями ГОСТ 22790 - ГОСТ 22826, если в конструкторской документации отсутствуют другие указания.
Сборочные единицы и детали гидросистем и пневмосистем должны быть собраны и смонтированы в соответствии с требованиями рабочих чертежей, гидравлических схем и соответствовать ГОСТ 17411, ГОСТ 18460.
6.6.2. Все трубопроводы и детали гидросистемы перед сборкой должны быть промыты и продуты сжатым воздухом. Возможность попадания в гидросистемы пыли, грязи и прочих посторонних включений при сборке должна быть исключена. Детали внутреннего набора перед сборкой должны быть покрыты тонким слоем чистой рабочей жидкости.
6.6.3. Перед установкой на машину на предприятии-изготовителе гидросистема в сборе должна быть испытана на стенде в соответствии с требованиями нормативно-технической документации. Испытание проводится на давление, превышающее рабочее не менее чем на 50 %.
6.6.4. Прочность гидроцилиндров двухстороннего действия проверяется в двух крайних положениях поршня, а одностороннего - в одном крайнем положении. Время проведения каждого испытания должно быть не менее 30 с. Утечка рабочей жидкости не допускается.
6.6.5. Собранная гидросистема должна отвечать требованиям ГОСТ 17411 и ГОСТ Р50046.
Элементы гидропривода (насосы, гидромоторы, гидроцилиндры и др.) должны быть разгружены от изгибающих усилий, возникающих при эксплуатации и монтаже из-за деформаций несущих металлоконструкций, вибрации и других факторов.
6.6.6. У кранов с гидравлическим приводом на линии напора каждого насоса должны быть установлены предохранительные клапаны, которые регулируются на давление, превышающее рабочее не более чем на 10 %.
6.6.7. Коммуникации для подачи и слива жидкости должны быть устроены таким образом, чтобы исключалась утечка жидкости во время работы или бездействия механизма.
6.6.8. Система подачи рабочей жидкости должна предусматривать устройства для полного ее удаления при ремонте, возможность прокачки магистралей и очистки рабочей жидкости от загрязнения.
6.6.9. Трубопроводы системы должны быть надежно закреплены и предохранены от опасных колебаний и повреждений, а также от нарушения герметичности их соединения. Между трубопроводами и конструкциями должен быть зазор, предотвращающий соприкосновение трубопроводов с конструкцией и между собой.
6.6.10. Удлинение напорных трубопроводов системы сваркой не допускается. В случае необходимости сварки, участок трубопровода со сварным швом должен быть равнопрочным участку трубопровода без шва, и должна быть обеспечена возможность очистки шва внутри трубопровода.
6.6.11. Все демонтированные и открытые трубопроводы, после испытания должны быть промыты обезвоженным керосином, продуты сухим сжатым воздухом и закрыты технологическими заглушками.
6.6.12. Внутренние полости агрегатов для длительного хранения должны быть заполнены рабочей жидкостью и закрыты технологическими заглушками. Рабочая жидкость должна иметь сертификат и отвечать классу чистоты в соответствии с ГОСТ 17216.
6.6.13. Трубопроводы на изгибах не должны иметь овальности более 15 %, вмятин, складок и гофр.
6.6.14. Рукава должны отвечать требованиям ГОСТ 10362, ГОСТ 18698, ГОСТ 25452, технических условий и рабочих чертежей на конкретное изделие.
6.6.15. Сборка и испытание гидроагрегатов должны производиться в чистом, изолированном специальном помещении.
6.6.16. Штоки, поршни, клапаны, золотники и другие детали до установки уплотнительных колец должны свободно перемещаться в корпусах или цилиндрах на всю длину рабочего хода.
6.6.17. Уплотнительные кольца и манжеты перед установкой их в цилиндры в течение 24 ч должны быть выдержаны в рабочей жидкости. Изделие бракуют, если резина колец и манжет станет рыхлой.
6.6.18. Перекручивание и повреждение уплотнений при их установке не допускаются.
6.6.19. Резиновые изделия и резина, применяемые в гидроцилиндрах должны отвечать требованиям следующих государственных стандартов:
«Манжеты резиновые уплотнительные для гидравлических систем» ГОСТ 14896;
«Манжеты резиновые армированные с пружиной для уплотнения валов» ГОСТ 8752;
«Кольца резиновые круглого сечения для гидравлических и пневматических систем» ГОСТ 9833.
6.6.20. Гидравлическая система должна предусматривать полное и безопасное удаление рабочей жидкости (и заполнение системы) при ремонте и техническом обслуживании без попадания жидкости на землю. Слив рабочей жидкости из предохранительных клапанов должен производиться в гидробак.
6.6.21. Конструкция гидравлической системы должна обеспечивать:
а) замену элементов гидропривода, трубопроводов и фильтров на кране без слива рабочей жидкости из гидробака;
б) непрерывное фильтрование рабочей жидкости.
Степень фильтрации должна устанавливаться с учетом требований, записанных в технической документации на гидравлическое оборудование. Фильтр, установленный на линии слива должен иметь перепускной клапан.
6.6.22. Уровень рабочей жидкости должен контролироваться по минимальной и максимальной отметкам на масломерном стекле.
6.6.23. Конструкция гидравлической системы должна исключать возможность повреждения элементов гидропривода (трубопроводов, рукавов, их соединений) при соприкосновении с элементами металлоконструкций.
6.6.24. После сборки должна быть произведена общая промывка гидросистемы рабочей жидкостью (с помощью кольцевания определенных магистралей) в течении 3 - 5 мин. Величина расхода должна приниматься по конструкторской документации.
7. ЗАЩИТНЫЕ ПОКРЫТИЯ
7.1. Все изделия, изготовляемые заводами, должны иметь покрытия в соответствии с требованиями ГОСТ 9.032. Подготовка металлических поверхностей изделий к окраске должна соответствовать требованиям ГОСТ 9.402.
7.2. Материал для грунтовки и окраски машин, оборудования, приборов и других изделий, его качество должны соответствовать требованиям действующих стандартов и удостоверяться сертификатами. Марки этих материалов приводятся в технических условиях на конкретное изделие.
7.3. Вид окраски и цвет определяются в рабочих чертежах и технических условиях на каждое конкретное изделие. Класс покрытия, а также группа покрытия должны устанавливаться в зависимости от условий эксплуатации согласно ГОСТ 9.032 и ГОСТ 9.104.
7.4. Грунтовка и окраска должны производиться при температуре окружающего воздуха не ниже плюс 5 °С. Грунтовка и окраска при температуре воздуха ниже плюс 5 °С допускается при применении окрасочных материалов и способов, обеспечивающих надлежащее качество окраски в этих условиях.
Толщина слоя грунтовки и окраски устанавливается техническими условиями на конкретное изделие.
7.5. Поверхности под грунтовку должны быть чистыми, сухими, без жировых пятен и следов коррозии. Применяемый для распыления грунтовки сжатый воздух должен быть сухим и чистым.
7.6. Грунтовка должна наноситься на поверхность равномерно без пропусков и подтеков.
7.7. Части оборудования и отдельные сборочные единицы, труднодоступные для окраски при полной сборке изделия, должны быть окрашены заранее (до сборки).
7.8. Щели, стыки и другие места, где может скапливаться влага, а также неровности перед окраской должны быть зашпатлеваны. Шпатлевка наносится на грунтованную поверхность слоями. Общая толщина шпатлевки должна быть не более 1 мм.
7.9. Линии стыка разъемных соединений не должны шпатлеваться и после окраски должны быть «прорезаны».
7.10. Все места, предназначенные для заполнения смазкой и не имеющие специальных масленок, должны быть окрашены в красный цвет.
7.11. Краска должна лежать гладким слоем и не иметь трещин, пузырей, отслоений и других дефектов.
7.12. Должны быть защищены от попадания краски:
неокрашиваемые рабочие поверхности деталей;
подшипники качения и уплотнения подшипниковых узлов;
втулочно-роликовые цепи и обработанные рабочие поверхности зубчатых передач;
приводные ремни, резиновые шланги и другие резиновые и резинотканные изделия;
детали из пластмасс и стекла;
места контактов;
инструкционные и фирменные таблички;
рабочие и посадочные поверхности;
резьбы;
поверхности канатов;
поверхности, защищенные гальваническим покрытием;
контактные поверхности и места заземления.
7.13. Поверхности под покрытие должны зачищаться от ржавчины, окалины, пригаров, сварочных брызг и др. механическим способом: металлическим песком, крупностью зерен 0,3 - 0,8 мм, или путем дробеструйной обработки с диаметром дроби не более 1 мм.
В исключительных случаях для очистки поверхности допускается применять металлические щетки.
7.14. Обезжиривание должно производиться составами и методами, предусмотренными ГОСТ 9.402 или другими составами, не ухудшающими качество подготовки поверхности под покрытие, по технологическому процессу предприятия-изготовителя.
7.15. Все окрашиваемые поверхности деревянных деталей перед окраской должны быть очищены от пыли, грязи, клея и наплывов смолы. Влажность окрашиваемых деталей не должна превышать 15 %.
7.16. Внутренние необработанные поверхности литых деталей (корпусов редукторов, коробок передач и др.), работающие в постоянном соприкосновении со смазочными маслами, должны окрашиваться маслостойкой нитроэмалью или другими маслостойкими красками.
7.17. Все масленки, спускные пробки и места вокруг них должны быть окрашены атмосфероустойчивой краской красного цвета.
7.18. Все виды подготовительных и окрасочных работ подлежат контролю по каждой операции технологического процесса: подготовки поверхности, шпатлевки, грунтовки, окраски.
Контроль качества окраски в окончательном виде производится по цвету и внешнему виду путем осмотра.
7.19. Все обработанные, но неокрашенные поверхности деталей и сборочных единиц, а также запасные части и инструмент должны быть покрыты защитной смазкой по ГОСТ 4113.
8. МОНТАЖ ЭЛЕКТРООБОРУДОВАНИЯ
8.1. Электрооборудование, его монтаж и заземление должны быть выполнены в соответствии с электрическими и монтажными схемами конкретных машин, требованиями Правил устройства электроустановкой (ПУЭ), Правил устройства и безопасной эксплуатации грузоподъемных кранов ПБ-10-382-00.
8.2. Электродвигатели, пускорегулирующая аппаратура, тормозные магниты, концевые выключатели и прочее электрооборудование должны соответствовать характеристикам, указанным в электросхеме и спецификации электрооборудования.
8.3. Поступающее на монтаж оборудование должно быть очищено от консервирующей смазки, контактные соединения и зажимы должны быть проверены и очищены.
8.4. Подвижные части и сборочные единицы электрооборудования должны быть проверены на свободный ход. Перемещение должно быть легким, без заеданий.
8.5. Токоведущие части, электрооборудование и прочая аппаратура должны быть защищены от попадания на них влаги и смазки.
8.6. Надписи у приборов, выключателей, сигнальных ламп, реле и зажимов должны быть ясными, четкими и соответствовать монтажным схемам и чертежам. Цвет надписи должен резко отличаться от цвета поверхности, на которой она написана.
8.7. Шкафы и ящики с электрооборудованием должны соответствовать требованиям ГОСТ 12.2.007.4.
8.8. При монтаже проводов в трубах должны быть соблюдены следующие условия:
трубы должны быть очищены от окалины, ржавчины, заусенцев;
изгибы труб должны выполняться с учетом места их прокладки, при этом радиусы изгибов не должны быть меньше 5 - 7 диаметров трубы. В местах изгиба труб не должно быть сплющивания и трещин;
открытые концы труб, а также вводы труб в аппараты, коробки и т. п. должны быть оконцованы втулками;
при прокладке проводов не допускается попадание в трубу пыли, грязи, сырости;
в трубах электропровода не должны иметь соединений.
8.9. Трубопроводы внутри щитов, шкафов, панелей и на открытых местах должны быть выполнены по соответствующим схемам. Прокладка труб должна допускать разъемы щитов, шкафов и панелей для их упаковки и транспортировки.
8.10. Разъемные соединения проводов при открытой проводке должны выполняться в соединительных и клеммных коробках или при помощи штепсельных разъемов.
Неразъемные соединения проводов, если это не предусмотрено в нормативно-технической документации и чертежах на конкретную машину, должны выполняться спайкой или прессованием.
8.11. Пайка и лужение концов проводов должны производиться припоем с содержанием олова не ниже 30 %. Применять кислоты в качестве флюса при пайке проводов запрещается.
8.12. Провода и кабели должны крепиться к болтовым соединениям с помощью наконечников или специальных зажимов. Одножильные провода сечением до 10 мм2 и многожильные - до 2,5 мм2 могут крепиться без наконечников и зажимов.
8.13. Коммутация между отдельными изделиями, имеющими свободное перемещение, должна быть выполнена гибкими проводами в гибкой металлической оплетке или другими способами, указанными в чертежах.
8.14. Провода, монтируемые в шкафах и пультах управления, должны быть прочно закреплены и изолированы диэлектрическими материалами. При подключении концов кабеля и проводов сечением до 10 мм2 концы проводов должны быть оформлены согласно клеммнику или спрессованы по утвержденной технологии. Концы сечением свыше 10 мм2 должны иметь припаянные наконечники и специальные зажимы.
8.15. Разделанные и опаянные концы проводов должны быть снабжены поливинилхлоридными или полиэтиленовыми трубками длиной не менее 30 мм.
8.16. Маркировка проводов для схемы панелей, щитов и пультов должна быть выполнена по встречному методу, т. е. на каждом конце провода должен быть нанесен номер цепи (зажима) противоположного конца провода.
8.17. На каждый конец провода должна быть прикреплена бирка согласно маркировке на монтажной схеме. Маркировка должна проводиться на бирках из полихлорвинила тушью с последующим покрытием бесцветным нитролаком или другими методами, обеспечивающими сохранность маркировки при эксплуатации.
8.18. Электрическая коммутационная проводка должна выдерживать испытательное напряжение переменным током относительно корпуса щита или станины изделия в соответствии с Правилами устройства электроустановок напряжением 1000 В при частоте 50 Гц.
8.19. При креплении проводов металлическими скобами или бандажами необходимо применять прокладки, которые должны выступать за края крепежных деталей на 1 - 2 мм.
8.20. Пружины на ножах рубильника должны быть отрегулированы таким образом, чтобы разрыв контактов при выключении происходил одновременно.
8.21. Наружная поверхность щитов, шкафов, наружные поверхности электродвигателей, трансформаторов и прочего комплектующего оборудования должны быть окрашены краской того же цвета, что и вся машина, если цвет их окраски не указан в чертежах.
8.22. Сопротивление изоляции токоведущих частей отдельных цепей с установочными деталями (без аппаратуры), при относительной влажности среды не более 80 % и температуре не выше 35 °С, согласно Правил устройства электроустановок должно быть не менее 0,5 МОм.
8.23. Внутренние поверхности шкафов, ящиков должны быть окрашены в соответствии с требованиями рабочей документации.
Рекомендуется применять эмали марок, соответствующих ГОСТ 6631.
8.24. Электрическая схема управления грузоподъемной машины должна исключать:
самозапуск электродвигателей после восстановления напряжения в сети, питающей грузоподъемную машину;
пуск электродвигателей не по заданной схеме ускорения;
пуск электродвигателей контактами предохранительных устройств (контактами концевых выключателей и блокировочных устройств).
8.25. У машин с электрическим приводом при питании от внешней сети все металлические части электрооборудования, не входящие в электрическую цепь, но которые могут оказаться под напряжением, должны быть заземлены в соответствии с Правилами устройства электроустановок.
9. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
9.1. Изготовленные изделия должны соответствовать требованиям безопасности, установленными соответствующими государственными стандартами и техническими условиями для конкретного изделия с учетом требований государственных стандартов системы безопасности: ГОСТ 12.1.001 - ГОСТ 12.1.005, ГОСТ 12.1.012, ГОСТ 12.1.030, ГОСТ 12.1.038, ГОСТ 12.3.001 и др., а также действующих Правил устройства электроустановок (ПУЭ), Правил дорожного движения, санитарных норм.
9.2. Изделия должны изготавливаться с соблюдением требований системы стандартов безопасности труда: ГОСТ 12.3.002, ГОСТ 12.3.005, ГОСТ 12.3.009, ГОСТ 12.3.020, ГОСТ 12.3.025, ГОСТ 12.3.027, ГОСТ 12.3.032, ГОСТ 28259.
9.3. К изготовлению изделий допускаются лица, прошедшие инструктаж по безопасности труда по видам работ.
9.4. Все изготавливаемые грузоподъемные краны должны быть обеспечены приборами и устройствами безопасности в соответствии с Правилами устройства и безопасной эксплуатации грузоподъемных кранов ПБ-10-382-00.
9.5. Монтаж и регулировка приборов и устройств безопасности крана должны производиться в полном соответствии с технологическим процессом, утвержденным предприятием-изготовителем прибора и устройства.
9.6. Ограничитель грузоподъемности (грузового момента), концевые выключатели, устанавливаемые на грузоподъемной машине, должны включаться так, чтобы была обеспечена возможность движения в обратном направлении.
9.7. Установленные на машине приборы и устройства безопасности должны регулироваться на предприятии-изготовителе машины, а в случае отгрузки машины потребителю составными частями и при установке сменных видов оборудования должны регулироваться потребителем на месте монтажа машины, в соответствии с сопроводительной документацией на грузоподъемную машину.
9.8. Для безопасного и удобного обслуживания электрооборудования и механизмов, расположенных вне кабины крана, должны быть предусмотрены галереи или площадки с удобными выходами и доступом ко всем механизмам и электрооборудованию.
9.9. Устройство лестниц, галерей, площадок должно выполняться по проектам с учетом требования Правил устройства и безопасной эксплуатации грузоподъемных кранов ПБ 10-382-00.
9.10. Настил площадок крана должен быть выполнен из перфорированного, просечного или просечновытяжного листа, чтобы исключалась возможность скольжения ног.
9.11. Площадки для обслуживания отдельных узлов крана, расположенных на высоте свыше 1,0 м должны быть ограждены и иметь ширину не менее 500 мм.
9.12. Обязательному ограждению на машинах подлежат:
зубчатые, червячные, цепные и ременные передачи;
соединительные муфты с выступающими болтами и шпонками;
барабаны, расположенные вблизи рабочих мест крановщика или в проходах;
вал механизма передвижения кранов мостового типа при частоте вращения 50 с-1 и более. При скорости менее 50 с-1 этот вал должен быть огражден в месте расположения люка для входа на галерею.
Ограждению подлежат также валы других механизмов машин, если они расположены в местах, предназначенных для прохода обслуживающего персонала.
9.13. Все неизолированные токоведущие части электрооборудования машины должны быть ограждены в случае их расположения, не исключающего случайного к ним прикосновения.
10. КОМПЛЕКТ ПОСТАВКИ
10.1. Комплект поставки устанавливается техническими условиями на изделие и договором на поставку и должен соответствовать ГОСТ 13556, ГОСТ 22827, ГОСТ 27584.
10.2. В комплект машины должны входить:
сборочные единицы, если машина поставляется в разобранном виде;
электрооборудование, гидро- и пневмосистемы, выполненные в виде подготовленных элементов для установки при монтаже машины;
комплект инструмента, необходимый для монтажа и эксплуатации машин;
комплект запасных частей для замены быстроизнашиваемых деталей в течение гарантийного срока работы машины.
10.3. К каждой машине должна прикладываться эксплуатационная документация по ГОСТ 2.601.
10.4. Документация на грузоподъемные машины, на которые распространяются Правила устройства и безопасной эксплуатации грузоподъемных кранов, должна оформляться в соответствии с этими Правилами.
10.5. В тех случаях, когда в поставляемую машину входят покупные изделия, техническая документация, входящая в комплект поставки, должна включать в себя техническую документацию, прикладываемую к покупным изделиям.
10.6. Комплектность поставки проверяется ОТК при приемке на месте упаковки.
11. МАРКИРОВКА, КОНСЕРВАЦИЯ И УПАКОВКА
11.1. На каждом изделии на видном месте должна быть укреплена металлическая табличка, изготовленная в соответствии с требованиями ГОСТ 12969, ГОСТ 12970, ГОСТ 12971, содержащая следующие данные:
главный параметр изделия;
наименование или товарный знак предприятия-изготовителя;
год и месяц выпуска;
порядковый номер машины по системе нумерации предприятия-изгоговителя;
обозначение стандарта, по которому изготовлена машина.
Надписи должны быть выполнены на языке, указанном в заказе-наряде (договоре). При отсутствии указания надписи выполняются на русском языке.
11.2. Обозначение единиц физических величин на маркировочных табличках выполняется по ГОСТ 8.417.
11.3. Транспортная маркировка производится в соответствии с ГОСТ 14192, а для крупногабаритных конструкций в соответствии с нормативно-технической документацией на изготовление машины.
11.4. При транспортировке в разобранном виде на местах стыковки наносится маркировка монтажных марок в соответствии с рабочими чертежами.
11.5. Перед упаковкой сборочных единиц и деталей поверхности, не защищенные лакокрасочными покрытиями, а также крепежные изделия и инструмент должны быть подвергнуты консервации в соответствии с ГОСТ 9.014.
11.6. Консервация изделий должна производиться в соответствии с технологическими процессами, разработанными предприятием-изготовителем. Процесс консервации должен быть непрерывным и включать в себя подготовку поверхности и ее консервацию.
Свидетельство о консервации, составленное по ГОСТ 2.601, прилагается к паспорту (формуляру) изделия.
11.7. Законсервированные изделия перед транспортировкой должны быть упакованы. Условия хранения и транспортирования законсервированных изделий должны соответствовать ГОСТ 15150.
11.8. Запасные части и инструмент, входящие в комплект поставки, должны быть упакованы в ящики в соответствии с ГОСТ 24634.
11.9. При упаковке деталей и сборочных единиц в зависимости от габаритов и веса должны применяться деревянные ящики, изготовленные в соответствии с ГОСТ 2991, ГОСТ 10198. В отдельных случаях допускается изготовление ящиков по чертежам предприятия-изготовителя. В качестве тары могут использоваться закрывающиеся на замок кабины крановщиков, железнодорожные контейнеры. Стекла кабины крана должны быть защищены от повреждений деревянными щитами. Допускается транспортировка стекла в ящиках.
11.10. Внутренние стенки каждого ящика должны быть выложены битумной бумагой по ГОСТ 515 или иной водонепроницаемой бумагой по ГОСТ 8828.
11.11. При упаковке машин, оборудования, приборов должно быть обеспечено отсутствие зазоров между упакованными частями и между стенками каждого ящика, что должно обеспечиваться установкой прокладок из древесины любого сорта и любых пород или прокладок битумной бумаги по ГОСТ 515, или прокладок из других материалов.
11.12. Открытые выступающие механически обработанные рабочие поверхности (шейки валов, шлицы и т. п.) должны быть обернуты мешковиной или бумагой и защищены деревянными планками от механических повреждений.
11.13. Каждое грузовое место должно иметь маркировку с указанием адресов и наименований грузополучателя и грузоотправителя, массы и габарита грузового места, центра тяжести, места захвата стропами в соответствии с требованиями МПС. Маркировка наносится с двух сторон на ящики или на специальные бирки, прикрепленные к машине и ее сборочным единицам, если они не требуют упаковки. Маркировка на ящиках должна выполняться в соответствии с требованиями ГОСТ 14192.
11.14. Все надписи, знаки, таблички должны быть ясными, четкими, иметь матовую поверхность и отличаться по цвету от основной окраски. Их атмосферостойкость должна быть не ниже атмосферостойкости основной окраски.
11.15. Документация упаковывается во влагонепроницаемую упаковку и вкладывается в ящик или кабину вместе с комплектующими изделиями.
12. ПРИЕМКА И ИСПЫТАНИЯ
12.1. Приемка готовых изделий ОТК завода должна производиться в соответствии с требованиями чертежей и технических условий на изделие.
12.2. Предприятие-изготовитель должен проводить все виды окончательного контроля и испытаний в соответствии с программой качества. Если соответствие установленным требованиям не может быть полностью проверено на готовой продукции, следует проверить приемлемые результаты других необходимых видов контроля и испытаний, проводимых ранее.
12.3. В соответствии с требованиями ГОСТ Р ИСО 9003 предприятие-изготовитель должно гарантировать отправку только той продукции, которая прошла необходимый окончательный контроль и испытания.
12.4. Все готовые изделия должны подвергаться визуальному контролю.
12.4.1. При визуальном контроле проверяют:
наличие всех деталей, сборочных единиц, запасных частей и инструмента в соответствии со спецификацией и комплектовочной ведомостью;
материалы деталей и механизмов по сертификатам и актам лабораторий;
электрооборудование по паспортам или актам;
комплектующие сборочные единицы и механизмы по актам или паспортам предприятий-изготовителей;
покрытия металлических конструкций и механизмов, защитные кожухи, устройства и приборы безопасности, оборудование кабин управления, электропроводка;
комплектность и правильность оформления документации, прилагаемой к изделию.
12.5. Качество сварных соединений металлоконструкций при испытаниях должны проверяться визуально. При необходимости швы допускается проверять неразрушающими методами контроля.
12.6. После визуального контроля проводят испытания на холостом ходу.
12.6.1. При проведении испытаний на холостом ходу проводится опробование всех механизмов машины при раздельной и совместной их работе по предусмотренной кинематической схеме.
12.6.2. Проверяется правильность сборки систем машины (электрической, гидравлической, пневматической), отсутствие течи рабочей жидкости и утечки воздуха.
12.6.3. Ходовые испытания должны проводиться без груза для проверки работоспособности ходовой части машин. Объем испытаний указывается в технических условиях.
12.7. При выборочном контроле готовых изделий, при обнаружении дефектов хотя бы в одном изделии контролю подлежит удвоенное количество. В случае обнаружения дефектов хотя бы в одном изделии из удвоенного количества, партия должна браковаться.
12.8. Вид, объем и методы контроля испытаний должны устанавливаться техническими условиями на конкретное изделие.
12.9. Окончательная окраска изделий должна производиться после приемки готовых изделий ОТК завода с последующей приемкой по окраске.
12.10. Предприятие-изготовитель грузоподъемных машин должно проводить приемочный контроль (приемо-сдаточные испытания) и периодические испытания выпускаемых им машин в соответствии с техническими условиями, государственными стандартами и Правилами устройства и безопасной эксплуатации кранов ПБ 10-382-00, для проверки качества изготовления крана, его узлов, механизмов и приборов безопасности.
12.11. Каждый изготовленный кран должен подвергаться приемо-сдаточным испытаниям службой контроля продукции (ОТК) предприятия изготовителя по разработанной им программе. Результаты испытаний должны быть занесены в паспорт изделия.
12.12. Для приемо-сдаточных испытаний должна быть представлена следующая документация:
технологический процесс или, при необходимости, программа и методика испытаний;
монтажная и принципиальная электросхемы;
сборочный чертеж;
инструкция по монтажу.
12.13. В объем приемо-сдаточных испытаний входят:
визуальный контроль;
испытания на холостом ходу;
статические испытания;
динамические испытания.
Статические испытания крана
1. Статические испытания проводят с целью проверки грузовой устойчивости крана и прочности его сборочных единиц грузом, превышающим номинальную грузоподъемность на 25 %.
2. Ограничитель грузоподъемности при испытании крана следует отключить.
3. Кран считается выдержавшим статические испытания, если в течение не менее 10 мин поднятый груз не опустится на землю, а при визуальном контроле после испытаний не будет обнаружено трещин, остаточных деформаций, отслаивания краски или повреждений, влияющих на работу и безопасность крана, и не произойдет ослабления или повреждения соединения.
Динамические испытания крана
1. Динамические испытания проводят с целью проверки работы механизмов крана и их тормозов грузом, превышающим номинальную грузоподъемность на 10 %.
2. При динамических испытаниях кранов производятся многократные (не менее 3 раз) подъем и опускание груза, а также проверка действия всех других механизмов при совмещении рабочих движений, предусмотренных руководством по эксплуатации крана.
3. Каждый вид динамических испытаний должен включать остановку всех механизмов на промежуточном положении с последующим повторным пуском, при этом не должно происходить их возвратного движения.
4. Общее время динамических испытаний должно быть не менее 1 ч.
5. Кран считается выдержавшим испытание, если все его механизмы работают устойчиво, а тормоза обеспечивают своевременную остановку соответствующих механизмов.
6. Во время испытаний машин производится настройка приборов безопасности, кроме ограничителя грузоподъемности.
Приборы безопасности должны ограничивать высоту подъема крюка, изменение угла наклона стрелы и поворота стрелы или платформы в пределах, предусмотренных конструкцией.
Настройка и испытание ограничителя грузоподъемности (грузового момента) проводится после проведения грузовых испытаний.
7. Проверяются скорости рабочих движений, высота подъема и глубина опускания грузового крюка.
8. При обнаружении во время испытаний каких-либо дефектов последние должны быть устранены, после чего испытания должны быть повторены.
9. Результаты испытаний записываются в паспорт (формуляр) грузоподъемной машины.
Периодические испытания крана
1. Периодические испытания серийно изготавливаемых кранов проводит предприятие-изготовитель по разработанной им программе, согласованной с органами госгортехнадзора.
Участие представителя органов госгортехнадзора в испытаниях крана обязательно.
2. Периодическим (сертификационным) испытаниям подвергается один из изготовленных кранов 1 раз в 3 года. Результаты периодических испытаний крана оформляются актом с указанием предложений и выводов комиссии.
3. Для периодических испытаний крана должна быть предоставлена следующая документация:
рабочая документация;
программа и методика испытаний;
технические условия на изготовление и приемку крана (если кран изготовлен по техническим условиям);
эксплуатационная документация, которой комплектуется кран.
4. При неудовлетворительных результатах периодических испытаний хотя бы по одному из пунктов программы, должны проводиться повторные испытания на удвоенном числе образцов, взятых из той же партии (серии) кранов или механизмов. Результаты повторных испытаний являются окончательными.
5. Обработка результатов испытаний проводится по ГОСТ Р 15.201.
По результатам проведения испытаний комиссия составляет акт, в котором указывает:
1) соответствие образцов разработанной (изготовленной) продукции заданным в ТЗ требованиям, допустимость ее сдачи потребителю;
2) результаты оценки технического уровня и конкурентоспособности продукции;
3) замечания и предложения по доработке продукции;
4) другие рекомендации, замечания и предложения приемочной комиссии.
Акт приемочной комиссии утверждает заказчик.
13. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
13.1. Транспортирование изготовленного изделия производится всеми видами транспорта в соответствии с правилами, действующими на этих видах транспорта.
13.2. Машины на шасси автомобиля разрешается транспортировать своим ходом.
13.3. Способ погрузки, размещение и крепление груза должны соответствовать установленным правилам и обеспечивать полную сохранность изделий.
13.4. Условия хранения готовых изделий на предприятии-изготовителе до отгрузки должны гарантировать их полную сохранность и неизменность товарного вида в соответствии с техническими условиями на изделие.
13.5. Условия транспортировки и хранения в части воздействия климатических факторов внешней среды должны соответствовать требованиям ГОСТ 15150 и техническим условиям на изделие.
14. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
14.1. Предприятие-изготовитель гарантирует соответствие изделия требованиям стандартов и технических условий при соблюдении условий эксплуатации, транспортирования, хранения и монтажа.
14.2. Гарантийный срок эксплуатации устанавливается предприятием-изготовителем в соответствии с требованиями стандартов.
14.3. Срок службы изделия до первого капитального ремонта устанавливается техническими условиями на изделие и должен быть не менее сроков, установленных государственными стандартами.
14.4. Завод гарантирует работоспособность изделия в целом, в том числе комплектующих изделий.
14.5. Претензии к поставщикам комплектующих изделий предъявляются предприятием-изготовителем изделия.
Приложение
Ссылочные нормативные документы
|
Обозначение |
Наименование |
Номер пункта |
|
Эксплуатационные документы |
||
|
ГОСТ 3.1125-88 |
ЕСТД Правила графического выполнения элементов литейных форм и отливок |
|
|
Единицы физических величин |
||
|
Временная противокоррозийная защита изделий Общие требования |
||
|
Покрытия лакокрасочные. Группы. Технические требования и обозначения |
||
|
Покрытия лакокрасочные. Группы условий эксплуатации |
||
|
Покрытия металлические и неметаллические неорганические. Технические требования |
||
|
Покрытия металлические и неметаллические неорганические. Правила контроля и методы контроля |
||
|
Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием |
||
|
Ультразвук. Общие требования безопасности |
||
|
Электрические поля промышленной частоты. Допустимые уровни напряженности и требования к проведению контроля на рабочих местах |
||
|
Шум. Общие требования безопасности |
||
|
Пожарная безопасность. |
||
|
Общие требования Общие санитарно-гигиенические требования к воздуху рабочей зоны |
||
|
Вибрационная безопасность. Общие требования |
||
|
Электробезопасность. Защитное заземление. Зануление |
||
|
Электробезопасность. Предельно-допустимые уровни напряжений прикосновения и токов |
||
|
ГОСТ 12.2.007.4-75* |
Шкафы комплектных распределительных устройств и комплектных трансформаторных подстанций |
|
|
Пневмоприводы. Общие требования безопасности к монтажу, испытаниям и эксплуатации |
||
|
Процессы производственные. Общие требования безопасности |
||
|
Термическая обработка металлов. Общие требования безопасности |
||
|
ССБТ. Работы окрасочные. Общие требования безопасности |
||
|
Работы погрузочно-разгрузочные. Общие требования безопасности |
||
|
Процессы перемещения грузов на предприятиях. Общие требования безопасности |
||
|
ГОСТ 12.3.025-80* |
Обработка металлов резанием. Требования безопасности |
|
|
ГОСТ 12.3.026-81* |
Работы кузнечно-прессовые. Требования безопасности |
|
|
ГОСТ 12.3.027-92 |
Работы литейные. Требования безопасности |
|
|
Работы электромонтажные. Общие требования безопасности |
||
|
Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство |
||
|
Цепи грузовые пластинчатые. Технические условия |
||
|
Цепи якорные. Общие технические условия |
||
|
Сталь углеродистая обыкновенного качества. Марки |
||
|
ГОСТ 493-79 |
Бронзы безоловянные литейные. Марки |
|
|
Бумага упаковочная битумированная и дегтевая. Технические условия |
||
|
ГОСТ 591-69* |
Звездочки к приводным роликовым и втулочным цепям |
|
|
ГОСТ 613-79 |
Бронзы оловянные литейные. Марки |
|
|
Отливки стальные. Общие технические условия |
||
|
ГОСТ 1033-79* |
Смазка, солидол жировой. Технические условия |
|
|
Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия |
||
|
ГОСТ 1139-80* |
Основные нормы взаимозаменяемости. Соединения шлицевые прямобочные Размеры и допуски |
|
|
ГОСТ 1215-79* |
Отливки из ковкого чугуна. Общие технические условия |
|
|
Чугун с пластинчатым графитом для отливок. Марки |
||
|
ГОСТ 1525-91 |
Прутки круглые из монельметалла |
|
|
Сплавы алюминиевые литейные. Технические условия |
||
|
ГОСТ 1585-85* |
Чугун антифрикционный для отливок. Марки |
|
|
ГОСТ 1643-81 |
Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски |
|
|
ГОСТ 1758-81 |
Основные нормы взаимозаменяемости. Передачи зубчатые конические и гипоидные. Допуски |
|
|
Болты, винты, шпильки и гайки. Технические условия |
||
|
Болты, винты, шпильки. Механические свойства и методы испытаний |
||
|
Гайки. Механические свойства и методы испытаний |
||
|
Крюки кованые и штампованные. Технические условия |
||
|
Шероховатость поверхности. Параметры и характеристики |
||
|
ГОСТ 3212-92* |
Комплекты модельные. Уклоны формовочные. Основные размеры |
|
|
Канаты стальные. Технические условия |
||
|
Соединения сварные. Методы контроля качества |
||
|
ГОСТ 3325-85* |
Подшипники качения. Поля допусков и технические требования к посадочным поверхностям валов и корпусов. Посадки |
|
|
Состав предохранительный ПП-95/5. Технические условия |
||
|
Сталь легированная конструкционная. Технические условия |
||
|
ГОСТ 5006-83Е* |
Муфты зубчатые. Технические условия |
|
|
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
||
|
Крюки пластинчатые однорогие и двурогие |
||
|
Крюки однорогие. Заготовки. Типы, конструкция и размеры |
||
|
Крюки двурогие. Заготовки. Типы. Конструкция и размеры |
||
|
Эмали марок НЦ-132. Технические условия |
||
|
Сталь низколегированная конструкционная для машиностроения. Технические условия |
||
|
Сварные соединения. Метод определения механических свойств |
||
|
Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах. Припуски и допуски |
||
|
Поковки стальные штампованные. Допуски, припуски и кузнечные напуски |
||
|
Контроль неразрушающий. Соединения сварные. Радиографический метод |
||
|
ГОСТ 7769-82* |
Чугун легированный для отливок со специальными свойствами. Общие технические условия |
|
|
ГОСТ 7817-80 |
Болты с шестигранной уменьшенной головкой класса точности А для отверстий из-под развертки |
|
|
Поковки из углеродистой и легированной стали, изготовляемые свободной ковкой на молотах. Припуски и допуски |
||
|
Поковки из конструкционной углеродистой и легированной стали. Общие технические условия |
||
|
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры |
||
|
ГОСТ 8752-79* |
Манжеты резиновые армированные для валов. Технические условия |
|
|
Металлы и сплавы. Метод измерения твердости по Бринеллю |
||
|
Металлы и сплавы. Метод измерения твердости по Роквеллу. Шкалы А, В и С |
||
|
Флюсы сварочные плавленные. Технические условия |
||
|
Металлы. Метод испытания на ударный изгиб при пониженной, комнатной и повышенной температурах |
||
|
Электроды, покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы |
||
|
ГОСТ 9833-73* |
Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры |
|
|
Рукава резиновые напорные с нитяным усилением, неармированные. Технические условия |
||
|
Отверстия сквозные под крепежные детали. Размеры |
||
|
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
||
|
Замки предохранительные для однорогих крюков. Типы и размеры |
||
|
Таблички для машин и приборов. Технические требования |
||
|
Таблички круглые для машин и приборов. Размеры |
||
|
Таблички прямоугольные для машин и приборов. Размеры |
||
|
Краны башенные строительные. Технические условия |
||
|
ГОСТ 13754-81 |
Передачи зубчатые конические с прямыми зубьями |
|
|
ГОСТ 13755-81 |
Передачи зубчатые цилиндрические эвольвентные. Исходный контур |
|
|
ГОСТ 13765-86* |
Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Обозначения параметров, методика определения размеров |
|
|
ГОСТ 13775-86* |
Пружины винтовые цилиндрические сжатия III класса, разряда 2 из стали круглого сечения. Основные параметры витков |
|
|
Маркировка грузов |
||
|
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры |
||
|
Соединения сварные. Методы ультразвуковые |
||
|
ГОСТ 14896-84* |
Манжеты уплотнительные резиновые для гидравлических устройств. Технические условия |
|
|
Сталь рессорно-пружинная. Технические условия |
||
|
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия |
||
|
Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры |
||
|
Резьба метрическая. Допуски. Посадки с зазором |
||
|
ГОСТ 16118-70* |
Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Технические условия |
|
|
Промышленная чистота. Классы чистоты жидкостей |
||
|
Гидроприводы объемные. Общие технические требования |
||
|
ГОСТ 18175-78* |
Бронзы безоловянные, обрабатываемые давлением. Марки |
|
|
ГОСТ 18460-91 |
Пневмоприводы. Общие технические требования |
|
|
Рукава резиновые напорные с текстильным каркасом. Технические условия |
||
|
Канаты стальные. Канаты закрытые несущие. Технические условия |
||
|
ГОСТ 19200-80 |
Отливка из чугуна и стали. Термины и определения дефектов |
|
|
ГОСТ 19672-74* |
Передачи червячные цилиндрические. Модули и коэффициенты диаметра червяка |
|
|
ГОСТ 21437-95 |
Сплавы цинковые антифрикционные. Марки, технические требования и методы испытаний |
|
|
ГОСТ 21438-95 |
Сплавы цинковые антифрикционные в чушках |
|
|
Краны мостовые электрические однобалочные опорные. Технические условия |
||
|
Машины и техническое оборудование. Система классов точности балансировки. Основные положения |
||
|
Сборочные единицы и детали трубопроводов |
||
|
Краны стреловые самоходные общего назначения. Технические условия |
||
|
ГОСТ 23360-78* |
Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов |
|
|
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
||
|
Входной контроль продукт. Основные положения |
||
|
Грейферы канатные для наволочных грузов. Общие технические условия |
||
|
ГОСТ 24643-81 |
Допуски формы и расположения поверхностей. Числовые значения |
|
|
ГОСТ 25069-81 |
Основные нормы взаимозаменяемости. Неуказанные допуски формы и расположения поверхностей |
|
|
Пластмассы конструкционные. Номенклатура показателей |
||
|
ЕСДП. Общие положения, ряды допусков и основных отклонений |
||
|
Поля допусков и рекомендуемые посадки |
||
|
ЕСДП. Ряды допусков, основных отклонений и поля допусков для размеров свыше 3150 мм |
||
|
Рукава резиновые высокого давления с металлическими навивками неармированные. Технические условия |
||
|
Краны грузоподъемные. Классификация механизмов по режимам работы |
||
|
ГОСТ 26338-84* |
Соединения трубопроводов резьбовые. Допуски формы и расположения поверхностей |
|
|
ГОСТ 26358-84 |
Отливки из чугуна. Общие технические требования к отливкам |
|
|
Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку |
||
|
Краны мостовые и козловые электрические. Общие технические условия |
||
|
ГОСТ 28259-89 |
Производство работ под напряжением в электроустановках. Основные требования |
|
|
Колеса крановые. Технические условия |
||
|
Система менеджмента качества. Требования |
|
|
|
Система качества. Модель обеспечения качества при окончательном контроле и испытаниях |
||
|
Система менеджмента качества. Рекомендации по улучшению деятельности |
|
|
|
Краны грузоподъемные. Требования безопасности к гидравлическому оборудованию |
||
|
Правила устройства и безопасной эксплуатации грузоподъемных кранов |
||
|
РД 22-16-96 |
Машины грузоподъемные. Выбор материалов для изготовления, ремонта и реконструкции сварных стальных конструкций грузоподъемных кранов |
|
|
РД 24.090-52-90 |
Подъемно-транспортные машины. Материалы для сварных металлических конструкций |
|
|
РД 24.090-63-87 |
Оборудование подъемно-транспортное. Требования к изготовлению сварных металлоконструкций |
СОДЕРЖАНИЕ