
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
АКЦИОНЕРНАЯ КОМПАНИЯ ПО ТРАНСПОРТУ НЕФТИ «ТРАНСНЕФТЬ»
ОАО «АК «ТРАНСНЕФТЬ»
УТВЕРЖДАЮ
Первый Вице-президент
ОАО «АК «Транснефть»
____________ В.В.
Калинин
« 8 » 12 2005
г.
Руководящий документ
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ ПРИ СТРОИТЕЛЬСТВЕ И РЕМОНТЕ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ
РД-08.00-60.30.00-КТН-046-1-05
Введен в
действие в ОАО ЦТД «Диаскан»
приказом № ____ от «____» января 2006 г.
|
От ИСПОЛНИТЕЛЯ |
От Заказчика |
|
Первый
Вице-президент |
Вице-президент |
|
_________ Р.С. Гаспарянц |
__________ Ю.В. Лисин |
|
« » 2005 г. |
« 1 » 12 2005 г. |
Вице-президент
ОАО «АК «Транснефть»
М.И. Сайфутдинов
« » 2005
г.
Москва
2005
ПРЕДИСЛОВИЕ
1 РАЗРАБОТАН ОАО ВНИИСТ
2 УТВЕРЖДЕН И ВВЕДЕН
В ДЕЙСТВИЕ ОАО «АК «Транснефть» 8 декабря 2005 г.
3 ВВЕДЕН ВПЕРВЫЕ
4 СРОК ПЕРЕСМОТРА - 2010 г.
5 Оригинал документа хранится в службе нормирования и технического регулирования ОАО «АК «Транснефть»
6 Документ входит в состав отраслевого информационного фонда ОАО «АК «Транснефть»
Руководящий документ (РД) «Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов» определяет методы и объемы неразрушающего контроля сварных соединений строящихся и эксплуатируемых магистральных, технологических, вспомогательных нефтепроводов и трубопроводов технологической обвязки НПС на объектах ОАО «АК «Транснефть».
РД регламентирует требования к подготовке и проведению неразрушающего контроля (НК) сварных соединений трубопроводов, устанавливает критерии оценки качества сварных соединений и порядок оформления технической документации по результатам НК. Устанавливает квалификационные и аттестационные требования к организациям (предприятиям) и специалистам, выполняющим НК.
В разработке РД приняли участие: от ОАО «АК «Транснефть» - к.т.н. Лисин Ю.В.; от ОАО ВНИИСТ - к.т.н. Гаспарянц Р.С; от ЗАО «ВНИИСТ-Диагностка» - к.т.н. Гиллер Г.А., Каганович М.Н., Литвинов И.П., к.т.н. Могильнер Л.Ю., Немчин В.Л., к.т.н. Шейнкин М.З.; от ООО «Институт ВНИИСТ» - д.э.н. Ивакин А.В., к.т.н. Головин СВ., Ладыжанский А.П., к.т.н. Зандберг А.С. Лебедь В.Д.
Содержание
Введение
РД «Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов» разработан в соответствии с действующими общефедеральными, отраслевыми нормативами и ведомственными нормативами ОАО «АК «Транснефть» в области проектирования, строительства и эксплуатации трубопроводных систем. В отдельных случаях он предъявляет более жесткие требования к качеству сварных соединений по сравнению с действующими нормативными документами. При разработке РД учтены положения международных и национальных нормативно-технических документов, определяющих методы и технологию неразрушающего контроля сварных соединений трубопроводов.
РД определяет общие требования к подготовке и проведению НК сварных соединений магистральных нефтепроводов (линейной части) и входящих в их состав трубопроводов технологической обвязки НПС и вспомогательных трубопроводов, как на стадии строительства, так и на стадиях их эксплуатации и ремонта.
1 Общие положения
1.1 Назначение и область применения РД
1.1.1 Требования настоящего РД следует соблюдать на объектах ОАО «АК «Транснефть» при подготовке и выполнении работ по неразрушающему контролю (НК) сварных соединений магистральных, технологических, вспомогательных нефтепроводов и трубопроводов технологической обвязки НПС условным диаметром Ду до 1200 мм включительно, с рабочим давлением до 10 МПа, рассчитанные на эксплуатацию в районах с сейсмической опасностью не более 6 баллов вне районов вечной мерзлоты.
1.1.2 В соответствии с настоящим РД неразрушающему контролю подвергают выполненные всеми видами ручной, полуавтоматической и автоматической электродуговой сварки соединения магистральных нефтепроводов, к которым относятся инженерные сооружения, состоящие из подземных, подводных, наземных и надземных трубопроводов и связанных с ними насосных станций, хранилищ нефти и других технологических объектов, обеспечивающих транспортировку, приемку, сдачу нефти потребителям или перевалку на другой вид транспорта, в том числе:
• трубопроводов линейной части магистральных нефтепроводов, которыми являются участки нефтепровода, соединяющие нефтеперекачивающие станции между собой либо с приемо-сдаточными пунктами;
• технологических нефтепроводов и трубопроводов технологической обвязки НПС (в т.ч. с резервуарными парками), которыми являются внутриплощадочные нефтепроводы между точками врезки в магистральный нефтепровод на входе и выходе нефтеперекачивающих станций магистральных нефтепроводов (НПС МН), перевалочных нефтебаз (ПНБ), трубопроводы обвязки резервуаров; надземные и надводные нефтепроводы сливо-наливных эстакад, морских терминалов, по которым осуществляется транспорт нефти;
• вспомогательных трубопроводов, которыми являются трубопроводы дренажа и утечек от насосных агрегатов, дренажа фильтров-грязеуловителей, регуляторов давления, сброса давления от предохранительных клапанов, обвязки емкостей сброса и гашения ударной волны, откачки из емкостей сбора утечек, сливо-наливных эстакад, опорожнения стендеров морских терминалов.
1.1.3 Настоящий РД регламентирует:
• требования к квалификации специалистов, компетенции и технической оснащенности организаций (предприятий), осуществляющих работы по НК;
• методы и объёмы НК сварных соединений трубопроводов;
• критерии допустимости дефектов и оценки качества сварных соединений по результатам НК;
• основные требования к подготовке и проведению работ по контролю с применением следующих методов НК:
- визуального и измерительного;
- капиллярного;
- магнитопорошкового;
- радиографического;
- ультразвукового;
• требования к оформлению технической документации по результатам НК, способам и срокам ее хранения.
1.1.4 Настоящий РД обязателен к применению в ОАО «АК «Транснефть» и для следующих организаций:
• эксплуатирующих трубопроводы на объектах ОАО «АК «Транснефть»;
• проектирующих трубопроводы, предназначенные для эксплуатации на объектах ОАО «АК «Транснефть»;
• являющихся заказчиками работ при строительстве, реконструкции и ремонте трубопроводов на объектах ОАО «АК «Транснефть»;
• являющихся подрядчиками, выполняющим строительство, реконструкцию и ремонт трубопроводов на объектах ОАО «АК «Транснефть»;
• выполняющих работы по неразрушающему контролю сварных соединений при строительстве, реконструкции и ремонте трубопроводов на объектах ОАО «АК «Транснефть»;
• осуществляющих технический надзор на объектах ОАО «АК «Транснефть»;
• проводящих обучение и проверку знаний персонала, выполняющего неразрушающий контроль сварных соединений трубопроводов на объектах ОАО «АК «Транснефть».
1.1.5 Подтверждение соответствия организаций, выполняющих неразрушающий контроль сварных соединений трубопроводов, применяемого ими оборудования и технологий требованиям ОАО «АК «Транснефть» осуществляется в рамках системы добровольной сертификации «Транссерт».
1.2 Порядок ввода в действие РД и внесения в него изменений
1.2.1 Порядок ввода в действие настоящего РД определяется требованиями раздела 5 ОР-14.00-74.15.00-КТН-007-1-00 [79].
1.2.2 С вводом в действие настоящего РД на объектах ОАО «АК «Транснефть» утрачивают силу:
• положения и требования раздела 5 «Контроль качества сварных соединений трубопроводов» ВСН 012-88, ч. I [50];
• формы журнала и заключений по результатам неразрушающего контроля ВСН 012-88, ч. II [51] «Контроль качества сварных соединений трубопроводов. Формы документации и правила ее оформления в процессе сдачи-приемки».
1.2.3 Изменения в подлинник РД имеет право вносить только ОАО «АК «Транснефть», как держатель подлинника этого документа, на основании утвержденных им извещений об изменениях.
1.3 Нормативные ссылки
Настоящий РД разработан в соответствии с Законодательством Российской Федерации ([1], [2], [3]) и на основании положений и требований нормативно-технической документации, действующей на момент введения в действие настоящего РД:
|
Федеральный Закон № 116-ФЗ от 21.07.97 г. |
О промышленной безопасности опасных производственных объектов |
|
|
Федеральный Закон № 184-ФЗ от 27.12.02 г. |
О техническом регулировании |
|
|
Федеральный Закон № 128-ФЗ от 08.08.01 г. |
О лицензировании отдельных видов деятельности |
|
|
4 |
Надежность в технике. Основные понятия. Термины и определения |
|
|
Сварка металлов. Термины и определения основных понятий |
||
|
Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры |
||
|
ГОСТ 23764-79 |
Гамма дефектоскопы. Общие технические условия |
|
|
Контроль неразрушающий. Капиллярные методы. Общие требования |
||
|
Контроль неразрушающий. Магнитопорошковый метод |
||
|
Соединения сварные. Контроль неразрушающий. Радиографический метод |
||
|
ГОСТ 9411-81 |
Стекло оптическое цветное. Технические условия |
|
|
Соединения сварные. Контроль неразрушающий. Методы ультразвуковые |
||
|
ГОСТ 12.0.004-90 ССБТ |
Организация обучения безопасности труда. Общие положения |
|
|
ГОСТ 12.1.001-89 ССБТ |
Ультразвук. Общие требования безопасности |
|
|
ГОСТ 12.1.003-83 ССБТ |
Шум. Общие требования безопасности |
|
|
ГОСТ 12.1.004-91 ССБТ |
Пожарная безопасность. Общие требования |
|
|
ГОСТ 12.1.005-88 ССБТ |
Общие санитарно-гигиенические требования к воздуху рабочей зоны |
|
|
ГОСТ 12.1.007-76 ССБТ |
Вредные вещества. Классификация и общие требования безопасности |
|
|
ГОСТ 12.1.010-83 ССБТ |
Взрывобезопасность. Общие требования |
|
|
ГОСТ 12.1.019-79 ССБТ |
Электробезопасность. Общие требования |
|
|
ГОСТ 12.1.030-81 ССБТ |
Электробезопасность. Защитное заземление, зануление |
|
|
ГОСТ 12.2.003-91 ССБТ |
Оборудование производственное. Общие требования безопасности |
|
|
ГОСТ 12.2.007.0-75* ССБТ |
Изделия электротехнические. Общие требования безопасности |
|
|
ГОСТ 12.2.007.6-75 ССБТ |
Изделия электрические. Общие требования безопасности |
|
|
ГОСТ 12.2.007.8-75 ССБТ |
Устройства электросварочные и для плазменной обработки. Требования безопасности |
|
|
ГОСТ 12.2.007.9-93 ССБТ |
Безопасность электротермического оборудования. Часть I. Общие требования |
|
|
ГОСТ 12.2.007.10-87 ССБТ |
Установки, генераторы и нагреватели индукционные для электротермии, установки и генераторы ультразвуковые. Требования безопасности |
|
|
ГОСТ 12.2.007.11-75 ССБТ |
Преобразователи электроэнергии статические силовые. Требования безопасности |
|
|
ГОСТ 12.2.007.12-88 ССБТ |
Источники тока химические. Требования безопасности |
|
|
ГОСТ 12.2.007.13-75 ССБТ |
Лампы электрические. Требования безопасности |
|
|
ГОСТ 12.2.007.14-75 ССБТ |
Кабели и кабельная арматура. Требования безопасности |
|
|
ГОСТ 12.2.032-78 ССБТ |
Рабочее место при выполнении работ сидя. Общие эргономические требования |
|
|
ГОСТ 12.2.033-78 ССБТ |
Рабочее место при выполнении работ стоя. Общие эргономические требования |
|
|
ГОСТ 12.2.049-80 ССБТ |
Оборудование производственное. Общие эргономические требования |
|
|
ГОСТ 12.2.061-81 ССБТ |
Оборудование производственное. Общие требования безопасности к рабочим местам. |
|
|
ГОСТ 12.2.062-81 ССБТ |
Оборудование производственное. Ограждения защитные |
|
|
ГОСТ 12.3.002-75 ССБТ |
Процессы производственные. Общие требования безопасности |
|
|
38 |
ГОСТ 12.3.020-80 ССБТ |
Процессы перемещения грузов на предприятиях. Общие требования безопасности |
|
ГОСТ 12.4.011-87 ССБТ |
Средства защиты работающих. Общие требования и классификация |
|
|
ГОСТ 12.4.016-87 ССБТ |
Одежда специальная защитная. Номенклатура показателей качества |
|
|
ГОСТ 12.4.020-82 ССБТ |
Средства индивидуальной защиты рук. Номенклатура показателей качества |
|
|
ГОСТ 12.4.021-75 ССБТ |
Системы вентиляционные. Общие требования |
|
|
43 |
ГОСТ 12.4.023-84 ССБТ |
Щитки защитные лицевые. Общие технические требования и методы контроля |
|
ГОСТ 12.4.068-79 ССБТ |
Средства индивидуальной защиты дерматологические. Классификация и общие требования |
|
|
45 |
СНиП 23-05-95 (2003) |
Естественное и искусственное освещение |
|
«Магистральные трубопроводы», М, 1987 г., ЦИТП Госстроя СССР |
||
|
47 |
«Магистральные трубопроводы. Правила производства и приемки работ», Часть Ш, Глава 42, М., 1998 г., Стройиздат |
|
|
Безопасность труда в строительстве. Часть 1 .Общие требования |
||
|
Безопасность труда в строительстве. Часть 2. Строительное производство |
||
|
ВСН 012-88, ч. I |
Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть I М, Миннефтегазстрой, 1989 |
|
|
ВСН 012-88, ч. II |
Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть II. Формы документации и правила ее оформления в процессе сдачи-приемки -М, Миннефтегазстрой, 1989 |
|
|
«Правила аттестации и основные требования к лабораториям неразрушающего контроля», 2-е изд., испр. и доп. - М., ГУП «НТЦ «Промышленная безопасность», 2002 |
||
|
«Правила аттестации персонала в области неразрушающего контроля» - М., ГУП «НТЦ «Промышленная безопасность», 2002 |
||
|
54 |
«Инструкция по организации лицензирования видов деятельности в соответствии с Федеральным Законом «О лицензировании отдельных видов деятельности» в Центральном аппарате Федеральной службы по экологическому, технологическому и атомному надзору» |
|
|
Инструкция по визуальному и измерительному контролю |
||
|
Правила пожарной безопасности в Российской Федерации |
||
|
|
Правила техники безопасности при строительстве стальных магистральных трубопроводов |
|
|
|
«Правила безопасности при эксплуатации магистральных нефтепроводов», Москва, 1989 |
|
|
ПТЭ и ПТБ |
Правила технической эксплуатации электроустановок потребителей и Правила техники безопасности при эксплуатации электроустановок потребителей, утв. Госэнергонадзором |
|
|
Правила устройства электроустановок потребителей, утв. Госэнергонадзором |
||
|
|
Правила пожарной безопасности в нефтяной промышленности |
|
|
Нормы радиационной безопасности |
||
|
ОСПОРБ-99 |
Основные санитарные правила работы с радиоактивными веществами и другими источниками ионизирующих излучений |
|
|
СП № 4422-87 |
Санитарные правила при проведении рентгеновской дефектоскопии |
|
|
Обеспечение радиационной безопасности при радионуклидной дефектоскопии |
||
|
Обеспечение радиационной безопасности при рентгеновской дефектоскопии |
||
|
Санитарные правила по радиационной безопасности персонала и населения при транспортировке радиоактивных материалов |
||
|
68 |
|
«Санитарные нормы и правила при работе с оборудованием, создающим ультразвук, передаваемый контактным путём на руки работающих» № 2282-80 |
|
69 |
|
Предельно допустимые уровни воздействия постоянных магнитных полей при работе с магнитными устройствами и магнитными материалами № 1742-77 |
|
70 |
|
Гигиенические требования к конструированию и эксплуатации установок с искусственными источниками УФ-излучения для люминесцентного контроля качества промышленных изделий |
|
Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов |
||
|
РД-05.00-45.21.30-КТН-010-1-04 |
Табель технической оснащенности лабораторий контроля качества и служб технического надзора - М., ОАО «АК «Транснефть», 2004 |
|
|
Правила технической эксплуатации магистральных нефтепроводов |
||
|
Методы ремонта дефектных участков действующих магистральных нефтепроводов |
||
|
РД 153-39.4-086-01 |
Технология сварочно-монтажных работ при установке ремонтных конструкций (муфт и патрубков) на действующие магистральные нефтепроводы |
|
|
РД-16.01-60.30.00-КТН-068-1-04 |
Правила технической диагностики нефтепроводов при приемке при строительстве и в процессе эксплуатации |
|
|
РД-16.01-60.30.00-КТН-063-1-04 |
Правила технической диагностики резервуаров |
|
|
ОР-13.01-74.30.00-КТН-004-1-03 |
Регламент и методика проведения дополнительного дефектоскопического контроля дефектов труб магистральных и технологических трубопроводов |
|
|
ОР-14.00-74.15.00-КТН-007-1-00 |
Регламент разработки, введения в действие и организации контроля за исполнением регламентов ОАО «АК «Транснефть» - М, ОАО «АК «Транснефть», 2000 |
|
|
ОР-16.06-60.30.00-КТН-053-1-04 |
Регламент технической эксплуатации переходов магистральных нефтепроводов через водные преграды |
|
|
ОР-16.01-60.30.00-КТН-020-1-03 |
Регламент введения паспортов на технологические и вспомогательные нефтепроводы ЛПДС (НПС) |
1.4 Термины и определения
1.4.1 Контроль качества продукции - проверка соответствия показателей качества продукции установленным требованиям.
1.4.2 Неразрушающий контроль - контроль качества продукции, при котором не должна , быть нарушена пригодность контролируемых объектов, в т.ч., технических устройств, зданий и сооружений, к применению и эксплуатации.
1.4.3 Объект контроля - трубопровод, его участок, отдельный узел или отдельно взятое соединение, выполнение НК сварных соединений которого предусмотрено договором подряда, контрактом или иным документом (приказом вышестоящей организации, планом организационно-технических мероприятий и т.п.).
1.4.4 Специалист неразрушающего контроля - лицо, прошедшее специальное обучение в соответствии с требованиями правил аттестации специалистов неразрушающего контроля, успешно выдержавшее квалификационные практические испытания, и получившее удостоверение установленной формы.
1.4.5 Лаборатория неразрушающего контроля - организация, одним из видов деятельности которой является осуществление неразрушающего контроля, или подразделение (группа) НК организации, осуществляющее неразрушающий контроль технических устройств, зданий и сооружений для собственных нужд этой организации.
1.4.6 Средство неразрушающего контроля - техническое устройство, вещество или материал, используемые для проведения неразрушающего контроля.
1.4.7 Технология неразрушающего контроля - комплекс операций, который на основе количественных показателей позволяет получить необходимую информацию о качестве сварных соединений.
1.4.8 Технологическая инструкция по неразрушающему контролю - текстовый документ, регламентирующий объемы и технологию контроля качества сварных соединений на каждом конкретном объекте.
1.4.9 Операционная технологическая карта неразрушающего контроля - краткий документ в текстовой и/или табличной форме, определяющий перечень и последовательность выполнения и состав операций по подготовке и проведению контроля конкретного типа сварного соединения одним методом НК.
1.4.10 Сварное соединение - неразъемное соединение, выполненное сваркой.
1.4.11 Сварной шов - участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
1.4.12 Катушка трубы - отрезок трубы, подготавливаемый для вварки в нефтепровод и имеющий торцы, обработанные механическим способом или путем газовой резки с последующей зачисткой.
1.4.13 Захлест - соединение двух участков трубопроводов в месте технологического разрыва.
1.4.14 Гарантийный стык - стыковое кольцевое сварное соединение трубопровода, гидравлические испытания которого не проводятся.
1.4.15 Бригада сварщиков - группа аттестованных в установленном порядке сварщиков, назначенных распоряжением по организации для выполнения сварочно-монтажных работ на данном объекте и объединенных в единую производственную единицу, которой приказом по организации присвоено общее клеймо (идентификационный знак).
1.4.16 Дефект сварного соединения - несплошность в сварном шве, околошовной зоне, между швом и основным металлом свариваемых элементов, или отклонение геометрических параметров сварного соединения от номинальных значений, определяемых требованиями нормативной и конструкторской документации.
1.4.17 Допустимый дефект сварного соединения - дефект или совокупность дефектов, вид, количество и геометрические параметры которого(ых) удовлетворяют принятым критериям допустимости.
1.4.18 Недопустимый дефект сварного соединения - дефект или совокупность дефектов, вид, количество и/или геометрические параметры которого(ых) не удовлетворяют принятым критериям допустимости.
1.4.19 Остальные термины и определения, используемые в тексте, следует понимать в соответствии с ГОСТ 2601-84* [5], ГОСТ 16037-80* [6], ГОСТ 18442-80* [8], ГОСТ 21105-87 [9], ГОСТ 7512-82* [10] и ГОСТ 14782-86 [12].
1.5 Обозначения и сокращения
В тексте документа приняты следующие сокращения:
НТД - нормативно-технический документ(ы);
ПТД - проектно-технологический документ(ы);
РД - руководящий документ(ы);
НК - неразрушающий контроль;
ДДК - дополнительный дефектоскопический контроль;
ВТД - внутритрубная диагностика
ВИП - внутритрубный инспекционный прибор;
ВИК - визуальный и измерительный контроль;
ПВК - контроль проникающими веществами (здесь: капиллярные методы контроля);
МК - магнитопорошковый контроль;
РК - радиографический контроль;
УЗК - ультразвуковой контроль;
СО - стандартный образец;
СОП - стандартный образец предприятия;
ПЭП - пьезоэлектрический преобразователь;
PC ПЭП - раздельно-совмещенный пьезоэлектрический преобразователь.
2 Методы и объемы неразрушающего контроля
2.1 Методы и объемы НК сварных соединений при строительстве, реконструкции и капитальном ремонте трубопроводов
2.1.1 Сварные соединения трубопроводов по п.п. 1.1.1 и 1.1.2 на этапе строительства, реконструкции и капитального ремонта контролируют с применением визуального и измерительного (ВИК), капиллярного* (ПВК), магнитопорошкового* (МК) радиографического (РК) и ультразвукового (УЗК) методов контроля.
* Капиллярный и магнитопорошковый методы применяются в качестве дополнительных методов - для уточнения результатов визуального и измерительного контроля.
Требования настоящего раздела не распространяются на сварные соединения труб, соединительных деталей трубопроводов, запорной и распределительной арматуры, выполненные на заводах-изготовителях. Указанные сварные соединения контролю в монтажных условиях (условиях строительства) не подвергаются.
2.1.2 Для применения других, не перечисленных в п. 2.1.1 методов НК, следует разработать технологию контроля с использованием предлагаемого метода, соответствующую технологическую инструкцию и операционные технологические карты.
2.1.3 На стадии строительства, реконструкции и капитального ремонта объемы применения методов НК монтажных сварных соединений в зависимости от назначения и диаметра трубопровода (его участков), проектного давления транспортируемой по нему среды, а также условий прокладки и категории трубопровода (его участков) должны быть установлены Проектом в соответствии с требованиями Табл. 1.
Примечание. Здесь и далее термин «Проект» означает проектно-сметную документацию на строительство (реконструкцию, капитальный ремонт), разработанную для конкретного объекта в соответствии с требованиями нормативно-технических документов, регламентирующих порядок разработки, согласования, утверждения и состава проектной документации на строительство предприятий, зданий и сооружений.
Таблица 1 - Методы и объемы контроля сварных соединений при строительстве, реконструкции и капитальном ремонте трубопроводов и их участков, не заполненных нефтью
|
№№ п/п |
Категория трубопровода и/или его участка, условия прокладки, назначение. Тип сварного соединения |
Количество сварных соединений, подлежащих контролю, % от общего количества не менее |
|||
|
Визуальный и измерительный контроль |
Радиографический контроль |
Ультразвуковой контроль |
|||
|
1 |
2 |
3 |
4 |
5 |
|
|
1 |
В |
100 |
100 |
100 |
|
|
2 |
I |
100 |
100 |
100 |
|
|
3 |
II |
100 |
100 |
75 |
|
|
4 |
III |
при строительстве и реконструкции |
100 |
100 |
25 |
|
при Dy до 1000 мм |
при капремонте с заменой трубы |
100 |
100 |
25 |
|
|
5 |
IV |
при строительстве и реконструкции |
100 |
100 |
15 |
|
при Dy до 1000 мм |
при капремонте с заменой трубы |
100 |
100 |
15 |
|
|
6 |
III и IV при Dy 1000- 1200 мм |
100 |
100 |
50 |
|
|
7 |
Нефтепроводы на участках их переходов через водные преграды, независимо от их диаметра, протяженности и способа прокладки |
100 |
100 |
100 |
|
|
8 |
Нефтепроводы на участках их переходов через болота II и III типов во всех районах (за исключением участков трубопроводов категорий В и I) |
100 |
100 |
50 |
|
|
9 |
Нефтепроводы на участках их переходов через автомобильные и железные дороги I, II и III категорий (за исключением участков нефтепроводов категорий В и I) |
100 |
100 |
50 |
|
|
10 |
Нефтепроводы на участках их надземных переходов (за исключением участков трубопроводов категорий В и I) |
100 |
100 |
50 |
|
|
11 |
Нефтепроводы, прокладываемые по поливным и орошаемым землям |
100 |
100 |
50 |
|
|
12 |
Нефтепроводы на участках их пересечения с подземными коммуникациями (канализационными коллекторами, нефтепроводами, нефтепродуктопроводами, газопроводами, силовыми кабелями и кабелями связи, подземными, наземными и надземными оросительными системами и т.п.) в пределах 20 м по обе стороны от пересекаемой коммуникации |
100 |
100 |
50 |
|
|
13 |
Узлы приема и пуска средств очистки и диагностики, а также участки нефтепроводов длиной 100 м, примыкающие к ним; дренажные трубопроводы и трубопроводы обвязки емкостей сброса нефти |
100 |
100 |
50 |
|
|
14 |
Технологические нефтепроводы и трубопроводы технологической обвязки НПС |
100 |
100 |
100 |
|
|
15 |
Вспомогательные трубопроводы дренажа и утечек от насосных агрегатов, дренажа фильтров-грязеуловителей, регуляторов давления, сброса давления от предохранительных клапанов, обвязки емкостей сброса и гашения ударной волны, откачки из емкостей сбора утечек при Ру > 1,6 МПа |
100 |
100 |
100 |
|
|
16 |
Вспомогательные трубопроводы дренажа и утечек от насосных агрегатов, дренажа фильтров-грязеуловителей, регуляторов давления, сброса давления от предохранительных клапанов, обвязки емкостей сброса и гашения ударной волны, откачки из емкостей сбора утечек при Dy < 300 мм и Ру < 1,6 МПа |
100 |
50 |
100 |
|
|
17 |
Угловые сварные соединения трубопроводов (соединения "труба-патрубок" при монтаже вантузов, колонок отбора давления, выводов КИК и датчиков СКР |
100 |
100 |
100 |
|
|
18 |
Захлёсты, ввариваемые вставки, гарантийные стыки и узлы установки линейной арматуры |
100 |
100 |
100 |
|
|
19 |
Участки сварных швов после ремонта* |
100 |
100 |
100 |
|
|
Примечание. Категория трубопровода и/или его участка, условия прокладки и назначение приняты по СНиП 2.05.06-85* [46], РД 153-39.44-056-00 [73], ОР-16.06-60.30.00-КТН-053-1-04 [80] и ОР-16.01-60.30.00-КТН-020-1-03 [81]. *Протяженность зоны контроля участка сварного шва после ремонта при проведении РК должна превышать длину отремонтированного участка на 100 мм в обе стороны; при проведении УЗК шов контролируют по всей его длине. |
|||||
2.1.4 Дублирующему ультразвуковому контролю подвергают сварные соединения:
• по поз. 3 Табл. 1 каждые три стыка из четырех, сваренных последовательно, но не менее одного из числа аналогичных стыков, сваренных каждым сварщиком или бригадой сварщиков в течение одной смены;
• по поз. 6, 8 - 13 Табл. 1 каждый второй стык, но не менее одного из числа аналогичных, сваренных каждым сварщиком или бригадой сварщиков в течение одной смены;
• по поз. 4 Табл. 1 каждый четвертый стык, но не менее одного из числа аналогичных стыков, сваренных каждым сварщиком (бригадой сварщиков) в течение одной смены;
• по поз. 5 Табл. 1 каждый седьмой стык, но не менее одного из числа аналогичных стыков, сваренных каждым сварщиком (бригадой сварщиков) в течение одной смены.
2.1.5 Сварные соединения по поз. 16 Табл. 1 дублирующему радиографическому контролю подвергают каждый второй стык но не менее одного сварного соединения из числа аналогичных соединений, сваренных каждым сварщиком или бригадой сварщиков в течение одной смены.
2.1.6 Для сварных соединений линейной части магистральных нефтепроводов (за исключением категорий В и I), выполненных полуавтоматической или автоматической сваркой, по согласованию с Заказчиком требованиями Проекта вместо радиографического может быть предусмотрен ручной, механизированный или автоматизированный ультразвуковой контроль в объёме 100 % с регистрацией его результатов. При этом должен быть предусмотрен дополнительный выборочный радиографический контроль соединений, признанных годными по результатам УЗК. Объём дополнительного контроля - не менее 5 % (каждый двадцатый стык), но не менее одного стыка от всех стыков, сваренных в течение смены каждой бригадой сварщиков.
2.1.7 Если по результатам дублирующего контроля по п.п. 2.1.4 - 2.1.6 будут обнаружены недопустимые дефекты, то контролю дополнительным (дублирующим) методом подвергают все аналогичные соединения, сваренные данным сварщиком (бригадой сварщиков) в течение этой смены.
2.1.8 По результатам дополнительного (дублирующего) контроля производят оценку качества только тех участков сварного соединения, на которых основным методом никаких дефектов не обнаружено. Качество проконтролированного соединения в целом осуществляют с учетом общего количества дефектов, выявленных обоими методами, и их суммарной протяженностью (по результатам ультразвукового контроля - суммарной условной протяженностью).
2.2 Методы и объемы НК сварных соединений эксплуатируемых трубопроводов
2.2.1 Сварные соединения трубопроводов, находящихся в эксплуатации, в которых параметры дефектов определены только по данным внутритрубного инспекционного прибора (ВИП), а также сварные соединения, которые не могут быть проконтролированы с применением ВИП, в том числе находящиеся в режиме консервации или состоянии безопасного содержания, должны быть дополнительно проконтролированы неразрушающими методами при проведении дополнительного дефектоскопического контроля (ДДК).
2.2.2 Методы и объемы НК, выполняемого в целях дополнительного дефектоскопического контроля (ДДК) трубопроводов, находящихся в эксплуатации, режиме консервации или состоянии безопасного содержания, определяются результатами технической диагностики и требованиями п. 4.3 РД 153-39.4-067-04*, [74], а также требованиями РД-16.01-60.30.00-КТН-068-1-04 [76] и РД-16.01-60.30.00-КТН-063-1-04 [77].
2.2.3 В процессе ДДК сварные соединения трубопроводов по п.п. 1.1.1 и 1.1.2, находящихся в эксплуатации, режиме консервации или состоянии безопасного содержания, контролируют с применением следующих методов НК: визуального и измерительного, капиллярного, магнитопорошкового и ультразвукового.
2.2.4 Для применения других, не перечисленных в п. 2.2.3 методов НК, следует разработать технологию контроля с использованием предлагаемого метода, технологическую инструкцию и операционные технологические карты.
2.2.5 Методы НК сварных соединений трубопроводов и объемы их применения на стадии эксплуатации трубопроводов по п.п. 1.1.1 и 1.1.2 независимо от их категории определяют из Табл. 2.
Таблица 2 - Методы и объемы неразрушающего контроля сварных соединений при эксплуатации трубопроводов
|
№№ п/п |
Назначение, вид сварного соединения, стадия выполнения работ |
Методы контроля и объемы их применения (%) |
|||
|
ВИК |
ПВК |
УЗК |
РК |
||
|
1 |
Отремонтированный участок шва при заварке дефектов заполненных нефтью труб |
100 |
- |
100 |
- |
|
2 |
Сварные швы при монтаже катушки |
100 |
- |
100 |
100 |
|
3 |
Сварные швы при монтаже ремонтных муфт: |
|
|
|
|
|
3.1 |
продольные стыковые при монтаже муфты на ремонтируемый участок трубы |
100 |
- |
100 |
- |
|
3.2 |
кольцевые угловые швы нахлесточных соединений при приварке муфты к трубе |
100 |
100 |
100 |
- |
|
3.3 |
околошовная зона основного металла трубы, примыкающая к кольцевым угловым швам на расстоянии 50 мм |
100 |
100 |
100 |
- |
|
4 |
Сварные швы при установке патрубков с усиливающей накладкой на трубу, заполненную нефтью: |
|
|||
|
4.1 |
шов приварки патрубка к трубе |
100 |
- |
100 |
- |
|
4.2 |
кольцевые угловые швы при сварке нахлесточных соединений ("усиливающий воротник-труба") |
100 |
- |
100 |
- |
|
4.3 |
околошовная зона основного металла трубы, примыкающая к кольцевым угловым швам на расстоянии 50 мм |
100 |
100 |
100 |
- |
|
5 |
Угловые сварные соединения трубопроводов при монтаже колонок отбора давления, датчиков СКР, выводов КИК |
100 |
100 |
100 |
- |
3 Проведение контроля, оценка качества сварных соединений и оформление технической документации по результатам НК
3.1 Общие положения
3.1.1 Неразрушающий контроль сварных соединений трубопроводов на стадии их строительства, реконструкции и капитального ремонта проводят в следующей последовательности: ВИК → ПВК(МК)* → РК → УЗК. При этом объемы применения каждого из перечисленных методов определяются требованиями Табл. 1. Перед проведением РК и УЗК производят устранение дефектов (если они выявлены), не требующее применения сварки.
* См. сноску в п. 2.1.1.
3.1.2 Выбор методов неразрушающего контроля и порядок его проведения в процессе ДДК сварных соединений трубопроводов, находящихся в эксплуатации, режиме консервации или состоянии безопасного содержания определяются требованиями Раздела 4 ОР-13.01-74.30.00-КТН-004-1-03 [78], а также требованиями РД-16.01-60.30.00-КТН-068-1-04 [76] и РД-16.01-60.30.00-КТН-063-1-04 [77].
3.1.3 Для проведения НК разрабатывают технологическую инструкцию, регламентирующую полную технологию контроля сварных соединений данного объекта контроля с учетом объемов и технологий применения всех методов контроля, устанавливаемых для этого объекта требованиями Табл. 1 или Табл. 2.
3.1.4 Технологическая инструкция должна включать в себя операционные технологические карты, разрабатываемые для каждого метода контроля применительно к каждому виду (типу) сварных соединений, подлежащих НК. Операционные технологические карты устанавливают очередность выполнения отдельных операций контроля и их содержание.
3.1.5 Технологические инструкции и операционные технологические карты должны содержать: наименование объекта контроля, перечень НТД, на основании которых осуществляется контроль сварного(ых) соединения(й) этого объекта, сведения о конструкции контролируемого сварного соединения и его параметрах (диаметр, толщина стенки и др.), требования к подготовке объекта (сварного соединения) к контролю, схемы и параметры контроля, идентификационные признаки выявляемых дефектов и ложных индикаций, требования к оборудованию и материалам, перечень и очередность выполнения операций по подготовке и проведению контроля, а также операций по обеспечению требований безопасности, порядок обработки результатов контроля и оценки качества проконтролированного объекта (сварного соединения).
3.1.6 Технологические инструкции и операционные технологические карты должны быть разработаны специалистами по НК не ниже II-го уровня квалификации по ПБ 03-440-02 [53], подписаны разработчиком и руководителем подразделения НК и утверждены техническим руководителем (главным инженером) организации (предприятия), выполняющей НК на данном объекте.
Типовые операционные технологические карты и примеры их составления приведены в приложениях А - Д.
3.1.7 К работам по выполнению неразрушающего контроля допускаются специалисты, отвечающие требованиям подраздела 5.1.
3.1.8 В состав бригады (звена) по проведению контроля любым методом должно входить не менее двух человек. При этом, хотя бы один из них должен иметь I-й уровень квалификации (или выше) специалиста по соответствующему методу НК.
3.1.9 Правом выдачи заключений по результатам неразрушающего контроля обладают специалисты, имеющие уровень квалификации не ниже II-го по ПБ 03-440-02 [53].
3.1.10 Непосредственно перед проведением НК необходимо подготовить поверхность сварных соединений к контролю в соответствии с требованиями:
• для проведения визуального и измерительного контроля - п.п. 4.1.9.3 и 4.1.9.4;
• для проведения капиллярного контроля - п.п. 4.2.5 и 4.2.7.5;
• для проведения магнитопорошкового контроля - п.п. 4.3.7 и 4.3.11.1;
• для проведения радиографического контроля - п. 4.4.12.1;
• для проведения ультразвукового контроля - п. 4.5.8.
3.1.11 Подготовка сварного соединения к контролю, а после его выполнения - к последующим технологическим операциям является отдельным видом работ и в состав работ по контролю качества сварных соединений не входит.
3.2 Оценка качества сварных соединений при строительстве, реконструкции и капитальном ремонте трубопроводов
3.2.1 При строительстве, реконструкции и капитальном ремонте трубопроводов по результатам НК все сварные соединения подразделяют на две категории, обозначаемые как «Годен» и «Не годен».
3.2.2 К категории «Годен» относят сварные соединения, в которых дефекты не выявлены вообще или выявлены только дефекты, удовлетворяющие требованиям допустимости (допустимые дефекты - см. п. 1.4.17).
3.2.3 К категории «Не годен» относят сварные соединения, в которых:
• выявлены дефекты, не удовлетворяющие требованиям допустимости (недопустимые дефекты по п. 1.4.18) согласно п.п. 3.2.7.1, 3.2.8, 3.2.9, 3.2.10, 3.2.11;
• выявлены дефекты, каждый из которых удовлетворяет требованиям допустимости (допустимый дефект по п. 1.4.17) согласно п.п. 3.2.7.1, 3.2.8, 3.2.9, 3.2.10, 3.2.11, однако их суммарная протяжённость (суммарная условная протяжённость) превышает 1/6 длины (периметра) сварного соединения.
3.2.4 Сварные соединения, отнесенные по результатам НК к категории «Не годен», подлежат ремонту или удалению (вырезке) в соответствии с требованиями подраздела 7.4 и раздела 14 РД 153-006-02 [71].
3.2.5 Повторный ремонт одного и того же дефектного участка сварного стыка с применением сварки при строительстве, реконструкции и капитальном ремонте трубопроводов не допускается, стык подлежит вырезке.
3.2.6 Критерии оценки допустимости дефектов сварных соединений в тексте данного раздела приведены в следующем порядке:
|
Наименование метода контроля: |
|
Пункт № |
|
Визуальный и измерительный |
|
|
|
Капиллярный |
|
|
|
Магнитопорошковый |
|
|
|
Радиографический |
|
|
|
Ультразвуковой |
|
При этом приняты следующие условные обозначения (см. схему на Рис. 1):
S - толщина стенки трубы (детали);
d - диаметр дефекта округлой формы;
h - глубина дефекта;
l - протяженность дефекта (размер дефекта, определяемый вдоль шва);
t - ширина дефекта (размер дефекта, определяемый поперек шва);
L - расстояние между соседними дефектами;
dmin - диаметр наименьшего из расположенных рядом отдельных дефектов или дефектов, входящих в скопление* или цепочку**;
∑300 - суммарная протяженность дефектов на длине сварного шва, равной 300 мм;
∑Д - суммарная протяженность всех дефектов по всей длине шва
* Скопление дефектов - дефекты, кучно расположенные в одном месте, в количестве ≥ 3, при расстоянии между соседними дефектами L < 3 dmin
** Цепочка дефектов - дефекты, расположенные на одной линии, в количестве ≥ 3, при расстоянии между соседними дефектами L < 3 dmin
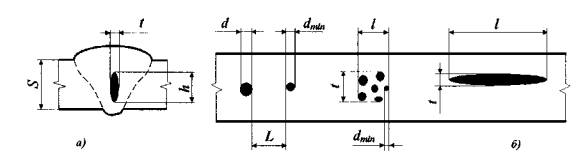
Рисунок 1
Схематическое изображение сварного шва и определение размеров дефектов:
а) - вид в сечении; б) - вид в плане
3.2.7 Критерии оценки допустимости дефектов, выявляемых по результатам визуального и измерительного контроля.
3.2.7.1 Критерии оценки допустимости дефектов сварных соединений по результатам ВИК приведены в Табл. 3.
|
Наименование дефектов |
Условное обозначение |
Для нефтепроводов и их участков категорий В, I, а также нефтепроводов поз. 7, 13, 14 и сварных соединений поз. 17, 18 Табл. 1 |
Для нефтепроводов и их участков категорий II, III и IV, а также трубопроводов поз. 16 Табл. 1 |
|
1 |
2 |
3 |
4 |
|
Выходящие на поверхность поры и включения; незаваренные кратеры, прожоги, наплывы, свищи, усадочные раковины |
AB |
Не допускаются |
|
|
Выходящие на поверхность несплавления |
Dc |
Не допускаются |
|
|
Трещины |
E |
Не допускаются |
|
|
Подрезы |
Fc |
Допускаются, если: |
|
|
h ≤ 0,05S, но ≤ 0,5 мм l ≤ 50 мм ∑300 ≤ 100 мм |
h<0,1S, но ≤ 0,5 мм l ≤ 100 мм ∑300 ≤ 150 мм |
||
|
Смещения кромок (наружные) |
Fd |
Допускаются, если: |
|
|
Для соединений электросварных труб |
h ≤ 0,2S, но ≤ 3 мм - для труб с S ≥ 10 мм h ≤ 0,25S, но ≤ 2 мм - для с S < 10 мм |
||
|
Для соединений бесшовных труб: |
Не нормируется |
||
3.2.7.2 Форма сварных швов контролируемых соединений должна отвечать требованиям ГОСТ 16037-80* [6] и РД 153-006-02 [71], при этом:
• усиление шва должно быть высотой в пределах от 1 до 3 мм и иметь плавный переход к основному металлу;
• чешуйчатость шва (превышение гребня над впадиной) не должна превышать 1,0 мм;
• глубина межваликовой канавки не должна превышать 1,0 мм (определяется разностью между высотой валика в его верхней точке и высотой шва в месте расположения соседней с ним канавки);
• допускается вогнутость облицовочного шва на вертикальных участках в виде "седловины". Ослабление шва в центре "седловины" не должно быть ниже поверхности трубы;
• требования к величине катетов углового сварного соединения должны быть оговорены в конструкторской документации на это соединение или в конструкторской документации на узел, частью которого это соединение является.
• ширина подварочного слоя, выполненного ручной дуговой сваркой, должна быть 8 ± 2 мм;
• ширина швов, выполненных ручной дуговой сваркой должна соответствовать значениям, приведенным в Табл. 4;
• ширина наружного и внутреннего сварных швов, выполненных полуавтоматической и автоматической сваркой, должна соответствовать значениям, приведенным в Табл. 5 - Табл. 8.
3.2.7.3 Если в технологических картах по сварке указаны параметры формы шва, отличающиеся от значений, приведенных в п. 3.2.7.2 и Табл. 5 - Табл. 8, то при контроле следует руководствоваться значениями, указанными в этих картах.
Таблица 4 - Требования к ширине усиления шва при ручной дуговой сварке
|
Толщина стенки трубы, мм |
Ширина шва, мм |
|
|
при заводской разделке кромок |
при разделке кромок в трассовых условиях |
|
|
от 8,0 до 14,0 |
15 - 22 |
17 - 24 |
|
от 14,1 до 19,0 |
18 - 24 |
24 - 30 |
|
от 19,1 до 22,0 |
21 - 27 |
27 - 33 |
|
от 22,1 до 27 |
25 - 31 |
32 - 38 |
Таблица 5 - Требования к ширине облицовочного слоя шва при односторонней полуавтоматической сварке под слоем флюса
|
Толщина стенки трубы, мм |
Ширина облицовочного слоя шва, мм при сварке под флюсом |
|
|
плавленым |
агломерированным |
|
|
от 6 до 8 |
14 ± 3 |
12 ± 3 |
|
от 8,1 до 12,0 |
20 ± 4 |
19 ± 3 |
|
от 12,1 до 16,0 |
23 ± 4 |
21 ± 3 |
|
от 16,1 до 20,5 |
24 ± 4 |
22 ± 3 |
|
от 20,6 до 27,0 |
26 ± 4 |
24 ± 4 |
Таблица 6 - Требования к ширине облицовочного слоя шва при двухсторонней полуавтоматической сварке под флюсом
|
Толщина стенки трубы, мм |
Ширина облицовочного слоя, мм при сварке под флюсом |
|
|
плавленым |
агломерированным |
|
|
от 8 до 11,5 |
18 ± 3 |
15 ± 3 |
|
от 11,6 до 17,5 |
18 ± 3 |
16 ± 3 |
|
от 17,6 до 21,5 |
20 ± 4 |
18 ± 3 |
|
от 21,6 до 24,0 |
21 ± 4 |
19 ± 3 |
|
От 24,1 до 27,0 |
23 ± 4 |
21 ± 3 |
Таблица 7 - Требования к ширине внутреннего слоя шва при двухсторонней автоматической сварке под флюсом
|
Толщина стенки трубы, мм |
Ширина внутреннего слоя, мм при сварке под флюсом |
|
|
плавленым |
агломерированным |
|
|
от 8,0 до 10,0 |
14 ± 2 |
13 ± 2 |
|
от 10,1 до 15,2 |
18 ± 3 |
16 ± 2 |
|
от 15,3 до 18,0 |
20 ± 3 |
18 ± 2 |
|
от 18,1 до 21,0 |
20 ± 4 |
18 ± 3 |
|
от 21,1 до 27,0 |
22 ± 4 |
20 ± 3 |
Таблица 8 - Требования к геометрическим параметрам сварного шва при двухсторонней автоматической сварке неповоротных стыков труб в защитных газах
|
Толщина стенки трубы, мм |
Ширина облицовочного слоя, мм |
|
|
сварка комплексом оборудования «CRC-Evans AW» |
сварка комплексом оборудования CWS.02 |
|
|
от 8,0 до 10,0 |
14 ± 2 |
13 ± 2 |
|
от 10,1 до 15,2 |
18 ± 3 |
16 ± 2 |
|
от 15,3 до 18,0 |
20 ± 3 |
18 ± 2 |
|
от 18,1 до 21,0 |
20 ± 4 |
18 ± 3 |
|
от 21,1 до 27,0 |
22 ± 4 |
20 ± 3 |
|
Ширина внутреннего слоя должна составлять 5 – 10 мм |
||
3.2.8 Критерии оценки допустимости дефектов, выявляемых по результатам капиллярного контроля.
3.2.8.1 По результатам ПВК признаком обнаружения дефекта является наличие индикаторного рисунка, максимальный размер которого в любом направлении превышает 2,0 мм.
3.2.8.2 Дефекты по п. 3.2.8.1 подразделяют на округлые - длина индикаторного рисунка которых не превышает его 3-х кратной ширины и протяженные - длина индикаторного рисунка которых превышает его 3-х кратную ширину.
3.2.8.3 Критерии оценки допустимости дефектов по результатам капиллярного контроля приведены в Табл. 9.
|
Наименование дефектов по результатам ПВК |
Условное обозначение |
Соответствующий тип поверхностных дефектов |
Для нефтепроводов и их участков категорий В, I, а также нефтепроводов поз. 7, 13, 14 и сварных соединений поз. 17, 18 Табл. 1 |
Для нефтепроводов и их участков категорий II, III и IV, а также трубопроводов поз. 16 Табл. 1 |
|
1 |
2 |
3 |
4 |
5 |
|
Округлые |
АВ |
Выходящие на поверхность поры и включения; незаваренные кратеры, прожоги , наплывы, свищи, усадочные раковины |
Не допускаются |
|
|
Протяженные |
DE |
Выходящие на поверхность несплавления, трещины |
Не допускаются |
|
|
Fc |
Подрезы |
Допускаются, если: |
||
|
l ≤ 50 мм; ∑300 ≤ 100 мм |
l ≤ 100 мм; ∑300 ≤ 150 мм |
|||
|
Примечание. При обнаружении подреза его глубину измеряют методами ВИК и оценивают допустимость в соответствии с п. 3.2.7.1. |
||||
3.2.9 Критерии оценки допустимости дефектов, выявляемых по результатам магнитопорошкового контроля.
3.2.9.1 По результатам МК признаком обнаружения дефекта является наличие индикаторного рисунка, максимальный размер которого в любом направлении превышает 2,0 мм.
3.2.9.2 Дефекты по п. 3.2.9.1 подразделяют на округлые - длина индикаторного рисунка которых не превышает его 3-х кратной ширины и протяженные - длина индикаторного рисунка которых превышает его 3-х кратную ширину.
3.2.9.3 Критерии допустимости дефектов по результатам МК приведены в Табл. 10.
|
Наименование дефектов по результатам МК |
Условное обозначение |
Соответствующий тип поверхностных и подповерхностных дефектов |
Для нефтепроводов и их участков категорий В, I, a также нефтепроводов поз. 7, 13, 14 и сварных соединений поз. 17, 18 Табл. 1 |
Для нефтепроводов и их участков категорий II, III и IV, а также трубопроводов поз. 16 Табл. 1 |
|
1 |
2 |
3 |
4 |
5 |
|
Округлые |
AB |
Выходящие на поверхность поры и включения; незаваренные кратеры, прожоги |
Не допускаются |
|
|
Протяженные |
DE |
Выходящие на поверхность несплавления |
Не допускаются |
|
|
Трещины |
Не допускаются |
|||
|
Fc |
Подрезы |
Допускаются, если: |
||
|
l ≤ 50 мм; ∑300 ≤ 100 мм |
l ≤ 100 мм; ∑300 ≤ 150 мм |
|||
|
Примечание. При обнаружении подреза его глубину измеряют методами ВИК и оценивают допустимость в соответствии с п. 3.2.7.1. |
||||
3.2.10 Критерии оценки допустимости дефектов, выявляемых по результатам радиографического контроля.
3.2.10.1 Критерии оценки допустимости дефектов по результатам РК приведены в Табл. 11.
|
Тип дефекта |
Условное обозначение |
Схематическое изображение дефекта |
Для нефтепроводов и их участков категорий В, I, a также нефтепроводов поз. 7, 13, 14 и сварных соединений поз. 17, 18 Табл. 1 |
Для нефтепроводов и их участков категорий II, III и IV, а также трубопроводов поз. 16 Табл. 1 |
|
|
в сечении |
в плане |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Поры |
Допускаются, если: |
||||
|
Единичные, (сферические и удлиненные) |
Аа |
|
|
При L ≥ 3d d, h, l, t ≤ 0,2S, но ≤ 3 мм ∑300 ≤ 30 мм |
При 5d ≥ L ≥ 3d d, h, l, t ≤ 0,2S, но ≤ 3 мм ∑300 ≤ 50 мм При L > 5d d, h, l, t ≤ 0,25S, но ≤ 3,5 мм в обоих случаях ∑300 ≤ 50мм |
|
|
|
||||
|
Цепочки |
Ав |
|
|
d, h, t ≤ 0,1S, но ≤ 2 мм l ≤ S, но ≤ 30 мм; ∑300 ≤ 30 мм |
d, h, t ≤ 0,2S, но ≤ 3 мм l ≤ S, но ≤ 50 мм; ∑300 ≤ 50 мм |
|
Скопления |
Ас |
|
|
d, h ≤ 0,1S, но ≤ 2 мм l, t ≤ 0,5S, но ≤ 15 мм ∑300 ≤ 30 мм |
d, h ≤ 0,2S, но ≤ 2 мм l, t ≤ 0,5S, но ≤ 30 мм ∑300 ≤ 30 мм |
|
Канальные, в т.ч. "червеобразные" |
Ак |
|
|
He допускаются |
h, t ≤ 0,1S, но ≤ 2 мм l ≤ S, но ≤ 15 мм; ∑300 ≤ 30 мм |
|
Шлаковые включения |
Допускаются, если: |
||||
|
Единичные компактные |
Ba |
|
|
h ≤ 0,1S при t ≤ 3 мм l ≤ 0,5S, но не более 7 мм ∑300 ≤ 30 мм |
|
|
Цепочки |
Bb |
|
|
d, h, t ≤ 0,1S, но ≤ 1,5 мм l ≤ 2S, но ≤ 25 мм; ∑300 ≤ 50 мм |
|
|
Скопления |
Bc |
|
|
d, h ≤ 0,1S, но ≤ 1,5 мм l, t ≤ 0,5S, но ≤ 12,5 мм ∑300 ≤ 30 мм |
|
|
Удлиненные (зашлакованные карманы) |
Bd |
|
|
Не допускаются |
h ≤ 0,1S, но ≤ 1,5 мм l ≤ S, но ≤ 30 мм ∑300 ≤ 30 мм |
|
- При t ≤ 0,8 мм с обеих сторон шва - рассматриваются как один дефект - При t > 0,8 мм с любой стороны шва - рассматриваются как отдельные дефекты, и их протяженность суммируется |
|||||
|
Непровары |
Допускаются, если: |
||||
|
В корне шва |
Da |
|
|
h ≤ 0,05S, но ≤ 1 мм l ≤ S, но ≤ 25 мм ∑300 ≤ 25 мм |
h ≤ 0,1S, но ≤ 1 мм l ≤ 2S, но ≤ 50 мм ∑300 ≤ 50 мм |
|
В сварных соединениях труб, выполненных с внутренней подваркой, непровары в корне шва не допускаются |
|||||
|
В корне шва из-за смещения кромок |
|
|
h ≤ 0,05S, но ≤ 1 мм l ≤ 2S, но ≤ 25 мм; ∑300 ≤ 25 мм |
h ≤ 0,1S, но ≤ 1 мм l ≤ 2S, но ≤ 50 мм ∑300 ≤ 50 мм |
|
|
Внутренние при двухсторонней сварке |
|
|
h ≤ 0,05S, но ≤ 1 мм l ≤ 2S, но ≤ 25 мм ∑300 ≤ 25мм |
h ≤ 0,1S, но ≤ 1 мм l ≤ 2S, но ≤ 50 мм; ∑300 ≤ £50 мм |
|
|
Несплавления |
Допускаются, если: |
||||
|
Межслойные |
Dc1 |
|
|
Не допускаются |
l ≤ 2S, но ≤ 25 мм ∑300 ≤ 25 мм |
|
По разделке кромок, внутренние |
Dc2 |
|
|
Не допускаются |
l ≤ 2S, но ≤ 25 мм; ∑300 ≤ 25 мм |
|
По разделке кромок, выходящие на поверхность |
Dc3 |
|
|
Не допускаются |
|
|
Трещины |
|||||
|
Вдоль шва |
Ea |
|
|
Не допускаются |
|
|
Поперек шва |
Eb |
|
|
||
|
Разветвленные |
Ec |
|
|
||
|
Наружные дефекты |
Допускаются, если: |
||||
|
Вогнутость корня шва (утяжина) |
Fa |
|
|
h ≤ 0,2S, но ≤ 1 мм; l ≤ 50 мм; ∑300 ≤ 50 мм |
h ≤ 0,2S, но ≤ 2 мм l ≤ 100 мм ∑300 ≤ 100 мм |
|
Плотность изображения на радиографическом снимке не должна превышать плотности изображения основного металла |
|||||
|
Превышение проплава (провис) |
Fb |
|
|
h ≤ 3 мм; l ≤ 30 мм; ∑300 ≤ 30 мм |
h ≤ 5 мм; l ≤ 50; ∑300 ≤ 50 мм |
|
Подрез |
Fc |
|
|
h ≤ 0,05S, но ≤ 0,5 мм 1 ≤ 50 мм ∑300 ≤ 100 мм |
h ≤ 0,1S, но ≤ 0,5 мм 1 ≤ 100 мм ∑300 ≤ 150 мм |
|
Смещение кромок |
Fd |
|
|
h ≤ 0,2S, но ≤ 3 мм - для труб с S ≥ 10 мм h ≤ 0,25S, но ≤ 2 мм - для труб с S < 10 мм |
|
|
|
|||||
3.2.11 Критерии оценки допустимости дефектов, выявляемых по результатам ультразвукового контроля.
Критерии оценки допустимости дефектов по результатам УЗК приведены в Табл. 12.
|
Наименование дефектов по результатам УЗК |
Условное обозначение |
Соответствующий тип дефекта по результатам РК |
Для нефтепроводов и их участков категорий В, I, а также нефтепроводов поз. 7, 13, 14 и сварных соединений поз. 17, 18 Табл. 1 |
Для нефтепроводов и их участков категорий II, III и IV, а также трубопроводов поз. 16 Табл. 1 |
|
1 |
2 |
3 |
4 |
5 |
|
Любой дефект, амплитуда эхо-сигнала от которого превышает браковочный уровень, считают недопустимым |
При амплитуде эхо-сигналов от дефектов ниже браковочного уровня их считают допустимыми, если: |
|||
|
Непротяженные |
SH |
Одиночные, компактные поры и шлаковые включения |
∑300 ≤ 30 мм |
∑300 ≤ 50 мм |
|
Протяженные в сечении шва |
LS |
Удлиненные поры и протяженные шлаковые включения |
l < 2S, но < 25 мм; ∑300 ≤ 25 мм |
l < 2S, но < 50 мм ∑300 ≤ 50 мм |
|
Внутренние непровары при двухсторонней сварке; несплавления по кромкам и между слоями |
l ≤ 2S, но ≤ 25 мм; ∑300 ≤ 25 мм |
l ≤ 2S, но ≤ 50 мм ∑300 ≤ 50 мм |
||
|
Трещины |
Не допускаются |
|||
|
Протяженные в корне шва |
LB |
Непровары в корне шва |
l ≤ S, но ≤25 мм ∑300 ≤ 25 мм |
l ≤ 2S, но ≤ 25 мм ∑300 ≤ 50 мм |
|
Утяжины; превышение проплава |
l ≤ 30 мм; ∑300 ≤ 30 мм |
l ≤ 50; ∑300 ≤ 50 мм |
||
|
Несплавления по кромкам, выходящие на поверхность |
Не допускаются |
|||
|
Трещины |
Не допускаются |
|||
|
Скопление |
СС |
Скопления и цепочки пор и/или шлаковых включений |
l ≤ S, но ≤ 30 мм ∑300 ≤ 30мм |
l ≤ S, но ≤ 50 мм ∑300 ≤ 50 мм |
|
Примечание. 1 Условные размен дефекта определяются в соответствии с п. 4.5.10.9 2 Здесь: l = ∆L - условной протяженности дефекта по п. 4.5.10.12 3 В случае необходимости уточнения вида дефекта рекомендуется применять другие методы контроля, регламентированные настоящим РД |
||||
3.3 Оценка качества сварных соединений эксплуатируемых трубопроводов
3.3.1 Идентификацию и оценку дефектов сварных соединений трубопроводов, находящихся в эксплуатации, режиме консервации или состоянии безопасного содержания, по результатам НК в процессе дополнительного дефектоскопического контроля (ДДК) осуществляют в соответствии с требованиями подраздела 4.5.5 ОР-13.01-74.30.00-КТН-004-1-03 [78]:
3.3.2 Несплошности плоскостного типа, выходящие на поверхность (трещины, непровары, несплавления).
3.3.2.1 Измеряемые параметры несплошностей плоскостного типа (Рис. 2):
- глубина дефекта (НT);
- условная протяженность дефекта (LT).
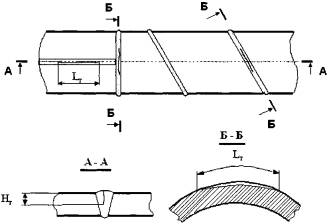
Рисунок 2
Несплошности плоскостного типа в сварных швах
3.3.2.2 Для обнаружения поверхностных трещин сварной шов подвергают визуальному и измерительному контролю и капиллярной (или магнитопорошковой) дефектоскопии.
3.3.2.3 Для определения максимальной глубины залегания дефекта и его протяженности применяют ультразвуковой контроль.
3.3.2.4 Критерии допустимости несплошностей плоскостного типа, трещин, непроваров, несплавлений определяются требованиями Табл. 3.
3.3.3 Наружные дефекты (подрез, свищ, утяжина, дефекты геометрии и усиления швов).
3.3.3.1 При визуальном контроле сварного шва убеждаются в отсутствии незаплавленных кратеров, свищей и выходящих на поверхность пор.
3.3.3.2 Измеряемые параметры наружных дефектов:
• подрез - глубина, длина;
• утяжина - глубина, длина;
• дефекты геометрии шва - отклонения высоты и ширины усиления от установленных требований.
3.3.3.3 По результатам измерений сварной шов должен удовлетворять следующим требованиям:
- подрезы не должны превышать 0,1S по глубине, но не более 0,5 мм, и 150 мм по протяженности;
подрезы на участках сварных швов, имеющих смещения кромок величиной свыше 0,2S, не допускаются;
- утяжина не должна превышать 0,2S, но не более 2 мм по глубине и 100 мм по протяженности. Глубина утяжины и ее условная протяженность определяются с помощью ультразвукового дефектоскопа (или ультразвукового толщиномера - при возможности удаления усиления шва);
- усиление внешнего шва должно иметь высоту не менее 1 мм и не более 3 мм и плавный переход к основному металлу.
3.3.4 Смещение кромок.
3.3.4.1 Измеряемым параметром смещения кромок является величина смещения кромок Нск (Рис. 3, а).
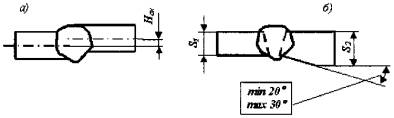
Рисунок 3
Смещение кромок (а) в сварных швах и разнотолщинность (б)
3.3.4.2 Смещение кромок труб с одинаковой номинальной толщиной стенок до 10 мм включительно не должно превышать 0,2S, но при этом иметь величину не более 3 мм. При толщине стенки менее 10 мм допускается смещение кромок до 0,25S, но не более 2 мм.
3.3.5 Разнотолщинность.
3.3.5.1 Измеряемыми параметрами при контроле разнотолщинности является толщина свариваемых элементов.
3.3.5.2 Измерение толщины проводится ультразвуковым методом.
3.3.5.3 Разнотолщинность допускается, если разность толщин элементов стыкуемых труб, максимальная из которых 12 мм и менее, не превышает 2,5 мм, или разность толщин стенок стыкуемых труб, максимальная из которых более 12 мм, не превышает 3 мм.
3.3.5.4 Разнотолщинность труб величиной до 1,5 толщин допускается при специальной разделке кромок более толстого свариваемого элемента (Рис. 3, б).
3.3.6 Внутренние дефекты сварного шва (внутренние поры, шлаковые включения).
3.3.6.1 Измеряемыми параметрами внутренних пор и шлаковых включений (цепочек и скоплений пор и шлаковых включений) являются:
- максимальная глубина залегания;
- условная протяженность.
3.3.6.2 Для выявления дефектов применяют ультразвуковой контроль.
3.3.6.3 По результатам ультразвукового контроля недопустимыми считают:
- непротяженные дефекты, амплитуда эхо-сигнала от которых превышает амплитуду эхо-сигнала от контрольного отражателя в СОИ, или/и суммарная протяженность которых в шве превышает 1/6 периметра этого шва;
- цепочки и скопления, для которых амплитуда эхо-сигнала от любого дефекта, входящего в цепочку (скопление), превышает амплитуду эхо-сигнала от контрольного отражателя в СОП или суммарная условная протяженность дефектов, входящих в цепочку (скопление), более 30 мм на любые 300 мм шва.
3.4 Оценка качества сварных соединений ремонтных конструкций
3.4.1 Оценку качества сварных соединений ремонтных конструкций при ремонте действующих трубопроводов осуществляют в соответствии с требованиями раздела 7 РД 153-39.4-086-01 [75]:
3.4.2 Контроль сварных швов при заварке дефектов
3.4.2.1 Наплавленный металл подвергается визуальному и измерительному, капиллярному (или магнитопорошковому) контролю для выявления внешних дефектов и ультразвуковому контролю для выявления внутренних дефектов. Протяженность зоны контроля участка сварного шва после ремонта должна превышать длину отремонтированного участка не менее, чем на 100 мм в обе стороны.
3.4.2.2 Классификацию и оценку выявленных дефектов осуществляют в соответствии с критериями подраздела 3.2.
3.4.3 Контроль сварных швов при вырезке дефекта (замена «катушки»)
3.4.3.1 Сварные соединения должны быть проконтролированы с применением методов НК и в объемах, указанных в поз. 18 Табл. 1.
3.4.3.2 Классификацию и оценку выявленных дефектов осуществляют в соответствии с критериями подраздела 3.2.
3.4.4 Контроль сварных швов при установке ремонтных муфт
3.4.4.1 Все сварные швы муфты при изготовлении должны пройти 100 % визуальный и радиографический контроль. При установке муфты на трубу все монтажные сварные швы и околошовные зоны поверхности основного металла должны пройти 100 % контроль в соответствии с требованиями РД 153-39.4-086-01 [75]:
3.4.4.2 Не допускается наличие расслоений в зоне сварного шва приварки муфты к трубе.
3.4.4.3 Ширина зоны контроля от кромки привариваемой муфты в одну и другую сторону должна составлять не менее 100 мм.
3.4.4.4 При визуальном контроле оценивается качество формирования продольных и кольцевых угловых швов, отсутствие наплывов, выходящих на поверхность дефектов, незаваренных кратеров и видимых подрезов.
Производится измерение геометрических характеристик продольных, а также оценка формы кольцевых угловых швов, выполненных в различных пространственных положениях.
3.4.4.5 По результатам измерений продольные швы муфты должны удовлетворять следующим требованиям:
• усиление наружных швов должно иметь плавный переход к основному металлу и иметь высоту в пределах 1,0 - 2,5 мм при толщине стенки до 10 мм, включительно, и 1,0 - 3,0 мм при толщине стенки более 10 мм;
• шов должен иметь ширину, достаточную для перекрытия основного металла соединения в каждую сторону от шва. При этом для оценки необходимой ширины шва следует руководствоваться значениями, приведенными в Табл. 5 - Табл. 8;
• смещение стыкуемых кромок муфты не должно превышать 20 % толщины стенки, но не более 3,0 мм. Для муфт с толщиной стенки до 10,0 мм допускается смещение кромок до 25 % толщины стенки, но не более 2,0 мм;
3.4.4.6 Усиление (выпуклость) кольцевых угловых швов (швов нахлесточных соединений приварки муфты к трубе), выполненных в нижнем положении допускается не более 2 мм, в других пространственных положениях - не более 3 мм.
3.4.4.7 Ослабление (вогнутость) кольцевых угловых швов при сварке во всех пространственных положениях допускается не более 1 мм.
3.4.4.8 Форма кольцевого углового шва приведена на Рис. 4.
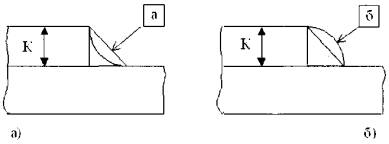
Рисунок 4
Форма кольцевого углового сварного шва:
а - ослабление углового сварного шва;
б - усиление углового сварного шва.
3.4.4.9 Подрезы на основном металле ремонтируемой трубы не допускаются.
3.4.4.10 Сварные соединения муфт, выполненные ручной дуговой сваркой, которые по результатам визуального контроля отвечают требованиям п.п. 3.4.4.5 - 3.4.4.9, подвергают контролю физическими методами.
3.4.4.11 Продольные сварные швы укрупнения муфты до их термообработки должны быть подвергнуты 100 % радиографическому контролю. В продольных сварных швах муфт по результатам радиографического контроля:
• не допускаются трещины, непровары, прожоги и несплавления между кромками и слоями швов;
• допускаются шлаковые включения на участке шва длиной 150 мм со следующими ограничениями:
- одно шлаковое включение размером 6´1,5 мм;
- два шлаковых включения размером 3´1,5 мм, находящихся на расстоянии 75 мм друг от друга;
• допускается наличие газовых пор в металле шва размером до 2,7 мм с ограничениями, приведенными в Табл. 13.
|
Диаметр газовой поры, мм |
Диаметр соседней поры, мм |
Расстояние между порами, мм |
Допускаемая суммарная длина пор на длине шва 150 мм |
|
2,5 |
2,5 |
30 |
6 |
|
2,5 |
1,6 |
25 |
6 |
|
2,5 |
0,8 |
13 |
6 |
|
2,5 |
0,4 |
10 |
6 |
|
1,6 |
1,6 |
13 |
6 |
|
1,5 |
0,8 |
10 |
6 |
|
1,6 |
0,4 |
7 |
6 |
|
0,8 |
0,4 |
5 |
6 |
|
0,4 |
0,4 |
4 |
6 |
|
Примечания: 1 Допускаются два газовых включения диаметром 0,8 мм и менее, находящиеся друг от друга на расстояния, равном их диаметру. В этом случае все другие газовые включения должны располагаться, по крайней мере, на расстоянии не менее 13 мм от указанных пор. 2 Непровары кромок и несплавления между слоями шва не допускаются. |
|||
3.4.4.12 Контроль продольных швов муфты, установленной на ремонтируемую трубу, осуществляется с применением ультразвукового метода.
3.4.4.13 По результатам ультразвукового контроля «годными» считают соединения, в которых дефектов не обнаружено, или размеры обнаруженных дефектов отвечают критериям допустимости, приведенным в Табл. 12 столбец 4.
3.4.4.14 Контроль качества кольцевых угловых швов нахлесточных соединений приварки муфты (или ее элементов) к трубе должен проводиться методами ультразвуковой и капиллярной дефектоскопии.
3.4.4.15 Контроль кольцевых угловых швов должен проводиться после окончания приварки отдельных элементов муфты к трубе.
3.4.4.16 Методы и объемы неразрушающего контроля сварных соединений муфт приведены в Табл. 14.
|
Типы сварных соединений муфт |
Методы НК |
Объем контроля, % |
|
Продольные стыковые |
УЗК |
100 |
|
Кольцевые угловые при приварке муфты к трубе |
УЗК |
100 |
|
ПВК |
100 |
|
|
Околошовная зона основного металла трубы, примыкающая к кольцевым угловым швам на расстоянии 50 мм |
ПВК |
100 |
3.4.4.17 В кольцевых угловых швах не допускаются:
• трещины всех видов и направлений;
• подрезы на основном металле трубы, а также непровары в корневом слое углового шва;
• несплавления металла шва с основным металлом трубы и муфты и между слоями;
• протяженные и непротяженные дефекты на линии сплавления сварного углового шва с основным металлом трубы и муфты.
3.4.4.18 По результатам ультразвукового контроля «годными» считают соединения, в которых дефекты не обнаружены, или размеры обнаруженных дефектов отвечают критериям допустимости, приведенным в Табл. 15.
|
Наименование дефектов по результатам УЗК |
Условное обозначение |
Соответствующий тип дефекта по результатам РК |
Допустимые размеры дефектов |
|
1 |
2 |
3 |
4 |
|
Любой дефект, амплитуда эхо-сигнала от которого превышает браковочный уровень, считают недопустимым |
При амплитуде эхо-сигнала меньше браковочного уровня допускаются, если: |
||
|
Непротяженные |
SH |
Одиночные, компактные поры и шлаковые включения |
∑300 ≤ 30 мм |
|
Скопление |
CC |
Скопления и цепочки пор и/или шлаковых включений |
l ≤ S, но ≤ 30 мм ∑300 ≤ 30 мм |
|
Протяженные |
LS |
Удлиненные поры внутренние непровары; несплавления по кромкам и между слоями, трещины |
Не допускаются |
|
Примечания 1 Условные размен дефекта определяются в соответствии с п. 4.5.10.9 2 Здесь: l = AL- условной протяженности дефекта по п. 4.5.10.12 3 ∑300 - суммарная условная протяженность дефекта на любые 300 мм шва |
|||
3.4.4.19 Контроль околошовной зоны поверхности основного металла трубы проводится методом капиллярной дефектоскопии на расстоянии 50 мм от кольцевого углового шва.
3.4.4.20 По результатам ПВК трещины всех видов и направлений не допускаются.
3.4.5 Контроль сварных швов при установке патрубков с эллиптическим днищем и усиливающей накладкой
3.4.5.1 Контроль всех сварных соединений проводится в соответствии с требованиями РД 153-39.4-086-01 [75]:
3.4.5.2 Не допускается наличие расслоений в зоне:
а) сварного шва приварки патрубка к трубе;
б) сварного шва приварки усиливающей накладки к трубе.
Размер зоны контроля основной трубы от границы привариваемого патрубка и усиливающей накладки в одну и другую сторону должен составлять не менее 50 мм.
3.4.5.3 Контроль кольцевых угловых швов нахлесточных соединений («усиливающий воротник-труба») выполняют в соответствии с п.п. 3.4.4.14 - 3.4.4.18.
3.4.5.4 Контроль околошовной зоны основной трубы, примыкающей к кольцевым угловым швам, выполняют в соответствии с п. 3.4.4.19 и 3.4.4.20.
3.4.5.5 Контроль сварного шва «патрубок - труба» методом УЗК выполняют как со стороны трубы, так и со стороны патрубка.
3.4.5.6 После приварки усиливающего воротника проводят повторный контроль сварных швов приварки патрубка.
3.4.5.7 Объем контроля сварных швов - 100 %.
3.4.5.8 Критерии допустимости дефектов, выявляемых по результатам УЗК должны соответствовать требованиям п. 3.4.4.18.
3.4.6 Сварные соединения ремонтных конструкций, в которых обнаружены недопустимые дефекты, подлежат ремонту в соответствии с требованиями подраздела 7.4 и раздела 14 РД 153-006-02 [71].
3.5 Оформление и хранение технической документации по результатам НК
3.5.1 Результаты контроля фиксируют в Журнале НК (см. Приложение Ж) и оформляют в виде заключений установленной формы (см. Приложение Н - Приложение И). К каждому заключению должна быть приложена схема проконтролированного соединения с указанием координат расположения всех выявленных дефектов по длине (периметру) шва. Недопустимые дефекты и дефектные зоны на этих схемах должны быть отмечены особо (например, путем подчеркивания или выделения цветом).
3.5.2 Каждый дефект должен быть отмечен в заключении отдельно и иметь подробное описание с указанием:
• символа условного обозначения дефекта (см. Табл. 3 и Табл. 9 - Табл. 12);
• длины (протяженности) дефекта или суммарной длины (протяженности) цепочки и скопления пор или включений в миллиметрах (с указанием преобладающего размера дефекта в группе);
• количества однотипных дефектов на снимке или на участке шва длиной 300 мм. Если длина шва или его периметр менее 300 мм, указывают количество однотипных дефектов по всей длине (периметру) шва;
• суммарной протяженности дефектов по всей длине (периметру) шва;
• глубины дефектов (если она определяется) в миллиметрах или процентах от толщины стенки свариваемых элементов;
• дополнительной информации, в зависимости от особенностей применяемого метода НК определяемой требованиями Раздела 4.
3.5.3 Радиографические снимки, дефектограммы сварных соединений Журналы контроля сварных соединений неразрушающими методами, заключения по результатам НК сварных соединений при строительстве, реконструкции и капитальном ремонте трубопроводов и схемы проконтролированных соединений хранятся у производителя работ по неразрушающему контролю до сдачи объекта в эксплуатацию. Затем в составе исполнительной документации радиографические снимки, дефектограммы сварных соединений и заключения должны быть переданы Заказчику и храниться у него:
• радиографические снимки - до получения результатов первичной технической диагностики принятого участка трубопровода, в процессе которой необходимо провести приборное обследование состояния сварных швов пропуском внутритрубного инспекционного прибора (ВИП). По истечении указанного срока снимки (дефектограммы) подлежат утилизации. Утилизацию оформляют актом.
• заключения по результатам НК и схемы проконтролированных соединений - в течение всего срока эксплуатации объекта.
Примечание. При наличии специального оборудования, позволяющего переносить на электронный носитель информацию, зафиксированную на радиографических снимках и дефектограммах сварных соединений, допускается хранение этой информации в электронном виде. В этом случае срок ее хранения не ограничивается. Журналы контроля сварных соединений неразрушающими методами должны храниться у производителя работ по НК в течение всего срока эксплуатации объекта.
3.5.4 Порядок оформления и хранения технической документации по результатам НК сварных соединений ремонтных конструкций и трубопроводов, находящихся в эксплуатации, режиме консервации или состоянии безопасного содержания определяется требованиями подраздела 3.2 ОР-13.01-74.30.00-КТН-004-1-03 [78].
4 Основные положения (технологические регламенты) методов неразрушающего контроля
4.1 Визуальный и измерительный контроль
4.1.1 Требования настоящего раздела разработаны на основании положений РД 03-606-03 [55] и распространяются на визуальный и измерительный контроль сварных соединений (и их участков после ремонта) нефтепроводов и трубопроводов по п.п. 1.1.1 и 1.1.2.
4.1.2 Визуальный и измерительный контроль предназначен для:
проверки соответствия геометрических параметров сварных соединений требованиям нормативно-технической и проектной документации (НТД/ПТД);
- обнаружения поверхностных (выходящих на поверхность) и сквозных дефектов сварных соединений типа трещин, подрезов, несплавлений, незаваренных кратеров, прожогов, неметаллических включений, расслоений и т.п. и определения их расположения, размеров и ориентации по поверхности.
4.1.3 Визуальный и измерительный контроль должен выполняться до проведения неразрушающего контроля сварного соединения физическими методами.
4.1.4 Визуальный и измерительный контроль сварного соединения следует выполнять без нарушения целостности контролируемого соединения.
4.1.5 Визуальный и измерительный контроль сварных соединений и зон ремонта, выполненного с применением сварки и подлежащих термической обработке, следует производить как до, так и после указанной обработки.
4.1.6 Недопустимые дефекты, выявленные при визуальном и измерительном контроле и не требующие применения сварки для их устранения, должны быть устранены до выполнения последующей операции, предусмотренной технологической картой.
4.1.7 Контролируемая зона сварного соединения, должна включать сварной шов, а также примыкающие к нему участки основного металла, которые в обе стороны от шва должны быть не менее:
- 20 мм, но не менее толщины стенки свариваемых деталей, при НК при сооружении, реконструкции и капитальном ремонте трубопроводов;
- не менее 4-х толщин стенок свариваемых деталей при НК в процессе выборочного ремонта и ДДК трубопроводов, находящихся в эксплуатации, режиме консервации или состоянии безопасного содержания.
4.1.8 Требования к приборам и инструментам для визуального и измерительного контроля.
4.1.8.1 Перечень приборов, инструментов, оборудования и материалов, применяемых для выполнения визуального и измерительного контроля, должен отвечать требованиям РД-05.00-45.21.30-КТН-010-1-04 [72].
4.1.8.2 Визуальный контроль сварных соединений проводят невооруженным глазом и с применением оптических приборов (луп, эндоскопов, зеркал, и др.). Увеличение лупы должно быть 4 - 7 кратным.
4.1.8.3 Для измерения параметров сварных соединений и поверхностных дефектов следует применять исправные, поверенные и/или откалиброванные инструменты и приборы:
• лупы измерительные;
• угольники поверочные 90° лекальные;
• штангенциркули и штангенрейсмасы;
• шаблоны, в том числе универсальные, типа УШС и др.
4.1.8.4 Для измерения больших линейных размеров элементов или отклонений от формы и расположения поверхностей элементов следует применять штриховые меры длины (стальные измерительные линейки, рулетки).
4.1.8.5 Погрешность измерений линейных размеров не должна превышать величин, указанных в Табл. 16, если в ПТД не предусмотрены более жесткие требования.
|
Диапазон измеряемой величины, мм |
Погрешность измерений, мм |
|
До 0,5 включительно |
0,1 |
|
Свыше 0,5 до 1,0 включительно |
0,2 |
|
Свыше 1,0 до 1,5 включительно |
0,3 |
|
Свыше 1,5 до 2,5 включительно |
0,4 |
|
Свыше 2,5 до 4,0 включительно |
0,5 |
|
Свыше 4,0 до 6,0 включительно |
0,6 |
|
Свыше 6,0 до 10,0 включительно |
0,8 |
|
Свыше 10,0 |
1,0 |
4.1.8.6 Измерительные приборы и инструменты должны периодически, а также после ремонта проходить поверку и/или калибровку в метрологических службах в сроки, установленные эксплуатационной документацией на соответствующие приборы, инструменты и действующей нормативно-технической документацией.
4.1.9 Условия выполнения визуального и измерительного контроля.
4.1.9.1 Визуальный и измерительный контроль при монтаже и ремонте трубопроводов, выполняют непосредственно на месте монтажа (ремонта). При этом должно быть обеспечено удобство подхода лиц, выполняющих контроль, к месту производства работ по контролю и созданы условия для безопасного производства работ.
4.1.9.2 Освещенность контролируемых поверхностей должна быть достаточной для выполнения работ и составлять не менее 500 Лк.
4.1.9.3 Перед проведением визуального и измерительного контроля поверхность объекта в зоне контроля подлежит зачистке до чистого металла от изоляции, продуктов коррозии, окалины, грязи, краски, масла, шлака, брызг расплавленного металла, и других загрязнений, препятствующих проведению контроля.
Зона зачистки должна включать в себя поверхность свариваемых деталей и быть не менее величин, указанных в п. 4.1.7.
4.1.9.4 Шероховатость поверхности зон, примыкающих к сварному шву, должна составлять не более Ra 12,5 (Rz 80), что обеспечивается зачисткой поверхностей свариваемых изделий и сварных швов перед контролем шаберами, напильниками, шлифмашинками с круглыми металлическими щетками. Допускается применять другие виды обработки поверхности, обеспечивающие шероховатость, не ниже требуемой настоящим разделом (например - пескоструйная обработка).
Примечание. Если следующие после ВИК операции требуют более высокой степени очистки, следует выполнять очистку поверхности в соответствии с этими требованиями.
4.1.10 Порядок выполнения визуального и измерительного контроля сварных соединений.
4.1.10.1 Визуальный и измерительный контроль проводят в соответствии с операционной технологической картой контроля (Приложение А).
4.1.10.2 Перед началом контроля специалист, осуществляющий контроль, должен:
• получить задание на контроль с указанием типа и номера сварного соединения и его расположения на контролируемом объекте, параметров соединения и его элементов;
• ознакомиться с технологической инструкцией и операционной технологической картой, конструкцией и особенностями технологии выполнения сварных соединений в части способа сварки, а также документацией, в которой указаны допущенные отклонения от установленной технологии (если таковые предусмотрены ПТД).
4.1.10.3 В выполненном сварном соединении визуально следует контролировать:
• наличие маркировки шва и правильность ее выполнения;
• наличие клейма сварщика (бригады сварщиков);
• отсутствие (наличие) поверхностных трещин всех видов и направлений;
• отсутствие (наличие) на поверхности сварных соединений следующих дефектов: пор, включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, незаваренных кратеров; грубой чешуйчатости, прижогов металла в местах касания сварочной дугой поверхности основного металла;
• наличие зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий контроль неразрушающими методами.
4.1.11 Измерительный контроль сварного соединения, осуществляется для:
• измерения чешуйчатости сварного шва;
• измерения глубины межваликовой канавки («западания»);
• определения размеров поверхностных дефектов (поры, включения и др.), выявленных при визуальном контроле;
• измерения величины смещения кромок, свариваемых элементов;
• определения протяженности выходящих на поверхность непроваров и несплавлений;
• измерения глубины и протяженности подрезов;
• проверки геометрических параметров формы сварного шва;
• размеров катетов сварных угловых сварных соединений.
Измеряемые параметры сварных швов стыковых соединений приведены на Рис. 5 (а, б), а угловых сварных соединений - на Рис. 5 (в, г).
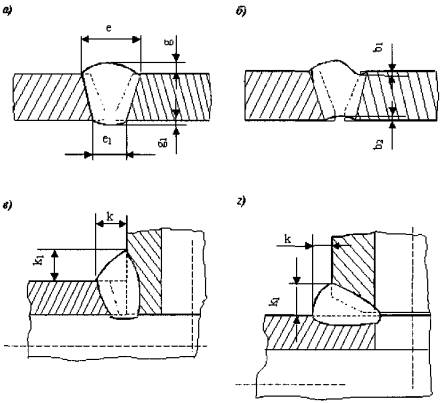
Рисунок 5
Размеры сварного шва, подлежащие измерениям при ВИК:
а) размеры стыкового сварного шва: e, e1
- ширина шва; g, g1 - высота
усиления шва;
б) размеры дефектов сварного шва: b1 - глубина подреза; b2 - глубина вогнутости
(«утяжины»);
в), г) размеры углового сварного соединения: k, k1
- размеры катетов углового сварного шва
4.1.12 Высота и ширина сварного шва должна определяться не реже, чем через один метр по длине соединения, но не менее, чем в 3-х сечениях, равномерно расположенных по длине шва. При этом измерения выполняют, в первую очередь, на участках шва, вызывающих сомнение по результатам визуального контроля.
4.1.13 Измерение глубины западаний между валиками при условии, что высоты валиков отличаются друг от друга, должно выполняться относительно валика, имеющего меньшую высоту. Аналогично следует определять и глубину чешуйчатости (по меньшей высоте двух соседних чешуек).
4.1.14 Высота усиления и величина вогнутости стыкового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от уровня расположения наружной свариваемой поверхности. В том случае, когда уровни поверхности деталей отличаются друг от друга, измерения следует проводить относительно уровня свариваемой поверхности, расположенной выше уровня другой свариваемой поверхности.
4.1.15 Общие требования к выполнению измерительного контроля сварных швов приведены в Табл. 17.
|
Контролируемый параметр |
Средства измерений |
Примечания |
|
Высота шва |
Штангенциркуль или шаблон |
В местах наибольшей и наименьшей высоты шва, но не менее чем в 3 точках по длине шва |
|
Ширина шва |
То же |
В местах наибольшей и наименьшей ширины шва, но не менее чем в 3 точках по длине шва |
|
Выпуклость (вогнутость) шва |
То же |
Измерения в 3 местах, выделенных по результатам визуального контроля |
|
Глубина подреза |
То же |
Измерению подлежит каждый подрез |
|
Величина смещения кромок |
То же |
Измерение в местах, вызывающих сомнение по результатам визуального контроля, но не менее, чем в 3 точках по длине шва |
|
Катет углового шва |
То же |
То же |
|
Чешуйчатость шва |
То же |
То же |
|
Глубина западаний между валиками |
То же |
То же |
|
Размеры (диаметр, длина, ширина) одиночных несплошностей |
Лупа измерительная |
Измерению подлежит каждая несплошность |
4.1.16 Размеры катетов угловых сварных соединений должны быть оговорены в конструкторской документации на это соединение или узел, частью которого оно является. Там же должны быть оговорены контрольные точки, в которых необходимо выполнять измерения.
4.1.17 Определение высоты, выпуклости и вогнутости углового шва выполняется только в тех случаях, когда это специально оговорено требованиями технической (конструкторской) документации. Выпуклость (вогнутость) углового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении.
4.1.18 При ремонте дефектных участков в основном металле и сварных соединениях изделий визуально необходимо контролировать:
• ширину зоны зачистки околошовной зоны;
• отсутствие (наличие) дефектов (трещин, пор, включений, свищей, прожогов, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости, прижогов металла) на поверхности ремонтируемого участка и в околошовной зоне.
4.1.19 Обнаруженные в результате контроля недопустимые дефекты необходимо отметить на поверхности проконтролированного участка водонесмываемыми маркерами.
4.1.20 Результаты контроля фиксируют в Журнале НК (см. Приложение Ж) и оформляют в виде заключений установленной формы (см. п.п. 3.5.1, 3.5.2 и Приложение И). К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
4.2 Капиллярный контроль
4.2.1 Требования настоящего раздела разработаны на основании положений ГОСТ 18442-80* [8] и распространяются на капиллярный контроль сварных соединений (и их участков после ремонта) нефтепроводов и трубопроводов по п.п. 1.1.1 и 1.1.2.
4.2.2 Капиллярный метод контроля предназначен для обнаружения поверхностных (выходящих на поверхность) и сквозных дефектов типа трещин, подрезов, несплавлений, незаваренных кратеров, прожогов, неметаллических включений, расслоений и т.п. и определения их расположения, протяженности и ориентации по поверхности.
4.2.3 Капиллярным методом в соответствии с настоящим РД выявляют дефекты с раскрытием, равным 0,001 мм и более, что соответствует классу чувствительности по ГОСТ 18442-80* [8] (п. 4.7.1, Табл. 4) не хуже II-го.
Примечание. Выявление неглубоких дефектов с раскрытием более 0,5 мм не гарантируется.
4.2.4 Разрешение на проведение капиллярного контроля выдается специалистом, выполняющим визуальный и измерительный контроль, который делает соответствующую отметку в Заключении.
4.2.5 Условия проведения капиллярного контроля.
4.2.5.1 Контролируемая зона сварного соединения, должна включать сварной шов, а также примыкающие к нему участки основного металла, которые в обе стороны от шва должны быть не менее:
• 20 мм, но не менее толщины стенки свариваемых деталей при НК при сооружении, реконструкции и капитальном ремонте трубопроводов;
• не менее 4-х толщин стенок свариваемых деталей при НК в процессе выборочного ремонта и ДДК трубопроводов, находящихся в эксплуатации, режиме консервации или состоянии безопасного содержания.
4.2.5.2 К контролируемой поверхности должен быть обеспечен доступ, необходимый для нанесения индикаторного пенетранта, его удаления, нанесения проявителя и визуального осмотра индикаторного следа.
4.2.5.3 Шероховатость контролируемой поверхности должна быть не более Ra 6,3 (Rz 40) при условии отсутствия при контроле окрашенного фона.
4.2.5.4 На контролируемой поверхности не должно быть следов масел, пыли и других загрязнений.
4.2.5.5 Температура контролируемого объекта и индикаторного пенетранта должна быть в пределах, указанных в технической документации на данный дефектоскопический материал и объект контроля.
4.2.6 Средства капиллярного контроля.
4.2.6.1 Перечень материалов и инструментов, применяемых при проведении капиллярного контроля, должен соответствовать требованиям РД-05.00-45.21.30-КТН-010-1-04 [72].
4.2.6.2 Дефектоскопические материалы по данным сопроводительной документации должны обеспечивать выполнение требований п. 4.2.3.
4.2.6.3 Дефектоскопические материалы используются в виде наборов, включающих:
• индикаторный пенетрант;
• очиститель объекта контроля от пенетранта;
• проявитель индикаторного следа дефекта.
Для контроля сварных соединений рекомендуется применять готовые дефектоскопические наборы в аэрозольных упаковках, обеспечивающие требования п. 4.2.3.
4.2.6.4 Допускается применение индикаторных пенетрантов следующих типов:
• цветные пенетранты, содержащие краситель с характерным цветовым фоном (обычно красным);
• люминесцентные пенетранты с примесями, люминесцирующими под воздействием ультрафиолетового излучения.
4.2.6.5 Для осмотра объектов контроля и поиска индикаторного рисунка несплошностей рекомендуется применять лупы 2х и более кратного увеличения.
4.2.6.6 Для изучения индикаторного следа несплошности, его формы и размеров можно использовать лупы или оптические приборы с 20-кратным и более увеличением.
4.2.6.7 При необходимости подогрева контролируемой поверхности применяются промышленный фен или другие нагревательные устройства.
4.2.6.8 Перед каждым проведением контроля в обязательном порядке дефектоскопические материалы подвергают проверке. Проверка пригодности и проверка чувствительности дефектоскопических материалов проводится на стандартных образцах предприятия (СОП).
4.2.6.9 СОП должны иметь дефекты типа трещин с раскрытиями, соответствующими требуемой чувствительности.
4.2.6.10 Для проверки чувствительности используются два СОП:
• один - рабочий, предназначенный для проверки капиллярных наборов на пригодность,
• другой - для контрольной проверки материалов в случае неудовлетворительных результатов, полученных на рабочем образце.
Дефектоскопический набор отбраковывается, если он показывает неудовлетворительный результат на рабочем и на контрольном образце.
4.2.6.11 СОП должны быть аттестованы. Аттестация СОП должна проводиться не реже 1 раза в 3 года.
4.2.6.12 Каждый СОП должен быть промаркирован и иметь паспорт.
4.2.6.13 Паспорт СОП должен содержать:
• фотографию образца с выявленными несплошностями;
• размеры несплошностей (ширина раскрытия, глубина, длина);
• заключение об уровне чувствительности;
• сведения о наборе дефектоскопических материалов, с помощью которых производился контроль;
• результаты переаттестации;
• условия хранения.
4.2.7 Подготовка к проведению капиллярного контроля.
4.2.7.1 Перед началом контроля специалист, осуществляющий контроль, должен:
• выполнить требования п. 4.1.10.2;
• ознакомиться с результатами предшествующего контроля в соответствии с результатами ВИК;
• убедиться в отсутствии недопустимых наружных дефектов.
4.2.7.2 Перед проведением капиллярного контроля необходимо:
• проверить дефектоскопические материалы на их пригодность.
• подготовить рабочее место для проведения контроля.
• подготовить поверхности контролируемого объекта к контролю.
4.2.7.3 Проверка дефектоскопических материалов на их пригодность проводится в соответствии с п. 4.2.6.8.
4.2.7.4 Подготовка рабочего места для проведения контроля заключается в обеспечении доступа к контролируемому объекту, включая установку подмостков, установку переносных осветительных приборов и устройств подогрева воздуха, монтаж укрытий (при необходимости).
4.2.7.5 Подготовка поверхности контролируемого объекта производится путем последовательного выполнения следующих операций:
• зачистка поверхности контролируемого объекта от следов коррозии, загрязнений и др. путем механической обработки, обеспечивающей шероховатость (чистоту) контролируемой поверхности согласно п. 4.2.5. Зачистку следует производить механическим способом с применением машин шлифовальных с металлическими щетками, напильников, шаберов и т.п.;
Примечание. Если следующие после ПВК операции требуют более высокой степени очистки, следует выполнять очистку поверхности в соответствии с этими требованиями.
• очистка полостей дефектов и обезжиривания бензином Б-70 (ацетоном) с целью удаления следов масел, смазок и других загрязнений, с последующей протиркой чистой сухой безворсовой х/б тканью;
• при контроле в условиях низких температур от минус 40°C до плюс 8°C контролируемую поверхность следует обезжирить бензином (ацетоном), затем осушить спиртом;
• при появлении отпотевания поверхность необходимо осушить сухой безворсовой х/б тканью или теплым воздухом.
• при необходимости контролируемая поверхность просушивается с помощью промышленного фена или другими безогневыми нагревательными приборами;
• подогрев поверхности до температуры в пределах от плюс 10 до плюс 40°C безогневым способом.
4.2.8 Проведение капиллярного контроля.
4.2.8.1 Капиллярный контроль проводят в соответствии с операционной технологической картой контроля (Приложение Б).
4.2.8.2 Промежуток времени между окончанием подготовки поверхности к контролю и нанесением индикаторного пенетранта не должен превышать 30 минут. В течение этого времени должна быть исключена возможность конденсации атмосферной влаги на контролируемой поверхности, а также попадание на нее различных загрязнений.
4.2.8.3 Нанесение индикаторного пенетранта на контролируемую поверхность производится при помощи аэрозольного баллона, Время контакта пенетранта с поверхностью объекта зависит от используемого пенетранта и регламентируется технической документацией на пенетрант. Не допускается высыхание индикаторного пенетранта на поверхности.
4.2.8.4 Контроль сварного шва следует проводить последовательно, по участкам, длина которых в зависимости от диаметра изделия составляет:
• до 700 мм - для изделий с диаметром не более 1020 мм;
• до 1000 мм - для изделий диаметром 1020 мм и выше.
4.2.8.5 При контроле по участкам, их длина и площадь устанавливаются так, чтобы не допускать высыхания индикаторного пенетранта. Площадь контролируемого участка не должна превышать 0,6 - 0,8 м2.
4.2.8.6 Удаление индикаторного пенетранта производится с помощью соответствующего очистителя.
4.2.8.7 Интенсивность удаления пенетранта и время контакта очистителя с поверхностью должны быть минимальными, чтобы исключить вымывание пенетранта из несплошностей.
4.2.8.8 Общее время удаления пенетранта с поверхности и до нанесения проявителя устанавливается требованиями сопроводительной документации на используемый набор.
4.2.8.9 Полнота удаления индикаторного пенетранта определяется визуально до полного отсутствия окрашенного фона - при протирке поверхности белой сухой безворсовой х/б тканью, на ней должны отсутствовать окрашенные следы пенетранта.
4.2.8.10 Жидкий проявитель наносится тонким равномерным слоем с помощью аэрозольного баллона сразу после очистки контролируемой поверхности от пенетранта.
4.2.8.11 По одному и тому же месту контролируемого участка струя проявителя должна проходить только один раз, обеспечивая постоянную толщину наносимого слоя. Не допускаются проблески непокрытого металла, подтеки и наплывы проявителя.
4.2.8.12 Сушку проявителя следует проводить за счет естественного испарения или обдувом подогретым воздухом с температурой 60 ± 10°C (если иное не предусмотрено требованиями сопроводительной документации на контроль).
4.2.8.13 При контроле в условиях низких температур для сушки дополнительно могут быть применены отражательные электронагревательные приборы.
4.2.8.14 В процессе проведения контроля необходимо поддерживать температуру поверхности контролируемого соединения в пределах +10 ... +40°С.
4.2.9 Осмотр контролируемой поверхности.
4.2.9.1 Осмотр контролируемой поверхности проводится 2 раза: сразу после высыхания проявителя и через 20 минут после первого осмотра. Осмотр производится визуально или с применением лупы и вспомогательных устройств.
4.2.9.2 Обнаружение дефекта проводится визуально при естественном или искусственном освещении по яркому цветному индикаторному следу, образующемся на белом фоне проявителя.
4.2.9.3 Освещенность контролируемых поверхностей должна составлять (соотношение ширины следа к ширине раскрытия дефекта 10:1):
|
Ультрафиолетовая облученность при использовании люминесцентных методов (Л, ЛЦ, ФЛ, ФЛЦ) |
Освещенность, Лк, при использовании цветных и яркостных методов (Ц, Я, ФЦ) для ламп |
||||
|
люминесцентных |
накаливания |
||||
|
отн. ед |
мкВт/см2 |
комбинированная |
общая |
комбинированная |
общая |
|
75±25 |
750±250 |
750 |
300 |
500 |
200 |
4.2.10 По результатам осмотра производят идентификацию выявленных дефектов контролируемого объекта.
4.2.10.1 Индикаторные следы при наличии дефектов на контролируемой поверхности подразделяются на две группы:
• протяженные - индикаторные следы с отношением его максимальной длины к максимальной ширине более 3 (трещины, подрезы, резкие западания металла шва, близко расположенные поры и др.);
• округлые - индикаторный след с отношением его максимальной длины к максимальной ширине не превышает 3 (поры, шлаковые включения и др.).
4.2.10.2 Нарушения сплошности, расстояния между краями которых меньше протяженности наименьшего из них, оцениваются как один дефект.
4.2.10.3 Идентификация дефектов при капиллярном контроле может проводиться как по индикаторным следам, так и по фактическим характеристикам выявленных несплошностей после удаления проявителя в зоне зафиксированных индикаторных следов.
Примечания:
1 При капиллярном контроле существует вероятность возникновения ложных индикаторных следов, которые могут быть ошибочно идентифицированы как дефекты. Причинами их возникновения могут служить, например:
• незначительные повреждения поверхности объекта - дефекты с размерами менее нормируемых (риски, заусенцы, особенно смятые), скопления (цепочки) забоин, следы коррозии;
• изменения микрорельефа и формы контролируемой поверхности, обусловленные особенностями их конструкции или технологией изготовления, наплывы в сварных швах, уступы при величине западаний между смежными валиками > 1 мм, следы протяжек и др.;
• загрязнения поверхности - следы покрытий, окрашенные волокна ворсистой ветоши; следы высохшей проникающей жидкости при плохой промывке поверхности от пенетранта, следы от соприкосновения с обезжиренной поверхностью пальцев рук или загрязненных перчаток.
2 При выявлении мест с ложными следами, индикаторный след удаляют и проводят визуальный осмотр поверхности с применением лупы.
3 В сомнительных случаях следует провести контроль повторно. Если, при индикаторный след отсутствует или меняет форму и местоположение, то такую индикацию следует считать случайной (ложной) и при оценке качества не учитывать
4.2.10.4 Обнаруженные в результате контроля недопустимые дефекты необходимо отметить на поверхности проконтролированного участка водонесмываемыми маркерами.
4.2.11 Результаты контроля фиксируют в Журнале НК (см. Приложение Ж) и оформляют в виде заключений установленной формы (см. п.п. 3.5.1, 3.5.2 и Приложение К). К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
4.3 Магнитопорошковый контроль
4.3.1 Требования настоящего раздела разработаны на основании положений ГОСТ 21105-87 [9] и распространяются на магнитопорошковый контроль сварных соединений (и их участков после ремонта) нефтепроводов и трубопроводов по п.п. 1.1.1 и 1.1.2.
4.3.2 Магнитопорошковый метод контроля предназначен для обнаружения поверхностных (выходящих на поверхность) и подповерхностных дефектов типа трещин, подрезов, несплавлений, незаваренных кратеров, прожогов, неметаллических включений, расслоений и т.п.
4.3.3 Магнитопорошковый контроль проводят дополнительно к другим методам НК для получения дополнительной информации о наличии, количестве и размерах поверхностных и подповерхностных дефектов, а также в тех случаях, когда осутствует возможность обеспечить небходимую чистоту поверхности контролируемого изделия (шероховатость до Rz 20 ... 40 мкм), что не позволяет применить другие методы НК (например, ПВК).
4.3.4 Магнитопорошковый методом в соответствии с требованиями настоящего РД выявляют дефекты с раскрытием не менее 0,01 мм, протяженностью не менее 0,5 мм, что соответствует условному уровню чувствительности «Б» по ГОСТ 21105-87 [9] (п. 1.5, Таблица 1).
4.3.5 Разрешение на проведение магнитопорошкового контроля выдается специалистом, выполняющим визуальный и измерительный контроль, который делает соответствующую отметку в Заключении.
4.3.6 Контролируемая зона сварного соединения, должна включать сварной шов, а также примыкающие к нему участки основного металла, которые в обе стороны от шва должны быть не менее:
- 20 мм, но не менее толщины стенки свариваемых деталей при НК при сооружении, реконструкции и капитальном ремонте трубопроводов;
- не менее 4-х толщин стенок свариваемых деталей при НК в процессе выборочного ремонта и ДДК трубопроводов, находящихся в эксплуатации, режиме консервации или состоянии безопасного содержания.
4.3.7 Условия выявления дефектов магнитопорошковым методом:
• наличие доступа к контролируемой поверхности, необходимого для подвода намагничивающих устройств, нанесения индикаторной среды (магнитной суспензии, сухого порошка) и визуального осмотра зоны контроля;
• шероховатость контролируемой поверхности должна быть не более Rz 60 мкм.
4.3.8 Магнитопорошковый контроль сварных соединений в соответствии с требованиями настоящего РД проводят способом приложенного поля (СПП) вид намагничивания -продольное (полюсное).
4.3.9 Средства магнитопорошкового контроля.
4.3.9.1 Перечень оборудования, материалов и инструментов для проведения магнитопорошкового контроля должен отвечать требованиям РД-05.00-45.21.30-КТН-010-1-04 [72].
4.3.9.2 Для контроля применяют:
• переносные, универсальные и специализированные дефектоскопы полюсного намагничивания, обеспечивающие выявление дефектов в соответствии с требованиями п. 4.3.4.
• электромагниты и соленоиды с источниками питания и управления;
• гибкие силовые кабели для установки на поверхности контролируемой детали;
• устройства нанесения индикатора намагниченности (магнитного порошка, суспензии);
• приборы измерения напряженности магнитного поля, значения намагниченности, концентрации магнитной суспензии;
• источники освещенности контролируемой поверхности;
• фотоэлектрический люксметр общего назначения для контроля освещенности и облученности;
• стандартные образцы предприятия (СОП);
• оптические средства (лупы, измерительные лупы);
• размагничивающие устройства;
• измеритель намагниченности.
4.3.9.3 Измерительные приборы и средства контроля, применяемые при магнитопорошковом контроле подлежат поверке (калибровке) в установленном порядке.
4.3.9.4 При работе с магнитными дефектоскопами с питанием от сети недопустимы колебания напряжения питания более ±5 %.
4.3.9.5 Для проверки дефектоскопов и дефектоскопических материалов используют стандартные образцы предприятия (СОП).
4.3.9.6 СОП в соответствии с требованиями ГОСТ 21105-87 [9] должны быть изготовлены из стали по своим магнитным характеристикам близкой к стали контролируемого изделия, или из магнитомягкой стали (например, Ст10, Ст20).
4.3.9.7 Допускается использование СОП с естественными дефектами.
4.3.9.8 СОП должны быть аттестованы. Аттестация СОП должна проводиться не реже 1 раза в 3 года.
4.3.9.9 Каждый СОП должен быть промаркирован и иметь паспорт.
4.3.9.10 Паспорт СОП должен содержать:
• фотографию образца с выявленными несплошностями;
• сведения о материале, из которого изготовлен образец;
• размеры несплошностей (ширина раскрытия, глубина, длина);
• заключение об уровне чувствительности;
• режим намагничивания;
• результаты переаттестации;
• условия хранения.
4.3.9.11 Допускается использовать в качестве контрольного образца иные образцы, аттестованные в установленном порядке на заданный уровень чувствительности, и пригодные для проверки чувствительности контроля, работоспособности дефектоскопа и качества магнитного порошка.
4.3.10 Требования к дефектоскопическим материалам.
4.3.10.1 В качестве индикаторов несплошностей основного металла и сварных соединений контролируемого изделия используются черные и цветные магнитные или магнитолюминесцентные порошки или суспензии на основе этих порошков.
4.3.10.2 Зернистость магнитных порошков (индикаторов):
• для суспензии - не более 0,05 мм (50 мкм);
• для сухого порошка - не более 0,15 мм (150 мкм).
4.3.10.3 Черные порошки предназначены для контроля (индикации дефектов) изделий со светлой поверхностью.
4.3.10.4 Цветные порошки предпочтительно использовать для контроля изделий с блестящей или темной поверхностью.
4.3.10.5 Каждая партия материалов, используемых для магнитопорошковой дефектоскопии должна быть проконтролирована на:
• наличие на каждой пачке, коробке, емкости этикеток или сертификатов;
• целостность упаковки;
• срок годности этих материалов;
• возможность обеспечения чувствительности контроля в соответствии с требованиями п. 4.3.4. Проверку следует проводить на аттестованных контрольных образцах.
4.3.11 Подготовка к проведению контроля.
4.3.11.1 Перед началом контроля специалист, осуществляющий контроль, должен:
• выполнить требования п. 4.1.10.2;
• ознакомиться с результатами предшествующего контроля;
• убедиться в отсутствии недопустимых наружных дефектов.
4.3.11.2 Предварительная подготовка и зачистка зоны контроля осуществляется в соответствии с п. 4.3.7.
При подготовке с контролируемой поверхности необходимо удалить продукты коррозии, остатки окалины, масляные загрязнения, а при необходимости - следы изоляционного покрытия или лакокрасочных покрытий.
4.3.11.3 Подготовка поверхности контролируемого объекта осуществляется зачисткой от следов коррозии, загрязнений и др. путем механической обработки.
4.3.11.4 При необходимости контролируемая поверхность просушивается с помощью промышленного фена или другими безогневыми нагревательными приборами.
4.3.11.5 Непосредственно перед контролем поверхность протирают сухой безворсовой х/б тканью.
4.3.11.6 После подготовки поверхности необходимо провести разметку поверхности контролируемого изделия (сварного шва) на участки длиной не более 500 мм каждый с учетом перекрытия зон контроля, разметку выполняют водонесмываемыми маркерами.
4.3.11.7 Для дальнейшей подготовки контролируемой поверхности под магнитопорошковый контроль применяются следующие материалы:
• моющие средства, растворители (бензин, керосин, ацетон и т.п.), спирт;
• волосяные щётки, кисти, мелкая наждачная бумага, скребки, напильники, х/б безворсовая ветошь;
• белая контрастная краска.
4.3.11.8 Подготовка рабочего места для проведения контроля заключается в обеспечении доступа к контролируемому объекту, включая установку подмостков, монтаж электросилового оборудования, установку переносных осветительных приборов и устройств подогрева воздуха, монтаж укрытий (при необходимости).
4.3.12 Проведение магнитопорошкового контроля.
4.3.12.1 Магнитопорошковый контроль проводят в соответствии с операционной технологической картой контроля (Приложение В).
4.3.12.2 Перед проведением контроля следует:
• выполнить проверку дефектоскопических материалов в соответствии с требованиями п. 4.3.10.5;
• проверить работоспособность аппаратуры и чувствительность контроля с помощью контрольного образца и измерителя магнитного поля.
4.3.12.3 При проведении контроля следует выполнить следующие операции:
• включить дефектоскоп;
• включить устройство для перемешивания магнитной суспензии;
• установить магниты (электромагниты) дефектоскопа на контролируемую поверхность;
• при использовании электромагнитов установить по индикатору дефектоскопа расчетную величину намагничивающего тока или поля;
• намагнитить контролируемый объект;
(Время намагничивания не ограничивается и определяется вязкостью суспензии. Комбинированное намагничивание в один прием выполняется с помощью 4-х полюсного электромагнита);
• обработать контролируемую поверхность магнитной суспензией.
4.3.12.4 Для выявления различно ориентированных дефектов каждое контролируемое соединение или его участок следует намагничивать в двух взаимно перпендикулярных направлениях.
4.3.12.5 Для исключения пропуска несплошностей при контроле объекта по участкам, каждый последующий участок должен перекрывать предыдущий на ширину не менее 30 мм.
4.3.12.6 Магнитную суспензию наносят на поверхность путем полива или аэрозольным способом.
4.3.12.7 Сухой магнитный порошок наносят на контролируемую поверхность при помощи различных распылителей или способом воздушной взвеси.
Способ воздушной взвеси применяют при выявлении подповерхностных дефектов, а также дефектов под слоем немагнитного покрытия толщиной от 100 до 200 мкм.
4.3.13 Осмотр контролируемой поверхности.
4.3.13.1 Осмотр контролируемой поверхности и регистрацию индикаторных рисунков выявляемых дефектов проводят визуально. Осмотр можно проводить во время обработки изделия суспензией.
4.3.13.2 При визуальном осмотре могут быть использованы различные оптические устройства (лупы, микроскопы, эндоскопы).
Выбираемое увеличение оптического устройства зависит от шероховатости поверхности детали, типа обнаруживаемых дефектов, условий контроля и т.п.
4.3.13.3 Освещенность контролируемой поверхности при использовании магнитных порошков естественной окраски, а также цветных магнитных порошков должна быть не менее 1000 лк. При этом следует применять комбинированное освещение (общее и местное).
4.3.13.4 При использовании люминисцентных магнитных порошков осмотр контролируемой поверхности следует проводить при ультрафиолетовом облучении источником с длиной волны 315 - 400 нм. При этом УФ-облученность контролируемой поверхности должна быть не менее 2000 мкВт/см2 (200 отн. Ед. по ГОСТ 18442-80* [8].
4.3.13.5 Обнаружение дефекта проводится по четкому индикаторному следу валика осевшего магнитного порошка над несплошностью.
4.3.14 По результатам осмотра проводится идентификация выявленных дефектов. Индикаторные следы при наличии дефектов на контролируемой поверхности подразделяются на две группы:
• линейные (протяженные) - индикаторные следы с отношением его максимальной длины к максимальной ширине более 3 (трещины, подрезы, резкие западания металла шва, близко расположенные поры и др.);
• округлые - индикаторный след с отношением его максимальной длины к максимальной ширине не более 3 (поры, шлаковые включения и др.)
4.3.15 Нарушения сплошности, расстояния между краями которых меньше протяженности наименьшего из них, оцениваются как один дефект.
Примечания:
1 При магнитопорошковом контроле существует вероятность возникновения ложных индикаторных следов, которые могут быть ошибочно идентифицированы как фактические дефекты. Причинами их возникновения могут быть, например:
• незначительные повреждения поверхности объекта - дефекты с размерами менее нормируемых (риски, заусенцы, особенно смятые), скопления (цепочки) забоин, следы коррозии;
• изменения микрорельефа и формы контролируемой поверхности, обусловленные особенностями их конструкции или технологией изготовления, наплывы в сварных швах, уступы при величине западаний между смежными валиками > 1 мм, следы протяжек, поверхность шва, граница между швом и основным металлом в околошовной зоне и др.
• загрязнения поверхности.
2 При выявлении мест с ложными следами, следует провести контроль повторно. Если, при этом валик порошка отсутствует или меняет форму и месторасположение, то такое осаждение следует считать случайным (ложным) и при оценке качества не учитывать
3 Перед повторным испытанием сомнительных мест, следует дополнительно очистить контролируемую поверхность и размагнитить контролируемый объект.
4.3.16 Оценка качества сварного шва и основного металла проводится в соответствии с требованиями, установленными разделом 3.
4.3.17 Обнаруженные в результате контроля недопустимые дефекты необходимо отметить на поверхности проконтролированного участка водонесмываемыми маркерами.
4.3.18 Результаты контроля фиксируют в Журнале НК (см. Приложение Ж) и оформляют в виде заключений установленной формы (см. п.п. 3.5.1, 3.5.2 и Приложение Л). К заключению должна быть приложена схема проконтролированного соединения с указанием на ней координат выявленных дефектов и протяженности дефектных участков.
4.3.19 После окончания контроля контролируемый объект следует размагнитить.
4.4 Радиографический контроль
АЛЛ Требования настоящего раздела разработаны на основании положений ГОСТ 7512-82* [10] и распространяются на радиографический контроль сварных соединений (и их участков после ремонта сваркой) нефтепроводов и трубопроводов по п.п. 1.1.1 и 1.1.2.
4.4.2 Радиографическому контролю в соответствии с требованиями настоящего РД могут быть подвергнуты сварные соединения трубопроводов наружным диаметром до 1220 мм включительно и с номинальной толщиной стенки до 50 мм включительно.
4.4.3 Радиографический контроль проводится для выявления внутренних и выходящих на поверхность дефектов, таких как: газовые поры, шлаковые включения, непровары, несплавления, трещины, подрезы и др.
4.4.4 Разрешение на проведение радиографического контроля выдается специалистом, выполняющим визуальный и измерительный контроль, который делает соответствующую отметку в Заключении.
4.4.5 Требования к средствам радиографического контроля.
4.4.5.1 При радиографическом контроле следует использовать оборудование, материалы и приспособления в соответствии с требованиями РД-05.00-45.21.30-КТН-010-1-04 [72].
4.4.5.2 Энергия источников гамма-излучения, анодное напряжение на рентгеновской трубке выбираются в зависимости от толщины металла просвечиваемых изделий и типа применяемой рентгенографической пленки таким образом, чтобы была обеспечена требуемая чувствительность контроля и радиационная безопасность обслуживающего персонала.
4.4.5.3 Области применения радиографического метода контроля с использованием рентгеновских аппаратов непрерывного и импульсного действия и закрытых радиоактивных источников излучения представлены в Табл. 18.
|
Радиационная толщина просвечиваемой стали, мм |
Напряжение на рентгеновской трубке (U), кВ, не более |
Закрытые радиоактивные источники излучения |
|
1-3 |
100 |
Tm170, Se75, Ir192 |
|
3-6 |
120 |
|
|
6-12 |
150 |
|
|
12-20 |
200 |
|
|
20-23 |
250 |
Ir192, Cs137, CO60 |
|
23-32 |
300 |
|
|
32-40 |
400 |
|
|
40-130 |
1000 |
4.4.5.4 При радиографическом контроле сварных соединений допускается применять радиографические мелкозернистые технические плёнки чувствительностью не свыше 25 1/рентген (обратных рентген) при условии, что чувствительность получаемых снимков отвечает требованиям п. 4.4.6 и нормативно-технической документации на контролируемый объект.
Примечание. Вместо радиографической пленки допускается применение других детекторов (приемников) радиационного излучения, например «фосфорных пластин», при условии соблюдения требований данного пункта к чувствительности контроля.
4.4.5.5 Для сокращения времени экспозиции радиографические плёнки можно применять с металлическими усиливающими экранами. Коэффициент усиления металлических усиливающих экранов принимают равным 2 при просвечивании изотопами и равным 2,7 - при использовании рентгеновского излучения.
4.4.5.6 При использовании металлических усиливающих экранов необходим хороший контакт между пленкой и экранами. Это может быть достигнуто применением рентгеновской пленки в вакуумной упаковке или посредством хорошего прижима в рулоне или в отдельной упаковке. Во всех случаях предпочтение следует отдавать рентгенографическим пленкам в светозащитной упаковке в комбинации с усиливающими металлическими экранами.
4.4.5.7 Для защиты плёнки от рассеянного излучения рекомендуется со стороны, противоположной от источника излучения, экранировать кассету с плёнкой (или рулонную плёнку в светозащитной упаковке) свинцовыми экранами толщиной от 1 до 3 мм.
4.4.6 Чувствительность радиографического контроля.
4.4.6.1 Чувствительность радиографического контроля должна соответствовать:
• для нефтепроводов и их участков категорий В, I, а также нефтепроводов поз. 7, 13, 14 и сварных соединений поз. 18 Табл. 1 II-ому классу чувствительности по ГОСТ 7512-82* [10] и не превышать значений, приведенных в Табл. 19.
|
Радиационная толщина (в месте установки эталона чувствительности), мм |
До 5 |
Свыше 5 до 9 вкл. |
Свыше 9 до 12 вкл. |
Свыше 12 до 20 вкл. |
Свыше 20 до 30 вкл. |
Свыше 30 до 40 вкл. |
Свыше 40 до 50 вкл. |
Свыше 50 до 70 вкл |
Свыше 70 до 100 вкл |
Свыше 100 до 120 вкл |
|
Требуемая чувствительность, мм |
0,10 |
0,20 |
0,30 |
0,40 |
0,50 |
0,60 |
0,75 |
1,00 |
1,25 |
1,50 |
• для нефтепроводов и их участков категорий II, III и IV, а также трубопроводов поз. 16 Табл. 1 III-ему классу чувствительности по ГОСТ 7512-82* [10] и не превышать значений, приведенных в Табл. 20.
|
Радиационная толщина (в месте установки эталона чувствительности), мм |
До 5 |
Свыше 5 до 9 вкл. |
Свыше 9 до 12 вкл. |
Свыше 12 до 20 вкл. |
Свыше 20 до 30 вкл. |
Свыше 30 до 40 вкл. |
Свыше 40 до 50 вкл. |
Свыше 50 до 70 вкл |
Свыше 70 до 100 вкл |
Свыше 100 до 120 вкл |
|
Требуемая чувствительность, мм |
0,20 |
0,30 |
0,40 |
0,50 |
0,60 |
0,75 |
1,00 |
1,25 |
1,50 |
2,00 |
4.4.6.2 Величина оптической плотности согласно ГОСТ 7512-82* [10] в зоне сварного соединения (на сварном шве) должна быть не менее 1,5 единиц оптической плотности (в дальнейшем е.о.п.). Верхний предел оптической плотности при использовании технических мелкозернистых радиографических пленок может превышать 4 е.о.п. и ограничен лишь устройствами для просмотра снимков.
4.4.7 Для определения чувствительности радиационного контроля следует использовать проволочные, канавочные или пластинчатые эталоны чувствительности по ГОСТ 7512-82* [10].
4.4.8 Чувствительность контроля K определяют (KI в мм или KII в %) по изображению на снимке канавочного, проволочного или пластинчатого эталона по формулам:
а) при использовании канавочных или пластинчатых эталонов чувствительности:
KI = hmin, (2)
или
![]() (3)
(3)
б) при использовании проволочных эталонов чувствительности:
KI = hmin, (4)
или
![]() (5)
(5)
где: S - толщина контролируемого металла в месте установки эталона, мм;
S' - радиационная толщина просвечиваемого металла в месте установки эталона, т.е. толщина контролируемого металла плюс толщина эталона (S' =S + h);
hmin - глубина наименьшей видимой на снимке канавки канавочного эталона (толщина пластинчатого эталона, когда на снимке выявляется отверстие диаметром, равном удвоенной толщине этого эталона), мм;
h - толщина эталона чувствительности, мм;
dmin - диаметр наименьшей видимой на снимке проволоки проволочного эталона, мм.
Чувствительность контроля (чувствительность снимков) при просвечивании «на эллипс» за одну или две экспозиции определяют по отношению к удвоенной толщине стенки трубы:
а) при использовании канавочных или пластинчатых эталонов чувствительности:
KI = hmin, (6)
или
![]() (7)
(7)
б) при использовании проволочных эталонов чувствительности:
KI = dmin, (8)
или
![]() (9)
(9)
Примечание. При просвечивании «на эллипс» с использованием канавочных эталонов чувствительность снимков может считаться достаточной, если видна следующая меньшая по величине канавка по сравнению с той, которая соответствует допускаемой глубине дефектов.
4.4.9 Для маркировки радиограмм (номер стыка, номер пленки, клейма сварщиков и др.) при радиографическом контроле необходимо использовать маркировочные знаки в виде цифр и букв русского или латинского алфавита, а также дополнительные знаки в виде стрелок, тире и т.п.
Маркировочные знаки должны быть изготовлены из материала (например, из свинца), обеспечивающего получение их четких изображений на радиографических снимках.
Рекомендуемыми размерами знаков при контроле сварных соединений трубопроводов, являются размеры знаков из наборов №№ 1, 2, 3 и 5, 6, 7. Допускается применение других наборов.
4.4.10 Для удобства нахождения дефектных участков шва целесообразно использовать мерительные пояса со знаками, обеспечивающими разметку контролируемого соединения. Знаки должны быть изготовлены из материала (например, из свинца), обеспечивающего получение их четких изображений на радиографических снимках.
4.4.11 Схемы просвечивания сварных соединений.
4.4.11.1 Основные схемы просвечивания стыковых и угловых сварных соединений нефтепроводов, технологических и вспомогательных трубопроводов приведены на Рис. 6 -Рис. 12.
Примечание.
На Рис. 6 - Рис. 12 использованы следующие обозначения:
Ии и Ис - источники излучения, расположенные соответственно изнутри и снаружи контролируемой сварной трубной конструкции;
Пс и Пи - пленки, расположенные соответственно снаружи и изнутри контролируемой сварной трубной конструкции.
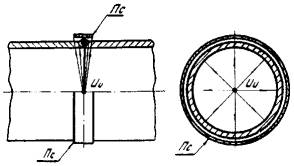
Рисунок 6
Схема панорамного просвечивания изнутри трубы за одну установку источника
излучения
4.4.11.2 Кольцевые швы трубопроводов, переходов и трубных узлов (приварки тройников, отводов) просвечивают по одной из четырех схем в зависимости от геометрических размеров труб, типа и активности применяемого источника излучения. Схемы просвечивания представлены на Рис. 6 - Рис. 9, а.
4.4.11.3 Кольцевые сварные швы свариваемых изделий, в которые возможен свободный доступ внутрь, контролируют за одну установку источника излучения по схеме, представленной на Рис. 6 (панорамное просвечивание).
4.4.11.4 При строительстве, реконструкции и капитальном ремонте линейную часть трубопроводов целесообразно контролировать по схеме (Рис. 6) с помощью самоходного внутритрубного устройства («кроулера»), технические характеристики которого выбираются исходя из следующих параметров: диаметра трубы; толщины стенки; чувствительности контроля; типа рентгенографической пленки; источника ионизирующего излучения; темпов сооружения линейной части и т.д.
4.4.11.5 Сварные соединения трубопроводов, к которым невозможен доступ изнутри трубы, контролируются по схеме, представленной на Рис. 7 (фронтальное просвечивание). Просвечивание таких швов осуществляется через две стенки трубы за три и более установок источника ионизирующего излучения.
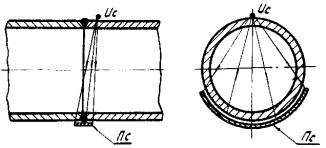
Рисунок 7
Схема фронтального просвечивания через две стенки за три установки источника
излучения
4.4.11.6 Основные параметры просвечивания по схеме, представленной на Рис. 7:
• источник излучения располагается непосредственно на трубе,
• угол между направлением излучения и плоскостью сварного шва не должен превышать 5°;
• фокусное расстояние F = D (D - наружный диаметр трубы);
• минимальное количество экспозиций равно 3. При каждой экспозиции источник излучения следует смещать на угол не более 120°.
4.4.11.7 За одну экспозицию "на эллипс" (Рис. 8) при использовании изотопа иридий-192, допускается просвечивать сварные соединения труб диаметром 57 мм с толщиной стенки 5 мм и менее и диаметром 60 мм с толщиной стенки 4 мм и менее.
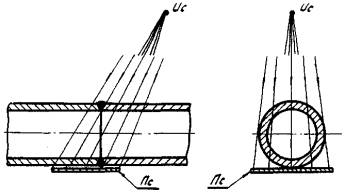
Рисунок 8
Схема фронтального просвечивания через две стенки за одну или две установки
источника излучения на плоскую кассету (схема просвечивания «на эллипс»)
4.4.11.8 За одну экспозицию "на эллипс" при использовании изотопа цезий-137, допускается просвечивать трубы диаметром 76 мм с толщиной стенки 4 мм и менее, а также трубы диаметром 57 и 60 мм.
4.4.11.9 3а две экспозиции "на эллипс" (Рис. 8) под углом 90° просвечивают сварные соединения труб диаметром от 57 до 108 мм включительно, а также сварные соединения труб диаметром 114 и 133 мм с толщиной стенки 6 мм и менее. При этом используют источники излучения, оговоренные в п. 4.4.5.3. Допускается просвечивание за две экспозиции производить на гибкую кассету, которая должна охватывать половину окружности сварного шва.
4.4.11.10 Трубы диаметром 114 и 133 мм с толщиной стенки более 6 мм необходимо просвечивать за три установки источника излучения по схеме, представленной на Рис. 7.
4.4.11.11 Просвечивание тройников и отводов малого диаметра (до 76 мм включительно) осуществляют в соответствии с требованиями п.п. 4.4.11.6 и 4.4.11.8.
4.4.11.12 При контроле "на эллипс" следует применять мелкозернистые высококонтрастные радиографические пленки в комбинации со свинцовыми усиливающими экранами.
4.4.11.13 Швы приварки врезок, отводов и т.п. к основной трубе просвечивают по одной из схем, представленных на Рис. 9, б - Рис. 12, в зависимости от диаметров свариваемых элементов, их соотношений, условий доступа к шву.
4.4.11.14 Просвечивание трубопроводов диаметром менее 57 мм с соотношением d/D < 0,8 (d и D - соответственно внутренний и наружный диаметры) следует производить по схеме Рис. 9. Если соотношение d/D ≥ 0,8, просвечивание осуществляется по схеме, представленной на Рис. 8, за одну установку "на эллипс".
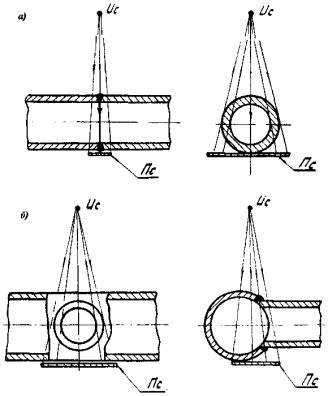
Рисунок
9
Схема фронтального просвечивания через две стенки за одну установку источника
излучения без его смещения относительно сварного шва:
а) для соединения труб; б) для соединений врезок
4.4.11.15 Просвечивание сварных швов врезок в трубопроводы менее 76 мм производится в соответствии с Рис. 9, б.
4.4.11.16 Просвечивание сварных швов врезок диаметром менее 76 мм осуществляют в соответствии со схемой, приведенной на Рис. 10, и требованиями п. 4.4.11.20.
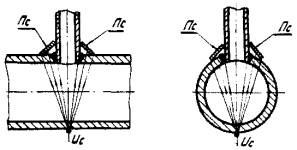
Рисунок 10
Схема фронтального просвечивания швов врезок малого диаметра за одну установку
источника излучения
4.4.11.17 При просвечивании по схемам, представленным на Рис. 9, разрешается использовать источники ионизирующего излучения, оговоренные в п. 4.4.5.3, а радиографические пленки следует применять в соответствии с п. 4.4.11.12. Фокусное расстояние должно быть не менее пяти диаметров трубопровода.
4.4.11.18 Просвечивание стыков врезок диаметром более 76 мм осуществляют в соответствии со схемой, приведенной на Рис. 11, и требованиями п. 4.4.11.20.
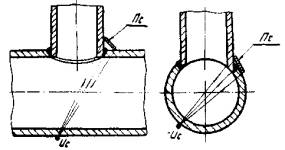
Рисунок 11
Схема фронтального просвечивания швов врезок большого диаметра за несколько
установок источника излучения
4.4.11.19 Фокусное расстояние при просвечивании по схеме Рис. 8 выбирают в зависимости от активности используемого источника излучения и требуемой чувствительности контроля.
4.4.11.20 Смещение источника излучения относительно плоскости сварного шва при контроле по схеме Рис. 8 составляет (0,35 - 0,5)F при просвечивании за одну экспозицию и ~2F - при просвечивании за две экспозиции (F- фокусное расстояние).
4.4.11.21 При просвечивании по схемам, представленным на Рис. 12, фокусное расстояние должно быть не менее диаметра того патрубка, к внутренней поверхности которого прикладывается радиографическая пленка.
Примечание. При просвечивании швов врезок по схемам, представленным на Рис. 10 -Рис. 12, пленку укладывают отдельными небольшими отрезками, обеспечивающими ее (пленки) плотное прилегание к профилю шва врезки.
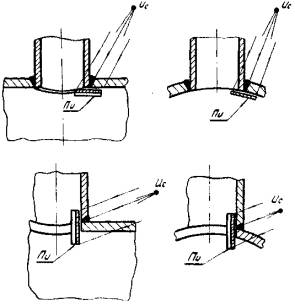
Рисунок 12
Схема просвечивания швов врезки снаружи трубы за несколько установок источника
излучения
4.4.12 Подготовка и проведение радиографического контроля.
4.4.12.1 Перед началом контроля специалист, осуществляющий контроль, должен:
• выполнить требования п. 4.1.10.1;
• ознакомиться с результатами предшествующего контроля;
• убедиться в отсутствии недопустимых наружных дефектов.
4.4.12.2 Как правило, специальной подготовки поверхности сварного соединения перед проведением радиографического контроля не требуется. Однако, в тех случаях, когда неровности поверхности сварного шва, брызги металла могут повредить радиографическую плёнку, эта поверхность должна быть зачищена.
4.4.12.3 Радиографический контроль проводят в соответствии с операционной технологической картой контроля (Приложение Г).
4.4.12.4 После устранения дефектов сварного шва, выявленных по результатам предшествующего контроля, производят разметку сварного соединения. Сварной шов размечают на отдельные участки, задают начало и направление нумерации в определенной последовательности для каждого снимка.
4.4.12.5 Разметку сварного соединения выполняют несмывающимся маркером (маркером по металлу), обеспечивающим сохранение маркировки до сдачи трубопровода под изоляцию. Если при контроле используется мерительный пояс со свинцовыми цифрами, то достаточно одной метки начала укладки и направления укладки пленки (рулонной) или кассет с пленкой.
4.4.12.6 Для привязки снимков к сварному соединению системой свинцовых маркировочных знаков, установленных на стыке (на участке сварного стыка), обозначают:
• номер стыка;
• направление укладки кассет;
• номер пленки;
• шифр (характеристика) объекта;
• шифр специалиста по НК;
• шифр (клеймо) сварщика или бригады сварщиков.
Примечание. Шифры объекта, специалиста по НК и сварщика должны быть присвоены приказом по организации, выполняющей соответствующие работы.
4.4.12.7 На контролируемых участках должны быть установлены эталоны чувствительности так, чтобы на каждом снимке было полное изображение эталона. При панорамном просвечивании кольцевых сварных соединений допускается устанавливать эталоны чувствительности по одному на каждую четверть окружности сварного соединения.
4.4.12.8 Для измерения глубины дефекта по его потемнению на радиографическом снимке методом визуального или инструментального сравнения с эталонными канавками или отверстиями используют канавочные эталоны чувствительности или имитаторы.
4.4.12.9 Форма имитаторов может быть произвольной, глубину и ширину (диаметр) канавок и отверстий следует выбирать по Табл. 21 (количество канавок и отверстий не ограничивается).
|
Толщина имитатора, h, мм |
Глубина канавок и отверстий hi, мм |
Предельные отклонения глубины, мм |
Ширина канавок (диаметр отверстий), мм |
|
h ≤ 2 |
0,1 ≤ hi ≤ 0,5 |
-0,05 |
1,0 ± 0,1 |
|
2 ≤ h ≤ 4 |
0,5 ≤ hi ≤ 2,7 |
-0,10 |
2,0 ± 0,1 |
С целью более точного распознавания дефектов (типа шлаковых включений) допускается заполнение отверстий имитаторов жидким стеклом.
4.4.12.10 Имитаторы должны иметь паспорта или сертификаты (на партию) со штампом предприятия-изготовителя, в которых обязательно указывается материал, из которого они изготовлены, их толщина, глубины всех канавок (отверстий) и их ширина (диаметр отверстий).
4.4.12.11 Проволочные эталоны чувствительности следует устанавливать непосредственно на сварной шов с направлением проволок поперек шва. Канавочные эталоны чувствительности и имитаторы устанавливают с направлением канавок поперек сварного шва на расстоянии от него не менее, чем 5 мм.
4.4.13 При просвечивании трубопроводов с расшифровкой только прилегающих к пленке (к кассетам) участков сварного соединения эталоны чувствительности помещают между контролируемым участком трубы и пленкой (кассетой с пленкой).
4.4.14 Суммарная разность толщин при фронтальном просвечивании разнотолщинных сварных соединений и наличии оборудования для просмотра снимков с плотностью потемнения не более 3,0 е.о.п. не должна превышать:
- 5,5 мм при напряжении на рентгеновской трубке 200 кВ;
- 7,0 мм при напряжении на рентгеновской трубке 260 кВ;
- 14,0 мм при напряжении на рентгеновской трубке 300 кВ;
- 15,0 мм при напряжении на рентгеновской трубке 400 кВ;
- 16,0 мм при напряжении на рентгеновской трубке 600 кВ;
- 10,0 мм при использовании изотопа селен-75;
- 15,0 мм при использовании изотопа иридий-192;
- 17,0 мм при использовании изотопа цезий-137.
4.4.15 При наличии оборудования для просмотра снимков, имеющих потемнение более 3,0 е.о.п., суммарная разность толщин при фронтальном просвечивании разнотолщинных соединений не должна превышать:
- 7,5 мм при напряжении на рентгеновской трубке 200 кВ;
- 9,0 мм при напряжении на рентгеновской трубке 260 кВ;
- 17,0 мм при напряжении на рентгеновской трубке 300 кВ;
- 20,0 мм при напряжении на рентгеновской трубке 400 кВ;
- 21,0 мм при напряжении на рентгеновской трубке 600 кВ;
- 12,0 мм при использовании изотопа селен-75;
- 20,0 мм при использовании изотопа иридий-192;
- 22,0 мм при использовании изотопа цезий-137.
4.4.16 При определении чувствительности контроля расчет необходимо вести по той толщине стенки трубы, на которую установлены эталоны чувствительности.
4.4.17 При определении фактора экспозиции (времени просвечивания) следует пользоваться номограммами, которые позволяют по исходным данным: (толщина стенки трубы, диаметр трубы, схема просвечивания, фокусное расстояние, параметры источника излучения) определять ориентировочное время экспозиции. Корректировка времени экспозиции производится при пробном просвечивании.
Примечание. Номограммы поставляются производителями радиографических пленок.
4.4.18 Фотообработку радиографической пленки следует производить в соответствии с требованиями фирмы изготовителя этой пленки. При фотообработке пленок предпочтение следует отдавать автоматизированным проявочным процессам.
4.4.19 Расшифровка снимков.
4.4.19.1 Снимки, допущенные к расшифровке, должны удовлетворять следующим требованиям:
• длина каждого снимка должна обеспечивать перекрытие изображения смежных участков сварного соединения на величину не менее 20 мм, а его ширина - получение изображения сварного шва и прилегающих к нему околошовной зоны шириной не менее 20 мм с каждой стороны;
• на снимках не должно быть пятен, полос, царапин, загрязнений, следов электростатических разрядов и других повреждений эмульсионного слоя, затрудняющих их расшифровку;
• на снимках должны быть видны изображения сварного шва, эталонов чувствительности и маркировочных знаков, ограничительных меток, имитаторов и мерительных поясов;
• оптическая плотность самого светлого участка сварного шва должна быть не менее 1,5 е.о.п.;
• разность оптических плотностей изображения канавочного эталона чувствительности и основного металла в месте установки эталона должна быть не менее 0,5 е.о.п.
4.4.19.2 Расшифровка и оценка качества сварных соединений по снимкам, на которых отсутствуют изображения эталонов чувствительности, имитаторов (если они использовались) и маркировочных знаков, не допускается, если это специально не оговорено технической документацией.
4.4.19.3 Допускается вместо записи глубины дефектов (в миллиметрах или %) указать с помощью знаков ">", "=" или "<" величину дефекта по отношению к максимально допустимой для данного сварного соединения.
4.4.19.4 В заключениях по результатам радиографического контроля можно одной строкой записывать данные расшифровки по снимкам одинаковой чувствительности и не имеющим изображения дефектов. При расшифровке снимков размеры дефектов следует округлять в большую сторону до ближайших чисел, определяемых из ряда: 0,2; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,2; 1,5; 2,0; 2,5; 2,7; 3,0. При размерах дефектов более 3,0 мм округление производят с дискретностью 0,5 мм.
Примечание. При просвечивании «на эллипс» размеры дефектов участков сварного соединения, расположенного со стороны источника излучения, перед их округлением должны быть умножены на коэффициент
![]()
где f - расстояние от источника излучения до поверхности контролируемого участка сварного соединения;
S - толщина контролируемого участка сварного соединения;
D - диаметр трубы.
4.4.20 Результаты контроля фиксируют в Журнале НК (см. Приложение Ж) и оформляют в виде заключений установленной формы (см. п.п. 3.5.1, 3.5.2 и Приложение М). К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
4.4.21 Примеры записи дефектов при оформлении заключений:
Пример 1. На снимке обнаружены изображения пяти пор с диаметром 3 мм каждая, цепочки пор с длиной 30 мм и максимальными длиной и шириной пор в цепочке 5 и 3 мм, и шлакового включения с длиной 15 мм и шириной 2 мм.
Максимальная суммарная длина дефектов на участке снимка длиной 300 мм составляет 20 мм.
Запись в документации: Aa - 3 - 5; Ab - 30-5´3; Ba - 2 - 15; ∑20.
Пример 2. На снимке обнаружены изображения двух скоплений пор (длина каждого скопления 10 мм, максимальный диаметр пор 0,5 мм) и скопление шлаковых включений (длина скопления 8 мм, максимальная длина и ширина включений 2 и 1 мм). Максимальная суммарная длина дефектов на участке снимка длиной 300 мм составляет 18 мм.
Запись в документации: Ac - 0,5 - 10 - 2; Bc - 2´1-8; 218.
Пример 3. На снимке обнаружены изображения двух непроваров (один в корне шва, второй между валиками) длиной 15 мм каждый и трещины длиной 40 мм. Запись в документации: Da - 15; Db - 15; Ее - 40.
Пример 4. На снимке обнаружены изображения пяти пор с диаметром 4 мм каждая и непровара длиной 20 мм.
Максимальная суммарная длина пор на участке снимка длиной 300 мм составляет 12 мм.
Запись в документации: Aa - 4 - 5; Dc - 20.
Пример 5. На снимке видны изображения двух продольных трещин, длина которых 10 мм, а глубина 20 % толщины основного металла; непровара по кромке длиной 300 мм и глубиной 7 %; одного шлакового включения с максимальным размером 5 мм и глубиной 10 %; цепочки пор длиной 25 мм с диаметром поры 2 мм и глубиной 5 %.
При расшифровке этого снимка производят следующую запись:
Еа - 10 - 2 - 20 %;
Dc - 300 - 7 %;
Ва - 5 - 1 - 10 %;
Ас - 25 - 2 - 1 - 5 %.
Пример 6. На снимке видны изображения десяти одиночных сферических пор диаметром (глубиной) около 1 мм.
При расшифровке этого снимка производят следующую запись:
Аа - 1 - 10 < 10 %.
4.5 Ультразвуковой контроль
4.5.1 Требования настоящего раздела разработаны на основании положений ГОСТ 14782-86 [12] и распространяются на ультразвуковой контроль сварных соединений (и их участков после ремонта сваркой) нефтепроводов и трубопроводов по п.п. 1.1.1 и 1.1.2.
4.5.2 Ультразвуковому контролю в соответствии с требованиями настоящего РД могут быть подвергнуты сварные соединения трубопроводов наружным диаметром от 10 до 1220 мм включительно и с номинальной толщиной стенки от 2 до 40 мм включительно.
4.5.3 Ультразвуковой контроль проводится для выявления внутренних и выходящих на поверхность протяженных (ими могут быть: непровары, несплавления, трещины, подрезы, цепочки скопления пор и включений) и не протяженных (ими могут быть: одиночные газовые поры, шлаковые включения) дефектов.
4.5.4 Разрешение на проведение ультразвукового контроля выдается специалистом, выполняющим визуальный и измерительный контроль, который делает соответствующую отметку в Заключении.
4.5.5 Настоящий раздел регламентирует применение «ручного» оборудования для ультразвукового контроля (предпочтительно - дефектоскопов с регистрацией результатов контроля и привязкой мест расположения выявленных дефектов к контролируемому соединению).
4.5.6 Для применения механизированных и автоматизированных систем ультразвукового контроля сварных соединений трубопроводов, а также систем с фазированными решетками, следует разработать технологию контроля с использованием указанного оборудования, соответствующие технологические инструкции и операционные технологические карты.
4.5.7 Требования к аппаратуре и оборудованию.
4.5.7.1 При ультразвуковом контроле следует использовать оборудование, материалы и приспособления в соответствии с требованиями РД-05.00-45.21.30-КТН-010-1-04 [72].
4.5.7.2 Для проведения ультразвукового контроля необходимо наличие:
• импульсного ультразвукового дефектоскопа;
• контактных пьезоэлектрических преобразователей (ПЭП);
• стандартных образцов (СО) по ГОСТ 14782-86 [12] или комплекта контрольных образцов и вспомогательных устройств из набора КОУ-2;
• стандартных образцов предприятия (СОП);
• контактной смазки;
• средств и приспособлений для хранения, нанесения и транспортировки контактной смазки;
• инструмента и приспособлений для разметки контролируемого соединения и измерения характеристик выявленных дефектов;
• вспомогательных средств и инструментов, необходимых для отметки мест расположения выявленных дефектов, записи результатов контроля, очистки околошовной зоны сварного соединения и пр.
4.5.7.3 При выборе типа дефектоскопа предпочтение следует отдавать приборам, позволяющим определять координаты дефектов без применения внешних мерительных инструментов (линеек и др.).
4.5.7.4 Для контроля следует применять контактные наклонные совмещенные или раздельно-совмещенные (в т.ч. «хордового» типа) ПЭП, технические характеристики которых (рабочая частота, угол призмы, прочее) обеспечивают выявление дефектов, регламентируемых требованиями настоящего документа. В зависимости от диаметра и толщины стенок труб контролируемого соединения технические характеристики ПЭП определяют из Табл. 22.
|
Номинальный наружный диаметр трубы DH, мм |
Номинальная толщина стенки трубы S, мм |
Конструкция (тип) ПЭП |
Номинальная рабочая частота f, МГц |
Номинальный диаметр пьезопластины d, мм |
Угол ввода α, град. |
Стрела искателя k, мм, не более |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
≤ 325 |
2,0 < S ≤ 4,0 |
PC |
5,0 |
6,0 |
73±1 |
8 |
|
4,0 < S ≤ 6,0 |
С/PC |
5,0 |
6,0 |
72±2 |
8 |
|
|
6,0 < S ≤ 9,0 |
С/PC |
5,0 |
6,0 |
72±2 |
8 |
|
|
325 < D ≤ 1220 |
4,0 < S ≤ 6,0 |
С |
5,0 |
6,0 |
70±2 |
10 |
|
6,0 < S ≤ 8,0 |
С |
5,0 |
6,0 |
70±2 |
10 |
|
|
8,0 < S ≤ 12,0 |
С |
5,0 |
8,0 |
65±2 |
12 |
|
|
12,0 < S ≤ 15,0 |
С |
5,0 |
12,0 |
65±2 |
12 |
|
|
15,0 < S ≤ 20,0 |
С |
2,5 |
10,0 |
65±2 |
12 |
|
|
12,0 < S ≤ 26,0 |
С |
2,5 |
12,0 |
65±2 |
12 |
|
|
26,0 < S ≤ 40,0 |
С |
2,5 |
12,0 |
65(50)±2* |
15(12)* |
|
|
Примечания. 1 Конструкция ПЭП обозначена: «PC» - раздельно-совмещенный, наклонный; «С» - совмещенный, наклонный. 2 Для раздельно-совмещенных ПЭП «хордового» типа значения угла ввода и стрелы искателя не регламентируются и определяются конструкцией ПЭП. 3 При наличии пьезопреобразователей, стандартные значения рабочей частоты и углов ввода которых отличаются от указанных в таблице, следует выбирать преобразователи с ближайшими большими значениями. * Значение без скобок - при контроле нижней части шва прямым лучом, в скобках - верхней части шва однократно отраженным лучом. |
||||||
4.5.7.5 Кроме совмещенной и раздельно-совмещенной схем включения, применение которых оговорено требованиями столбца 3 Табл. 22, допускается использование раздельных схем включения ПЭП.
4.5.7.6 Для проверки технических параметров дефектоскопов и пьезопреобразователей, а также основных параметров контроля должны быть использованы стандартные образцы CO-2 и CO-3 по ГОСТ 14782-86 [12] или другие (например, образцы МИС V1 и V2). Стандартные образцы должны быть аттестованы. Отметка об аттестации должна быть сделана в паспорте на образец.
4.5.7.7 Для настройки дефектоскопа перед проведением контроля сварного соединения конкретного типа и оценки измеряемых характеристик дефектов следует применять стандартные образцы предприятия (СОП) с искусственными отражателями по ГОСТ 14782-86 [12]. Вид и размеры искусственных отражателей в зависимости от диаметра и толщины стенки труб контролируемого соединения определяют из Табл. 23.
|
Номинальный наружный диаметр трубы DH. мм |
Номинальная толщина стенки трубы S, мм |
Конструкция СОП |
Эквивалентная площадь отверстия с плоским дном, мм2 |
Ширина отражающей грани зарубки b, мм |
Высота отражающей грани зарубки h, мм |
Диаметр отверстия в СОП dЭ, мм |
|
≤ 325 |
2,0 ≤ S ≤ 4,0 |
Рис. 14 |
0,8 |
- |
- |
1,0 |
|
4,0 < S ≤ 6,0 |
1,1 |
2,0 |
0,8 |
1,2 |
||
|
6,0 < S ≤ 9,0 |
Рис. 14 или Рис. 13 |
1,7 |
2,0 |
1,0 |
1,5 |
|
|
325 < D ≤ 1220 |
4,0 < S ≤ 6,0 |
Рис. 13 |
0,8 |
2,0 |
0,8 |
- |
|
6,0 < S ≤ 8,0 |
Рис. 13 |
1,0 |
2,0 |
1,0 |
- |
|
|
8,0 < S ≤ 12,0 |
Рис. 13 |
1,5 |
2,0 |
1,5 |
- |
|
|
12,0 < S ≤ 15,0 |
Рис. 13 |
2,0 |
2,0 |
2,0 |
- |
|
|
15,0 < S ≤ 20,0 |
Рис. 13 |
2,5 |
2,5 |
2,0 |
- |
|
|
20,0 < S ≤ 26,0 |
Рис. 13 |
3,0 |
3,0 |
2,0 |
- |
|
|
26,0 < S ≤ 40,0 |
Рис. 13 |
3,75 |
3,0 |
2,5 |
- |
4.5.7.8 СОП должны быть изготовлены из труб того же типоразмера, что и трубы, сварные соединения которых подлежат контролю. Материал труб (марка стали, прочностной класс), из которых изготавливают СОП, должен быть идентичен материалу труб контролируемого соединения.
4.5.7.9 СОП должны быть аттестованы. Аттестация СОП должна проводиться не реже 1 раза в 3 года.
4.5.7.10 Каждый СОП должен быть промаркирован и иметь паспорт.
4.5.7.11 Паспорт СОП должен содержать:
• сведения о конструктивных параметрах образца и материале, из которого он изготовлен (см п. 4.5.7.8);
• вид и размеры искусственных отражателей;
• результаты переаттестации;
• условия хранения.
4.5.7.12 В качестве мерительного инструмента следует применять масштабные линейки, штангенциркули и другие инструменты, обеспечивающие измерение линейных размеров с точностью не ниже ±0,5 мм. Рекомендуется дополнительно применять специализированный мерительный инструмент: мерительные пояса, универсальные шаблоны сварщика и др.
4.5.7.13 В качестве контактной смазки в зависимости от температуры окружающего воздуха следует применять специальные контактные смазки, в том числе, специализированные пасты отечественного и зарубежного производства, обеспечивающие согласно паспортным данным надежный и стабильный акустический контакт в рабочем диапазоне температур окружающего воздуха при заданном уровне чувствительности контроля. Допускается так же применение следующих видов контактной смазки (см. Табл. 24):
|
№№ п/п |
Обозначение, ГОСТ контактных смазок |
Температура контролируемой поверхности, °C |
|
1 |
ЦИАТИМ-201 ГОСТ 6267 |
от -10 до +50 |
|
2 |
ЦИАТИМ-202 ГОСТ 11110 |
от -10 до +50 |
|
3 |
ЦИАТИМ-221 ГОСТ 9433 |
от -5 до +50 |
|
4 |
МС-70 ГОСТ 9762 |
от -10 до +50 |
|
5 |
Глицерин ГОСТ 6823 |
от +10 до +50 |
|
6 |
Масло трансформаторное ГОСТ 982 |
от -10 до +50 |
|
7 |
Масло веретенное ГОСТ 1642 |
от -10 до +50 |
|
8 |
Масло конденсаторное ГОСТ 5775 |
от -10 до +50 |
4.5.8 Подготовка к проведению контроля.
4.5.8.1 Перед началом контроля специалист, осуществляющий контроль, должен:
• выполнить требования п. 4.1.10.2;
• ознакомиться с результатами предшествующего контроля;
• убедиться в отсутствии недопустимых наружных дефектов.
4.5.8.2 Перед проведением контроля следует произвести подготовку сварного соединения к контролю:
• обеспечить доступ к сварному соединению для беспрепятственного сканирования околошовной зоны.
• очистить околошовную зону сварного соединения по обе стороны от шва и по всей его длине от изоляционного покрытия, пыли, грязи, окалины, застывших брызг металла, забоин и других неровностей;
• чистота обработки поверхности околошовной зоны должна быть не хуже Ra 6,3 (Rz 40);
• ширина подготавливаемой зоны с каждой стороны шва должна быть не менее (2,5S + 40) мм. Для труб в заводской изоляции допускается производить зачистку в пределах зоны, ограничиваемой кромкой трубы и краем слоя изоляции, если ширина этой зоны обеспечивает перемещение ПЭП в заданных пределах.
• произвести разметку контролируемого соединения.
4.5.9 Настройка аппаратуры.
4.5.9.1 Перед проведением настройки с учетом параметров контролируемого соединения следует выбрать пьезопреобразователь и стандартный образец предприятия, конструкция и технические характеристики которых соответствуют требованиям Табл. 22 и Табл. 23 соответственно.
4.5.9.2 Настройка аппаратуры предусматривает:
• настройку скорости развертки;
• настройку чувствительности;
• настройку системы автоматической сигнализации дефектов (АСД) и глубиномера;
• установку поискового уровня чувствительности.
Примечание. Настройку аппаратуры следует проводить при той же температуре окружающего воздуха, при которой будет проводиться контроль.
4.5.9.3 Настройку дефектоскопа производят по искусственным отражателям в СОП. При этом настройку дефектоскопов с совмещенным пьезопреобразователем осуществляют с использованием СОП, конструкция которого приведена на Рис. 13, а дефектоскопа с раздельно-совмещенным ПЭП «хордового» типа - с использованием СОП, конструкция которого приведена на Рис. 14.
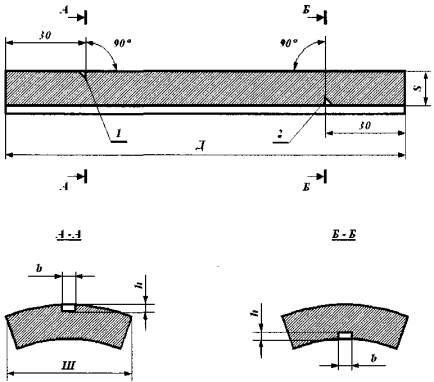
Рисунок 13
Стандартный образец предприятия с угловым отражателем (зарубкой) для настройки
ультразвукового дефектоскопа при работе с совмещенным пьезопреобразователем:
1, 2 - угловые отражатели; Д - длина образца (Д = 150 мм при
толщине образца S ≤ 26 мм и Д = 250 мм при толщине образца S >
26 мм); Ш - ширина образца (Ш = DH при внешнем диаметре трубы DH ≤ 50 мм и Ш = 50 мм при DH > 50 мм)
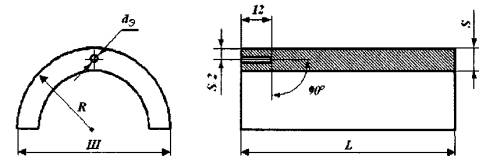
Рисунок 14
Стандартный образец предприятия с отверстием с плоским дном для настройки
ультразвукового дефектоскопа с раздельно-совмещенным (PC) пьезопреобразователем «хордового»
типа:
dЭ -
диаметр отверстия с плоским дном; S - толщина стенки; R - радиус СОП (выбирается равным радиусу контролируемого элемента
трубопровода); Ш - ширина образца (Ш = DH при внешнем диаметре трубы DH ≤ 50 мм; при Ш = 50 мм при DH > 50 мм); L ≥ 50
4.5.9.4 Настройку скорости развертки (см. Рис. 15) следует выполнить таким образом, чтобы сигналы от несплошностей, располагающихся на любом участке сварного соединения, находились в пределах экрана дефектоскопа.
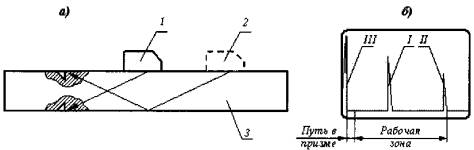
Рисунок 15
Настройка скорости развертки:
1 - положение ПЭП, в котором получают эхо-сигнал от нижнего углового
отражателя;
2 - положение ПЭП, в котором
получают эхо-сигнал от верхнего углового отражателя;
3- СОП;
I - эхо-сигнал от
нижнего углового отражателя в СОП;
II -
эхо-сигнал от верхнего углового отражателя в СОП;
III - зондирующий импульс
4.5.9.5 При настройке чувствительности устанавливают:
• браковочный уровень чувствительности, на котором проводится оценка допустимости обнаруженного дефекта по амплитуде эхо-сигнала от него. Для этого усиление дефектоскопа устанавливают таким образом, чтобы сигнал от искусственного отражателя в СОП имел заданную высоту на экране дефектоскопа;
• поисковый уровень чувствительности, на котором осуществляется поиск дефектов и проводится измерение условных размеров обнаруженных дефектов, а также оценка их допустимости по предельным значениям этих размеров. Поисковый уровень чувствительности должен превышать браковочный на 6 дБ.
4.5.9.6 Для проведения контроля сварных соединений трубопроводов, заполненных нефтью, настройку чувствительности следует производить на СОП, нижняя поверхность которых (соответствующая внутренней поверхности трубы) погружена в нефть. Возможна настройка чувствительности «без нефти» - с применением поправочных коэффициентов. Значения коэффициентов определяют при разработке технологических инструкций в процессе измерений, проводимых на «сухих» СОП и СОП, нижняя поверхность которых погружена в нефть.
4.5.9.7 Настройку зоны (строб-импульса) и чувствительности АСД дефектоскопа осуществляют таким образом, чтобы при появлении из контролируемой зоны эхо-сигналов, имеющих амплитуду, равную браковочному уровню или превышающую его, происходило срабатывание дополнительных индикаторов дефектоскопа (звукового и/или светового).
Настройку глубиномера производят в соответствии с инструкцией по эксплуатации применяемого дефектоскопа.
4.5.9.8 Операции и последовательность их выполнения при настройке дефектоскопа каждого конкретного типа должны быть изложены в технологической инструкции и операционной технологической карте. Описание операций по настройке разрабатывают на основании положений инструкции по эксплуатации этого прибора.
4.5.10 Проведение контроля.
4.5.10.1 Ультразвуковой контроль проводят в соответствии с операционной технологической картой контроля (Приложение Д).
4.5.10.2 Контроль сварных соединений осуществляют путем перемещения (сканирования) ПЭП (см. Рис. 16) по поверхности околошовной зоны сваренных элементов параллельно сварному шву с одновременным возвратно-поступательным движением в направлении, перпендикулярном ему. Перемещение ПЭП производят в зоне, ограниченной с одной стороны краем валика усиления, с другой - расстоянием Lmax. При этом, как правило, нижнюю часть шва контролируют прямым, а верхнюю - однократно отраженным лучом.
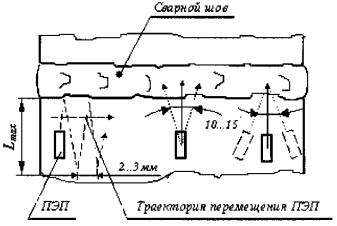
Рисунок 16
Схема перемещения (сканирования) совмещенного (С) ПЭП в околошовной зоне
сварного соединения:
Lmax - максимальное
расстояние от передней грани преобразователя до границы усиления шва (ширина
зоны сканирования)
При контроле сварного шва с использованием пьезопреобразователя «хордового» типа проводят только продольное сканирование вдоль шва (поперечное сканирование не проводят).
4.5.10.3 Сканирование осуществляют с обеих сторон усиления шва при контроле стыковых кольцевых сварных соединений. Возможность сканирования с обеих сторон шва других соединений (угловых, нахлесточных) определяется их конструкцией и должна быть отражена в технологической инструкции и операционной технологической карте.
4.5.10.4 Величина продольного (вдоль шва) шага сканирования не должна превышать, как правило, 2 - 3 мм. Ее конкретное значение должно быть указано в операционной технологической карте. В процессе сканирования необходимо обеспечивать постоянный акустический контакт рабочей поверхности преобразователя с поверхностью контролируемого соединения.
4.5.10.5 Скорость сканирования не должна превышать 100 мм/сек.
4.5.10.6 Основные схемы контроля («прозвучивания») сварных соединений различных типов с применением совмещенных ПЭП приведены на Рис. 17 - Рис. 19.
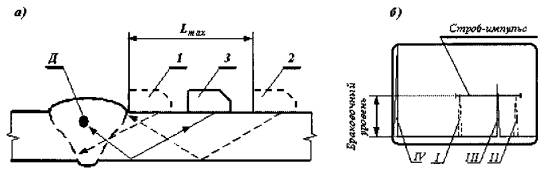
Рисунок 17
Схема контроля («прозвучивания») стыкового сварного соединения:
а) положения ПЭП и ход распространения ультразвука (по осям пучков) в сечении
контролируемого соединения;
б) изображение на экране дефектоскопа.
1, 2 - крайние положения ПЭП при прозвучивании шва соответственно прямым и
однократно отраженным лучом;
3 - положение ПЭП при получении сигнала от несплошности сварного шва;
Д - несплошность сварного шва;
I -
положение сигнала от нижнего углового отражателя (зарубки) в СОП;
II -
положение сигнала от верхней зарубки в СОП;
III -
сигнал от несплошности (дефекта) сварного шва;
IV -
зондирующий сигнал
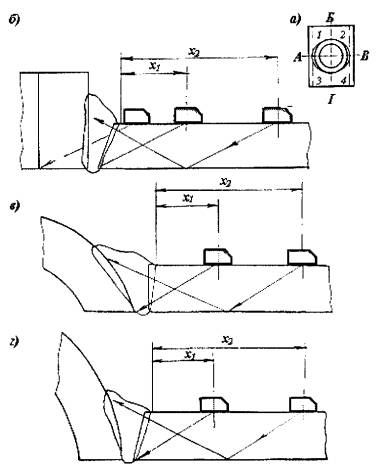
Рисунок 18
Схема контроля углового сварного соединения (сварные соединения врезок):
а) схема расположения секторов контроля углового сварного соединения;
б) контроль в секторах Б и Г;
в) контроль в секторах А и Б;
г) контроль в промежуточных секторах 1 - 4.
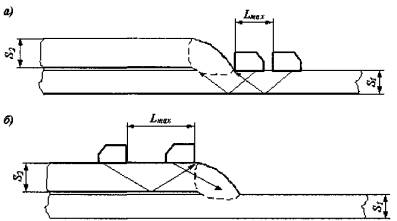
Рисунок 19
Схема контроля сварного шва нахлесточного соединения (швы приварки муфт и
усиливающих элементов к трубе):
а) контроль со стороны трубы; б) контроль со стороны привариваемого элемента
4.5.10.7 Признаком обнаружения дефекта служит появление на поисковом уровне чувствительности эхо-сигнала на экране дефектоскопа в зоне развертки, соответствующей контролируемому участку шва.
Примечание. Об особенностях обнаружения дефектов в стыковых кольцевых сварных соединениях, выполненных на подкладных кольцах см. Приложение Е.
4.5.10.8 При появлении признаков обнаружения дефекта следует зафиксировать преобразователь в положении, при котором амплитуда наблюдаемого сигнала максимальна, и определить координаты отражающей поверхности. В случае если результат определения координат свидетельствует о том, что обнаруженный отражатель располагается в контролируемом шве (т.е. является дефектом), необходимо произвести измерение его (дефекта) характеристик.
4.5.10.9 При обнаружении дефекта производят измерение следующих его характеристик (схемы измерения характеристик приведены на Рис. 20):
• амплитуду сигнала от дефекта;
• наибольшую глубину залегания дефекта в сечении шва (в случае применения совмещенного ПЭП);
• условную протяженность дефекта вдоль шва;
• условное расстояние между дефектами;
• суммарную условную протяженность дефектов на оценочном участке.
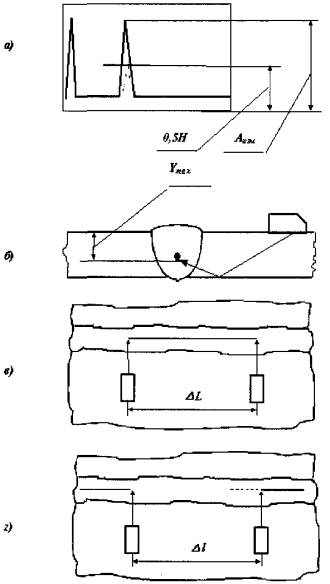
Рисунок 20
Схемы измерений характеристик дефектов.
а) измерение амплитуды эхо-сигнала (Аизм); б) определение наибольшей
глубины залегания (Ymax),
мм; в) измерение условной протяженности (∆L), мм; г) измерение условного
расстояния между дефектами (∆l), мм
4.5.10.10 Амплитуду эхо-сигнала от дефекта (Аизм) измеряют на браковочном уровне чувствительности как разницу показаний аттенюатора дефектоскопа при уменьшении амплитуды наблюдаемого сигнала до уровня, установленного при настройке браковочной чувствительности (см. п. 4.5.9.5).
Допускаются другие способы измерения амплитуды отраженного сигнала, определяемые конструктивными и эксплуатационными особенностями применяемого дефектоскопа. Операции по измерению амплитуды должны быть подробно описаны в операционной технологической карте.
4.5.10.11 Глубину залегания дефекта (Ymax) в мм определяют с помощью глубиномера дефектоскопа в соответствии с инструкцией по его эксплуатации.
4.5.10.12 Условную протяженность дефектов вдоль шва (∆L) в мм измеряют как расстояние между крайними положениями преобразователя, перемещаемого вдоль шва и ориентированного перпендикулярно к нему. При этом крайними положениями преобразователя считают те, при которых амплитуда эхо-сигнала от дефекта уменьшается до поискового уровня чувствительности.
4.5.10.13 Условное расстояние между дефектами (∆l) в мм измеряют на поисковом уровне чувствительности как расстояние между крайними положениями преобразователя, при которых была определена условная протяженность расположенных рядом дефектов.
4.5.10.14 Суммарную условную протяженность дефектов на оценочном участке (∑∆L) в мм определяют как сумму условных протяженностей дефектов, обнаруженных на этом участке.
4.5.11 Идентификация дефектов по результатам ультразвукового контроля.
4.5.11.1 Дефекты по результатам ультразвукового контроля относят к одному из следующих видов:
непротяженные (одиночные поры, компактные шлаковые включения);
протяженные (трещины, непровары, несплавления, удлиненные шлаковые включения и поры):
в корне шва - для которых Ymax ≥ 2/3S;
в сечении шва - для которых Ymax < 2/3S.
цепочки и скопления (цепочки и скопления пор и шлака).
4.5.11.2 К непротяженным относят дефекты, условная протяженность которых, в зависимости от толщины стенки контролируемого соединения, не превышает значений, указанных в Табл. 25.
|
Толщина стенки контролируемого соединения, мм |
Условная протяженность одиночного непротяженного дефекта, мм |
|
2,0 < S ≤ 3,0 |
3 |
|
3,0 < S ≤ 4,0 |
4 |
|
4,0 < S ≤ 6,0 |
5 |
|
6,0 < S ≤ 9,0 |
7 |
|
9,0 < S ≤ 12,0 |
10 |
|
12,0 < S ≤ 15,0 |
12 |
|
S > 15,0 |
15 |
4.5.11.3 К протяженным относят дефекты, условная протяженность которых превышает значения, указанные в Табл. 25.
4.5.11.4 Цепочкой или скоплением считают три и более дефекта, если при перемещении преобразователя вдоль или поперек шва, огибающие последовательностей эхо-сигналов от этих дефектов на поисковом уровне чувствительности пересекаются (не разделяются). В остальных случаях дефекты считают одиночными.
4.5.12 Оценку допустимости выявленных дефектов осуществляют в соответствии с п. 3.2.11.
4.5.13 Результаты контроля фиксируют в Журнале НК (см. Приложение Ж) и оформляют в виде заключений установленной формы (см. п.п. 3.5.1, 3.5.2 и Приложение Н). К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
4.5.14 При составлении заключений каждый дефект следует описывать отдельно.
4.5.15 При сокращенном описании дефектов обозначают:
• буквами - допустимость дефекта по амплитудному признаку:
Ад - при Аизм ≤ Аэтал;
Ан - при Аизм > Аэтал;
• буквами - вид дефекта:
SH - непротяженный;
LS - протяженный в сечении шва;
LB - протяженный в корне шва;
СС - цепочки и скопления.
• цифрами - координату начала дефекта (в мм) относительно точки начала сканирования;
• цифрами - наибольшую глубину залегания дефекта Ymax (в мм);
• цифрами - условную протяженность ∆L (в мм). Условную протяженность дефектов типа SH не указывают.
Обозначения отделяют друг от друга дефисом.
4.5.16 Примеры сокращенного описания дефектов:
Пример 1. SH-Ад-170-3 - непротяженный дефект, отстоящий на 170 мм от точки начала сканирования, глубина залегания в шве - 3 мм, допустим.
Пример 2. СС-Ан-568-4-20 - цепочка дефектов, отстоящая на 568 мм от точки начала сканирования, глубина залегания в шве - 4 мм, условная протяженность - 25 мм, недопустим по амплитуде эхо-сигнала.
Пример 3. LS-Ад-1030-4-90 - протяженный дефект в сечении шва, отстоящий на 1030 мм от точки начала сканирования, глубина залегания в шве - 4 мм, условная протяженность - 90 мм, недопустим по условной протяженности.
Пример 4. LB-Ан-2100-6-140 - протяженный дефект в корне шва, отстоящий на 2100 мм от точки начала сканирования, глубина залегания в шве - 6 мм, условная протяженность - 140 мм, недопустим по амплитуде эхо сигнала и условной протяженности.
5 Квалификационные и аттестационные требования
5.1 Требования к персоналу, осуществляющему неразрушающий контроль сварных соединений трубопроводов
5.1.1 К работам по неразрушающему контролю допускаются лица, прошедшие курс обучения (с учетом специфики контроля сварных соединений трубопроводов, швов приварки соединительных деталей трубопроводов и запорной арматуры) и успешно выдержавшие квалификационные испытания. Они должны быть аттестованы на I, II или III уровень квалификации по ПБ 03-440-02 [53] в части одного или более методов НК и иметь действующие удостоверения установленной формы.
5.1.2 Специалисты, непосредственно осуществляющие неразрушающий контроль, не должны иметь медицинских противопоказаний по состоянию здоровья.
5.1.3 Срок действия удостоверений I и II уровней - 3 года, III уровня - 5 лет с даты аттестации. После окончания первого срока действия квалификационное удостоверение может быть продлено на срок 3 года для специалистов I и II уровня и 5 лет для специалистов III уровня. Порядок продления срока действия удостоверения - в соответствии с требованиями раздела VII ПБ 03-440-02 [53]. По окончании второго срока действия удостоверений (6 лет для I и II уровней и 10 лет для III уровня со дня выдачи) специалист должен пройти повторную аттестацию, аналогичную первичной.
5.1.4 Правом выдачи заключений по результатам неразрушающего контроля обладают специалисты, имеющие уровень квалификации не ниже II-го по ПБ 03-440-02 [53].
5.1.5 К руководству лабораторией (группой) контроля качества допускаются специалисты, имеющие квалификацию не ниже II-го уровня по ПБ 03-440-02 [53] не менее, чем по двум методам контроля, одним из которых является ВИК, а другим - РК или УЗК. При этом их стаж работы в области НК должен быть не менее 3-х лет.
5.1.6 Специальные требования к персоналу, выполняющему радиографический контроль. К выполнению работ по радиационному контролю, получению, транспортировке, хранению и перезарядке гамма-дефектоскопов источниками ионизирующих излучений допускаются лица не моложе 18 лет, прошедшие специальный медицинский осмотр, инструктаж и сдавшие экзамен по радиационной безопасности в установленном порядке, а также прошедшие специальное обучение, с учетом специфики контроля сварных соединений трубопроводов, швов приварки соединительных деталей трубопроводов и запорной арматуры, прошедшие производственную стажировку не менее двух месяцев.
5.2 Требования к организации, осуществляющей неразрушающий контроль сварных соединений трубопроводов
5.2.1 Организация, выполняющая работы по неразрушающему контролю сварных соединений трубопроводов на объектах ОАО «АК «Транснефть», должна иметь:
- лабораторию неразрушающего контроля, аттестованную в соответствии с порядком, определенным разделом 11 ПБ 03-372-00 [52];
- оборудование, инструменты и материалы для проведения работ по неразрушающему контролю в соответствии с перечнем, определяемым требованиями РД-05.00-45.21.30-КТН-010-1-04 [72];
- специалистов, обученных и аттестованных (включая проверку знаний правил безопасности) в соответствии с требованиями подраздела 5.1;
- лицензию на проведение экспертизы промышленной безопасности опасных производственных объектов в области надзора за магистральными трубопроводами (для организаций, выполняющих работы на действующих трубопроводах), выданную специально уполномоченными в области промышленной безопасности федеральными органами исполнительной власти.
5.2.2 Применяемые лабораторией технологии неразрушающего контроля должны обеспечивать выявление и идентификацию дефектов в соответствии с критериями, установленными требованиями подразделов 3.2 - 3.4.
6 Требования безопасности при проведении НК
6.1 Общие положения
6.1.1 Для обеспечения безопасности при проведении работ по контролю качества сварных соединений при строительстве и ремонте магистральных нефтепроводов необходимо обеспечить выполнение требований следующих документов:
ППБ 01-03 [56]; ГОСТ 12.0.004-90 ССБТ [13]; ГОСТ 12.1.019-79 ССБТ [20]; ГОСТ 12.2.003-91 ССБТ [22]; ГОСТ 12.3.002-75 ССБТ [37]; ГОСТ 12.4.011-87 ССБТ [39]; СНиП 12-03-01 [48]; СНиП 12-04-02, Часть 2 [49]; «Правила техники безопасности при строительстве стальных магистральных трубопроводов» [57]; «Правила безопасности при эксплуатации магистральных нефтепроводов» [58]; «Правила пожарной безопасности в нефтяной промышленности» [61]; ПТЭ и ПТБ [59]; ПУЭ [60].
6.1.2 По всем операциям технологического процесса должны быть разработаны и утверждены инструкции по технике безопасности и пожарной безопасности.
6.1.3 Руководители соответствующих подразделений должны обеспечить выполнение организационных и технических мероприятий для создания безопасных условий труда, а также контролировать выполнение правил и инструкций по технике безопасности и пожарной безопасности.
6.1.4 Персонал, выполняющий работы, должен быть проинструктирован по правилам техники безопасности и пожарной безопасности в объёме возложенных на него обязанностей и обязан неукоснительно выполнять эти правила.
6.1.5 К эксплуатации и обслуживанию оборудования, приборов, средств контроля и измерений допускаются только лица, обученные и аттестованные в установленном порядке и имеющие право на выполнение работ по контролю сварных соединений.
6.2 Требования безопасности при проведении визуального и измерительного контроля
При проведении визуального и измерительного контроля следует соблюдать требования подраздела 6.1.
6.3 Требования безопасности при проведении неразрушающего контроля капиллярными методами
6.3.1 При размещении, хранении, транспортировании и использовании дефектоскопических и вспомогательных материалов, отходов производства и проконтролированных объектов следует соблюдать требования к защите от пожаров и взрывов по ГОСТ 12.1.004-91 [16] и ГОСТ 12.1.010-83 [19].
6.3.2 Расположение и организация рабочих мест, оснащение их приспособлениями, необходимыми для безопасного выполнения технологических операций, должны соответствовать требованиям безопасности к производственному оборудованию по ГОСТ 12.2.003-91 [22].
6.3.2.1 Требования безопасности к производственным процессам - по ГОСТ 12.3.002-75 ССБТ [37].
6.3.2.2 Требования безопасности по содержанию вредных веществ, температуре, влажности подвижности воздуха в рабочей зоне - по ГОСТ 12.1.005-88 ССБТ [17] и ГОСТ 12.1.007-76 ССБТ [18]; требования к вентиляционным системам - по ГОСТ 12.4.021-75 ССБТ [42].
6.3.2.3 Требования электробезопасности - по ГОСТ 12.2.007.0-75* ССБТ - ГОСТ 12.2.007.6-75 ССБТ [23] - [24], ГОСТ 12.2.007.8-75 ССБТ [25], ГОСТ 12.2.007.9-93 ССБТ [26], ГОСТ 12.2.007.10-87 ССБТ [27], ГОСТ 12.2.007.11-75 ССБТ [28], ГОСТ 12.2.007.12-88 ССБТ [29], ГОСТ 12.2.007.13-75 ССБТ [30], ГОСТ 12.2.007.14-75 ССБТ [31], ГОСТ 12.1.019-79 ССБТ [20], ПТЭ и ПТБ [59].
6.3.2.4 Требования к защите от зарядов статического электричества следует конкретизировать значениями зарядов, отводом зарядов в землю, методами и средствами защиты от повышенных уровней статической электризации и напряженности электростатического поля, наличием нейтрализаторов электрических зарядов, - наличием индивидуальных и коллективных антиэлектростатических средств защиты и методов оценки их эффективности.
6.3.2.5 Требования к защите от шума - по ГОСТ 12.1.003-83 ССБТ [15].
6.3.3 Отходы производства в виде отработанных дефектоскопических материалов подлежат утилизации, регенерации, удалению в установленные сборники или уничтожению (сжиганию для органических материалов).
6.3.4 Требования к применению средств коллективной и индивидуальной защиты работающих - по ГОСТ 12.4.011-87 ССБТ [39].
6.3.5 Требования к специальной одежде - по ГОСТ 12.4.016-87 ССБТ [40].
6.3.6 Требования к средствам защиты рук - по ГОСТ 12.4.020-82 ССБТ [41].
6.3.7 Требования к защите от ультрафиолетового излучения согласно «Гигиеническим требованиям к конструированию и эксплуатации установок с искусственными источниками УФ-излучения для люминесцентного контроля качества промышленных изделий», утвержденным Главным санэпидуправлением Минздрава СССР.
6.3.8 При выполнении осмотра контролируемой поверхности в ультрафиолетовом излучении следует применять защитные очки по ГОСТ 12.4.013-85 ССБТ со стеклами ЖС4 по ГОСТ 9411-81 [11] толщиной от 2 до 2,5 мм.
6.4 Требования безопасности при проведении неразрушающего контроля магнитопорошковым методом
6.4.1 Общие требования безопасности к проведению магнитопорошкового контроля - по ГОСТ 12.3.002-75 ССБТ [37].
6.4.2 Конструкция производственного оборудования должна соответствовать требованиям ГОСТ 12.2.049-80 ССБТ [34] и ГОСТ 12.2.003-91 ССБТ [22].
6.4.3 Расположение и организация рабочих мест на участке, оснащение их приспособлениями, необходимыми для безопасного выполнения технологических операций, должны соответствовать требованиям безопасности по ГОСТ 12.2.032-78 ССБТ [32], ГОСТ 12.2.033-78 ССБТ [33], ГОСТ 12.2.061-81 ССБТ [35] и ГОСТ 12.2.061-81 ССБТ [36].
6.4.4 Требования к содержанию вредных веществ, температуре, влажности, подвижности воздуха в рабочей зоне - по ГОСТ 12.1.005-88 ССБТ [17] и ГОСТ 12.1.007-76 ССБТ [18], требования к вентиляционным системам - по ГОСТ 12.4.021-75 ССБТ [42].
6.4.5 Требования электробезопасности - по ГОСТ 12.2.007.0-75* ССБТ [23], ГОСТ 12.1.019-79 ССБТ [20], ПТЭ и ПТБ [59].
6.4.6 Защитное заземление или зануление дефектоскопов - по ГОСТ 12.1.030-81 ССБТ [21].
6.4.7 При размещении, хранении, транспортировании и использовании дефектоскопических и вспомогательных материалов, отходов производства и объектов, прошедших контроль, следует соблюдать требования к защите от пожаров по ГОСТ 12.1.004-91 ССБТ [16].
6.4.8 Индивидуальные средства защиты должны соответствовать ТУ 17-08-249-86 и ГОСТ 12.4.068-79 ССБТ [44].
6.4.9 Требования к защите от вредного воздействия постоянных магнитных полей соответствуют «Предельно допустимым уровням воздействия постоянных магнитных полей при работе с магнитными устройствами и магнитными материалами» № 1742-77, утвержденным Минздравом СССР.
6.4.10 Органы управления магнитопорошковых дефектоскопов, создающих постоянные магнитные поля напряженностью более 80 А/см, должны быть вынесены за пределы зоны действия этих полей.
6.4.11 При контроле способом приложенного поля с циркулярным намагничиванием не допускается применять керосиновую или керосино-масляную суспензию.
6.4.12 Для приготовления суспензий не допускается использовать керосин температурной вспышки ниже 30°С.
6.4.13 Требования к защите от ультрафиолетового излучения соответствуют «Гигиеническим требованиям к конструированию и эксплуатации установок с искусственными источниками УФ-излучения для люминесцентного контроля качества промышленных изделий» № 1854, утвержденным Минздравом СССР.
6.4.14 При осмотре контролируемой поверхности в УФ-излучении, в случае отсутствия в аппарате встроенных устройств, обеспечивающих защиту глаз оператора от вредного воздействия УФ-лучей, следует применять защитные очки по ГОСТ 12.4.013-85 ССБТ со стеклами ЖС-4 по ГОСТ 9411-81 [11] толщиной не менее 2 мм.
6.4.15 Отходы производства в виде отработанных дефектоскопических материалов подлежат утилизации, регенерации, удалению в установленные сборники или уничтожению.
6.5 Требования безопасности при проведении неразрутающего контроля радиографическим методом
6.5.1 Основными видами опасности для персонала при радиографическом контроле являются воздействие на организм ионизирующего излучения и вредных газов, образующихся в воздухе под воздействием излучения, и поражение электрическим током.
6.5.2 Организации, выполняющие работы с использованием источников ионизирующего излучения должны иметь радиационно-гигиенический паспорт на работу с такими источниками и на их транспортировку.
6.5.3 В организациях, где проводятся работы с применением ионизирующего излучения, должен осуществляться систематический дозиметрический контроль, который обеспечивает соблюдение норм радиационной безопасности и получение информации о дозе облучения персонала.
6.5.4 Радиографический контроль и перезарядка радиоактивных источников должны проводиться только с использованием специально предназначенной для этих целей и находящейся в исправном состоянии аппаратуры, документация на изготовление и эксплуатацию которой должна быть согласована с федеральными органами исполнительной власти, специально уполномоченными в области промышленной безопасности.
6.5.5 Электрооборудование действующих стационарных и переносных установок для радиографического контроля должно соответствовать требованиям ГОСТ 12.2.007.0-75* [23] и ПУЭ [60].
6.5.6 При проведении радиографического контроля, хранении и перезарядке радиоактивных источников излучения должна быть обеспечена безопасность работ в соответствии с требованиями ОСПОРБ-99 [63] НРБ-99 [62], СП №4422-87 [64], СП 2.6.1.1284-03 [65], СП 2.6.1.1283-03 [66], СП 2.6.1.1281-03 [67] и ГОСТ 23764-79 [7]. Обслуживающий персонал должен быть обеспечен средствами персонального учета доз радиоактивного излучения (индивидуальными дозиметрами).
6.5.7 При эксплуатации подключенных к промышленной электросети стационарных и переносных установок для радиографического контроля должна быть обеспечена безопасность работ в соответствии с требованиями ПТЭ и ПТБ [59].
6.5.8 При транспортировании радиоактивных источников излучения должны соблюдаться требования СП 2.6.1.1281-03 [67].
6.5.9 Предприятия, выполняющие радиографический контроль сварных соединений, разрабатывают в соответствии с требованиями безопасности настоящего раздела документацию, определяющую правила и методы безопасной организации работ, объем и средства радиографического контроля с учетом местных условий производства и доводят их в установленном порядке до работающих.
6.6 Требования безопасности при проведении неразрушающего контроля ультразвуковыми методами
6.6.1 При проведении работ по ультразвуковому контролю продукции специалист по неразрушающему контролю должен руководствоваться ГОСТ 12.1.001-89 [14], ГОСТ 12.2.003-91 [22], ГОСТ 12.3.002-75 [37], требованиями ПТЭ и ПТБ [59].
6.6.2 При выполнении контроля должны соблюдаться требования «Санитарных норм и правил при работе с оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающих» № 2282-80, утвержденных Минздравом СССР, и требования безопасности, изложенные в технической документации на применяемую аппаратуру, утвержденной в установленном порядке.
6.6.3 Уровни шума, создаваемого на рабочем месте, не должны превышать допустимых по ГОСТ 12.1.003-83 [15].
6.6.4 При организации работ по контролю должны соблюдаться требования пожарной безопасности по ГОСТ 12.1.004-91 [16].
Приложение А
Типовая операционная технологическая карта визуального и измерительного контроля сварных соединений (пример заполнения)
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ |
ШИФР |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Всего листов |
2 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИИ |
ШИФР |
|||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
2 |
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
Всего листов |
2 |
|||||||||||||||||||||||||||
Приложение Б
Типовая операционная технологическая карта капиллярного контроля сварных соединений (пример заполнения)
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ |
ШИФР |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Всего листов |
1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Приложение В
Типовая операционная технологическая карта магнитопорошкового контроля сварных соединений (пример заполнения)
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАР ТА ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ |
ШИФР |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Всего листов |
1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Приложение Г
Типовая операционная технологическая карта радиографического контроля сварных соединений (пример заполнения)
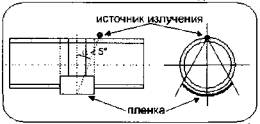
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАР ТА ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ |
ШИФР |
||||||||||||||||||||||
|
|
|||||||||||||||||||||||
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
2 |
||||||||||||||||
|
|
|
|
|
|
|
Всего листов |
3 |
||||||||||||||||
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАР ТА ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ |
ШИФР |
||||||||||||||||||||||
|
|
|||||||||||||||||||||||
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
3 |
||||||||||||||||
|
|
|
|
|
|
|
Всего листов |
3 |
||||||||||||||||
Приложение Д
Типовая операционная технологическая карта ультразвукового контроля сварных соединений (пример заполнения)
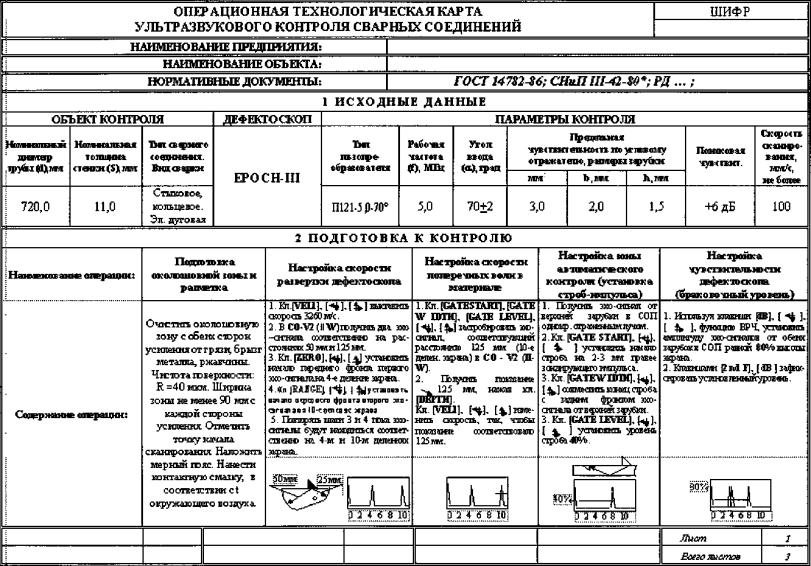
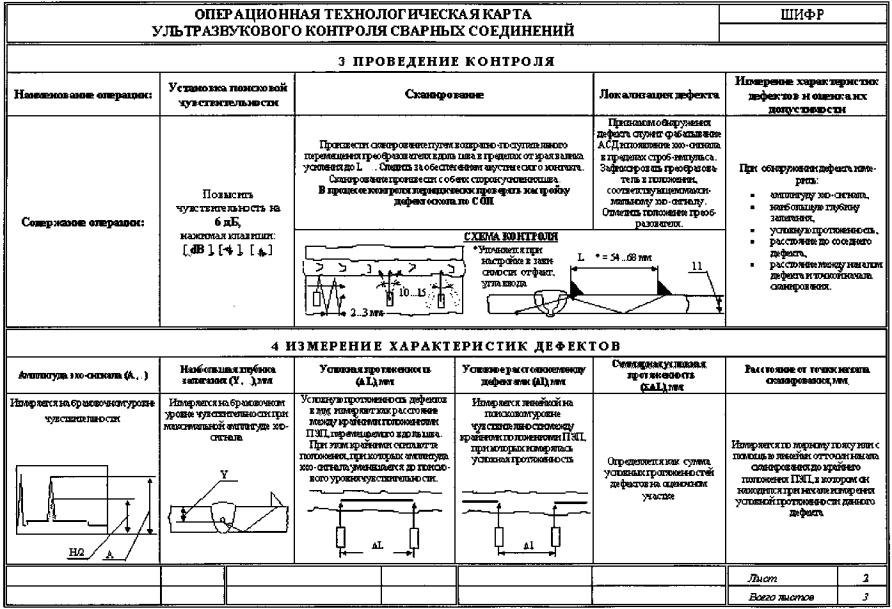
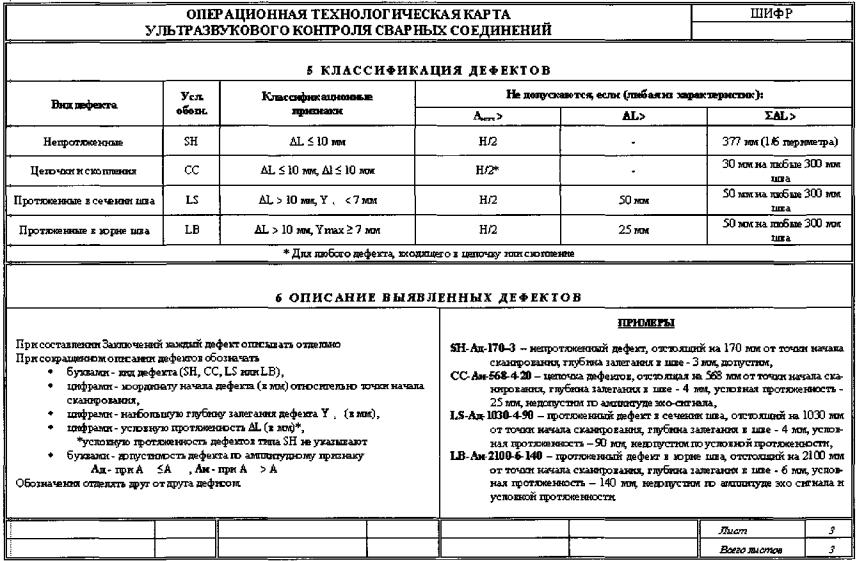
Приложение Е
Особенности ультразвукового контроля стыковых кольцевых сварных соединений на подкладных кольцах
Основной особенностью контроля стыковых кольцевых сварных соединений на подкладных кольцах является то, что сигналы от несплошности (дефекта), располагающиейся над корневым слоем, трудно отличить от сигналов, получаемых от подкладного кольца.
На Рис. Е-1 приведена схема обнаружения подкладного кольца и надкорневой несплошности и способ их идентификации путем измерения горизонтальных координат их расположения при различных положениях преобразователя при контроле прямым и однажды отраженным лучом.
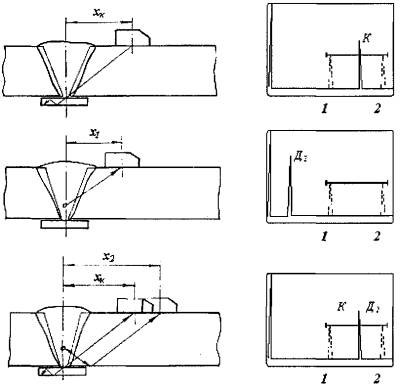
Рисунок Е-1
Схема обнаружения подкладного кольца и надкорневой несплошности (дефекта):
1 и 2 - положения сигналов от зарубок в СОП; "К" - сигнал от
подкладного кольца; - "Д1" и "Д2"
сигналы от надкорневой несплошности, обнаруживаемой соответственно прямым и
однократно отраженным лучом; хк, x1 и х2 - расстояния между серединой шва и
точкой ввода ПЭП.
Сигнал от подкладного кольца "К" наблюдается в одном положении ПЭП на
расстоянии от шва хк. Сигналы от несплошности "Д1"
и "Д2" наблюдаются в двух положениях ПЭП - на расстояниях x1 и х2.
Приложение Ж
Форма Журнала контроля сварных соединений неразрушающими методами
|
Наименование организации, в подчинении которой находится служба, выполняющая контроль Наименование организации (подразделения), выполняющий контроль Наименование объекта строительства, Журнал Год начала ведения журнала
|
|
№№ п/п |
Наименование узла, детали; № соединения по журналу или сварочной схеме; № журнала или схемы |
Шифр сварщика или бригады; фамилия, инициалы |
Метод контроля (ВИК, ПВК, МК, РК, УЗК) и дата его проведения |
Заключение о качестве проконтролированного сварного соединения |
Замечания контролирующих лиц по качеству выполняемого контроля физическими методами сварных соединении с указанием фамилии, должности и даты записи |
Дата и подпись ответственного лица об устранении нарушений |
|||
|
№ заключения и дата его выдачи |
Заключение о годности ("годен", "не годен", ремонт, вырезать, повторный контроль) |
Подписи |
|||||||
|
Специалиста по (ВИК, ПВК, МК, РК, УЗК) |
Начальника, инженера службы контроля качества |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Приложение И
Форма заключения по результатам визуального и измерительного контроля
|
(Наименование лаборатории НК) |
ЗАКЛЮЧЕНИЕ №______ от«_____» __________ 20____ г. |
(Наименование объекта контроля) |
|
(Номер свидетельства об аттестации) |
(Наименование трубопровода) |
|
|
|
(Наименование организации Подрядчика) |
|
|
(Наименование организации Заказчика) |
||
|
ПО КОНТРОЛЮ СВАРНЫХ СОЕДИНЕНИЙ ВИЗУАЛЬНЫМ И ИЗМЕРИТЕЛЬНЫМ МЕТОДОМ |
||
|
Контроль выполнен в соответствии с операционной технологической картой |
(указать шифр, номер карты) |
|
|
Номер сварного соединения по журналу сварки/номер технолог, карты по сварке |
Тип сварного соединения, способ сварки |
Диаметр и толщина стенки свариваемых элементов, мм |
Шифр (клеймо) сварщика (бригады сварщиков) |
Средства контроля |
Описание выявленных дефектов |
ЗАКЛЮЧЕНИЕ («Годен», «Не годен», ремонт, вырезать, выполнить контроль ПВК, МК, РК, УЗК) |
Примечания |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|
|
|
|
|
Разрешение по результатам ВИК на проведение контроля выдал |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
|||
|
Контроль произвел |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
|||
|
Заключение выдал |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
|||
|
Производитель сварочно-монтажных работ с результатами контроля ознакомлен и заключение получил |
(фамилия, инициалы) |
|
(подпись) |
(дата) |
|||
Приложение К
Форма заключения по результатам капиллярного контроля
|
Наименование лаборатории НК |
ЗАКЛЮЧЕНИЕ №______ от«_____» __________ 20____ г. |
Наименование объекта |
|
|
Наименование трубопровода |
|
|
Номер свидетельства об аттестации |
Наименование организации Подрядчика |
|
|
|
Наименование организации Заказчика |
|
|
ПО КОНТРОЛЮ СВАРНЫХ СОЕДИНЕНИЙ КАПИЛЛЯРНЫМ МЕТОДОМ |
||
|
Контроль выполнен в соответствии с операционной технологической картой (указать шифр, номер карты) |
||
|
Номер сварного соединения по журналу сварки |
Тип сварного соединения, способ сварки |
Диаметр и толщина стенки свариваемых элементов, мм |
Шифр (клеймо) сварщика (бригады сварщиков) |
Средства и параметры контроля |
Описание выявленных дефектов |
ЗАКЛЮЧЕНИЕ («Годен», «Не годен», ремонт, вырезать, повторный контроль) |
Примечания |
|
|
Оборудование и материалы |
Условия проведения контроля |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
Тип (марка) набора дефектоскопических материалов, номер СОП, класс чувствительности |
Температура, при которой проводился контроль, освещенность |
|
|
|
|
Разрешение по результатам ВИК на проведение контроля выдал |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
||||
|
Контроль произвел |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
||||
|
Заключение выдал |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
||||
|
Производитель сварочно-монтажных работ с результатами контроля ознакомлен и заключение получил |
(фамилия, инициалы) |
|
(подпись) |
(дата) |
||||
Приложение Л
Форма заключения по результатам магнитопорошкового контроля
|
Наименование лаборатории НК |
ЗАКЛЮЧЕНИЕ №______ от«_____» __________ 20____ г. |
Наименование объекта |
|
|
Наименование трубопровода |
|
|
Номер свидетельства об аттестации |
Наименование организации Подрядчика |
|
|
|
Наименование организации Заказчика |
|
|
ПО КОНТРОЛЮ СВАРНЫХ СОЕДИНЕНИЙ МАГНИТОПОРОШКОВЫМ МЕТОДОМ |
||
|
Контроль выполнен в соответствии с операционной технологической картой (указать шифр, номер карты) |
||
|
Номер сварного соединения по журналу сварки |
Тип сварного соединения, способ сварки |
Диаметр и толщина стенки свариваемых элементов, мм |
Шифр (клеймо) сварщика (бригады сварщиков) |
Средства и параметры контроля |
Описание выявленных дефектов |
ЗАКЛЮЧЕНИЕ («Годен», «Не годен», ремонт, вырезать, повторный контроль) |
Примечания |
|
|
Оборудование и материалы |
Условия проведения контроля |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
Тип (марка) и зав. номер дефектоскопа; способ намагничивания; номер СОП, класс чувствительности |
Температура, при которой проводился контроль, освещенность |
|
|
|
|
Разрешение по результатам |
|
|
|
|
||||
|
ВИК на проведение |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
||||
|
контроля выдал |
|
|
|
|
||||
|
Контроль произвел |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
||||
|
Заключение выдал |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
||||
|
Производитель сварочно-монтажных работ с результатами контроля ознакомлен и заключение получил |
(фамилия, инициалы) |
|
(подпись) |
(дата) |
||||
Приложение М
Форма заключения по результатам радиографического контроля
|
Наименование лаборатории НК |
ЗАКЛЮЧЕНИЕ №______ от«_____» __________ 20____ г. |
Наименование объекта |
|
|
Наименование трубопровода |
|
|
Номер свидетельства об аттестации |
Наименование организации Подрядчика |
|
|
|
Наименование организации Заказчика |
|
|
ПО КОНТРОЛЮ СВАРНЫХ СОЕДИНЕНИЙ РАДИОГРАФИЧЕСКИМ МЕТОДОМ |
||
|
(указать: рентгенография или гаммаграфия) |
||
|
Контроль выполнен в соответствии с операционной технологической картой (указать шифр, номер карты) |
||
|
Номер сварного соединения по журналу сварки |
Тип сварного соединения, способ сварки |
Диаметр и толщина стенки свариваемых элементов, мм |
Шифр (клеймо) сварщика (бригады сварщиков) |
Номер снимка, координаты мерного пояса |
Чувствительность снимка |
Описание выявленных дефектов |
ЗАКЛЮЧЕНИЕ («Годен», «Не годен», ремонт, вырезать, повторный контроль) |
Примечания |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
|
|
|
|
|
|
Разрешение по результатам ВИК на проведение контроля выдал |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
||||
|
Контроль произвел |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
||||
|
Заключение выдал |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
||||
|
Производитель сварочно-монтажных работ с результатами контроля ознакомлен и заключение получил |
(фамилия, инициалы) |
|
(подпись) |
(дата) |
||||
|
Расположение снимков: |
|
|
|
|
||||
Приложение Н
Форма заключения по результатам ультразвукового контроля
|
Наименование лаборатории НК |
ЗАКЛЮЧЕНИЕ №______ от«_____» __________ 20____ г. |
Наименование объекта |
|
|
Наименование трубопровода |
|
|
Номер свидетельства об аттестации |
Наименование организации Подрядчика |
|
|
|
Наименование организации Заказчика |
|
|
ПО КОНТРОЛЮ СВАРНЫХ СОЕДИНЕНИЙ УЛЬТРАЗВУКОВЫМ МЕТОДОМ |
||
|
Контроль выполнен в соответствии с операционной технологической картой (указать шифр, номер карты) |
||
|
Номер сварного соединения по журналу сварки |
Тип сварного соединения, способ сварки |
Диаметр и толщина стенки свариваемых элементов, мм |
Шифр (клеймо) сварщика (бригады сварщиков) |
Средства и параметры контроля |
Описание выявленных дефектов |
ЗАКЛЮЧЕНИЕ («Годен», «Не годен», ремонт, вырезать, повторный контроль) |
Примечания |
|
|
Оборудование и материалы |
Данные СОП |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
Тип (марка) и зав. номер дефектоскопа. Тип ПЭП. Рабочая частота, угол ввода |
Номер СОП. Форма и размеры искусственного отражателя |
|
|
|
|
Разрешение по результатам ВИК на проведение контроля выдал |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
||||
|
Контроль произвел |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
||||
|
Заключение выдал |
(фамилия, инициалы) |
(уровень квалификации, удостоверение №) |
(подпись) |
(дата) |
||||
|
Производитель сварочно-монтажных работ с результатами контроля ознакомлен и заключение получил |
(фамилия, инициалы) |
|
(подпись) |
(дата) |
||||
КЛЮЧЕВЫЕ СЛОВА: трубопроводы; нефтепроводы; сварное соединение; сварной шов; дефект сварного соединения; неразрушающий контроль; методы неразрушающего контроля; визуальный и измерительный контроль; капиллярный контроль; магнитопорошковый контроль; радиографический контроль; ультразвуковой контроль; объемы неразрушающего контроля; технология неразрушающего контроля; технологическая инструкция по неразрушающему контролю; операционная технологическая карта неразрушающего контроля.