
ОАО «АК «Транснефть»
Руководящий документ
УЛЬТРАЗВУКОВОЙ
КОНТРОЛЬ СТЕНКИ И СВАРНЫХ СОЕДИНЕНИЙ ПРИ
ЭКСПЛУАТАЦИИ И РЕМОНТЕ ВЕРТИКАЛЬНЫХ СТАЛЬНЫХ РЕЗЕРВУАРОВ
РД 19.100.00-КТН-545-06
ПРЕДИСЛОВИЕ
1 РАЗРАБОТАН - ОАО ВНИИСТ
2 Утвержден и Введен в действие - ОАО «АК «Транснефть» 21 декабря 2006 г.
3 Введен впервые
4 СРОК ПЕРЕСМОТРА - 5 лет
5 Оригинал документа хранится в службе нормирования и технического регулирования ОАО «АК «Транснефть»
6 Документ входит в состав отраслевого информационного фонда ОАО «АК «Транснефть»
Руководящий документ (РД) «Ультразвуковой контроль стенки и сварных соединений при эксплуатации и ремонте вертикальных стальных резервуаров» разработан как дополнение к Перечню методик для проведения технической диагностики резервуаров, утвержденному Первым вице-президентом ОАО «АК «Транснефть» В.В. Калининым 23 сентября 2005 г. Он регламентирует требования к подготовке и проведению ультразвукового контроля основного металла стенок и сварных соединений опорожненных и заполненных нефтепродуктом вертикальных стальных резервуаров (РВС) без снятия наружного антикоррозийного покрытия. РД определяет порядок оценки качества проконтролированных участков стенок резервуаров и их сварных соединений, а также порядок оформления технической документации по результатам контроля. Устанавливает квалификационные и аттестационные требования к организациям (предприятиям) и специалистам, выполняющим контроль.
В разработке РД приняли участие:
- от ОАО «АК «Транснефть» - к.т.н. Лисин Ю.В., Демин А.М., Ильин Е.Г.;
- от ОАО ВНИИСТ - к.т.н. Гаспарянц Р.С.;
- от ЗАО «ВНИИСТ-Диагностка» - к.т.н. Гиллер Г.А., Каганович М.Н., Литвинов И.П., к.т.н. Могильнер Л.Ю., Придеин О.А., Семин Е.Е., к.т.н. Шейнкин М.З.
Содержание
Введение
РД «Ультразвуковой контроль стенки и сварных соединений при эксплуатации и ремонте вертикальных стальных резервуаров» разработан в развитие РД-16.01-60.30.00-КТН-063-1-05 «Правила технической диагностики резервуаров», с учетом требований РД-25.160.10-КТН-050-06 «Инструкция по технологии сварки при строительстве и ремонте стальных вертикальных резервуаров», а также в соответствии с техническими регламентами и стандартами предприятия, действующими в ОАО «АК «Транснефть» в области проектирования, строительства, эксплуатации и ремонта стальных вертикальных резервуаров. При разработке РД учтены также положения международных и национальных стандартов и других нормативно-технических документов, определяющих методы и технологию ультразвукового контроля отдельных элементов и сварных соединений стальных конструкций различного назначения.
РД регламентирует технологию и объемы ультразвукового контроля основного металла стенок и сварных соединений стальных вертикальных резервуаров, определяет требования к подготовке и проведению контроля, а также критерии оценки качества упомянутых выше элементов конструкции резервуаров по результатам контроля.
Область применения
1.1 Требования настоящего РД обязательны при подготовке и проведении работ по ультразвуковому контролю и ультразвуковой толщинометрии стенки и стыковых сварных соединений при ремонте и техническом диагностировании резервуаров вертикальных стальных со стационарной крышей (РВС), резервуаров вертикальных стальных с понтоном (РВСП) и резервуаров вертикальных стальных с плавающей крышей (РВСПК) объемом от 3 до 50 тыс.м3 без снятия антикоррозионного покрытия.
1.2 В соответствии с настоящим РД ультразвуковому контролю подвергают металл стенок и стыковые сварные соединения:
- резервуаров, имеющих внутреннее и/или наружное антикоррозийное покрытие независимо от наличия нефти и парафиновых отложений;
- резервуаров, не имеющих внутреннего и/или наружного антикоррозийного покрытия независимо от наличия нефти и парафиновых отложений.
1.3 Требования РД не распространяются на контроль тавровых, угловых и нахлесточных сварных соединений РВС (П, ПК).
1.4 Ультразвуковой контроль (ультразвуковую толщинометрию) по настоящему РД проводят в диапазоне температур окружающего воздуха от минус 20 до плюс 40°C и относительной влажности от 40 до 80%.
1.5 Ультразвуковой контроль и/или ультразвуковую толщинометрию по настоящему РД проводят с наружной поверхности резервуара.
1.6 РД обязателен к применению в ОАО «АК «Транснефть» и следующих организациях:
- эксплуатирующих РВС (П, ПК) на объектах ОАО «АК «Транснефть»;
- проектирующих РВС (П, ПК) для объектах ОАО «АК «Транснефть»;
- являющихся заказчиками работ по техническому диагностированию РВС (П, ПК) на объектах ОАО «АК «Транснефть»;
- выполняющих техническое диагностирование РВС (П, ПК) на объектах ОАО «АК «Транснефть» и подготовку (зачистку) РВС (П, ПК) к техническому диагностированию;
- являющихся заказчиками работ по ремонту РВС (П, ПК) на объектах ОАО «АК «Транснефть»;
- выполняющих ремонт РВС (П, ПК) на объектах ОАО «АК «Транснефть»;
- выполняющих работы по ультразвуковому контролю стенки и сварных соединений при техническом диагностировании и ремонте РВС (П, ПК) на объектах ОАО «АК «Транснефть»;
- осуществляющих технический надзор на объектах ОАО «АК «Транснефть»;
- проводящих обучение и проверку знаний персонала, выполняющего техническую диагностику и неразрушающий контроль на объектах ОАО «АК «Транснефть».
1.7 Настоящий РД регламентирует:
- технологию выполнения работ по ультразвуковому контролю и ультразвуковой толщинометрии стенки и сварных соединений РВС (П, ПК);
- критерии допустимости дефектов и критерии оценки качества проконтролированных элементов РВС (П, ПК) по результатам УЗ контроля;
- требования к оформлению технической документации по результатам УЗ контроля и толщинометрии;
- требования к квалификации специалистов, компетенции и технической оснащенности организаций (предприятий), осуществляющих работы по ультразвуковому контролю и ультразвуковой толщинометрии стенки и сварных соединений РВС (П, ПК).
2 Нормативные ссылки
В настоящем документе использованы ссылки на следующие документы:
ГОСТ 2601-84* Сварка металлов. Термины и определения основных понятий.
ГОСТ 16037-80* Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
ГОСТ 14782-86 Соединения сварные. Контроль неразрушающий. Методы ультразвуковые.
ГОСТ 12.1.001-89 Система стандартов по безопасности труда. Ультразвук. Общие требования безопасности.
ГОСТ 12.1.003-83 Система стандартов по безопасности труда. Шум. Общие требования безопасности.
ГОСТ 12.1.004-91* Система стандартов по безопасности труда. Пожарная безопасность. Общие требования.
ГОСТ 12.3.002-75* Система стандартов по безопасности труда. Процессы производственные. Общие требования безопасности.
СанПиН 2.2.4/2.1.8.582-96 Гигиенические требования при работах с источниками воздушного и контактного ультразвука промышленного, медицинского и бытового назначения.
СНиП 3.03.01-87 Несущие и ограждающие конструкции.
ПБ 03-372-00 Правила аттестации и основные требования к лабораториям неразрушающего контроля.
ПБ 03-440-02 Правила аттестации персонала в области неразрушающего контроля.
ППБ 01-03 Правила пожарной безопасности в Российской Федерации.
ВППБ 01-05-99 Правила пожарной безопасности при эксплуатации МН ОАО «АК «Транснефть».
ПУЭ Правила устройства электроустановок. Издание 7.
РД-05.00-45.21.30-КТН-005-1-05 Правила антикоррозионной защиты резервуаров.
РД-05.00-45.21.30-КТН-010-1-04 Табель технической оснащенности лабораторий контроля качества и служб технического надзора.
РД-25.160.10-КТН-050-06 Инструкция по технологии сварки при строительстве и ремонте стальных вертикальных резервуаров.
РД-08.00-60.30.00-КТН-046-1-05 Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов.
РД-16.01-60.30.00-КТН-063-1-05 Правила технической диагностики резервуаров.
3 Термины и определения
В настоящем документе применены следующие термины с соответствующими определениями:
Контроль качества продукции: проверка соответствия показателей качества продукции установленным требованиям.
Неразрушающий контроль: контроль качества продукции, при котором не должна быть нарушена пригодность контролируемых объектов, в т.ч. технических устройств, зданий и сооружений, к применению и эксплуатации.
Ультразвуковой контроль: один из видов неразрушающего контроля, основанный на анализе качественных и количественных характеристик явлений, имеющих место при распространении или/и отражении упругих волн в материале контролируемого изделия.
Объект контроля: здесь: резервуар, участок его стенки, отдельный узел или отдельно взятое сварное соединение, на котором производится выполнение УЗ контроля.
Специалист неразрушающего контроля: лицо, прошедшее специальное обучение в соответствии с требованиями ПБ 03-440-02, успешно выдержавшее квалификационные практические испытания, и получившее удостоверение установленной формы.
Специалист ультразвукового контроля: специалист неразрушающего контроля, имеющий право выполнения работ по ультразвуковому контролю (ультразвуковой толщинометрии) материалов, изделий и сварных соединений.
Лаборатория неразрушающего контроля: организация, основным видом деятельности которой является осуществление неразрушающего контроля, или подразделение (группа) НК организации, осуществляющее неразрушающий контроль технических устройств, зданий и сооружений для собственных нужд этой организации.
Средство неразрушающего контроля: техническое устройство, вещество или материал, используемые для проведения неразрушающего контроля.
Технология ультразвукового контроля: комплекс операций неразрушающего контроля, основанный на применении методов ультразвукового контроля.
Операционная технологическая карта ультразвукового контроля: краткий документ в текстовой и/или табличной форме, определяющий технические средства НК, перечень, последовательность выполнения и состав операций по подготовке и проведению УЗ контроля стенки резервуара или его сварных соединений с учетом их геометрических параметров и характеристик.
Сварной шов: участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Дефект: здесь: несплошность в металле стенки резервуара, в сварном соединении, отклонение толщины основного металла стенки резервуара или геометрических параметров сварного соединения от значений, определяемых требованиями нормативной и конструкторской документации.
Недопустимый дефект: дефект или совокупность дефектов, вид, количество и/или геометрические параметры которого(ых) имеют недопустимые отклонения от значений, устанавливаемых требованиями нормативной и конструкторской документации.
Остальные термины и определения, используемые в тексте РД, следует понимать в соответствии с ГОСТ 2601, ГОСТ 16037 и ГОСТ 14782.
4 Сокращения
РД - руководящий документ(ы);
НТД - нормативно-технический документ(ы);
РВС - резервуар вертикальный стальной со стационарной крышей;
РВСП - резервуар вертикальный стальной с понтоном;
РВСПК - резервуар вертикальный стальной с плавающей крышей;
АЭК - акустико-эмиссионный контроль;
УЗ - ультразвуковой (контроль);
УЗК - ультразвуковой контроль;
АУЗК - автоматизированный ультразвуковой контроль;
УЗТ - ультразвуковая толщинометрия;
СО - стандартный образец;
СОП - стандартный образец предприятия;
ПЭП - пьезоэлектрический преобразователь;
РС ПЭП - раздельно-совмещенный пьезоэлектрический преобразователь.
5 Объемы ультразвукового контроля
5.1 Объемы ультразвукового контроля стенки и сварных соединений при проведении технической диагностики резервуаров
Основной металл стенки и сварные соединения РВС (П, ПК) при проведении частичной и полной технической диагностики подвергают ультразвуковому контролю в объемах, регламентируемых требованиями табл. 3.5 РД-16.01-60.30.00-КТН-063 и приведенных в таблице 1 настоящего РД.
|
Наименование конструкции (элемента) |
Вид работ по УЗ контролю |
Объемы контроля |
|
|
1-ый пояс |
УЗТ |
Измерения проводятся на каждом листе в 5-ти точках по высоте листа (по углам и в центре) |
|
|
Сканирование* |
Производится по всему периметру нижнего пояса |
|
|
|
2-ой, 3-ий и верхний пояса |
УЗТ |
Измерения проводятся на 4-х (четырех) диаметрально противоположных образующих цилиндрической поверхности резервуара в трех точках по высоте пояса (низ, середина, верх) |
|
|
Средние пояса |
УЗТ |
Измерения проводятся на 1-ой (одной) образующей цилиндрической поверхности резервуара в трех точках по высоте каждого пояса (низ, середина, верх) |
|
|
Сварные швы горизонтальные и вертикальные, в том числе места ремонта |
УЗК |
Контролю подвергают все сварные швы по всей их длине с обеих сторон усиления (100 %) |
|
|
* - Выполняется только при частичной технической диагностике. |
|||



5.2 Объемы ультразвукового контроля стенки и сварных соединений резервуаров после ремонта
Основной металл стенки и сварные соединения РВС (П, ПК) после ремонта подвергают ультразвуковому контролю в объемах, регламентируемых требованиями приложения Ж РД-25.160.10-КТН-050 и приведенных в таблице 2
Таблица 2
|
Виды ремонтных работ |
Типы сварных соединений и участки основного металла стенки, подлежащие контролю |
Объемы контроля |
|
Замена листов стенки в зоне утора |
Вертикальные стыковые соединения |
УЗК - 100% |
|
Горизонтальные стыковые соединения |
УЗК - 100% |
|
|
Ремонт локальных коррозионных язв на стенке |
Наплавленный слой в ремонтной зоне |
УЗК - 100% |
|
Ремонт локальных коррозионных язв и других дефектных зон на стенке методом сварки листовых вставок |
Вертикальные стыковые соединения |
УЗК - 100% |
|
Горизонтальные стыковые соединения |
УЗК - 100% |
|
|
Ремонт сварных швов вышлифовкой дефектных участков и их заваркой |
Участки ремонта сварных швов в вертикальном и горизонтальном положениях |
УЗК - 100% |
|
Ремонт сварных швов с завышенной угловатостью |
Стыковое соединение. Выборка шва на глубину ½-2/3 толщины металла со стороны выпуклости и его заварка в вертикальном положении. |
УЗК - 100% |
6 Технология ультразвукового контроля металла стенки и сварных соединений резервуаров
6.1 Общие положения
6.1.1 Требования к организациям и персоналу, выполняющим работы по ультразвуковому контролю стенки и сварных соединений РВС (П, ПК).
6.1.1.1 Организации, выполняющие работы по ультразвуковому контролю стенки и сварных соединений РВС (П, ПК), должны отвечать требованиям к подрядным организациям, проводящим техническую диагностику (см. подраздел 2.3 РД-16.01-60.30.00-КТН-063).
6.1.1.2 К работам по ультразвуковому контролю основного металла стенки и сварных соединений РВС (П, ПК) допускаются лица, прошедшие курс обучения и успешно выдержавшие квалификационные испытания. Они должны быть аттестованы на I, II или III уровень квалификации по ПБ 03-440-02 и иметь действующие удостоверения установленной формы в соответствии с применяемым методом контроля.
6.1.1.3 Организации и персонал, выполняющие работы по контролю и диагностике резервуаров, в области промышленной безопасности должны отвечать требованиям подразделов 7.3 и 7.4 РД-16.01-60.30.00-КТН-063.
6.1.2 Требования к средствам контроля
6.1.2.1 Для контроля следует использовать аппаратуру, оборудование, материалы и приспособления в соответствии с РД-05.00-45.21.30-КТН-010.
6.1.2.2 При проведении ультразвуковой толщинометрии (УЗТ) металла стенки РВС должны применяться УЗ толщиномеры или дефектоскопы, позволяющие измерять толщину металла до 30 мм с погрешностью не более 2% от номинальной толщины листа.
При наличии тонкопленочного антикоррозионного покрытия толщиномеры (дефектоскопы) должны обеспечивать возможность проведения измерений толщины металла без снятия покрытия при его толщине до 600 мкм.
Для сканирования должны применяться толщиномеры или дефектоскопы, позволяющие регистрировать рельеф контролируемого сечения в заданном диапазоне толщин.
6.1.2.3 Для ультразвукового контроля сварных соединений, а также участков сварных соединений и металла стенки после ремонта, следует применять импульсные ультразвуковые дефектоскопы общего назначения, имеющие динамический диапазон экрана не менее 20 дБ. Контроль может осуществляться как в ручном варианте, так и с применением механизированных, полуавтоматизированных и автоматизированных сканирующих устройств.
6.1.2.4 Для проверки и настройки аппаратуры (дефектоскопов, толщиномеров, пьезопреобразователей), определения и настройки параметров контроля следует применять стандартные образцы (СО) по ГОСТ 14782 или образцы Международного института сварки (V1, V2), а также стандартные образцы предприятия (СОП) с искусственными отражателями.
Выбор типа СО и конструкции СОП определяется технологическими параметрами настройки аппаратуры и выполнения контроля, которые регламентируются положениями подразделов 6.2-6.4 настоящего РД.
Настройку дефектоскопов с механизированными сканирующими устройствами, полуавтоматизированных и автоматизированных установок (дефектоскопов) следует производить по специальным методикам, разработанным для этого оборудования.
Примечание. Специальные методики настройки могут не предусматривать использования СО и СОП.
6.1.2.5 В качестве мерительного инструмента, используемого для разметки контролируемых элементов и измерения характеристик выявленных дефектов, следует применять масштабные линейки, штангенциркули, мерительные пояса и универсальные шаблоны сварщика, обеспечивающие измерение линейных размеров с точностью ±0,5 мм.
6.1.2.6 Аппаратура и оборудование, применяемые для контроля, должны быть снабжены технической документацией, предусмотренной изготовителем и входящей в комплект поставки (технические паспорта, формуляры, инструкции по эксплуатации).
6.1.2.7 Аппаратура и оборудование, применяемые для контроля, должны быть сертифицированы, проверены, аттестованы или откалиброваны в установленном порядке. В паспортах должны быть сделаны соответствующие записи о первичной и периодических поверках (аттестации, калибровке).
6.1.2.8 Для обеспечения акустического контакта следует применять специальные контактные смазки, в том числе, специализированные пасты, гели и т.п. отечественного и зарубежного производства, или контактные смазки на основе технических смазок и масел в соответствии с табл. 24 РД-08.00-60.30.00-КТН-046.
6.1.2.9 Средства, применяемые при ультразвуковом контроле стенки и сварных соединений резервуаров, в области промышленной безопасности должны отвечать требованиям подраздела 7.5 РД-16.01-60.30.00-КТН-063.
6.1.3 Требования к состоянию антикоррозионного покрытия.
Состояние антикоррозионного покрытия контролируемого резервуара должно соответствовать требованиям приложения Е РД-05.00-45.21.30-КТН-005. При этом покрытие должно иметь однородную поверхность без пропусков и видимых дефектов, в т.ч. наплывов, посторонних вкраплений и т.п., которые могли бы привести к нарушению акустического контакта и препятствовать перемещению ПЭП.
6.1.4 Организация работ.
6.1.4.1 Для проведения контроля разрабатывают операционные технологические карты, которые должны содержать: наименование объекта контроля, перечень НТД, на основании которых осуществляется контроль конструктивных элементов этого объекта, сведения о конструкции контролируемого элемента и его параметрах (толщина стенки, наличие антикоррозионного покрытия, тип разделки кромок сварного соединения и др.), требования к подготовке поверхности к контролю, схемы и параметры контроля, идентификационные признаки выявляемых дефектов и ложных индикаций, перечень и очередность выполнения операций по подготовке и проведению контроля, а также операций по обеспечению требований безопасности, порядок обработки результатов контроля и оценки качества проконтролированного элемента.
6.1.4.2 Операционные технологические карты должны быть разработаны специалистами по УЗ контролю не ниже II-го уровня квалификации по ПБ 03-440-02, подписаны разработчиком и руководителем подразделения НК и утверждены техническим руководителем (главным инженером) организации (предприятия), выполняющей работы по контролю (диагностированию) на данном объекте.
Типовые операционные технологические карты и примеры их составления приведены в приложениях А-В.
6.1.4.3 В состав бригады (звена) по проведению контроля должно входить не менее двух человек. При этом, хотя бы один из них должен иметь II-й уровень квалификации (или выше) специалиста по ультразвуковому контролю.
6.1.4.4 Перед началом контроля специалист, осуществляющий контроль, должен:
- получить задание на контроль с указанием расположения подлежащего контролю участка стенки или сварного соединения;
- ознакомиться с паспортом резервуара для определения типа антикоррозионного покрытия, нанесенного на стенку резервуара как с внутренней, так и с внешней стороны;
- ознакомиться с результатами предшествующего контроля;
- ознакомиться с операционными технологическими картами контроля проверяемого элемента;
- убедиться в отсутствии недопустимых наружных дефектов;
- при контроле сварных соединений, а также участков стенки резервуара и сварных швов, отремонтированных с применением сварки - ознакомиться с конструкцией и особенностями технологии выполнения сварных соединений и наплавок.
6.2 Технология ультразвуковой толщинометрии стенки резервуара
6.2.1 УЗТ и сканирование (ультразвуковую толщинометрию с регистрацией рельефа контролируемого сечения) производят для измерения толщины металла стенки резервуара с целью выявления коррозионных повреждений.
6.2.2 На первом поясе резервуара УЗТ производится путем сканирования на высоте 200 мм от уторного узла. В случае обнаружения язвенных коррозионных повреждений листа производится дополнительное сканирование этого листа на высотах 100 мм и 300 мм. Результаты контроля используются для проведения расчетов на прочность и устойчивость стенки резервуара.
6.2.3 Подготовка поверхности к проведению УЗТ.
6.2.3.1 Произвести разметку точек измерений на контролируемом поясе резервуара в соответствии с их расположением, определяемым требованиями табл.1.
6.2.3.2 Непосредственно перед проведением измерений поверхность стенки резервуара в месте замера толщины следует очистить от загрязнения, снега, наледи и т.п. и протереть ее сухой чистой ветошью.
В процессе очистки поверхности недопустимы:
- повреждения антикоррозионного покрытия;
- повреждения поверхности основного металла.
При отсутствии антикоррозионного покрытия чистота поверхности металла в месте проведения измерений должна быть не хуже Ra 6,3 (Rz 40).
Участок подготовленной для проведения измерений поверхности стенки резервуара должен иметь размер не менее 50 мм в диаметре.
При сканировании ширина подготавливаемой зоны поверхности определяется конструкцией сканирующего устройства и должна быть указана в технологической карте.
6.2.4 Проведение УЗТ.
6.2.4.1 Произвести настройку толщиномера (дефектоскопа) в соответствии с требованиями инструкции по его эксплуатации.
6.2.4.2 Нанести контактную смазку на подготовленный участок поверхности.
6.2.4.3 Установить на поверхность контролируемого участка датчик толщиномера и произвести измерения толщины стенки согласно инструкции по эксплуатации прибора.
6.2.4.4 При проведении сканирования скорость перемещения сканирующего устройства не должна превышать 20 мм/с.
6.2.5 Результаты контроля оформляются в виде Заключения в соответствии с приложением Д настоящего РД. Заключение является приложением к «Акту проведения ультразвуковой толщинометрии и сканирования», который составляется в соответствии с требованиями РД-16.01-60.30.00-КТН-063.
6.3 Технология ультразвукового контроля сварных соединений
6.3.1 Требования настоящего подраздела распространяются на ультразвуковой контроль стыковых сварных соединений резервуаров и их участков после ремонта сваркой при номинальной толщине сваренных элементов от 5 до 28 мм включительно.
6.3.2 При ручном контроле следует применять контактные наклонные совмещенные или раздельно-совмещенные пьезопреобразователи, технические характеристики которых в зависимости от толщины стенки контролируемого соединения приведены в таблице 3.
|
Номинальная толщина стенки S, мм |
Рабочая частота ПЭП f, ±10% МГц |
Диаметр (ширина) пьезопластины ПЭП d, мм |
Угол ввода a, ±2° |
Стрела ПЭП k, мм, не более |
|
5,0<S£8,0 |
5,0 |
6,0 |
70/60* |
5-6 |
|
8,0<S£12,0 |
5,0 |
8,0 |
70/60* |
7-8 |
|
12,0<S£15,0 |
5,0 |
10,0 |
70/60* |
8-10 |
|
15,0<S£20,0 |
2,5 |
12,0 |
60 |
8-10 |
|
20,0<S£28,0 |
2,5 |
12,0 |
60 |
10-12 |
|
* - В числителе дроби указано значение угла ввода при контроле нижней части шва прямым лучом, в знаменателе - верхней части шва однажды отраженным лучом. |
||||
6.3.3 При использовании дефектоскопов с механизированными, полуавтоматизированными и автоматизированными сканирующими устройствами характеристики ПЭП определяются конструкцией применяемого устройства при условии обеспечения прозвучивния всего сечения контролируемого соединения.
6.3.4 Настройку параметров контроля следует выполнять на стандартном образце предприятия с угловыми отражателями (зарубками). Конструкция СОП приведена на рис. 1.
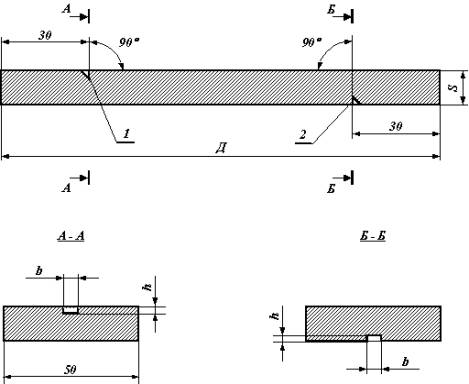
Стандартный образец предприятия с угловым отражателем (зарубкой) для настройки ультразвукового дефектоскопа:
1, 2 - угловые отражатели; Д - длина образца (Д=140 мм при толщине образца до 20 мм, 160 мм при толщине образца 20<S£25 мм и 180 мм при толщине образца >25 мм)
Рисунок 1
Размеры угловых отражателей в зависимости от толщины металла свариваемых элементов контролируемого участка должны соответствовать табл. 4.
|
Номинальная толщина стенки S, мм |
Ширина отражающей грани углового отражателя (зарубки) b, мм |
Высота отражающей грани углового отражателя (зарубки) h, мм |
|
5,0£S£8,0 |
3,5 |
2,5 |
|
8,0<S£12,0 |
4,0 |
2,5 |
|
12,0<S£15,0 |
4,0 |
3,0 |
|
15,0<S£20,0 |
4,0 |
3,0 |
|
20,0<S£28,0 |
4,0 |
3,0 |
СОП должны быть изготовлены из металла, имеющего толщину, равную (в пределах допуска по НТД на лист) толщине стенки контролируемого соединения. СОП должен быть изготовлен из материала, скорость распространения и величина затухания ультразвуковых колебаний в котором имеют такие же значения, что и в материале контролируемого соединения.
На СОП не должно быть нанесено антикоррозийное покрытие. Чистота обработки поверхности СОП, на которой размещают ПЭП при выполнении операций по настройке, должна быть не хуже Ra 6,3 (Rz 40).
6.3.5 Подготовка сварного соединения к проведению контроля.
Перед проведением контроля следует выполнить подготовку сварного соединения к контролю, а именно:
- обеспечить доступ к сварному соединению для беспрепятственного сканирования околошовной зоны;
- при наличии на стенке резервуара антикоррозионного покрытия необходимо без его удаления и повреждения очистить околошовную зону сварного соединения по обе стороны от шва и по всей его длине от пыли, грязи, снега и других загрязнений и неровностей. При ручном контроле ширина подготавливаемой зоны с каждой стороны шва должна быть не менее (2S´tga)+40 мм, где S - толщина стенки в миллиметрах, a - угол ввода ультразвуковых колебаний в градусах угловых;
- при отсутствии на поверхности стенки резервуара, с которой осуществляют сканирование, антикоррозионного покрытия, необходимо выполнить механическую очистку поверхности околошовной зоны. Чистота поверхности после обработки должна быть не хуже Ra 6,3 (Rz 40);
- произвести маркировку контролируемых швов стенки резервуара. Нумерация вертикальных сварных швов и листов стенки резервуара ведется от монтажного шва № 1 в направлении против часовой стрелки. Нумерация горизонтальных швов ведется с первого нижнего.
6.3.6.1 В зависимости от толщины сваренных элементов, пользуясь данными табл.3 и табл.4, выбрать ПЭП и СОП, которые имеют необходимые характеристики.
6.3.6.2 Настройка аппаратуры предусматривает:
- настройку диапазона развертки;
- настройку глубиномера;
- настройку строб-импульса;
- настройку чувствительности.
Примечание. Настройку аппаратуры следует выполнять при той же температуре окружающего воздуха, при которой будет проводиться контроль.
6.3.6.3 Настройку диапазона развертки следует выполнять таким образом, чтобы сигналы от несплошностей, располагающиеся на любом участке сварного соединения, находились в пределах экрана дефектоскопа.
В том случае, когда контроль нижней и верхней частей шва производится раздельно с применением ПЭП с разными углами ввода ультразвуковых колебаний (при толщине стенки от 3 до 15 мм), настройку скорости развертки следует производить для каждого ПЭП.
При контроле соединений с различной толщиной свариваемых элементов настройку следует выполнять для элемента, имеющего большую толщину.
6.3.6.4 Типовая настройка диапазона развертки осуществляется следующим образом:
- разместить ПЭП на поверхности стандартного образца V2 и получить два эхо-сигнала на расстояниях 50 и 125 мм;
- используя параметры управления разверткой дефектоскопа «Задержка развертки» и «Длительность развертки», установить полученные эхо-сигналы так, чтобы вершина эхо-сигнала, соответствующего 50 мм, совпадала с четвертым делением экрана, а вершина второго эхо-сигнала, соответствующего 125 мм, была совмещена с 10-м делением экрана (рис.2).
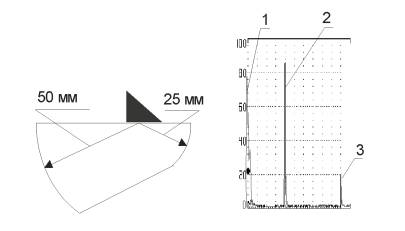
Настройка диапазона развертки экрана дефектоскопа:
1- зондирующий импульс;
2- эхо- сигнал, соответствующий расстоянию 50мм;
3- эхо- сигнал, соответствующий расстоянию 125 мм.
Рисунок 2
6.3.6.5 Настройку глубиномера следует выполнить таким образом, чтобы с помощью дефектоскопа можно было определять координаты дефекта непосредственно в линейных единицах измерения расстояний (в миллиметрах). Настройка выполняется в соответствии с Инструкцией по эксплуатации дефектоскопа.
6.3.6.6 Настройку строб-импульса следует выполнять на стандартном образце предприятия с угловыми отражателями (зарубками). Конструкция СОП приведена на рис.1.
При контроле соединений с различной толщиной свариваемых элементов настройку следует выполнять для каждого из них.
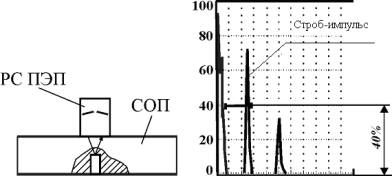
6.3.6.7 Типовая настройка строб-импульса осуществляется следующим образом:
а) при контроле прямым лучом:
- получить эхо-сигнал от нижней зарубки в СОП прямым лучом;
- установить на экране дефектоскопа строб-импульс таким образом, чтобы начало его находилось на 2-3 мм правее зондирующего импульса, конец был совмещен с задним фронтом эхо-сигнала от нижней зарубки (см. рис. 3), а его уровень составлял 40% высоты экрана.
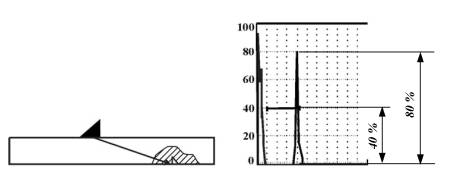
Настройка строб-импульса и чувствительности при контроле прямым лучом
Рисунок 3
б) при контроле однократно-отраженным лучом (см. рис.4):
- получить эхо-сигнал от нижней зарубки в СОП прямым лучом;
- установить на экране дефектоскопа строб-импульс таким образом, чтобы начало его совпадало с передним фронтом эхо сигнала от нижней зарубки в СОП, а его уровень составлял 40% высоты экрана;
- получить эхо-сигнал от верхней зарубки в СОП однократно отраженным лучом;
- установить на экране дефектоскопа строб-импульс таким образом, чтобы конец был совмещен с задним фронтом эхо-сигнала от верхней зарубки.
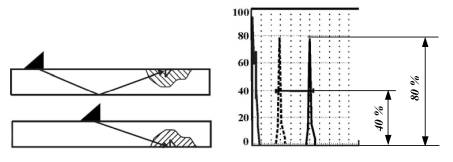
Настройка строб-импульса и чувствительности однократно отраженным лучом
Рисунок 4
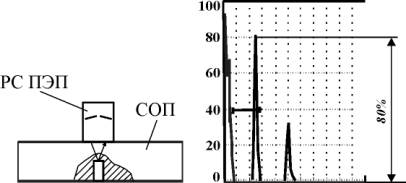
в) при контроле прямым и однократно-отраженным лучом за один проход (см. рис.5):
- получить эхо-сигнал от верхней зарубки в СОП однократно отраженным лучом;
- установить на экране дефектоскопа строб-импульс таким образом, чтобы начало его находилось на 2-3 мм правее зондирующего импульса, конец был совмещен с задним фронтом эхо-сигнала от верхней зарубки, а уровень его составлял 40% высоты экрана.
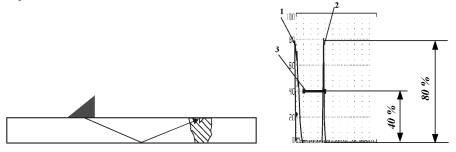
Настройка строб-импульса и чувствительности при контроле прямым и однократно отраженным лучом за один проход: 1 - зондирующий импульс; 2 - эхо-сигнал от верхней зарубки; 3 - строб-импульс.
Рисунок 5
6.3.6.8 Настройку чувствительности дефектоскопа следует выполнять на стандартном образце предприятия с угловыми отражателями (рис.1).
При настройке чувствительности устанавливают:
- браковочный уровень чувствительности, на котором проводится оценка допустимости обнаруженного дефекта по амплитуде эхо-сигнала от него. Для этого усиление дефектоскопа устанавливают таким образом, чтобы сигнал от искусственного отражателя в СОП имел заданную высоту.
- поисковый уровень чувствительности, на котором осуществляется фиксация несплошностей и проводится измерение условных размеров обнаруженных дефектов, а также оценка их допустимости по предельным значениям этих размеров. Поисковый уровень чувствительности должен отличаться от браковочного в 2 раза (на 6 дБ).
При контроле соединений с различной толщиной свариваемых элементов настройку следует выполнять для каждого из них.
6.3.6.9 Типовая настройка чувствительности осуществляется следующим образом:
а) настройка браковочного уровня при контроле прямым лучом (см. рис. 3):
- получить прямым лучом максимальный эхо-сигнал от нижней зарубки в СОП и, используя параметр «Усиление», установить уровень амплитуды эхо-сигнала равным 80% высоты экрана;
б) настройка браковочного уровня при контроле однократно отраженным лучом и контроле за один проход прямым и однократно отраженным лучом (см. рис.4):
- получить прямым лучом максимальный эхо-сигнал от нижней зарубки в СОП и, используя параметр «Усиление», установить уровень амплитуды эхо-сигнала равным 80% высоты экрана;
- получить однократно отраженным лучом максимальный эхо-сигнал от верхней зарубки в СОП. Используя функцию ВРЧ дефектоскопа, установить амплитуду эхо-сигналов от обеих зарубок в СОП равной 80% высоты экрана.
в) фиксация поискового уровня чувствительности (см. рис. 3 и рис.4):
- уровень поисковой чувствительности отличается от браковочного уровня в 2 раза (на 6 дБ) и составляет 40% от полной высоты экрана (уровень установки строб-импульса).
6.3.6.10 При проведении контроля сварных соединений резервуаров, заполненных нефтью, уровень поисковой чувствительности, установленный по п. 6.3.6.8 , следует увеличить на 2 дБ.
6.3.6.11 При проведении контроля сварных соединений резервуаров через антикоррозионное покрытие уровень посковой чувствительности, установленный по п. п. 6.3.6.8 и 6.3.6.10 следует увеличить на 6 дБ.
6.3.6.12 Операции и последовательность их выполнения при настройке дефектоскопа каждого конкретного типа должны быть изложены в операционной технологической карте. Описание операций по настройке разрабатывают на основании положений инструкции по эксплуатации этого прибора.
6.3.7 Технология ручного контроля стыковых сварных соединений.
6.3.7.1 Контроль стыковых сварных соединений резервуара, не имеющего антикоррозионного покрытия, проводят в 2 этапа в следующей последовательности:
Этап 1: ВИК сварного соединения.
Этап 2: УЗК сварного соединения.
На этапе 1 проводят визуальный и измерительный контроль сварного соединения. На этапе 2 выполняют ультразвуковой контроль.
6.3.7.2 Контроль стыковых сварных соединений через антикоррозионное покрытие проводят в 4 этапа в следующей последовательности:
Этап 1: ВИК сварного соединения и антикоррозионного покрытия в зоне перемещения ПЭП (в зоне сканирования).
Этап 2: УЗК сварного соединения с предварительной корректировкой чувствительности.
Этап 3: Измерение толщины покрытия в месте обнаружения дефекта.
Этап 4: Окончательная корректировка чувствительности и определение характеристик дефекта.
На этапе 1 проводят визуальный и измерительный контроль сварного соединения, антикоррозионного покрытия в зоне перемещения ПЭП (в зоне сканирования). На этапе 2 выполняют контроль сварного шва с предварительной корректировкой чувствительности согласно п. 6.3.6.10 и 6.3.6.11. На этапе 3 измеряют толщину антикоррозионного покрытия в месте расположения ПЭП при обнаружении дефекта. На этапе 4 в зависимости от толщины и вида покрытия производят окончательную корректировку чувствительности дефектоскопа согласно п. 6.3.7.9 и определяют характеристики дефектов.
6.3.7.3 Контроль сварных соединений осуществляют путем перемещения (сканирования) ПЭП (см. рис.6) по поверхности околошовной зоны параллельно контролируемому шву с одновременным возвратно-поступательным движением в направлении, перпендикулярном ему. При сканировании следует поворачивать ПЭП в обе стороны от заданного направления движения на угол 10-15°. Величина продольного (вдоль шва) шага сканирования не должна превышать половины диаметра (ширины) (см. табл.3) пьезопластины преобразователя. Сканирование следует осуществлять с обеих сторон усиления шва.
Контроль сварных соединений с толщиной свариваемых элементов до 15 мм выполняют пьезопреобразователями с различными углами ввода (см. табл.3) за два прохода. При этом нижнюю часть шва контролируют прямым лучом, а верхнюю - однократно отраженным.
Контроль сварных соединений с толщиной свариваемых элементов более 15 мм выполняют одним ПЭП прямым и однократно отраженным лучом за один проход.
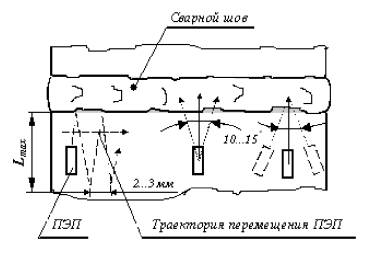
Схема перемещения ПЭП в околошовной зоне сварного соединения:
Lmax - максимальное расстояние от передней грани преобразователя до границы усиления шва (ширина зоны сканирования)
Рисунок 6
6.3.7.4 Перемещение ПЭП производят в зоне, ограниченной расстояниями Lmin и Lmax между краем усиления шва и передней гранью ПЭП (см. рис.7):
- при контроле прямым лучом
Lmin=0, Lmax=(S´tga) мм,
где S - толщина стенки в миллиметрах, a - угол ввода ультразвуковых колебаний в градусах угловых;
- при контроле однократно отраженным лучом
Lmin=(S´tga) мм, а Lmax=(2S´tga) мм;
- при контроле за один проход прямым и однократно отраженным лучом
Lmin=0, а Lmax=(2S´tga) мм.
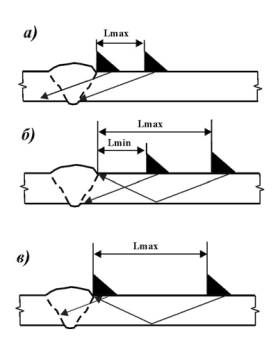
Пределы перемещения ПЭП:
а) при контроле прямым лучом;
б) при контроле однократно отраженным лучом;
в) при контроле прямым и однократно отраженным лучом за один проход
Рисунок 7
6.3.7.5 В процессе сканирования следует поддерживать постоянный акустический контакт, плотно прижимая ПЭП к поверхности контролируемого соединения. Скорость сканирования не должна превышать 50 мм/сек.
6.3.7.6 Признаком обнаружения дефекта служит появление на поисковом уровне чувствительности эхо-сигнала на экране дефектоскопа в зоне развертки, соответствующей контролируемому участку шва.
6.3.7.7 При появлении признаков обнаружения дефекта следует зафиксировать преобразователь в положении, при котором амплитуда наблюдаемого сигнала максимальна, и определить координаты отражающей поверхности.
6.3.7.8 В том случае, если результат определения координат свидетельствует о том, что обнаруженный отражатель располагается в контролируемом шве (т.е. является дефектом), то при наличии антикоррозионного покрытия необходимо произвести измерение его толщины в месте расположения ПЭП и выполнить корректировку чувствительности дефектоскопа.
6.3.7.9 Поправку к чувствительности дефектоскопа (браковочный уровень) в зависимости от типа и толщины антикоррозионного покрытия, а также от рабочей частоты и угла ввода ультразвуковых колебаний, определяют из табл. 5 - табл. 17.
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "AMERON" прямым лучом на частоте 5,0 МГц с углом ввода 70°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-240 |
241-280 |
281-400 |
|
Поправка к чувствительности контроля, дБ |
+3 |
0 |
-3 |
Таблица 6
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "AMERON" прямым лучом на частоте 5,0 МГц с углом ввода 60°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-250 |
251-330 |
331-400 |
|
Поправка к чувствительности контроля, дБ |
+2 |
-2 |
-1 |
Таблица 7
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "AMERON" однажды отраженным лучом на частоте 5,0 МГц с углом ввода 60°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-180 |
181-210 |
211-330 |
331-400 |
|
Поправка к чувствительности контроля, дБ |
+7 |
+10 |
+4 |
+2 |
Таблица 8
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "AMERON" прямым лучом на частоте 2,5 МГц с углом ввода 60°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-190 |
191-280 |
281-320 |
321-400 |
|
Поправка к чувствительности контроля, дБ |
+4 |
0 |
+2 |
+5 |
Таблица 9
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "AMERON" однажды отраженным лучом на частоте 2,5 МГц с углом ввода 60°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-240 |
241-290 |
291-360 |
331-400 |
|
Поправка к чувствительности контроля, дБ |
+6 |
+3 |
+6 |
+12 |
Таблица 10
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "STEELPAINT" прямым лучом на частоте 5,0 МГц с углом ввода 70°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-320 |
321-400 |
|
Поправка к чувствительности контроля, дБ |
+3 |
+7 |
Таблица 11
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "STEELPAINT" однажды отраженным лучом на частоте 5,0 МГц с углом ввода 70°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-260 |
261-400 |
|
Поправка к чувствительности контроля, дБ |
+7 |
+10 |
Таблица 12
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "STEELPAINT" прямым лучом на частоте 5,0 МГц с углом ввода 60°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-240 |
241-400 |
|
Поправка к чувствительности контроля, дБ |
0 |
+3 |
Таблица 13
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "STEELPAINT" однажды отраженным лучом на частоте 5,0 МГц с углом ввода 60°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-240 |
241-400 |
|
Поправка к чувствительности контроля, дБ |
+6 |
+8 |
Таблица 14
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "ВГ-33" прямым лучом на частоте 2,5 МГц с углом ввода 60°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-210 |
211-310 |
311-340 |
341-400 |
|
Поправка к чувствительности контроля, дБ |
0 |
+2 |
+5 |
+7 |
Таблица 15
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "ВГ-33" однажды отраженным лучом на частоте 2,5 МГц с углом ввода 60°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-270 |
271-320 |
311-400 |
|
Поправка к чувствительности контроля, дБ |
+3 |
+5 |
+10 |
Таблица 16
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "PERMATEX" прямым лучом на частоте 5,0 МГц с углом ввода 60°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-210 |
211-400 |
|
Поправка к чувствительности контроля, дБ |
+4 |
+2 |
Поправка к чувствительности контроля при контроле сварных соединений через покрытие типа "PERMATEX" однажды отраженным лучом на частоте 5,0 МГц с углом ввода 60°
|
Толщина покрытия в месте расположения ПЭП, мкм |
150-190 |
191-400 |
|
Поправка к чувствительности контроля, дБ |
+8 |
+5 |
6.3.7.10 При обнаружении дефекта его положение отмечают несмываемым маркером и производят измерение:
- уровня амплитуды эхо-сигнала от дефекта по отношению к браковочному уровню с учетом поправки на толщину покрытия;
- условной протяженности дефекта вдоль шва;
- глубины залегания дефекта в сечении шва.
6.3.7.11 Условную протяженность дефектов вдоль шва (DL) в миллиметрах измеряют как расстояние между крайними положениями ПЭП, перемещаемого вдоль шва и ориентированного перпендикулярно к нему. При этом крайними положениями преобразователя считают те, при которых амплитуда эхо-сигнала от дефекта уменьшается до поискового уровня чувствительности.
6.3.7.12 Глубину залегания дефекта (Ymax) в миллиметрах определяют с помощью глубиномера дефектоскопа в соответствии с инструкцией по его эксплуатации.
6.3.8 Особенности контроля стыковых сварных соединений с использованием дефектоскопа с механизированным, полуавтоматизированным или автоматизированным сканирующим устройством.
6.3.8.1 Выполнить подготовку поверхности соединения к проведению контроля. Ширина подготавливаемой зоны определяется конструкцией сканирующего устройства и должна быть указана в операционной технологической карте. Требования к чистоте поверхности - согласно п. 6.3.4.
6.3.8.2 Контроль стыковых сварных соединений резервуара, не имеющего антикоррозионного покрытия, следует выполнять в следующей последовательности:
Этап 1: ВИК сварного соединения.
Этап 2: УЗК с применением сканирующего устройства.
На этапе 1 проводят визуальный и измерительный контроль сварного соединения и околошовной зоны в пределах зоны сканирования. На этапе 2 выполняют ультразвуковой контроль с применением сканирующего устройства.
6.3.8.3 Контроль стыковых сварных соединений через антикоррозионное покрытие следует выполнять в следующей последовательности:
Этап 1: ВИК сварного соединения и антикоррозионного покрытия в зоне перемещения ПЭП (в зоне сканирования).
Этап 2: УЗК с применением сканирующего устройства и предварительной корректировкой чувствительности.
Этап 3: Измерение толщины покрытия в месте обнаружения дефекта.
Этап 4: УЗК с применением дефектоскопа общего назначения и ручного сканирования.
На этапе 1 проводят визуальный и измерительный контроль. На этапе 2 выполняют контроль сварного шва с корректировкой чувствительности +2 дБ на наличие покрытия и +2 дБ на наличие нефти и/или парафиновых отложений (если они есть). На этапе 3 измеряют толщину антикоррозионного покрытия в месте расположения ПЭП при обнаружении дефекта. На этапе 4 с помощью дефектоскопа общего назначения и ручного сканирования производят измерение характеристик обнаруженного дефекта с корректировкой чувствительности в зависимости от толщины и вида покрытия согласно п. 6.3.7.9.
6.3.8.4 Контроль на этапе 2 выполняют путем перемещения сканирующего устройства вдоль шва в соответствии с технологической картой для этого оборудования. После установки сканирующего устройства на начальную точку его перемещают до конечной точки сканирования со скоростью не более 1 м/мин. Во время контроля допускаются остановки, плавное изменение скорости, а так же корректировка положения сканирующего устройства относительно оси сварного соединения.
6.3.8.5 После завершения сканирования проводят просмотр результатов контроля, оценку качества и предварительную обработку данных.
6.3.8.6 По результатам обработки данных отмечают участки сварных швов с выявленными дефектами и участки, на которых были зафиксированы отсутствие контакта и превышение скорости перемещения. Такие участки подвергают повторному контролю.
6.3.8.7 На этапе 3 в местах, где по результатам контроля с применением сканирующего устройства было зафиксировано наличие дефектов, выполняют измерение толщины антикоррозионного покрытия.
6.3.8.8 На этапе 4 на участках, где по результатам контроля с применением сканирующего устройства было зафиксировано наличие дефектов и измерена толщина покрытия, выполняют ручной контроль с помощью дефектоскопа общего назначения и измерение характеристик этих дефектов. Чувствительность дефектоскопа должна соответствовать требованиям п. 6.3.7.8 и п. 6.3.7.9.
6.3.8.9 Если по результатам автоматизированного контроля выявленный дефект является недопустимым, а поправка к чувствительности по п. 6.3.7.9 при этом имеет положительное значение более 2 дБ, то ручной контроль не проводят и разбраковку дефектов проводят по результатам АУЗК.
6.3.9 Особенности контроля мест сопряжения вертикальных и горизонтальных стыковых сварных соединений.
6.3.9.1 Ультразвуковой контроль мест сопряжения вертикальных и горизонтальных стыковых сварных соединений стенки резервуара выполняют в ручном варианте в соответствии со схемой, представленной на рис 8. Прозвучивание выполняется прямым и однократно отраженным лучом.
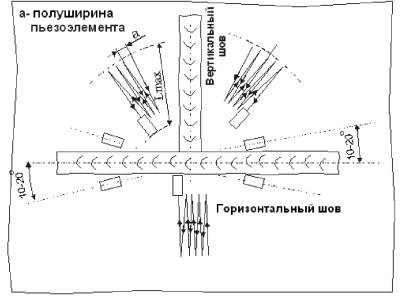
Схема контроля места сопряжения вертикального шва с горизонтальным швом
Рисунок 8
6.3.9.2 Перемещения ПЭП при контроле со стороны горизонтального шва в сторону места сопряжения необходимо выполнять веерообразно (см. рис 8). Шаг сканирования при максимальном удалении ПЭП между соседними траекториями не должен превышать полуширины пьезоэлемента, указанной в паспорте ПЭП.
6.3.9.3 При контроле места сопряжения со стороны вертикального шва, сканирование необходимо выполнять путем поперечно-продольного перемещения ПЭП. При перемещении ПЭП следует поворачивать в обе стороны от заданного направления движения на угол 10-15°. Шаг сканирования не должен превышать половины ширины пьезоэлемента.
6.3.9.4 С целью выявления поперечных трещин на участке вертикального шва и не провара в горизонтальном шве (в месте сопряжения) прозвучивание следует выполнить с ориентацией ПЭП в 10-20° по отношению к продольной оси вертикального шва. Перемещение ПЭП необходимо выполнить вдоль шва возвратно-поступательным движением с шагом не более половины диаметра (ширины) пьезоэлемента ПЭП.
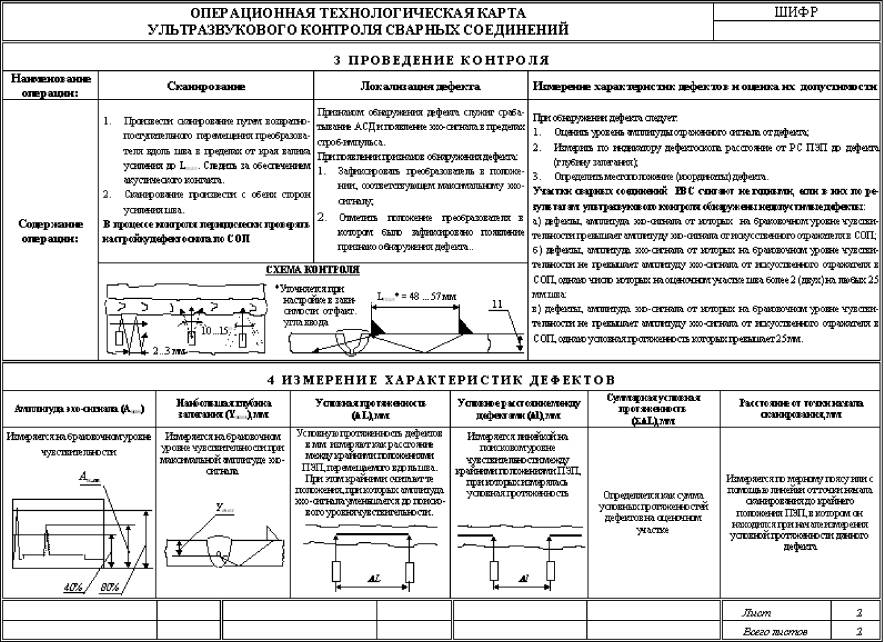
6.3.10 Критерии оценки качества проконтролированных соединений и оформление результатов контроля.
6.3.10.1 Качество сварных соединений по результатам ультразвукового контроля оценивается в соответствии с требованиями табл. 4.1 РД-16.01-60.30.00-КТН-063.
6.3.10.2 Участки сварных соединений резервуара считают не годными, если в них по результатам ультразвукового контроля обнаружены недопустимые дефекты:
а) дефекты, амплитуда эхо-сигнала от которых на браковочном уровне чувствительности (с учетом поправки при наличии антикоррозионного покрытия) превышает амплитуду эхо-сигнала от искусственного отражателя в СОП;
б) дефекты, амплитуда эхо-сигнала от которых на браковочном уровне чувствительности (с учетом поправки при наличии антикоррозионного покрытия) не превышает амплитуду эхо-сигнала от искусственного отражателя в СОП, однако число которых на оценочном участке шва превышает максимально допустимые значения по табл. 18;
в) дефекты, амплитуда эхо-сигнала от которых на браковочном уровне чувствительности (с учетом поправки при наличии антикоррозионного покрытия) не превышает амплитуду эхо-сигнала от искусственного отражателя в СОП, однако условная протяженность которых превышает длину оценочного участка, указанную в табл. 18.
Таблица 18
|
Наименьшая толщина элемента конструкции в сварном соединении, S, мм |
Длина оценочного участка, l, мм |
Допустимое число одиночных дефектов на оценочном участке, n, шт. |
||
|
5,0£S£10,0 |
20 |
1 |
||
|
10,0<S£20,0 |
25 |
2 |
||
|
20,0<S£28,0 |
30 |
3 |
||
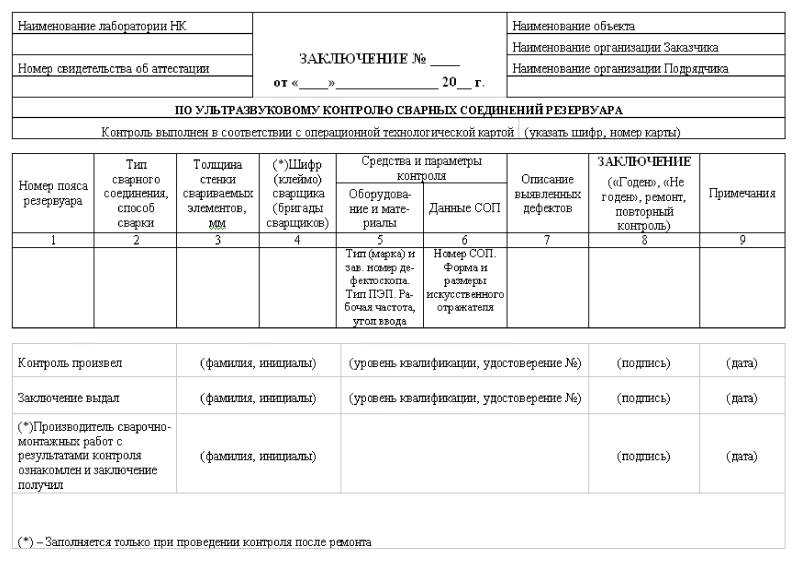
6.3.10.3 Результаты контроля следует оформлять в виде Заключения в соответствии с приложением Г. К Заключению должна быть приложена схема (карта) проконтролированных соединений с указанием на ней мест расположения всех обнаруженных дефектов. При описании дефектов используют их условные обозначения согласно п. 4.5.15 РД-08.00-60.30.00-КТН-046. Заключение должно быть приложено к «Акту проведения ультразвукового контроля», который составляется в соответствии с требованиями РД-16.01-60.30.00-КТН-063.
6.4 Технология ультразвукового контроля металла стенки резервуара после ремонта
6.4.1 Контроль участков металла стенки резервуара после ремонта локальных коррозионных повреждений проводится в соответствии с приложением Д РД-25.160.10-КТН-050.
6.4.2 Контроль проводят с применением прямого раздельно-совмещенного и наклонного пьезопреобразователей.
6.4.3 Требования к оборудованию.
6.4.3.1 Применяемые для контроля ультразвуковые дефектоскопы должны соответствовать требованиям п. 6.1.2.3.
6.4.3.2 Для контроля прямым пьезопреобразователем следует применять прямые РС ПЭП с рабочей частотой 5,0 МГц.
6.4.3.3 Для контроля наклонным пьезопреобразователем следует применять ПЭП, характеристики которых приведены в табл.3.
6.4.4 Подготовка поверхности контролируемого участка.
Перед проведением контроля следует выполнить подготовку поверхности контролируемого участка:
- обеспечить доступ к отремонтированному участку для беспрепятственного сканирования;
- контролируемый участок необходимо тщательно очистить от грязи, ржавчины, отложений с помощью металлических щеток;
- зашлифовать с помощью шлифмашины поверхность контролируемого участка заподлицо с поверхностью основного металла;
- обработать зашлифованный участок наждачной бумагой № 3 и № 4. Чистота обработки подготовленной поверхности должна быть не хуже Ra 6,3 (Rz 40). Размеры зоны зачистки должны превышать размеры зоны отремонтированного участка не менее, чем на 20 мм по всему его периметру при контроле прямым РС ПЭП и не менее, чем на величину, равную (2S´tga)+40 мм (S - толщина стенки в миллиметрах, a - угол ввода ультразвуковых колебаний в градусах угловых) - при контроле совмещенным наклонным ПЭП;
- отметить маркером контур зоны контроля (рис.9).
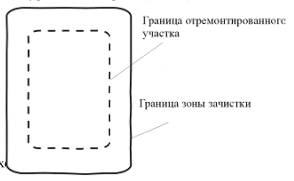
Схема зачистки и разметки зоны контроля
Рисунок 9
6.4.5 Контроль с применением прямого РС ПЭП (на примере работы с дефектоскопом «EPOCH-III»).
6.4.5.1 Настройка дефектоскопа. При выполнении настройки осуществляют:
- настройку диапазона развертки;
- настройку глубиномера;
- настройку строб-импульса;
- настройку чувствительности.
6.4.5.2 Настройку дефектоскопа следует выполнять по СОП с искусственным отражателем в виде отверстия с плоским дном диаметром 3 мм (см. рис.10).

Стандартный образец предприятия с искусственным отражателем в виде отверстия с плоским дном
Рисунок 10
6.4.5.3 Типовую настройку диапазона развертки выполняют следующим образом:
а) нанести на поверхность СОП контактную жидкость и установить РС ПЭП на поверхность СОП;
б) получить в СОП последовательность эхо-сигналов от противоположной поверхности (донные сигналы) (см. рис.11);

Настройка диапазона развертки
Рисунок 11
в) установить коэффициент усиления дефектоскопа так, чтобы уровень первого донного эхо-сигнала составлял 80% от полной высоты экрана;
г) используя параметр «Задержка развертки», совместить вершину первого донного сигнала с четвертым делением экрана дефектоскопа;
д) используя параметр «Длительность развертки», совместить вершину второго донного сигнала с восьмым делением экрана дефектоскопа;
е) повторять действия пунктов в) и г) до тех пор, пока оба сигнала не будут совмещены с нужными делениями шкалы экрана (см. рис.11).
6.4.5.4 Настройку глубиномера следует выполнить в соответствии с Инструкцией по эксплуатации дефектоскопа.
6.4.5.5 Типовая настройка строб-импульса выполняется следующим образом:
а) получить эхо-сигнал от искусственного отражателя в СОП;
б) установить на экране дефектоскопа строб-импульс таким образом, чтобы его начало соответствовало 2 мм шкалы экрана, а конец совпадал с задним фронтом сигнала от искусственного отражателя в СОП, при этом его уровень составлял 40% полной высоты экрана (см. рис. 12).
Настройка положения строб-импульса
Рисунок 12
6.4.5.6 Настройку чувствительности (браковочного уровня) производят по эхо-сигналу от отверстия с плоским дном диаметром 3,0 мм в СОП, вид которого приведен на рис.10.
Настройка чувствительности дефектоскопа
Рисунок 13
6.4.5.7 Типовая настройка чувствительности выполняется следующим образом:
а) нанести слой контактной жидкости на поверхность СОП;
б) установить РС ПЭП на СОП, получить максимальный эхо-сигнал от отверстия с плоским дном диаметром 3,0 мм;
в) используя параметр дефектоскопа «Усиление», установить уровень амплитуды эхо-сигнала равным 80% высоты экрана (см. рис. 13). Уровень поисковой чувствительности отличается от браковочного в два раза (на 6 дБ) и составляет 40% от полной высоты экрана.
6.4.5.8 Проведение контроля. Прозвучивание подлежащих контролю участков стенки резервуара осуществляют путем продольно-поперечного перемещения ПЭП в пределах размеченной зоны (см. рис. 14).
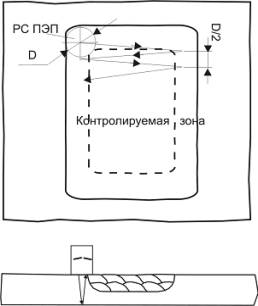
Схема контроля участка стенки резервуара после ремонта
Рисунок 14
6.4.5.9 Скорость перемещения РС ПЭП (скорость сканирования) не должна превышать 50 мм/с при шаге сканирования не более половины диаметра (ширины) пьезопластины.
6.4.5.10 При сканировании необходимо плотно прижимать РС ПЭП к поверхности контролируемой зоны для обеспечения постоянного и надежного акустического контакта. Качество акустического контакта необходимо проверять по наличию и амплитуде донного сигнала на экране дефектоскопа.
6.4.6 Контроль с применением наклонного совмещенного ПЭП.
6.4.6.1 В зависимости от толщины металла контролируемого участка из табл.3 выбрать ПЭП с соответствующими параметрами.
6.4.6.2 Выполнить настройку дефектоскопа аналогично п. 6.3.6.
6.4.6.3 Проведение контроля. Прозвучивание сварного шва следует выполнять, равномерно сканируя его поверхность пьезопреобразователем.
Сканирование производить путем возвратно-поступательного перемещения ПЭП согласно схеме, приведенной на рис.15. Скорость сканирования должна быть не более 50 мм/с, шаг сканирования не должен превышать половины диаметра (ширины) пьезоэлемента.
Максимальное перемещение ПЭП от края отремонтированного участка Lmax определяется из выражения:
Lmax=2S´tga,
где a - угол ввода, S - толщина стенки элемента конструкции.
В процессе возвратно-поступательного перемещения ПЭП необходимо поворачивать в обе стороны от заданного направления движения на угол 10-15°.

Схема сканирования отремонтированного участка
Рисунок 15
6.4.6.4 При обнаружении дефекта следует выполнить операции согласно п.п. 6.3.7.10-6.3.7.12 настоящего РД.
6.4.7 Критерии оценки качества отремонтированных участков и оформление результатов контроля.
6.4.7.1 По результатам ультразвукового контроля качество отремонтированных участков металла стенки резервуара оценивают в соответствии с требованиями п.п. 6.3.10.1 и 6.3.10.2 настоящего РД.
6.4.8 Результаты контроля следует оформлять в виде Заключения в соответствии с приложением Г. Заключение должно быть приложено к «Акту проведения ультразвукового контроля», который составляется в соответствии с требованиями РД-16.01-60.30.00-КТН-063. При описании дефектов используют их условные обозначения согласно п. 4.5.15 РД-08.00-60.30.00-КТН-046.
7 Требования безопасности при проведении контроля
7.1 Общие положения
7.1.1 Для обеспечения безопасности при проведении работ по контролю основного металла стенки и сварных соединений РВС (П, ПК) необходимо обеспечить выполнение требований следующих документов:
- ППБ 01;
- ВППБ 01-05;
- ПУЭ.
7.1.2 По всем операциям технологического процесса должны быть разработаны и утверждены инструкции по технике безопасности и пожарной безопасности.
7.1.3 Руководители соответствующих подразделений должны обеспечить выполнение организационных и технических мероприятий для создания безопасных условий труда, а также контролировать выполнение правил и инструкций по технике безопасности и пожарной безопасности.
7.1.4 Персонал, выполняющий работы, должен быть проинструктирован по правилам техники безопасности и пожарной безопасности в объеме возложенных на него обязанностей и обязан неукоснительно выполнять эти правила.
7.2 Требования безопасности при выполнении ультразвукового контроля
7.2.1 При проведении работ по ультразвуковому контролю следует руководствоваться требованиями ГОСТ 12.1.001, ГОСТ 12.2.003, ГОСТ 12.3.002.
7.2.2 При выполнении контроля должны соблюдаться требования СанПиН 2.2.4/2.1.8.582 и требования безопасности, изложенные в технической документации на применяемую аппаратуру, утвержденной в установленном порядке.
7.2.3 Уровни шума, создаваемого на рабочем месте дефектоскописта, не должны превышать допустимых по ГОСТ 12.1.003.
Приложение А
(рекомендуемое)
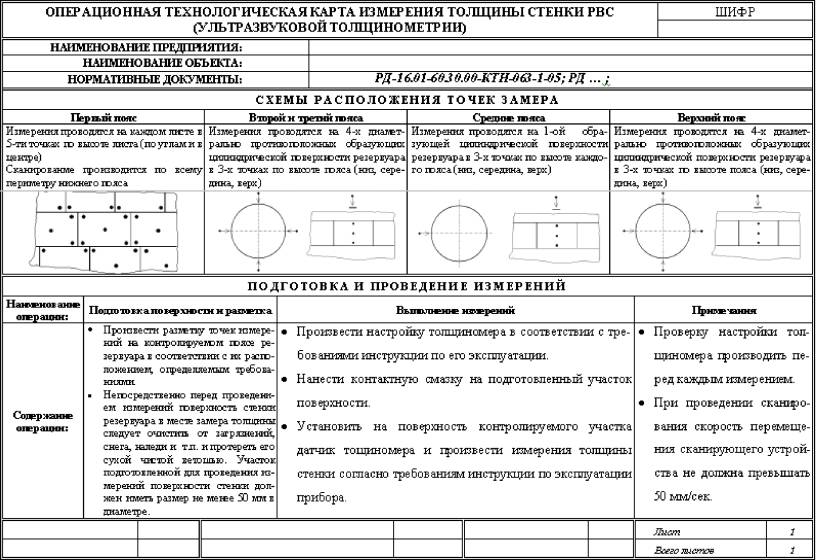
Типовая операционная технологическая карта толщинометрии стенки резервуара (пример заполнения)
Приложение Б
(рекомендуемое)
Типовая операционная технологическая карта ультразвукового контроля сварных соединений резервуара (пример заполнения)

Приложение В
(рекомендуемое)
Типовая операционная технологическая карта ультразвукового контроля стенки резервуара (пример заполнения)


Приложение Г
(обязательное)
Форма заключения по результатам ультразвукового контроля сварных соединений
Приложение Д
(обязательное)
Форма заключения по результатам ультразвуковой толщинометрии и сканирования

Ключевые слова: резервуары вертикальные стальные; стенка резервуара; основной металл стеки резервуара; сварные соединения; антикоррозионное покрытие; коррозионные повреждения основного металла; дефекты сварных соединений; ультразвуковой контроль; ультразвуковая толщинометрия; технология ультразвукового контроля; технологическая инструкция; операционная технологическая карта; оценка качества по результатам контроля; оформление результатов контроля
Текст документа соответствует источнику