
|
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р 52400- 2005 |

РЕЗЕРВУАРЫ ВОЗДУШНЫЕ ДЛЯ ТОРМОЗОВ
ВАГОНОВ ЖЕЛЕЗНЫХ ДОРОГ
Общие технические условия
|
|
Москва |
Предисловие
Цели и
принципы стандартизации в Российской Федерации установлены Федеральным законом
от 27 декабря
Сведения о стандарте
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 243 «Вагоны»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по
техническому регулированию и метрологии от 22 ноября
3 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет
Содержание
|
4.3 Требования к сварным соединениям 8 Упаковка, транспортирование и хранение ПАСПОРТ резервуара воздушного для автотормозов вагонов
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
|
РЕЗЕРВУАРЫ ВОЗДУШНЫЕ ДЛЯ ТОРМОЗОВ ВАГОНОВ ЖЕЛЕЗНЫХ ДОРОГ Общие технические условия Air reservoirs for railway brakes. General specifications |
Дата введения 2006-07-01
1 Область применения
Настоящий стандарт распространяется на воздушные
резервуары для тормозов грузовых и пассажирских вагонов железных дорог колеи
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2.601-95 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1577-93 Прокат толстолистовой широкополосный из конструкционной качественной стали. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ
7409-90 Вагоны грузовые магистральных железных дорог колеи
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ
12549-2003 Вагоны пассажирские магистральных железных дорог колеи
ГОСТ 14249-89 Сосуды и аппараты. Нормы и методы расчета на прочность
ГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18353-79 Контроль неразрушающий. Классификация видов и методов
ГОСТ 19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО 4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 23170-78 Упаковки для изделий машиностроения. Общие требования
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 27947-88 Контроль неразрушающий. Рентгенотелевизионный метод. Общие требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Типы и основные размеры
3.1 Типы и основные размеры резервуаров должны соответствовать рисунку 1 и таблице 1.
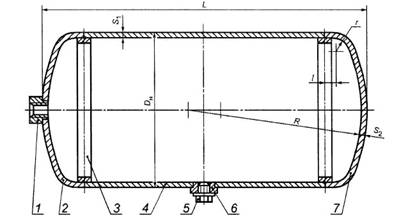
1 - штуцер днища; 2 - днище с отверстием; 3 - подкладное кольцо; 4 - обечайка; 5 - пробка; 6 - штуцер обечайки; 7 - глухое днище
Рисунок 1 - Резервуар
Таблица 1
|
Типоразмер резервуара |
Расчетное давление, МПа (кгс/см2) |
Вместимость, л |
L |
Dн |
R |
S1 |
S2 |
r |
l |
Номинальный размер резьбы штуцера, дюймы |
|
|
мм |
мм, не менее |
обечайки |
днища |
||||||||
|
Р7-8 |
0,7 (7) |
8 |
210 |
250 |
300 |
2,5 |
3,0 |
0,1 R |
16 |
1/2 |
3/4 |
|
Р7-12 |
12 |
300 |
1/2 |
||||||||
|
Р7-16 |
16 |
380 |
|||||||||
|
Р7-55 |
55 |
860 |
300 |
1; 3/4 |
|||||||
|
Р7-78 |
78 |
1210 |
|||||||||
|
Р7-100 |
100 |
1510 |
3/4 |
||||||||
|
Р7-135 |
135 |
1180 |
400 |
||||||||
|
Р10-20 |
1,0 (10) |
20 |
475 |
250 |
3,9 |
3/8 |
|||||
|
Р10-170 |
170 |
1362 |
416 |
400 |
4,0 |
5,0 |
24 |
3/4 |
1 1/4; 3/4, 1/2 |
||
|
Примечания 1 Допускаемые отклонения размеров устанавливаются конструкторской документацией на резервуары. 2 Допускается дополнительно устанавливать штуцеры на глухом днище и обечайке по согласованию с потребителем. 3 Допускается по согласованию с заказчиком увеличение толщины
обечайки резервуара Р7-78 для грузовых вагонов до |
|||||||||||
3.2 Пример условного обозначения резервуара с расчетным давлением 0,7 МПа (7 кгс/см2), вместимостью 78 л:
Резервуар Р7-78 - ГОСТ Р 52400-2005
3.3 Штуцеры обечайки и днища резервуара должны иметь трубную резьбу по ГОСТ 6357, класс В.
4 Технические требования
4.1 Общие требования
4.1.2 Резервуары по прочности должны соответствовать ГОСТ 14249.
4.1.3 Резервуары следует изготовлять в исполнении У категории 1 по ГОСТ 15150.
4.2 Требования к конструкции
Не
допускаются дефекты, образующиеся в процессе изготовления обечайки и днища
резервуаров, глубиной более
4.2.5 Гофр цилиндрической части днища не должен превышать
4.2.6 Допуск цилиндричности и допуск круглости резервуара не должен превышать допуска на диаметр.
4.2.7 Штуцеры следует приваривать в центре днища и середине обечайки.
Допускается
смещение штуцера от центра обечайки, при этом расстояние от поперечного или
продольного шва резервуара должно быть не менее
4.3 Требования к сварным соединениям
4.3.1 Продольные и кольцевые швы должны быть выполнены встык электродуговой сваркой по ГОСТ 8713 или ГОСТ 14771.
Допускается применение подкладных планок.
Приварку штуцеров допускается выполнять ручной дуговой сваркой или сваркой в среде защитных газов.
Допускается по согласованию с заказчиком применение нестандартных сварных швов.
4.3.3 При угле изгиба в 100° в сварных соединениях не должно быть трещин.
4.3.4 Швы резервуаров должны быть плотными.
4.3.7 Конструктивные элементы и размеры сварных швов должны соответствовать ГОСТ 8713 и ГОСТ 14771, нестандартных сварных швов - по конструкторской документации.
4.3.8 В сварных соединениях не допускаются следующие наружные дефекты:
- трещины всех видов и направлений в сварном шве, зоне термического влияния и основном металле;
- незаваренные кратеры;
- прожоги сварного шва;
- наплывы;
- подрезы глубиной более 0,1 S, протяженностью более
- свищи;
- непровар в продольном сварном шве;
- смещение кромок в стыковых сварных швах: в продольных более 0,1 S, в кольцевых - более 0,1S + 1,0;
- увод кромок более 0,1 S + 3,0;
- поры в виде сплошной сетки;
- скопление пор и включений.
4.3.9 В сварных соединениях не допускаются следующие внутренние дефекты:
- трещины всех видов и направлений в сварном шве, зоне термического влияния и основном металле;
- непровар в продольном сварном шве;
- непровар в кольцевом сварном шве по сечению более 0,15 S;
- поры в виде сплошной сетки;
- скопление пор и включений;
- отдельные поры или шлаковые включения размером более
- дефекты в виде пор и шлаковых включений суммарным линейным
размером на
Поры
размером не более
4.4 Требования к материалам
4.4.1 Детали резервуара следует изготовлять из стали марок:
- днище, обечайка, подкладные кольца и планки - 10ХНДП, 09Г2С-14, 09Г2-14 по ГОСТ 19281, 15 и 20 по ГОСТ 1050, ГОСТ 1577 и ГОСТ 16523, Ст3сп5 по ГОСТ 380, ГОСТ 14637 и ГОСТ 16523.
По согласованию с заказчиком допускается применение полуспокойной стали тех же марок для резервуаров с расчетным давлением 0,7 МПа (7 кгс/см2);
- штуцер и пробка - Ст3 по ГОСТ 380 любой степени раскисления, 15, 20 по ГОСТ 1050. Допускается изготовление штуцера и пробки из стали марок 15Л, 20Л по ГОСТ 977, пробки из 25Л и 40Л по ГОСТ 977;
- паспортные таблички - Ст0, Ст2, Ст3 - по ГОСТ 380 любой степени раскисления.
4.4.2 Изготовление днища и обечайки резервуара из стали разных марок не допускается.
4.4.3 Марки, сортамент и условия подготовки к использованию сварочных материалов должны обеспечивать выполнение требования 4.3.2.
4.4.4 Окраска наружных поверхностей резервуаров - по ГОСТ 7409 и ГОСТ 12549. Перед окраской резервуары должны быть подвергнуты всем видам испытаний и контроля. Резервуары, являющиеся объектом самостоятельной поставки, допускается окрашивать в один слой грунтовками, эмалями или масляной краской с нанесением остальных слоев при окраске всего вагона.
4.5 Срок службы
Назначенный срок службы резервуаров - 20 лет. По истечении срока службы резервуаров эксплуатация их должна быть прекращена. Решение о возможности дальнейшей эксплуатации принимается по результатам обследования технического состояния каждого резервуара.
4.6 Требования к маркировке
4.6.1 На глухом днище или обечайке резервуара должна быть нанесена маркировка, содержащая:
- условный номер или товарный знак предприятия-изготовителя;
- обозначение резервуара;
- номер резервуара по системе нумерации предприятия-изготовителя;
- год и месяц изготовления.
На
резервуарах с расчетным давлением 0,7 МПа (7 кгс/см2) маркировку
наносят белой масляной краской, с расчетным давлением 1,0 МПа (10 кгс/см2)
- выбивают на приварных табличках. Не допускается приварка табличек на деталях
резервуара толщиной менее
Кроме того, на штуцере обечайки должны быть выбиты номер резервуара, год и месяц изготовления и условный номер или товарный знак предприятия-изготовителя.
Выбивать знаки маркировки непосредственно на обечайке или днище не допускается.
4.6.2 По результатам сертификации резервуаров, являющихся объектом самостоятельной поставки, на резервуаре или в сопроводительной документации должен быть проставлен знак соответствия национальной системы сертификации.
4.7 Комплектность
4.7.1 К резервуару в соответствии с договором на поставку прилагается эксплуатационная документация по ГОСТ 2.601 и паспорт. Форма паспорта - по приложению А. По согласованию между изготовителем и заказчиком эксплуатационную документацию допускается прилагать к партии резервуаров, отправляемых по одному адресу.
4.7.2 Сопроводительная документация должна быть упакована по ГОСТ 23170.
5 Требования безопасности
6 Правила приемки
6.1 Для контроля соответствия резервуаров требованиям настоящего стандарта следует проводить приемосдаточные, периодические и типовые испытания по ГОСТ 15.309. Сертификационные испытания проводят в соответствии с требованиями Системы сертификации.
6.2 При приемосдаточных испытаниях подвергают сплошному контролю 4.2.4 - 4.2.8, 4.3.4, 4.3.7 (размер швов), 4.3.8, 4.4.4, 4.6, 4.7 и выборочному контролю 3.1, 3.3, 4.1.1, 4.2.1, 4.3.2, 4.3.3, 5.1. Объем выборки устанавливает изготовитель.
Внутренние дефекты сварных соединений (4.3.9) подвергают сплошному контролю на резервуарах с расчетным давлением 1,0 МПа (10 кгс/см2) и выборочному контролю на резервуарах с расчетным давлением 0,7 МПа (7 кгс/см2). Объем выборки определяют по согласованию с заказчиком.
6.3 Требования 4.2.2, 4.2.3, 4.2.9, 4.3.1, 4.3.5, 4.3.6, 4.3.7 (величина взаимного смещения кромок), 4.4.1-4.4.3 проверяют при операционном контроле.
6.4 Периодическим испытаниям подвергают вновь изготовленные и выдержавшие приемосдаточные испытания резервуары. Периодические испытания проводят один раз в два года по программе, согласованной с заказчиком.
6.5 При периодических испытаниях резервуары проверяют в полном объеме требований настоящего стандарта, кроме 4.1.2 и 4.5.
6.6 Отбор образцов резервуаров для проведения периодических испытаний проводят методом случайного отбора по ГОСТ 18321. Объем выборки определяют по согласованию с заказчиком.
6.7 Типовым испытаниям подвергают резервуары после внесения изменений в конструкцию или технологию для оценки эффективности и целесообразности вносимых изменений. Решение о проведении типовых испытаний принимает изготовитель по согласованию с заказчиком.
Изменения в конструкции и технологии изготовления резервуаров подтверждаются расчетами по ГОСТ 14249 (4.1.2.)
6.8 При типовых испытаниях резервуары проверяют в полном объеме требований настоящего стандарта.
6.9 Результаты проверки и испытаний резервуаров должны быть оформлены в соответствии с ГОСТ 15.309.
7 Методы испытаний
7.1 Правильность сборки (3.1, 4.1.1), наличие дефектов (4.2.4, 4.3.8), маркировку (4.6), комплектность (4.7) и сварку (5.2) проверяют визуально при наружном осмотре.
7.2 Соответствие требованиям 3.1, 4.1.1, 4.2.1, 4.2.3 - 4.2.8, 4.3.6, 4.3.7 следует проверять измерительным инструментом и контрольными приспособлениями, обеспечивающими необходимую точность измерений.
7.3 Проверка наружных дефектов сварных швов (4.3.8) - по ГОСТ 3242.
7.4 Определение механических свойств сварных соединений (4.3.2, 4.3.3) - по ГОСТ 6996-66.
При приемосдаточных испытаниях определение механических свойств допускается на контрольных соединениях, выполненных из материалов и по технологии контролируемой партии резервуаров; при периодических испытаниях - на образцах, вырезанных из резервуара, при невозможности выполнения требования 2.8 ГОСТ 6996 - на контрольных соединениях.
7.5 Определение внутренних дефектов в швах сварных соединений (4.3.9) проводят методом просвечивания проникающими излучениями по ГОСТ 7512, класс чувствительности 2, методом ультразвуковой дефектоскопии по ГОСТ 14782 или рентгенотелевизионным методом по ГОСТ 27947. Допускается по согласованию с заказчиком определение внутренних дефектов методом акустической эмиссии по ГОСТ 18353.
Просвечиванию подлежат продольные и кольцевые швы на протяжении не менее 25 % общей длины выполненных стыковых соединений резервуара.
Допускается по согласованию с потребителем уменьшение процента от общей длины сварных швов.
7.6 Плотность швов (4.3.4) следует
проверять гидравлическим испытанием. Гидравлическое испытание резервуара
следует проводить пробным (полуторным расчетным) давлением, по которым он
выдерживается в течение 3 мин, резервуаров вместимостью
При
испытании проводят технический осмотр резервуара и обстукивание сварных швов
деревянным молотком массой
Течь, «слезки» и потение при испытании не допускаются.
По согласованию с заказчиком допускается испытание плотности швов пневматическим способом по технологии предприятия-изготовителя, обеспечивающей необходимые меры безопасности.
7.7 Допускаемое отклонение от вместимости резервуара (4.2.1) определяют взвешиванием, как разницу масс полого и максимально заполненного водой резервуара.
7.8 Соответствие резервуара требованиям 4.5 контролируют расчетно-экспериментальным методом.
7.9 Контроль материалов (4.4.1, 4.4.3) следует проводить по сертификатам в соответствии с ГОСТ 24297.
7.10 Качество окраски (4.4.4) следует проверять по ГОСТ 7409 и 12549.
8 Упаковка, транспортирование и хранение
8.1 Резервуары после гидравлических испытаний должны быть очищены от посторонних предметов и остатков сварочных материалов, просушены внутри, отверстия штуцеров должны быть покрыты антикоррозионной смазкой по ГОСТ 9.014 и заглушены технологической пробкой, не нарушающей состояние резьбовой части.
8.2 При транспортировании и хранении резервуары должны быть предохранены от ударов и механических повреждений.
8.3 Условия хранения резервуаров в части воздействия климатических факторов С - по ГОСТ 15150.
9 Указания по эксплуатации
9.1 Резервуары следует эксплуатировать в соответствии с требованиями эксплуатационной документации.
9.2 В течение всего срока эксплуатации следует выполнять требование 5.1.
10 Гарантии изготовителя
10.1 Предприятие-изготовитель гарантирует соответствие резервуаров требованиям настоящего стандарта при соблюдении правил эксплуатации, хранения и транспортирования.
10.2 Гарантийный срок эксплуатации резервуара - 5 лет со дня ввода в эксплуатацию.
Приложение А
(рекомендуемое)
ПАСПОРТ
резервуара воздушного для автотормозов
_______________________________________ вагонов
пассажирских, грузовых и т.д.
|
Резервуар ________________________________________________ по ГОСТ Р 52400-2005 условное обозначение резервуара по стандарту Предприятие-изготовитель_____________________________________ Знак соответствия Месяц и год изготовления______________________________________ Системы Заводской номер______________________________________________ сертификации Материал_____________________________________________________________________ Толщина обечайки_____________________________________________________________ Толщина днища________________________________________________________________ Расчетное давление, МПа (кгс/см2)________________________________________________ Рабочее давление, МПа (кгс/см2)_________________________________________________ Пробное давление, МПа (кгс/см2)_________________________________________________ Количество штуцеров и размер резьбы в дюймах____________________________________ Назначенный срок службы, лет __________________________________________________ _________________________________________________________________________________________ запись предприятия-изготовителя о соответствии резервуара _____________________________________________________________________________ требованиям ГОСТ Р по результатам испытания М.П. Начальник цеха предприятия-изготовителя ____________ ______________________ подпись, инициалы, фамилия
Начальник ОТК _______________ ____________________________ подпись, инициалы, фамилия Ремонтный завод (предприятие)__________________________________________________ Месяц и год поступления в ремонт________________________________________________ Перечень видов освидетельствования и испытаний резервуара (в соответствии с эксплуатационной документацией) _________________________________________________ _____________________________________________________________________________ запись завода (предприятия), проводившего освидетельствование _____________________________________________________________________________________________ и испытание резервуара при поступлении вагона в ремонт, ______________________________________________________________________________ свидетельствующая о годности резервуара к эксплуатации
М.П Руководитель завода (предприятия) _______________ ______________________ подпись, инициалы, фамилия
Начальник ОТК _______________ ____________________________ подпись, инициалы, фамилия
|
|
Ключевые слова: воздушный резервуар, автотормоза вагонов (типов), расчетное давление для испытания, требования к конструкции, требования к сварке, испытания на прочность |