
Ăîńăîđňĺőíŕäçîđ đîńńčč
íňö « ďđîěűřëĺííŕ˙ áĺçîďŕńíîńňü»
ńĺđč˙ 10
íîđěŕňčâíűĺ
äîęóěĺíňű ďî áĺçîďŕńíîńňč,
íŕäçîđíîé č đŕçđĺřčňĺëüíîé äĺ˙ňĺëüíîńňč
â îáëŕńňč ęîňëîíŕäçîđŕ č íŕäçîđŕ çŕ
ďîäúĺěíűěč ńîîđóćĺíč˙ěč
Âűďóńę 43
ĎĐŔÂČËŔ
ÓŃŇĐÎÉŃŇÂŔ Č ÁĹÇÎĎŔŃÍÎÉ ÝĘŃĎËÓŔŇŔÖČČ
ŃÎŃÓÄÎÂ, ĐŔÁÎŇŔŢŮČŐ ĎÎÄ ÄŔÂËĹÍČĹĚ,
ÄËß ÎÁÚĹĘŇÎÂ ČŃĎÎËÜÇÎÂŔÍČß
ŔŇÎĚÍÎÉ ÝÍĹĐĂČČ
ÍĎ-044-03
Ěîńęâŕ
Ôĺäĺđŕëüíîĺ
ăîńóäŕđńňâĺííîĺ óíčňŕđíîĺ ďđĺäďđč˙ňčĺ
«Íŕó÷íî-ňĺőíč÷ĺńęčé öĺíňđ ďî áĺçîďŕńíîńňč â ďđîěűřëĺííîńňč
Ăîńăîđňĺőíŕäçîđŕ Đîńńčč»
2004
Îňâĺňńňâĺííűĺ đŕçđŕáîň÷čęč:
Ď.Ď. Ŕëĺęńŕřčí, Â.Ŕ. Ăđčâčçčđńęčé (Ăîńŕňîěíŕäçîđ Đîńńčč),
Â.Ń. Ęîňĺëüíčęîâ, Í.Ŕ. Őŕďîíĺí (Ăîńăîđňĺőíŕäçîđ Đîńńčč),
Č.Â. Ęŕëčáĺđäŕ, Â.Â. Ëŕďďî, Â.Ď. Ńëóöęĺđ, Ď.Â. Ňóë˙ęîâ
(ÍŇÖ ßĐÁ Ăîńŕňîěíŕäçîđŕ Đîńńčč)
Íŕńňî˙ůčĺ ôĺäĺđŕëüíűĺ íîđěű č ďđŕâčëŕ â îáëŕńňč čńďîëüçîâŕíč˙ ŕňîěíîé ýíĺđăčč «Ďđŕâčëŕ óńňđîéńňâŕ č áĺçîďŕńíîé ýęńďëóŕňŕöčč ńîńóäîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě, äë˙ îáúĺęňîâ čńďîëüçîâŕíč˙ ŕňîěíîé ýíĺđăčč» ńîâěĺńňíî ń äîęóěĺíňîě Ăîńăîđňĺőíŕäçîđŕ Đîńńčč «Ďđŕâčëŕ óńňđîéńňâŕ č áĺçîďŕńíîé ýęńďëóŕňŕöčč ńîńóäîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě, ĎÁ 10-115-96», óňâĺđćäĺííűě ďîńňŕíîâëĺíčĺě Ăîńăîđňĺőíŕäçîđŕ Đîńńčč îň 18.04.1995 ą 20, ń Čçěĺíĺíčĺě ą 1 ČĎÁ-03-147-97 îň 02.09.1997 (ďîńňŕíîâëĺíčĺ ą 25), óńňŕíŕâëčâŕţň ňđĺáîâŕíč˙ ę ýęńďëóŕňŕöčč ńîńóäîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě, îáúĺęňîâ čńďîëüçîâŕíč˙ ŕňîěíîé ýíĺđăčč ń ó÷ĺňîě îńîáĺííîńňĺé ýňčő îáúĺęňîâ č ďîđ˙äęŕ đĺăóëčđîâŕíč˙ áĺçîďŕńíîńňč ďđč čńďîëüçîâŕíčč ŕňîěíîé ýíĺđăčč, îńóůĺńňâë˙ĺěîăî Ăîńŕňîěíŕäçîđîě Đîńńčč.
Íŕńňî˙ůčé äîęóěĺíň âűďóńęŕĺňń˙ âďĺđâűĺ.
Íîđěŕňčâíűé äîęóěĺíň çŕđĺăčńňđčđîâŕí Ěčíţńňîě Đîńńčč 10.07.03 ă., đĺăčńňđŕöčîííűé ą 4886.
Ôĺäĺđŕëüíîĺ ăîńóäŕđńňâĺííîĺ óíčňŕđíîĺ ďđĺäďđč˙ňčĺ
«Íŕó÷íî-ňĺőíč÷ĺńęčé öĺíňđ ďî áĺçîďŕńíîńňč â ďđîěűřëĺííîńňč Ăîńăîđňĺőíŕäçîđŕ
Đîńńčč»
(ÔĂÓĎ «ÍŇÖ «Ďđîěűřëĺííŕ˙ áĺçîďŕńíîńňü») -
îôčöčŕëüíűé čçäŕňĺëü íîđěŕňčâíűő äîęóěĺíňîâ Ăîńăîđňĺőíŕäçîđŕ Đîńńčč
(ďđčęŕç Ăîńăîđňĺőíŕäçîđŕ Đîńńčč îň 19.03.01 ą 32)
ŃÎÄĹĐĆŔÍČĹ
Óňâĺđćäĺíű
ďîńňŕíîâëĺíčĺě Ăîńŕňîěíŕäçîđŕ
Đîńńčč č Ăîńăîđňĺőíŕäçîđŕ Đîńńčč
îň 19.06.03 ą 2/99,
çŕđĺăčńňđčđîâŕííűě
Ěčíčńňĺđńňâîě ţńňčöčč
Đîńńčéńęîé Ôĺäĺđŕöčč 10.07.03 ă.,
đĺăčńňđŕöčîííűé ą 4887
Ââĺäĺíű â äĺéńňâčĺ ń 01.10.03 ă.
ĎĐŔÂČËŔ
ÓŃŇĐÎÉŃŇÂŔ Č ÁĹÇÎĎŔŃÍÎÉ ÝĘŃĎËÓŔŇŔÖČČ
ŃÎŃÓÄÎÂ, ĐŔÁÎŇŔŢŮČŐ ĎÎÄ ÄŔÂËĹÍČĹĚ,
ÄËß ÎÁÚĹĘŇÎÂ ČŃĎÎËÜÇÎÂŔÍČß
ŔŇÎĚÍÎÉ ÝÍĹĐĂČČ
ÍĎ-044-03
1. ÎÁŮČĹ ĎÎËÎĆĹÍČß
1.1. Íŕçíŕ÷ĺíčĺ
1.1.1. Ďđŕâčëŕ óńňđîéńňâŕ č áĺçîďŕńíîé ýęńďëóŕňŕöčč ńîńóäîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě, äë˙ îáúĺęňîâ čńďîëüçîâŕíč˙ ŕňîěíîé ýíĺđăčč (äŕëĺĺ - Ďđŕâčëŕ) óńňŕíŕâëčâŕţň ňđĺáîâŕíč˙ ę ďđîĺęňčđîâŕíčţ, óńňđîéńňâó, čçăîňîâëĺíčţ, ěîíňŕćó, íŕëŕäęĺ, ýęńďëóŕňŕöčč, đĺěîíňó č đĺęîíńňđóęöčč â ďđîöĺńńĺ ýęńďëóŕňŕöčč íŕ îáúĺęňŕő čńďîëüçîâŕíč˙ ŕňîěíîé ýíĺđăčč ńîńóäîâ, öčńňĺđí, áî÷ĺę, áŕëëîíîâ, áŕđîęŕěĺđ*, čńďîëüçóĺěűő â ňĺőíîëîăč÷ĺńęčő ďđîöĺńńŕő îáúĺęňîâ čńďîëüçîâŕíč˙ ŕňîěíîé ýíĺđăčč (äŕëĺĺ - ÎČŔÝ) č (čëč) đŕńďîëîćĺííűő č ýęńďëóŕňčđóĺěűő íŕ čő ňĺđđčňîđčč, íĺ îňíĺńĺííűő ę ďĺđâîěó, âňîđîěó čëč ňđĺňüĺěó ęëŕńńó áĺçîďŕńíîńňč îáůčěč ďîëîćĺíč˙ěč îáĺńďĺ÷ĺíč˙ áĺçîďŕńíîńňč ńîîňâĺňńňâóţůčő ÎČŔÝ.
* Äŕëĺĺ ńîńóäű, öčńňĺđíű, áî÷ęč, áŕëëîíű, áŕđîęŕěĺđű, đŕáîňŕţůčĺ ďîä äŕâëĺíčĺě, čěĺíóţňń˙ «ńîńóäű». Čńďîëüçóĺěűĺ â íŕńňî˙ůčő Ďđŕâčëŕő ňĺđěčíű č îďđĺäĺëĺíč˙ ďđčâĺäĺíű â ďđčëîćĺíčč 1.
1.1.2. Ďđîĺęňčđîâŕíčĺ, čçăîňîâëĺíčĺ, ěîíňŕć č íŕëŕäęŕ ďî âíîâü ââîäčěűě ńîńóäŕě äë˙ ÎČŔÝ äîëćíű âűďîëí˙ňüń˙ ďî ďđŕâčëŕě óńňđîéńňâŕ č áĺçîďŕńíîé ýęńďëóŕňŕöčč ńîńóäîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě, óňâĺđćäĺííűě â óńňŕíîâëĺííîě ďîđ˙äęĺ (äŕëĺĺ - Ďđŕâčëŕ ďî ńîńóäŕě) ńďĺöčŕëčçčđîâŕííűěč îđăŕíčçŕöč˙ěč, đŕńďîëŕăŕţůčěč óńëîâč˙ěč âűďîëíĺíč˙ ńîîňâĺňńňâóţůčő đŕáîň č ďîäăîňîâëĺííűěč đŕáîňíčęŕěč (ďĺđńîíŕëîě).
1.1.3. Ýęńďëóŕňŕöč˙ ńîńóäîâ, ŕ ňŕęćĺ čő đĺěîíň č đĺęîíńňđóęöč˙ â ďđîöĺńńĺ ýęńďëóŕňŕöčč (âęëţ÷ŕ˙ đŕçđŕáîňęó ňĺőíîëîăčč đĺěîíňŕ, ęîíńňđóčđîâŕíčĺ č čçăîňîâëĺíčĺ ýëĺěĺíňîâ, ěîíňŕć, íŕëŕäęó, äčŕăíîńňčđîâŕíčĺ, čńďűňŕíč˙ č äđ.) ďđîčçâîä˙ňń˙ ďî íŕńňî˙ůčě Ďđŕâčëŕě ýęńďëóŕňčđóţůĺé îđăŕíčçŕöčĺé ÎČŔÝ čëč ďî ĺĺ đĺřĺíčţ - ńîîňâĺňńňâóţůčěč ńďĺöčŕëčçčđîâŕííűěč îđăŕíčçŕöč˙ěč.
Íŕäçîđ çŕ îńóůĺńňâëĺíčĺě ďĺđĺ÷čńëĺííűő đŕáîň îńóůĺńňâë˙ţň ěĺćđĺăčîíŕëüíűĺ ňĺđđčňîđčŕëüíűĺ îęđóăŕ Ăîńŕňîěíŕäçîđŕ Đîńńčč.
Íĺîáőîäčěîńňü č óńëîâč˙ ďđčâĺäĺíč˙ â ńîîňâĺňńňâčĺ ń íŕńňî˙ůčěč Ďđŕâčëŕěč ńîńóäîâ, íŕőîä˙ůčőń˙ â ýęńďëóŕňŕöčč čëč đĺěîíňĺ íŕ ÎČŔÝ, îďđĺäĺë˙ţňń˙ â ďîđ˙äęĺ, óńňŕíîâëĺííîě Ăîńŕňîěíŕäçîđîě Đîńńčč.
1.2. Îáëŕńňü đŕńďđîńňđŕíĺíč˙
1.2.1. Íŕńňî˙ůčĺ Ďđŕâčëŕ đŕńďđîńňđŕí˙ţňń˙ íŕ:
ńîńóäű, đŕáîňŕţůčĺ ďîä äŕâëĺíčĺě âîäű ń ňĺěďĺđŕňóđîé âűřĺ 115 °C čëč äđóăîé ćčäęîńňč ń ňĺěďĺđŕňóđîé, ďđĺâűřŕţůĺé ňĺěďĺđŕňóđó ęčďĺíč˙ ďđč äŕâëĺíčč 0,07 ĚĎŕ (0,7 ęăń/ńě2)*, áĺç ó÷ĺňŕ ăčäđîńňŕňč÷ĺńęîăî äŕâëĺíč˙;
* Çäĺńü č äŕëĺĺ óęŕçűâŕĺňń˙ čçáűňî÷íîĺ äŕâëĺíčĺ.
ńîńóäű, đŕáîňŕţůčĺ ďîä äŕâëĺíčĺě âîä˙íîăî ďŕđŕ čëč ăŕçŕ ńâűřĺ 0,07 ĚĎŕ (0,7 ęăń/ńě2);
áŕëëîíű, ďđĺäíŕçíŕ÷ĺííűĺ äë˙ őđŕíĺíč˙ ńćŕňűő, ńćčćĺííűő č đŕńňâîđĺííűő ăŕçîâ ďîä äŕâëĺíčĺě ńâűřĺ 0,07 ĚĎŕ (0,7 ęăń/ńě2);
öčńňĺđíű č áî÷ęč äë˙ őđŕíĺíč˙ ńćčćĺííűő ăŕçîâ, äŕâëĺíčĺ ďŕđîâ ęîňîđűő ďđč ňĺěďĺđŕňóđĺ äî 50 °C ďđĺâűřŕĺň äŕâëĺíčĺ 0,07 ĚĎŕ (0,7 ęăń/ńě2);
öčńňĺđíű č ńîńóäű äë˙ őđŕíĺíč˙ ńćŕňűő, ńćčćĺííűő ăŕçîâ, ćčäęîńňĺé č ńűďó÷čő ňĺë, â ęîňîđűő äŕâëĺíčĺ âűřĺ 0,07 ĚĎŕ (0,7 ęăń/ńě2) ńîçäŕĺňń˙ ďĺđčîäč÷ĺńęč äë˙ čő îďîđîćíĺíč˙;
áŕđîęŕěĺđű.
1.2.2. Íŕńňî˙ůčĺ Ďđŕâčëŕ íĺ đŕńďđîńňđŕí˙ţňń˙ íŕ:
ńîńóäű âěĺńňčěîńňüţ íĺ áîëĺĺ 0,025 ě3 (25 ë) íĺçŕâčńčěî îň äŕâëĺíč˙, čńďîëüçóĺěűĺ äë˙ íŕó÷íî-ýęńďĺđčěĺíňŕëüíűő öĺëĺé. Ďđč îďđĺäĺëĺíčč âěĺńňčěîńňč čç îáůĺé ĺěęîńňč ńîńóäŕ čńęëţ÷ŕĺňń˙ îáúĺě, çŕíčěŕĺěűé ôóňĺđîâęîé, ňđóáŕěč č äđóăčěč âíóňđĺííčěč óńňđîéńňâŕěč. Ăđóďďŕ ńîńóäîâ, ŕ ňŕęćĺ ńîńóäű, ńîńňî˙ůčĺ čç îňäĺëüíűő ęîđďóńîâ č ńîĺäčíĺííűĺ ěĺćäó ńîáîé ňđóáŕěč ń âíóňđĺííčě äčŕěĺňđîě áîëĺĺ 100 ěě, đŕńńěŕňđčâŕţňń˙ ęŕę îäčí ńîńóä;
ńîńóäű č áŕëëîíű âěĺńňčěîńňüţ íĺ áîëĺĺ 0,025 ě3 (25 ë), ó ęîňîđűő ďđîčçâĺäĺíčĺ äŕâëĺíč˙ â ĚĎŕ (ęăń/ńě2) íŕ âěĺńňčěîńňü â ě3 (ë) íĺ ďđĺâűřŕĺň 0,02 (200);
ńîńóäű ˙äĺđíűő ýíĺđăĺňč÷ĺńęčő óńňŕíîâîę ńóäîâ, ŕâčŕöčîííűő č ęîńěč÷ĺńęčő ëĺňŕňĺëüíűő ŕďďŕđŕňîâ;
ńîńóäű, đŕáîňŕţůčĺ ďîä äŕâëĺíčĺě, ńîçäŕţůčěń˙ ďđč âçđűâĺ âíóňđč íčő, â ńîîňâĺňńňâčč ń ňĺőíîëîăč÷ĺńęčě ďđîöĺńńîě;
ńîńóäű, đŕáîňŕţůčĺ ďîä âŕęóóěîě;
ńîńóäű, đŕáîňŕţůčĺ ďîä äŕâëĺíčĺě, ŕěěčŕ÷íűő őîëîäčëüíűő óńňŕíîâîę;
ńîńóäű ńî ńćŕňűěč č ńćčćĺííűěč ăŕçŕěč, ďđĺäíŕçíŕ÷ĺííűĺ äë˙ îáĺńďĺ÷ĺíč˙ ňîďëčâîě äâčăŕňĺëĺé ňđŕíńďîđňíűő ńđĺäńňâ, íŕ ęîňîđűő îíč óńňŕíîâëĺíű;
ďđčáîđű ďŕđîâîăî č âîä˙íîăî îňîďëĺíč˙;
ňđóá÷ŕňűĺ ďĺ÷č;
ńîńóäű, ńîńňî˙ůčĺ čç ňđóá ń âíóňđĺííčě äčŕěĺňđîě íĺ áîëĺĺ 150 ěě áĺç ęîëëĺęňîđîâ, ŕ ňŕęćĺ ń ęîëëĺęňîđŕěč, âűďîëíĺííűěč čç ňđóá ń âíóňđĺííčě äčŕěĺňđîě íĺ áîëĺĺ 150 ěě.
1.3. Ďđîĺęňčđîâŕíčĺ
1.3.1. Ďđîĺęňű ńîńóäîâ č čő ýëĺěĺíňîâ äë˙ ÎČŔÝ (â ňîě ÷čńëĺ çŕďŕńíűő ÷ŕńňĺé ę íčě), ďîäëĺćŕůčő čçăîňîâëĺíčţ, ŕ ňŕęćĺ ďđîĺęňű čő ěîíňŕćŕ äîëćíű âűďîëí˙ňüń˙ ńďĺöčŕëčçčđîâŕííűěč ďđîĺęňíűěč îđăŕíčçŕöč˙ěč ďî Ďđŕâčëŕě ďî ńîńóäŕě.
Ďđîĺęňű đĺěîíňŕ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, č čő ýëĺěĺíňîâ ěîćĺň âűďîëí˙ňü îđăŕíčçŕöč˙-âëŕäĺëĺö čëč ďî ĺĺ đĺřĺíčţ - ńďĺöčŕëčçčđîâŕííŕ˙ îđăŕíčçŕöč˙ ďî íŕńňî˙ůčě Ďđŕâčëŕě.
1.3.2. Đóęîâîäčňĺëč č ńďĺöčŕëčńňű, çŕí˙ňűĺ ďđîĺęňčđîâŕíčĺě ńîńóäîâ äë˙ ÎČŔÝ, ďđîřĺäřčĺ ďđîâĺđęó çíŕíčé Ďđŕâčë ďî ńîńóäŕě, â ńîîňâĺňńňâčč ń Ďîëîćĺíčĺě î ďîđ˙äęĺ ďîäăîňîâęč č ŕňňĺńňŕöčč đŕáîňíčęîâ îđăŕíčçŕöčé, îńóůĺńňâë˙ţůčő äĺ˙ňĺëüíîńňü â îáëŕńňč ďđîěűřëĺííîé áĺçîďŕńíîńňč îďŕńíűő ďđîčçâîäńňâĺííűő îáúĺęňîâ, ďîäęîíňđîëüíűő Ăîńăîđňĺőíŕäçîđó Đîńńčč (ĐÄ 03-444-02), óňâĺđćäĺííűě ďîńňŕíîâëĺíčĺě Ăîńăîđňĺőíŕäçîđŕ Đîńńčč îň 30.04.2002 ą 21 č çŕđĺăčńňđčđîâŕííîě Ěčíţńňîě Đîńńčč 31.05.2002, đĺăčńňđŕöčîííűé ą 3489.
Đóęîâîäčňĺëč č ńďĺöčŕëčńňű, çŕí˙ňűĺ ďđîĺęňčđîâŕíčĺě đĺěîíňíűő đŕáîň č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěîăóň áűňü ďđîâĺđĺíű íŕ çíŕíčĺ íŕńňî˙ůčő Ďđŕâčë â ńîîňâĺňńňâčč ń íîđěŕňčâíîé äîęóěĺíňŕöčĺé (äŕëĺĺ - ÍÄ), îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
1.3.3. Čçěĺíĺíč˙ â ďđîĺęňĺ, íĺîáőîäčěîńňü â ęîňîđűő ěîćĺň âîçíčęíóňü ďđč čçăîňîâëĺíčč, đĺęîíńňđóęöčč, ěîíňŕćĺ, íŕëŕäęĺ, ýęńďëóŕňŕöčč č đĺěîíňĺ ńîńóäŕ, äîëćíű áűňü ńîăëŕńîâŕíű ń îđăŕíčçŕöčĺé - đŕçđŕáîň÷čęîě ďđîĺęňŕ ńîńóäŕ. Ďđč îňńóňńňâčč đŕçđŕáîň÷čęŕ ďđîĺęňŕ, ŕ ňŕęćĺ äë˙ ńîńóäîâ, ďđčîáđĺňĺííűő çŕ ăđŕíčöĺé, äîďóńęŕĺňń˙ ńîăëŕńîâűâŕňü čçěĺíĺíč˙ â ďđîĺęňĺ ńî ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé.
1.4. Ďîđ˙äîę đŕńńëĺäîâŕíč˙ ŕâŕđčé č íĺń÷ŕńňíűő ńëó÷ŕĺâ
1.4.1. Đŕńńëĺäîâŕíčĺ ŕâŕđčé č íĺń÷ŕńňíűő ńëó÷ŕĺâ â đŕáîňĺ ńîńóäîâ, íŕ ęîňîđűĺ đŕńďđîńňđŕí˙ţňń˙ íŕńňî˙ůčĺ Ďđŕâčëŕ, äîëćíî ďđîčçâîäčňüń˙ â ńîîňâĺňńňâčč ń çŕęîíîäŕňĺëüńňâîě č ôĺäĺđŕëüíűěč íîđěŕěč č ďđŕâčëŕěč â îáëŕńňč čńďîëüçîâŕíč˙ ŕňîěíîé ýíĺđăčč.
2. ĘÎÍŃŇĐÓĘÖČß ŃÎŃÓÄÎÂ
2.1. Îáůčĺ ňđĺáîâŕíč˙
2.1.1. Ęîíńňđóęöč˙ ńîńóäîâ äîëćíŕ îáĺńďĺ÷čâŕňü íŕäĺćíîńňü, äîëăîâĺ÷íîńňü č áĺçîďŕńíîńňü ýęńďëóŕňŕöčč â ňĺ÷ĺíčĺ ďđîĺęňíîăî ńđîęŕ ńëóćáű č ďđĺäóńěŕňđčâŕňü âîçěîćíîńňü ďđîâĺäĺíč˙ ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙, î÷čńňęč, ďđîěűâęč, ďîëíîăî îďîđîćíĺíč˙, ďđîäóâęč, đĺěîíňŕ, ýęńďëóŕňŕöčîííîăî ęîíňđîë˙ ěĺňŕëëŕ č ńîĺäčíĺíčé.
2.1.2. Äë˙ ęŕćäîăî ńîńóäŕ äîëćĺí áűňü óńňŕíîâëĺí č óęŕçŕí â ďŕńďîđňĺ ďđîĺęňíűé ńđîę ńëóćáű ń ó÷ĺňîě óńëîâčé ýęńďëóŕňŕöčč.
2.1.3. Óńňđîéńňâŕ, ďđĺď˙ňńňâóţůčĺ íŕđóćíîěó č âíóňđĺííĺěó îńěîňđŕě ńîńóäîâ (ěĺřŕëęč, çěĺĺâčęč, đóáŕřęč, ňŕđĺëęč, ďĺđĺăîđîäęč č äđóăčĺ ďđčńďîńîáëĺíč˙), äîëćíű áűňü, ęŕę ďđŕâčëî, ńúĺěíűěč.
Ďđč ďđčěĺíĺíčč ďđčâŕđíűő óńňđîéńňâ äîëćíŕ áűňü ďđĺäóńěîňđĺíŕ âîçěîćíîńňü čő óäŕëĺíč˙ äë˙ ďđîâĺäĺíč˙ íŕđóćíîăî č âíóňđĺííĺăî îńěîňđîâ č ďîńëĺäóţůĺé óńňŕíîâęč íŕ ěĺńňî.
2.1.4. Ĺńëč ęîíńňđóęöč˙ ńîńóäŕ íĺ ďîçâîë˙ĺň ďđîâĺäĺíčĺ íŕđóćíîăî č âíóňđĺííĺăî îńěîňđîâ čëč ăčäđŕâëč÷ĺńęîăî čńďűňŕíč˙, ďđĺäóńěîňđĺííűő ňđĺáîâŕíč˙ěč íŕńňî˙ůčő Ďđŕâčë, đŕçđŕáîň÷čęîě ďđîĺęňŕ ńîńóäŕ â číńňđóęöčč ďî ěîíňŕćó č ýęńďëóŕňŕöčč äîëćíű áűňü óęŕçŕíű ěĺňîäčęŕ, ďĺđčîäč÷íîńňü č îáúĺě ęîíňđîë˙, âűďîëíĺíčĺ ęîňîđűő îáĺńďĺ÷čň ńâîĺâđĺěĺííîĺ âű˙âëĺíčĺ č óńňđŕíĺíčĺ äĺôĺęňîâ.
2.1.5. Ęîíńňđóęöčč âíóňđĺííčő óńňđîéńňâ äîëćíű îáĺńďĺ÷čâŕňü óäŕëĺíčĺ čç ńîńóäŕ âîçäóőŕ ďđč ăčäđŕâëč÷ĺńęîě čńďűňŕíčč č âîäű ďîńëĺ ăčäđŕâëč÷ĺńęîăî čńďűňŕíč˙.
2.1.6. Ńîńóäű äîëćíű čěĺňü řňóöĺđű äë˙ íŕďîëíĺíč˙ č ńëčâŕ âîäű, ŕ ňŕęćĺ óäŕëĺíč˙ âîçäóőŕ ďđč ăčäđŕâëč÷ĺńęîě čńďűňŕíčč.
2.1.7. Íŕ ęŕćäîě ńîńóäĺ äîëćĺí áűňü ďđĺäóńěîňđĺí âĺíňčëü, ęđŕí čëč äđóăîĺ óńňđîéńňâî, ďîçâîë˙ţůĺĺ îńóůĺńňâë˙ňü ęîíňđîëü çŕ îňńóňńňâčĺě äŕâëĺíč˙ â ńîńóäĺ ďĺđĺä ĺăî îňęđűâŕíčĺě; ďđč ýňîě îňâîä ńđĺäű äîëćĺí áűňü íŕďđŕâëĺí â áĺçîďŕńíîĺ ěĺńňî.
2.1.8. Đŕń÷ĺň íŕ ďđî÷íîńňü ńîńóäîâ č čő ýëĺěĺíňîâ äîëćĺí ďđîčçâîäčňüń˙ ďî ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ. Ńîńóäű, ďđĺäíŕçíŕ÷ĺííűĺ äë˙ đŕáîňű â óńëîâč˙ő öčęëč÷ĺńęčő č çíŕęîďĺđĺěĺííűő íŕăđóçîę, äîëćíű áűňü đŕńń÷čňŕíű íŕ ďđî÷íîńňü ń ó÷ĺňîě ýňčő íŕăđóçîę.
Ďđč îňńóňńňâčč íîđěŕňčâíîăî ěĺňîäŕ đŕń÷ĺň íŕ ďđî÷íîńňü äîëćĺí âűďîëí˙ňüń˙ ďî ěĺňîäčęĺ, ńîăëŕńîâŕííîé ńî ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé.
2.1.9. Ńîńóäű, ęîňîđűĺ â ďđîöĺńńĺ ýęńďëóŕňŕöčč čçěĺí˙ţň ńâîĺ ďîëîćĺíčĺ â ďđîńňđŕíńňâĺ, äîëćíű čěĺňü ďđčńďîńîáëĺíč˙, ďđĺäîňâđŕůŕţůčĺ čő ńŕěîîďđîęčäűâŕíčĺ.
2.1.10. Ęîíńňđóęöč˙ ńîńóäîâ, îáîăđĺâŕĺěűő ăîđ˙÷čěč ăŕçŕěč, äîëćíŕ îáĺńďĺ÷čâŕňü íŕäĺćíîĺ îőëŕćäĺíčĺ ńňĺíîę, íŕőîä˙ůčőń˙ ďîä äŕâëĺíčĺě, äî ďđîĺęňíîé ňĺěďĺđŕňóđű.
2.1.11. Äë˙ ďđîâĺđęč ęŕ÷ĺńňâŕ ďđčâŕđęč ęîëĺö, óęđĺďë˙ţůčő îňâĺđńňč˙ äë˙ ëţęîâ, ëŕçîâ č řňóöĺđîâ, äîëćíî áűňü đĺçüáîâîĺ ęîíňđîëüíîĺ îňâĺđńňčĺ â ęîëüöĺ, ĺńëč îíî ďđčâŕđĺíî ńíŕđóćč, čëč â ńňĺíęĺ, ĺńëč ęîëüöî ďđčâŕđĺíî ń âíóňđĺííĺé ńňîđîíű ńîńóäŕ.
Äŕííîĺ ňđĺáîâŕíčĺ đŕńďđîńňđŕí˙ĺňń˙ ňŕęćĺ č íŕ ďđčâŕđčâŕĺěűĺ ńíŕđóćč ę ęîđďóńó íŕęëŕäęč čëč äđóăčĺ óęđĺďë˙ţůčĺ ýëĺěĺíňű.
2.1.12. Ýëĺęňđč÷ĺńęîĺ îáîđóäîâŕíčĺ ńîńóäîâ äîëćíî ńîîňâĺňńňâîâŕňü ďđŕâčëŕě ňĺőíč÷ĺńęîé ýęńďëóŕňŕöčč ýëĺęňđîóńňŕíîâîę ďîňđĺáčňĺëĺé č ďđŕâčëŕě ňĺőíčęč áĺçîďŕńíîńňč ďđč ýęńďëóŕňŕöčč ýëĺęňđîóńňŕíîâîę ďîňđĺáčňĺëĺé, óňâĺđćäĺííűěč â óńňŕíîâëĺííîě ďîđ˙äęĺ.
2.2. Ëţęč, ëţ÷ęč, ęđűřęč
2.2.1. Ńîńóäű äîëćíű áűňü ńíŕáćĺíű íĺîáőîäčěűě ęîëč÷ĺńňâîě ëţęîâ č ńěîňđîâűő ëţ÷ęîâ, îáĺńďĺ÷čâŕţůčő îńěîňđ, î÷čńňęó č đĺěîíň ńîńóäîâ, ŕ ňŕęćĺ ěîíňŕć č äĺěîíňŕć đŕçáîđíűő âíóňđĺííčő óńňđîéńňâ.
Ńîńóäű, ńîńňî˙ůčĺ čç öčëčíäđč÷ĺńęîăî ęîđďóńŕ č đĺřĺňîę ń çŕęđĺďëĺííűěč â íčő ňđóáęŕěč (ňĺďëîîáěĺííčęč), č ńîńóäű, ďđĺäíŕçíŕ÷ĺííűĺ äë˙ ňđŕíńďîđňčđîâŕíč˙ č őđŕíĺíč˙ ęđčîăĺííűő ćčäęîńňĺé, ŕ ňŕęćĺ ńîńóäű, ďđĺäíŕçíŕ÷ĺííűĺ äë˙ đŕáîňű ń âĺůĺńňâŕěč ďĺđâîăî č âňîđîăî ęëŕńńîâ îďŕńíîńňč â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč, íî íĺ âűçűâŕţůčĺ ęîđđîçčč č íŕęčďč, äîďóńęŕĺňń˙ čçăîňîâë˙ňü áĺç ëţęîâ č ëţ÷ęîâ íĺçŕâčńčěî îň äčŕěĺňđŕ ńîńóäîâ ďđč óńëîâčč âűďîëíĺíč˙ ňđĺáîâŕíč˙ ďóíęňŕ 2.1.4 íŕńňî˙ůčő Ďđŕâčë.
2.2.2. Ńîńóäű ń âíóňđĺííčě äčŕěĺňđîě áîëĺĺ 800 ěě äîëćíű čěĺňü ëţęč, ŕ ń âíóňđĺííčě äčŕěĺňđîě 800 ěě č ěĺíĺĺ - ëţ÷ęč.
2.2.3. Âíóňđĺííčé äčŕěĺňđ ęđóăëűő ëţęîâ äîëćĺí áűňü íĺ ěĺíĺĺ 400 ěě. Đŕçěĺđű îâŕëüíűő ëţęîâ ďî íŕčěĺíüřĺé č íŕčáîëüřĺé îń˙ě â ńâĺňó äîëćíű áűňü íĺ ěĺíĺĺ 325×400 ěě.
Âíóňđĺííčé äčŕěĺňđ ęđóăëűő čëč đŕçěĺđ ďî íŕčěĺíüřĺé îńč îâŕëüíűő ëţ÷ęîâ äîëćĺí áűňü íĺ ěĺíĺĺ 80 ěě.
2.2.4. Ëţęč, ëţ÷ęč íĺîáőîäčěî đŕńďîëŕăŕňü â ěĺńňŕő, äîńňóďíűő äë˙ îáńëóćčâŕíč˙. Ňđĺáîâŕíč˙ ę óńňđîéńňâó, đŕńďîëîćĺíčţ č îáńëóćčâŕíčţ ńěîňđîâűő îęîí â áŕđîęŕěĺđŕő îďđĺäĺë˙ţňń˙ ďđîĺęňíîé îđăŕíčçŕöčĺé č óęŕçűâŕţňń˙ â číńňđóęöčč ďî ěîíňŕćó č ýęńďëóŕňŕöčč çŕâîäŕ-čçăîňîâčňĺë˙.
2.2.5. Ęđűřęč ëţęîâ äîëćíű áűňü ńúĺěíűěč. Íŕ ńîńóäŕő, čçîëčđîâŕííűő íŕ îńíîâĺ âŕęóóěŕ, äîďóńęŕţňń˙ ďđčâŕđíűĺ ęđűřęč.
2.2.6. Ęđűřęč ěŕńńîé áîëĺĺ 20 ęă äîëćíű áűňü ńíŕáćĺíű ďîäúĺěíî-ďîâîđîňíűěč čëč äđóăčěč óńňđîéńňâŕěč äë˙ čő îňęđűâŕíč˙ č çŕęđűâŕíč˙.
2.2.7. Ęîíńňđóęöč˙ řŕđíčđíî-îňęčäíűő čëč âńňŕâíűő áîëňîâ, őîěóňîâ, ŕ ňŕęćĺ çŕćčěíűő ďđčńďîńîáëĺíčé ëţęîâ, ęđűřĺę č čő ôëŕíöĺâ äîëćíŕ ďđĺäîňâđŕůŕňü čő ńŕěîďđîčçâîëüíűé ńäâčă.
2.2.8. Ďđč íŕëč÷čč íŕ ńîńóäŕő řňóöĺđîâ, ôëŕíöĺâűő đŕçúĺěîâ, ńúĺěíűő äíčů čëč ęđűřĺę, âíóňđĺííčĺ đŕçěĺđű ęîňîđűő íĺ ěĺíĺĺ óęŕçŕííűő â ďóíęňĺ 2.2.3 íŕńňî˙ůčő Ďđŕâčë, îáĺńďĺ÷čâŕţůčő âîçěîćíîńňü ďđîâĺäĺíč˙ âíóňđĺííĺăî îńěîňđŕ, äîďóńęŕĺňń˙ ëţęč íĺ ďđĺäóńěŕňđčâŕňü.
2.3. Äíčůŕ ńîńóäîâ
2.3.1.  ńîńóäŕő äîëćíű ďđčěĺí˙ňüń˙ äíčůŕ: ýëëčďňč÷ĺńęčĺ, ďîëóńôĺđč÷ĺńęčĺ, ňîđîńôĺđč÷ĺńęčĺ (ęîđîáîâűĺ), ńôĺđč÷ĺńęčĺ íĺîňáîđňîâŕííűĺ, ęîíč÷ĺńęčĺ îňáîđňîâŕííűĺ, ęîíč÷ĺńęčĺ íĺîňáîđňîâŕííűĺ, ďëîńęčĺ îňáîđňîâŕííűĺ, ďëîńęčĺ íĺîňáîđňîâŕííűĺ.
2.3.2. Ýëëčďňč÷ĺńęčĺ äíčůŕ äîëćíű čěĺňü âűńîňó âűďóęëîé ÷ŕńňč, čçěĺđĺííóţ ďî âíóňđĺííĺé ďîâĺđőíîńňč, íĺ ěĺíĺĺ 0,2 âíóňđĺííĺăî äčŕěĺňđŕ äíčůŕ. Äîďóńęŕĺňń˙ óěĺíüřĺíčĺ ýňîé âĺëč÷číű ďî ńîăëŕńîâŕíčţ ńî ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé.
2.3.3. Ňîđîńôĺđč÷ĺńęčĺ (ęîđîáîâűĺ) äíčůŕ äîëćíű čěĺňü:
âűńîňó âűďóęëîé ÷ŕńňč, čçěĺđĺííóţ ďî âíóňđĺííĺé ďîâĺđőíîńňč, íĺ ěĺíĺĺ 0,2 âíóňđĺííĺăî äčŕěĺňđŕ;
âíóňđĺííčé đŕäčóń îňáîđňîâęč íĺ ěĺíĺĺ 0,1 âíóňđĺííĺăî äčŕěĺňđŕ äíčůŕ;
âíóňđĺííčé đŕäčóń ęđčâčçíű öĺíňđŕëüíîé ÷ŕńňč íĺ áîëĺĺ âíóňđĺííĺăî äčŕěĺňđŕ äíčůŕ.
2.3.4. Ńôĺđč÷ĺńęčĺ íĺîňáîđňîâŕííűĺ äíčůŕ ěîăóň ďđčěĺí˙ňüń˙ ń ďđčâŕđíűěč ôëŕíöŕěč, ďđč ýňîě:
âíóňđĺííčé đŕäčóń ńôĺđű äíčůŕ äîëćĺí áűňü íĺ áîëĺĺ âíóňđĺííĺăî äčŕěĺňđŕ ńîńóäŕ;
ńâŕđíîĺ ńîĺäčíĺíčĺ ôëŕíöŕ ń äíčůĺě âűďîëí˙ĺňń˙ ńî ńďëîříűě ďđîâŕđîě.
2.3.5.  âűďóęëűő ńâŕđíűő äíčůŕő, çŕ čńęëţ÷ĺíčĺě ďîëóńôĺđč÷ĺńęčő, ńîńňî˙ůčő čç íĺńęîëüęčő ÷ŕńňĺé ń đŕńďîëîćĺíčĺě ńâŕđíűő řâîâ ďî őîđäĺ, đŕńńňî˙íčĺ îň îńč ńâŕđíîăî řâŕ äî öĺíňđŕ äíčůŕ äîëćíî áűňü íĺ áîëĺĺ 1/5 âíóňđĺííĺăî äčŕěĺňđŕ äíčůŕ.
Ęđóăîâűĺ řâű âűďóęëűő äíčů äîëćíű đŕńďîëŕăŕňüń˙ îň öĺíňđŕ äíčůŕ íŕ đŕńńňî˙íčč íĺ áîëĺĺ 1/3 âíóňđĺííĺăî äčŕěĺňđŕ äíčůŕ.
2.3.6. Ęîíč÷ĺńęčĺ íĺîňáîđňîâŕííűĺ äíčůŕ äîëćíű čěĺňü öĺíňđŕëüíűé óăîë íĺ áîëĺĺ 45°. Ďî çŕęëţ÷ĺíčţ ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčč ďî ŕďďŕđŕňîńňđîĺíčţ öĺíňđŕëüíűé óăîë ěîćĺň áűňü óâĺëč÷ĺí äî 60°.
2.3.7. Ďëîńęčĺ äíčůŕ ń ęîëüöĺâîé ęŕíŕâęîé č öčëčíäđč÷ĺńęîé ÷ŕńňüţ (áîđňîě), čçăîňîâëĺííűĺ ěĺőŕíč÷ĺńęîé đŕńňî÷ęîé, äîëćíű čçăîňîâë˙ňüń˙ čç ďîęîâęč. Äîďóńęŕĺňń˙ čçăîňîâëĺíčĺ ďëîńęîăî îňáîđňîâŕííîăî äíčůŕ čç ëčńňŕ, ĺńëč îňáîđňîâęŕ âűďîëí˙ĺňń˙ řňŕěďîâęîé čëč îáęŕňęîé ęđîěęč ëčńňŕ ń čçăčáîě íŕ 90°.
2.3.8. Äë˙ îňáîđňîâŕííűő č ďĺđĺőîäíűő ýëĺěĺíňîâ ńîńóäîâ, çŕ čńęëţ÷ĺíčĺě âűďóęëűő äíčů, ęîěďĺíńŕňîđîâ č âűň˙íóňűő ăîđëîâčí ďîä ďđčâŕđęó řňóöĺđîâ, đŕńńňî˙íčĺ l îň íŕ÷ŕëŕ çŕęđóăëĺíč˙ îňáîđňîâŕííîăî ýëĺěĺíňŕ äî îňáîđňîâŕííîé ęđîěęč â çŕâčńčěîńňč îň ňîëůčíű s ńňĺíęč îňáîđňîâŕííîăî ýëĺěĺíňŕ äîëćíî áűňü íĺ ěĺíĺĺ óęŕçŕííîăî â ňŕáë. 1.
2.4. Ńâŕđíűĺ řâű č čő đŕńďîëîćĺíčĺ
2.4.1. Ďđč ńâŕđęĺ îáĺ÷ŕĺę, ďđčâŕđęĺ äíčů ę îáĺ÷ŕéęŕě č ďđčâŕđęĺ ňđóá äîëćíű ďđčěĺí˙ňüń˙ ńňűęîâűĺ řâű ń ďîëíűě ďđîďëŕâëĺíčĺě.
Ňŕáëčöŕ 1
|
Đŕńńňî˙íčĺ äî îňáîđňîâŕííîé ęđîěęč l, íĺ ěĺíĺĺ, ěě |
|
|
Äî 5 |
15 |
|
Ńâűřĺ 5 äî 10 |
2s + 5 |
|
Ńâűřĺ 10 äî 20 |
s + 15 |
|
Ńâűřĺ 20 äî 150 |
s/2 + 25 |
|
Ńâűřĺ 150 |
100 |
Äîďóńęŕţňń˙ ńâŕđíűĺ ńîĺäčíĺíč˙ â ňŕâđ č óăëîâűĺ ń ďîëíűě ďđîďëŕâëĺíčĺě äë˙ ďđčâŕđęč ďëîńęčő äíčů, ďëîńęčő ôëŕíöĺâ, ňđóáíűő đĺřĺňîę, řňóöĺđîâ, ëţęîâ, đóáŕřĺę.
Ďđčěĺíĺíčĺ íŕőëĺńňî÷íűő ńâŕđíűő řâîâ äîďóńęŕĺňń˙ äë˙ ďđčâŕđęč ę ęîđďóńó óęđĺďë˙ţůčő ęîëĺö, îďîđíűő ýëĺěĺíňîâ, ďîäęëŕäíűő ëčńňîâ, ďëŕńňčí ďîä ďëîůŕäęč, ëĺńňíčöű, ęđîířňĺéíű č ň.ď.
2.4.2. Ęîíńňđóęňčâíűé çŕçîđ â óăëîâűő č ňŕâđîâűő ńâŕđíűő ńîĺäčíĺíč˙ő äîďóńęŕĺňń˙ â ńëó÷ŕ˙ő, ďđĺäóńěîňđĺííűő ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
2.4.3. Ńâŕđíűĺ řâű äîëćíű áűňü äîńňóďíű äë˙ ęîíňđîë˙ ďđč čçăîňîâëĺíčč, ěîíňŕćĺ č ýęńďëóŕňŕöčč ńîńóäîâ, ďđĺäóńěîňđĺííîăî ňđĺáîâŕíč˙ěč íŕńňî˙ůčő Ďđŕâčë, ńîîňâĺňńňâóţůčő ńňŕíäŕđňîâ č ňĺőíč÷ĺńęčő óńëîâčé.
2.4.4. Ďđîäîëüíűĺ řâű ńěĺćíűő îáĺ÷ŕĺę č řâű äíčů ńîńóäîâ äîëćíű áűňü ńěĺůĺíű îňíîńčňĺëüíî äđóă äđóăŕ íŕ âĺëč÷číó ňđĺőęđŕňíîé ňîëůčíű íŕčáîëĺĺ ňîëńňîńňĺííîăî ýëĺěĺíňŕ, íî íĺ ěĺíĺĺ ÷ĺě íŕ 100 ěě ěĺćäó îń˙ěč řâîâ.
Óęŕçŕííűĺ řâű äîďóńęŕĺňń˙ íĺ ńěĺůŕňü îňíîńčňĺëüíî äđóă äđóăŕ â ńîńóäŕő, ďđĺäíŕçíŕ÷ĺííűő äë˙ đŕáîňű ďîä äŕâëĺíčĺě íĺ áîëĺĺ 1,6 ĚĎŕ (16 ęăń/ńě2) č ďđč ňĺěďĺđŕňóđĺ ńňĺíęč íĺ âűřĺ 400 °C, ń íîěčíŕëüíîé ňîëůčíîé ńňĺíęč íĺ áîëĺĺ 30 ěě ďđč óńëîâč˙ő, ÷ňî ýňč řâű âűďîëí˙ţňń˙ ŕâňîěŕňč÷ĺńęîé čëč ýëĺęňđîřëŕęîâîé ńâŕđęîé č ěĺńňŕ ďĺđĺńĺ÷ĺíč˙ řâîâ ęîíňđîëčđóţňń˙ ěĺňîäîě đŕäčîăđŕôčč čëč óëüňđŕçâóęîâîé äĺôĺęňîńęîďčč â îáúĺěĺ 100 %.
2.4.5. Ďđč ďđčâŕđęĺ ę ęîđďóńó ńîńóäŕ âíóňđĺííčő č âíĺříčő óńňđîéńňâ (îďîđíűő ýëĺěĺíňîâ, ňŕđĺëîę, đóáŕřĺę, ďĺđĺăîđîäîę č äđ.) äîďóńęŕĺňń˙ ďĺđĺńĺ÷ĺíčĺ ýňčő ńâŕđíűő řâîâ ńî ńňűęîâűěč řâŕěč ęîđďóńŕ ďđč óńëîâčč ďđĺäâŕđčňĺëüíîé ďđîâĺđęč ďĺđĺęđűâŕĺěîăî ó÷ŕńňęŕ řâŕ ęîđďóńŕ đŕäčîăđŕôč÷ĺńęčě ęîíňđîëĺě čëč óëüňđŕçâóęîâîé äĺôĺęňîńęîďčĺé.
2.4.6.  ńëó÷ŕĺ ďđčâŕđęč îďîđ čëč číűő ýëĺěĺíňîâ ę ęîđďóńó ńîńóäŕ đŕńńňî˙íčĺ ěĺćäó ęđŕĺě ńâŕđíîăî řâŕ ńîńóäŕ č ęđŕĺě řâŕ ďđčâŕđęč ýëĺěĺíňŕ äîëćíî áűňü íĺ ěĺíĺĺ ňîëůčíű ńňĺíęč ęîđďóńŕ ńîńóäŕ, íî íĺ ěĺíĺĺ 20 ěě.
Äë˙ ńîńóäîâ čç óăëĺđîäčńňűő č íčçęîëĺăčđîâŕííűő ěŕđăŕíöîâčńňűő č ěŕđăŕíöîâî-ęđĺěíčńňűő ńňŕëĺé, ďîäâĺđăŕĺěűő ďîńëĺ ńâŕđęč ňĺđěîîáđŕáîňęĺ, íĺçŕâčńčěî îň ňîëůčíű ńňĺíęč ęîđďóńŕ đŕńńňî˙íčĺ ěĺćäó ęđŕĺě ńâŕđíîăî řâŕ ńîńóäŕ č ęđŕĺě řâŕ ďđčâŕđęč ýëĺěĺíňŕ äîëćíî áűňü íĺ ěĺíĺĺ 20 ěě.
2.4.7.  ăîđčçîíňŕëüíűő ńîńóäŕő äîďóńęŕĺňń˙ ěĺńňíîĺ ďĺđĺęđűňčĺ ńĺäëîâűěč îďîđŕěč ęîëüöĺâűő (ďîďĺđĺ÷íűő) ńâŕđíűő řâîâ íŕ îáůĺé äëčíĺ íĺ áîëĺĺ 0,35 πD, ŕ ďđč íŕëč÷čč ďîäęëŕäíîăî ëčńňŕ - íĺ áîëĺĺ 0,5 πD, ăäĺ D - íŕđóćíűé äčŕěĺňđ ńîńóäŕ. Ďđč ýňîě ďĺđĺęđűâŕĺěűĺ ó÷ŕńňęč ńâŕđíűő řâîâ ďî âńĺé äëčíĺ äîëćíű áűňü ďđîâĺđĺíű ěĺňîäîě đŕäčîăđŕôčč čëč óëüňđŕçâóęîâîé äĺôĺęňîńęîďčč.
2.4.8.  ńňűęîâűő ńâŕđíűő ńîĺäčíĺíč˙ő ýëĺěĺíňîâ ńîńóäîâ ń đŕçíîé ňîëůčíîé ńňĺíîę äîëćĺí áűňü îáĺńďĺ÷ĺí ďëŕâíűé ďĺđĺőîä îň îäíîăî ýëĺěĺíňŕ ę äđóăîěó ďóňĺě ďîńňĺďĺííîăî óňîíĺíč˙ ęđîěęč áîëĺĺ ňîëńňîăî ýëĺěĺíňŕ. Óăîë íŕęëîíŕ ďîâĺđőíîńňĺé ďĺđĺőîäŕ íĺ äîëćĺí ďđĺâűřŕňü 20°.
Ĺńëč đŕçíčöŕ â ňîëůčíĺ ńîĺäčí˙ĺěűő ýëĺěĺíňîâ ńîńňŕâë˙ĺň íĺ áîëĺĺ 30 % ňîëůčíű ňîíęîńňĺííîăî ýëĺěĺíňŕ č íĺ ďđĺâűřŕĺň 5 ěě, ňî äîďóńęŕĺňń˙ ďđčěĺíĺíčĺ ńâŕđíűő řâîâ áĺç ďđĺäâŕđčňĺëüíîăî óňîíĺíč˙ ňîëńňîăî ýëĺěĺíňŕ. Ôîđěŕ řâîâ äîëćíŕ îáĺńďĺ÷čâŕňü ďëŕâíűé ďĺđĺőîä îň ňîëńňîăî ýëĺěĺíňŕ ę ňîíęîěó.
Ďđč ńňűęîâęĺ ëčňîé äĺňŕëč ń äĺňŕë˙ěč čç ňđóá, ďđîęŕňŕ čëč ďîęîâîę íĺîáőîäčěî ó÷čňűâŕňü, ÷ňî íîěčíŕëüíŕ˙ ďđîĺęňíŕ˙ ňîëůčíŕ ëčňîé äĺňŕëč íŕ 25 - 40 % áîëüřĺ ŕíŕëîăč÷íîé ďđîĺęňíîé ňîëůčíű ńňĺíęč ýëĺěĺíňŕ čç ňđóá, ďđîęŕňŕ čëč ďîęîâîę, ďîýňîěó ďĺđĺőîä îň ňîëńňîăî ýëĺěĺíňŕ ę ňîíęîěó äîëćĺí áűňü âűďîëíĺí ňŕęčě îáđŕçîě, ÷ňîáű ňîëůčíŕ ęîíöŕ ëčňîé äĺňŕëč áűëŕ íĺ ěĺíĺĺ íîěčíŕëüíîé ďđîĺęňíîé âĺëč÷číű.
2.5. Đŕńďîëîćĺíčĺ îňâĺđńňčé â ńňĺíęŕő ńîńóäîâ
2.5.1. Îňâĺđńňč˙ äë˙ ëţęîâ, ëţ÷ęîâ č řňóöĺđîâ äîëćíű đŕńďîëŕăŕňüń˙, ęŕę ďđŕâčëî, âíĺ ńâŕđíűő řâîâ.
Äîďóńęŕĺňń˙ đŕńďîëîćĺíčĺ îňâĺđńňčé:
íŕ ďđîäîëüíűő řâŕő öčëčíäđč÷ĺńęčő č ęîíč÷ĺńęčő îáĺ÷ŕĺę ńîńóäîâ, ĺńëč íîěčíŕëüíűé äčŕěĺňđ îňâĺđńňčé íĺ áîëĺĺ 150 ěě;
íŕ ęîëüöĺâűő řâŕő öčëčíäđč÷ĺńęčő č ęîíč÷ĺńęčő îáĺ÷ŕĺę ńîńóäîâ áĺç îăđŕíč÷ĺíč˙ äčŕěĺňđŕ îňâĺđńňčé;
íŕ řâŕő âűďóęëűő äíčů áĺç îăđŕíč÷ĺíč˙ äčŕěĺňđŕ îňâĺđńňčé ďđč óńëîâčč 100 % ďđîâĺđęč ńâŕđíűő řâîâ äíčů ěĺňîäîě đŕäčîăđŕôčč čëč óëüňđŕçâóęîâîé äĺôĺęňîńęîďčč.
2.5.2. Íŕ ňîđîńôĺđč÷ĺńęčő (ęîđîáîâűő) äíčůŕő äîďóńęŕĺňń˙ đŕńďîëîćĺíčĺ îňâĺđńňčé ňîëüęî â ďđĺäĺëŕő öĺíňđŕëüíîăî ńôĺđč÷ĺńęîăî ńĺăěĺíňŕ. Ďđč ýňîě đŕńńňî˙íčĺ îň öĺíňđŕ äíčůŕ äî íŕđóćíîé ęđîěęč îňâĺđńňč˙, čçěĺđ˙ĺěîĺ ďî őîđäĺ, äîëćíî áűňü íĺ áîëĺĺ 0,4D (D - íŕđóćíűé äčŕěĺňđ äíčůŕ).
3. ĚŔŇĹĐČŔËŰ
3.1. Ěŕňĺđčŕëű č ďîëóôŕáđčęŕňű, ďđčěĺí˙ĺěűĺ äë˙ čçăîňîâëĺíč˙ ńîńóäîâ, ďđč đĺěîíňĺ č đĺęîíńňđóęöčč äîëćíű îáĺńďĺ÷čâŕňü čő íŕäĺćíóţ đŕáîňó â ňĺ÷ĺíčĺ ďđîĺęňíîăî ńđîęŕ ńëóćáű ń ó÷ĺňîě çŕäŕííűő óńëîâčé ýęńďëóŕňŕöčč (ďđîĺęňíîĺ äŕâëĺíčĺ, ěčíčěŕëüíŕ˙ îňđčöŕňĺëüíŕ˙ č ěŕęńčěŕëüíŕ˙ ďđîĺęňíűĺ ňĺěďĺđŕňóđű), ńîńňŕâŕ č őŕđŕęňĺđŕ ńđĺäű (ęîđđîçčîííŕ˙ ŕęňčâíîńňü, âçđűâîîďŕńíîńňü, ňîęńč÷íîńňü č äđ.) č âëč˙íč˙ ňĺěďĺđŕňóđű îęđóćŕţůĺăî âîçäóőŕ.
3.2. Äë˙ čçăîňîâëĺíč˙ č ěîíňŕćŕ ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ č čő ýëĺěĺíňîâ äîëćíű ďđčěĺí˙ňüń˙ îńíîâíűĺ ěŕňĺđčŕëű, ďđčâĺäĺííűĺ â Ďđŕâčëŕő ďî ńîńóäŕě.
Äîďóńęŕţňń˙ ňŕęćĺ ďîńňŕâęŕ č ďđčěĺíĺíčĺ äđóăčő ěŕňĺđčŕëîâ č ďîëóôŕáđčęŕňîâ, đŕçđĺřĺííűő Ăîńŕňîěíŕäçîđîě Đîńńčč íŕ îńíîâŕíčč ďîëîćčňĺëüíîăî çŕęëţ÷ĺíč˙ ńîîňâĺňńňâóţůĺé ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčč.
Ęîďčč đŕçđĺřĺíčé äîëćíű áűňü ďđčëîćĺíű ę ďŕńďîđňó íŕ ńîńóä (ďđčëîćĺíčĺ 2).
3.3. Ďđčěĺíĺíčĺ ďëŕęčđîâŕííűő č íŕďëŕâëĺííűő ěŕňĺđčŕëîâ äîďóńęŕĺňń˙ äë˙ čçăîňîâëĺíč˙ ńîńóäîâ, ĺńëč ěŕňĺđčŕëű îńíîâíîăî č ďëŕęčđóţůĺăî ńëîĺâ óęŕçŕíű â Ďđŕâčëŕő ďî ńîńóäŕě, ŕ íŕďëŕâî÷íűĺ ěŕňĺđčŕëű - â ňĺőíč÷ĺńęčő óńëîâč˙ő, ńîăëŕńîâŕííűő ńî ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé.
3.4. Ďđč âűáîđĺ ěŕňĺđčŕëîâ äë˙ ńîńóäîâ, ďđĺäíŕçíŕ÷ĺííűő äë˙ óńňŕíîâęč íŕ îňęđűňîé ďëîůŕäęĺ čëč â íĺ îňŕďëčâŕĺěűő ďîěĺůĺíč˙ő, äîëćíŕ ó÷čňűâŕňüń˙ ŕáńîëţňíŕ˙ ěčíčěŕëüíŕ˙ ňĺěďĺđŕňóđŕ íŕđóćíîăî âîçäóőŕ äë˙ äŕííîăî đŕéîíŕ â ńîîňâĺňńňâčč ńî ńňđîčňĺëüíűěč íîđěŕěč č ďđŕâčëŕěč â ńëó÷ŕĺ, ĺńëč ňĺěďĺđŕňóđŕ ńňĺíęč íŕőîä˙ůĺăîń˙ ďîä äŕâëĺíčĺě ńîńóäŕ ěîćĺň ńňŕňü îňđčöŕňĺëüíîé îň âîçäĺéńňâč˙ îęđóćŕţůĺăî âîçäóőŕ.
3.5. Ęŕ÷ĺńňâî č ńâîéńňâŕ ěŕňĺđčŕëîâ č ďîëóôŕáđčęŕňîâ äîëćíű óäîâëĺňâîđ˙ňü ňđĺáîâŕíč˙ě ńîîňâĺňńňâóţůčő ńňŕíäŕđňîâ č ňĺőíč÷ĺńęčő óńëîâčé, óňâĺđćäĺííűő â óńňŕíîâëĺííîě ďîđ˙äęĺ.  ńîďđîâîäčňĺëüíűĺ äîęóěĺíňű ńëĺäóĺň âíîńčňü đĺçóëüňŕňű őčěč÷ĺńęîăî ŕíŕëčçŕ, ďîëó÷ĺííűĺ íĺďîńđĺäńňâĺííî äë˙ ďîëóôŕáđčęŕňŕ, čëč ŕíŕëîăč÷íűĺ äŕííűĺ íŕ çŕăîňîâęó (ęđîěĺ îňëčâîę), čńďîëüçîâŕííóţ äë˙ ĺăî čçăîňîâëĺíč˙.
3.6. Ěĺňîäű č îáúĺěű ęîíňđîë˙ îńíîâíűő ěŕňĺđčŕëîâ äë˙ đĺěîíňŕ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěîăóň îďđĺäĺë˙ňüń˙ íŕ îńíîâŕíčč ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
3.7. Ďđčńŕäî÷íűĺ ěŕňĺđčŕëű, ďđčěĺí˙ĺěűĺ ďđč čçăîňîâëĺíčč ýëĺěĺíňîâ ńîńóäîâ ďđč čő đĺěîíňĺ, äîëćíű óäîâëĺňâîđ˙ňü ňđĺáîâŕíč˙ě ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ, čëč áűňü đŕçđĺřĺíű Ăîńŕňîěíŕäçîđîě Đîńńčč.
Ďđčńŕäî÷íűĺ ěŕňĺđčŕëű ęîíęđĺňíűő ěŕđîę, ŕ ňŕęćĺ ôëţńű č çŕůčňíűĺ ăŕçű äîëćíű čńďîëüçîâŕňüń˙ â ńîîňâĺňńňâčč ń ňĺőíč÷ĺńęčěč óńëîâč˙ěč íŕ čçăîňîâëĺíčĺ äŕííîăî ńîńóäŕ č číńňđóęöčĺé ďî ńâŕđęĺ.
3.8. Ďđčěĺíĺíčĺ íîâűő ďđčńŕäî÷íűő ěŕňĺđčŕëîâ, ôëţńîâ č çŕůčňíűő ăŕçîâ đŕçđĺřŕĺňń˙ đóęîâîäńňâîě ďđĺäďđč˙ňč˙ ďîńëĺ ďîäňâĺđćäĺíč˙ čő ňĺőíîëîăč÷íîńňč ďđč ńâŕđęĺ ńîńóäŕ, ďđîâĺđęĺ âńĺăî ęîěďëĺęńŕ ňđĺáóĺěűő ńâîéńňâ ńâŕđĺííűő ńîĺäčíĺíčé (âęëţ÷ŕ˙ ńâîéńňâŕ ěĺňŕëëŕ řâŕ) č ďîëîćčňĺëüíîăî çŕęëţ÷ĺíč˙ ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčč ďî ńâŕđęĺ.
3.9. Ďđčěĺíĺíčĺ ýëĺęňđîńâŕđíűő ňđóá ń ďđîäîëüíűě čëč ńďčđŕëüíűě řâîě äîďóńęŕĺňń˙ ďî ńňŕíäŕđňŕě čëč ňĺőíč÷ĺńęčě óńëîâč˙ě, ńîăëŕńîâŕííűě ńî ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé, ďđč óńëîâčč ęîíňđîë˙ řâŕ ďî âńĺé äëčíĺ đŕäčîăđŕôčĺé, óëüňđŕçâóęîâîé čëč äđóăîé đŕâíîöĺííîé čě äĺôĺęňîńęîďčĺé.
Ęŕćäŕ˙ áĺńřîâíŕ˙ čëč ńâŕđíŕ˙ ňđóáŕ äîëćíŕ ďđîőîäčňü ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ. Âĺëč÷číŕ ďđîáíîăî äŕâëĺíč˙ ďđč ăčäđîčńďűňŕíčč äîëćíŕ ńîîňâĺňńňâîâŕňü ÍÄ íŕ ňđóáű, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ. Äîďóńęŕĺňń˙ íĺ ďđîčçâîäčňü ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ áĺńřîâíűő ňđóá, ĺńëč îíč ďîäâĺđăŕţňń˙ ďî âńĺé ďîâĺđőíîńňč ęîíňđîëţ ôčçč÷ĺńęčěč ěĺňîäŕěč (đŕäčîăđŕôčĺé, óëüňđŕçâóęîâűě čëč čě đŕâíîöĺííűě).
3.10. Ďëŕęčđîâŕííűĺ č íŕďëŕâëĺííűĺ ëčńňű, ŕ ňŕęćĺ ďîęîâęč äîëćíű ďîäâĺđăŕňüń˙ óëüňđŕçâóęîâîěó ęîíňđîëţ čëč ęîíňđîëţ äđóăčěč ěĺňîäŕěč, îáĺńďĺ÷čâŕţůčěč âű˙âëĺíčĺ îňńëîĺíčé ďëŕęčđóţůĺăî (íŕďëŕâëĺííîăî) ńëî˙ îň îńíîâíîăî ńëî˙ ěĺňŕëëŕ, ŕ ňŕęćĺ íĺńďëîříîńňĺé č đŕńńëîĺíčé ěĺňŕëëŕ ďîęîâîę. Ďđč ýňîě ěĺňîäčęŕ îöĺíęč ęŕ÷ĺńňâŕ äîëćíŕ ńîîňâĺňńňâîâŕňü ÍÄ íŕ ďëŕęčđîâŕííűĺ čëč íŕďëŕâëĺííűĺ ëčńňű č ďîęîâęč, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
3.11. Óăëĺđîäčńňŕ˙ č íčçęîëĺăčđîâŕííŕ˙ ëčńňîâŕ˙ ńňŕëü ňîëůčíîé áîëĺĺ 60 ěě, ďđĺäíŕçíŕ÷ĺííŕ˙ äë˙ čçăîňîâëĺíč˙ ńîńóäîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě ńâűřĺ 10 ĚĎŕ (100 ęăń/ńě2), äîëćíŕ ďîäâĺđăŕňüń˙ ďîëčńňíîěó ęîíňđîëţ óëüňđŕçâóęîâűě čëč äđóăčě đŕâíîöĺííűě ěĺňîäîě äĺôĺęňîńęîďčč. Ěĺňîäű č íîđěű ęîíňđîë˙ äîëćíű ńîîňâĺňńňâîâŕňü ęëŕńńó 1 â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč.
Ďîäđŕçäĺëĺíčĺ ńňŕëĺé íŕ ňčďű č ęëŕńńű ďđčâĺäĺíî â ďđčëîćĺíčč 3.
3.12. Ďîęîâęč čç óăëĺđîäčńňűő, íčçęîëĺăčđîâŕííűő č ńđĺäíĺëĺăčđîâŕííűő ńňŕëĺé, ďđĺäíŕçíŕ÷ĺííűĺ äë˙ đŕáîňű ďîä äŕâëĺíčĺě ńâűřĺ 6,3 ĚĎŕ (63 ęăń/ńě2) č čěĺţůčĺ îäčí čç ăŕáŕđčňíűő đŕçěĺđîâ áîëĺĺ 200 ěě č ňîëůčíó áîëĺĺ 50 ěě, äîëćíű ďîäâĺđăŕňüń˙ ďîřňó÷íîěó ęîíňđîëţ óëüňđŕçâóęîâűě čëč äđóăčě đŕâíîöĺííűě ěĺňîäîě.
Äĺôĺęňîńęîďčč äîëćíî ďîäâĺđăŕňüń˙ íĺ ěĺíĺĺ 50 % îáúĺěŕ ęîíňđîëčđóĺěîé ďîęîâęč. Ěĺňîäčęŕ č íîđěű ęîíňđîë˙ äîëćíű ńîîňâĺňńňâîâŕňü ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ, ŕ ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ íŕ ÎČŔÝ ěĺňîäčęŕ č íîđěű äĺôĺęňîńęîďč÷ĺńęîăî ęîíňđîë˙ äîëćíű ńîîňâĺňńňâîâŕňü ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
3.13. Ăŕéęč č řďčëüęč (áîëňű) äîëćíű čçăîňŕâëčâŕňüń˙ čç ńňŕëĺé đŕçíűő ěŕđîę, ŕ ďđč čçăîňîâëĺíčč čç ńňŕëĺé îäíîé ěŕđęč - ń đŕçíîé ňâĺđäîńňüţ. Ďđč ýňîě ňâĺđäîńňü ăŕéęč äîëćíŕ áűňü íčćĺ ňâĺđäîńňč řďčëüęč (áîëňŕ). Äëčíŕ řďčëĺę (áîëňîâ) äîëćíŕ îáĺńďĺ÷čâŕňü ďđĺâűřĺíčĺ đĺçüáîâîé ÷ŕńňč íŕä ăŕéęîé íŕ âĺëč÷číó, óęŕçŕííóţ â ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ íŕ ÎČŔÝ âĺëč÷číŕ óęŕçŕííîăî ďđĺâűřĺíč˙ ěîćĺň âűáčđŕňüń˙ ďî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
3.14. Ěŕňĺđčŕë řďčëĺę (áîëňîâ) äîëćĺí âűáčđŕňüń˙ ń ęîýôôčöčĺíňîě ëčíĺéíîăî đŕńřčđĺíč˙, áëčçęčě ďî çíŕ÷ĺíč˙ě ęîýôôčöčĺíňó ëčíĺéíîăî đŕńřčđĺíč˙ ěŕňĺđčŕëŕ ôëŕíöŕ. Đŕçíčöŕ â çíŕ÷ĺíč˙ő ęîýôôčöčĺíňŕ ëčíĺéíîăî đŕńřčđĺíč˙ íĺ äîëćíŕ ďđĺâűřŕňü 10 %, Ďđčěĺíĺíčĺ ńňŕëĺé ń đŕçëč÷íűěč ęîýôôčöčĺíňŕěč ëčíĺéíîăî đŕńřčđĺíč˙ (áîëĺĺ 10 %) äîďóńęŕĺňń˙ â ńëó÷ŕ˙ő, îáîńíîâŕííűő đŕń÷ĺňîě íŕ ďđî÷íîńňü.
3.15. Äîďóńęŕĺňń˙ ďđčěĺí˙ňü ăŕéęč čç ńňŕëĺé ďĺđëčňíîăî ęëŕńńŕ íŕ řďčëüęŕő (áîëňŕő), čçăîňîâëĺííűő čç ŕóńňĺíčňíîé ńňŕëč, ĺńëč ýňî ďđĺäóńěîňđĺíî ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ íŕ ÎČŔÝ, äîďóńęŕĺňń˙ ďđčěĺí˙ňü ăŕéęč čç ńňŕëĺé ďĺđëčňíîăî ęëŕńńŕ íŕ řďčëüęŕő (áîëňŕő), čçăîňîâëĺííűő čç ŕóńňĺíčňíîé ńňŕëč, ĺńëč ýňî ďđĺäóńěîňđĺíî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
3.16.  ńëó÷ŕĺ čçăîňîâëĺíč˙ ęđĺďĺćíűő äĺňŕëĺé őîëîäíűě äĺôîđěčđîâŕíčĺě îíč äîëćíű ďîäâĺđăŕňüń˙ ňĺđěč÷ĺńęîé îáđŕáîňęĺ - îňďóńęó.
3.17. Îňëčâęč ńňŕëüíűĺ äîëćíű ďđčěĺí˙ňüń˙ â ňĺđěîîáđŕáîňŕííîě ńîńňî˙íčč. Ďđîâĺđęŕ ěĺőŕíč÷ĺńęčő ńâîéńňâ îňëčâîę ďđîâîäčňń˙ ďîńëĺ ňĺđěîîáđŕáîňęč.
3.18. Íĺěĺňŕëëč÷ĺńęčĺ ěŕňĺđčŕëű, ďđčěĺí˙ĺěűĺ äë˙ đĺěîíňŕ č đĺęîíńňđóęöčč ńîńóäîâ äë˙ ÎČŔÝ, äîëćíű áűňü ńîâěĺńňčěű ń đŕáî÷ĺé ńđĺäîé â ÷ŕńňč ęîđđîçčîííîé ńňîéęîńňč č íĺđŕńňâîđčěîńňč (čçěĺíĺíčč ńâîéńňâ) â đŕáî÷ĺě äčŕďŕçîíĺ ňĺěďĺđŕňóđ. Ńđĺäŕ, äë˙ ęîňîđîé ďđĺäíŕçíŕ÷ĺí ńîńóä, äîëćíŕ áűňü óęŕçŕíŕ â ďŕńďîđňĺ íŕ ńîńóä. Ďđčěĺíĺíčĺ íĺěĺňŕëëč÷ĺńęčő ěŕňĺđčŕëîâ äë˙ đĺěîíňŕ č đĺęîíńňđóęöčč ńîńóäîâ äîďóńęŕĺňń˙ ń đŕçđĺřĺíč˙ Ăîńŕňîěíŕäçîđŕ Đîńńčč ďđč íŕëč÷čč ďîëîćčňĺëüíîăî çŕęëţ÷ĺíč˙ ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčč.
3.19. Äë˙ ěĺňŕëëîďëŕńňčęîâűő ńîńóäîâ ěŕňĺđčŕë ăĺđěĺňčçčđóţůĺăî ńëî˙ (ëĺéíĺđŕ) âűáčđŕĺňń˙ ňŕęčě îáđŕçîě, ÷ňîáű ďđč čńďűňŕíčč ńîńóäŕ ďđîáíűě äŕâëĺíčĺě â ěŕňĺđčŕëĺ îňńóňńňâîâŕëč ďëŕńňč÷ĺńęčĺ äĺôîđěŕöčč. Ěĺňîäčęč đŕń÷ĺňŕ íŕďđ˙ćĺííî-äĺôîđěčđîâŕííîăî ńîńňî˙íč˙ ńîńóäŕ č ýęńďĺđčěĺíňŕëüíîăî îďđĺäĺëĺíč˙ îńňŕňî÷íűő äĺôîđěŕöčé ńîăëŕńîâűâŕţňń˙ ńî ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé.
3.20. Ěŕňĺđčŕëű íŕďîëíčňĺë˙ č ńâ˙çóţůĺăî, ďđčěĺí˙ĺěűĺ äë˙ čçăîňîâëĺíč˙ ńîńóäŕ, óęŕçűâŕţňń˙ â ńîďđîâîäčňĺëüíűő äîęóěĺíňŕő, â ęîňîđűĺ ďîńňŕâůčę îá˙çŕí âíîńčňü đĺçóëüňŕňű őčěč÷ĺńęîăî ŕíŕëčçŕ, ďîëó÷ĺííűĺ íĺďîńđĺäńňâĺííî äë˙ äŕííîăî ďîëóôŕáđčęŕňŕ, čëč ŕíŕëîăč÷íűĺ äŕííűĺ íŕ ýňč ěŕňĺđčŕëű.
Óęŕçŕííűĺ ěŕňĺđčŕëű äîëćíű čěĺňü ăŕđŕíňčđîâŕííűĺ ńđîęč čńďîëüçîâŕíč˙.
3.21. ×óăóííűĺ îňëčâęč čç âűńîęîďđî÷íîăî ÷óăóíŕ ńëĺäóĺň ďđčěĺí˙ňü ňĺđěîîáđŕáîňŕííűěč.
3.22. Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, íĺîáőîäčěîńňü ňĺđěč÷ĺńęîé îáđŕáîňęč đĺçüáű, čçăîňîâëĺííîé ěĺňîäîě íŕęŕňęč, đĺăëŕěĺíňčđóĺňń˙ Ďđŕâčëŕěč ďî ńîńóäŕě čëč ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4. ČÇĂÎŇÎÂËĹÍČĹ, ĚÎÍŇŔĆ Č ÍŔËŔÄĘŔ ĎĐČ ĐĹĘÎÍŃŇĐÓĘÖČČ Č ĐĹĚÎÍŇĹ
4.1. Îáůčĺ ňđĺáîâŕíč˙
4.1.1. Čçăîňîâëĺíčĺ (äîčçăîňîâëĺíčĺ), ěîíňŕć, äčŕăíîńňčęŕ, íŕëŕäęŕ ńîńóäîâ č čő ýëĺěĺíňîâ äë˙ ÎČŔÝ äîëćíű âűďîëí˙ňüń˙ ńďĺöčŕëčçčđîâŕííűěč îđăŕíčçŕöč˙ěč, đŕńďîëŕăŕţůčěč óńëîâč˙ěč, íĺîáőîäčěűěč äë˙ ęŕ÷ĺńňâĺííîăî âűďîëíĺíč˙ đŕáîň.
Ěîíňŕć, íŕëŕäęŕ č äčŕăíîńňčđîâŕíčĺ ďđč íŕëŕäęĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěîćĺň âűďîëí˙ňü îđăŕíčçŕöč˙-âëŕäĺëĺö čëč ďî ĺĺ đĺřĺíčţ - ńîîňâĺňńňâóţůčĺ ńďĺöčŕëčçčđîâŕííűĺ îđăŕíčçŕöčč.
4.1.2. Čçăîňîâëĺíčĺ (äîčçăîňîâëĺíčĺ), ěîíňŕć č íŕëŕäęŕ ńîńóäîâ äë˙ ÎČŔÝ äîëćíű âűďîëí˙ňüń˙ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč Ďđŕâčë ďî ńîńóäŕě č ňĺőíč÷ĺńęčő óńëîâčé, óňâĺđćäĺííűő â óńňŕíîâëĺííîě ďîđ˙äęĺ.
4.1.3. Čçăîňîâëĺíčĺ (äîčçăîňîâëĺíčĺ), ěîíňŕć č íŕëŕäęŕ ńîńóäîâ čëč čő îňäĺëüíűő ýëĺěĺíňîâ äîëćíű ďđîâîäčňüń˙ ďî ňĺőíîëîăčč, đŕçđŕáîňŕííîé äî íŕ÷ŕëŕ đŕáîň îđăŕíčçŕöčĺé, čő âűďîëí˙ţůĺé (îđăŕíčçŕöč˙-âëŕäĺëĺö ńîńóäîâ čëč ďđčâëĺ÷ĺííűĺ ńďĺöčŕëčçčđîâŕííűĺ îđăŕíčçŕöčč).
4.1.4. Ďđč čçăîňîâëĺíčč (äîčçăîňîâëĺíčč), ěîíňŕćĺ č íŕëŕäęĺ ńîńóäîâ äë˙ ÎČŔÝ ěîćĺň ďđčěĺí˙ňüń˙ ńčńňĺěŕ ęîíňđîë˙ ęŕ÷ĺńňâŕ (âőîäíîé, îďĺđŕöčîííűé č ďđčĺěî÷íűé), îáĺńďĺ÷čâŕţůŕ˙ âűďîëíĺíčĺ đŕáîň â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč Ďđŕâčë ďî ńîńóäŕě č ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěîćĺň ďđčěĺí˙ňüń˙ ńčńňĺěŕ ęîíňđîë˙ ęŕ÷ĺńňâŕ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč íŕńňî˙ůčő Ďđŕâčë č ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
Ďîđ˙äîę ďđîâĺäĺíč˙ âőîäíîăî ęîíňđîë˙ íĺěĺňŕëëč÷ĺńęčő ěŕňĺđčŕëîâ, čç ęîňîđűő čçăîňŕâëčâŕţňń˙ ńčëîâűĺ ýëĺěĺíňű ęîíńňđóęöčč ńîńóäŕ, ńîăëŕńîâűâŕĺňń˙ ńî ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé.
4.2. Äîďóńęč
4.2.1. Îňęëîíĺíčĺ íŕđóćíîăî (âíóňđĺííĺăî) äčŕěĺňđŕ îáĺ÷ŕĺę, öčëčíäđč÷ĺńęčő îňáîđňîâŕííűő ýëĺěĺíňîâ äíčů, ńôĺđč÷ĺńęčő äíčů, čçăîňîâëĺííűő čç ëčńňîâ č ďîęîâîę, íĺ äîëćíî ďđĺâűřŕňü ± 1 % íîěčíŕëüíîăî äčŕěĺňđŕ.
Îňíîńčňĺëüíŕ˙ îâŕëüíîńňü â ëţáîě ďîďĺđĺ÷íîě ńĺ÷ĺíčč íĺ äîëćíŕ ďđĺâűřŕňü 1 %. Âĺëč÷číŕ îňíîńčňĺëüíîé îâŕëüíîńňč îďđĺäĺë˙ĺňń˙ ďî ôîđěóëŕě:
â ńĺ÷ĺíčč, ăäĺ îňńóňńňâóţň řňóöĺđŕ č ëţęč:
![]() %;
%;
â ńĺ÷ĺíčč, ăäĺ čěĺţňń˙ řňóöĺđŕ č ëţęč:
![]() %,
%,
ăäĺ Dmax, Dmin - ńîîňâĺňńňâĺííî íŕčáîëüřčé č íŕčěĺíüřčé íŕđóćíűĺ (âíóňđĺííčĺ) äčŕěĺňđű ńîńóäŕ, ěě; d - âíóňđĺííčé äčŕěĺňđ řňóöĺđŕ čëč ëţęŕ, ěě.
Âĺëč÷číó îňíîńčňĺëüíîé îâŕëüíîńňč äë˙ ńîńóäîâ ń îňíîřĺíčĺě ňîëůčíű ńňĺíęč îáĺ÷ŕéęč ę âíóňđĺííĺěó äčŕěĺňđó 0,01 č ěĺíĺĺ äîďóńęŕĺňń˙ óâĺëč÷čňü äî 1,5 %.
Îňíîńčňĺëüíŕ˙ îâŕëüíîńňü äë˙ ýëĺěĺíňîâ ńîńóäîâ, đŕáîňŕţůčő ďîä íŕđóćíűě äŕâëĺíčĺě, íĺ äîëćíŕ ďđĺâűřŕňü 0,5 %.
4.2.2. Óâîä (óăëîâŕňîńňü) f ęđîěîę â ńâŕđíűő řâŕő íĺ äîëćĺí ďđĺâűřŕňü f = 0,1s + 3 ěě, íî íĺ áîëĺĺ ńîîňâĺňńňâóţůčő âĺëč÷čí, óęŕçŕííűő â ňŕáë. 2 äë˙ ýëĺěĺíňîâ ńîńóäîâ (đčń. 1).
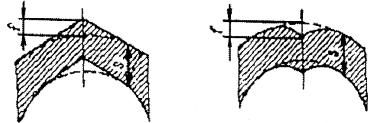
Đčń. 1. Óâîä (óăëîâŕňîńňü) ęđîěîę â ńâŕđíűő řâŕő
Ňŕáëčöŕ 2
|
Ěŕęńčěŕëüíűé óâîä (óăëîâŕňîńňü) f ęđîěîę â ńňűęîâűő řâŕő, ěě |
||||
|
îáĺ÷ŕĺę |
řŕđîâűő đĺçĺđâóŕđîâ č äíčů čç ëĺďĺńňęîâ |
ęîíč÷ĺńęčő äíčů |
||
|
íĺçŕâčńčěî îň D* |
D < 5000 |
D > 5000 |
D < 2000 |
D > 2000 |
|
5 |
6 |
8 |
5 |
7 |
* D - âíóňđĺííčé äčŕěĺňđ, ěě
4.2.3. Ńěĺůĺíčĺ ęđîěîę b ëčńňîâ (đčń. 2), čçěĺđ˙ĺěîĺ ďî ńđĺäčííîé ďîâĺđőíîńňč, â ńňűęîâűő ńîĺäčíĺíč˙ő, îďđĺäĺë˙ţůčő ďđî÷íîńňü ńîńóäŕ, íĺ äîëćíî ďđĺâűřŕňü b = 0,1s, íî íĺ áîëĺĺ 3 ěě. Ńěĺůĺíčĺ ęđîěîę â ęîëüöĺâűő řâŕő, çŕ čńęëţ÷ĺíčĺě řâîâ, âűďîëí˙ĺěűő ýëĺęňđîřëŕęîâîé ńâŕđęîé, íĺ äîëćíî ďđĺâűřŕňü âĺëč÷čí, ďđčâĺäĺííűő â ňŕáë. 3. Ńěĺůĺíčĺ ęđîěîę â ęîëüöĺâűő řâŕő, âűďîëí˙ĺěűő ýëĺęňđîřëŕęîâîé ńâŕđęîé, íĺ äîëćíî ďđĺâűřŕňü 5 ěě.

Đčń. 2. Ńěĺůĺíčĺ ęđîěîę ëčńňîâ
Ňŕáëčöŕ 3
|
Ňîëůčíŕ ńâŕđčâŕĺěűő ëčńňîâ s ěě |
Ěŕęńčěŕëüíî äîďóńňčěűĺ ńěĺůĺíč˙ ńňűęóĺěűő ęđîěîę â ęîëüöĺâűő řâŕő, ěě |
|
|
íŕ ěîíîěĺňŕëëč÷ĺńęčő ńîńóäŕő |
íŕ áčěĺňŕëëč÷ĺńęčő ńîńóäŕő ńî ńňîđîíű ęîđđîçčîííîăî ńëî˙ |
|
|
Äî 20 |
0,1s + 1 |
50 % îň ňîëůčíű ďëŕęčđóţůĺăî ńëî˙ |
|
Ńâűřĺ 20 äî 50 |
0,15s, íî íĺ áîëĺĺ 5 |
|
|
Ńâűřĺ 50 äî 100 |
0,04s + 3,5* |
0,04s + 3, íî íĺ áîëĺĺ ňîëůčíű ďëŕęčđóţůĺăî ńëî˙ |
|
Ńâűřĺ 100 |
0,025s + 51, íî íĺ áîëĺĺ 10 |
0,025s + 5, íî íĺ áîëĺĺ 8 č íĺ áîëĺĺ ňîëůčíű ďëŕęčđóţůĺăî ńëî˙ |
* Ďđč óńëîâčč íŕďëŕâęč íŕ ńňűęóĺěűĺ ďîâĺđőíîńňč ń óęëîíîě 1:3 äë˙ ńâŕđíűő ńîĺäčíĺíčé, čěĺţůčő ńěĺůĺíčĺ ęđîěîę áîëĺĺ 5 ěě.
4.2.4. Ńěĺůĺíčĺ ęđîěîę â ńňűęîâűő ńâŕđíűő ńîĺäčíĺíč˙ő ňđóá íĺ äîëćíî ďđĺâűřŕňü âĺëč÷čí, ďđčâĺäĺííűő â ňŕáë. 4.
Ňŕáëčöŕ 4
|
Ňîëůčíŕ ńňĺíęč ňđóáű s, ěě |
Ěŕęńčěŕëüíî äîďóńňčěűĺ ńěĺůĺíč˙ ęđîěîę, ěě |
|
Äî 3 |
0,2s |
|
Ńâűřĺ 3 äî 6 |
0,1s + 0,3 |
|
Ńâűřĺ 6 äî 10 |
0,15s |
|
Ńâűřĺ 10 äî 20 |
0,05s + 1 |
|
Ńâűřĺ 20 |
0,1s, íî íĺ áîëĺĺ 3 |
4.2.5. Äîďóńęč, íĺ óęŕçŕííűĺ â íŕńňî˙ůĺě đŕçäĺëĺ, äîëćíű ńîîňâĺňńňâîâŕňü ňđĺáîâŕíč˙ě ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, äîďóńęč, íĺ óęŕçŕííűĺ â íŕńňî˙ůĺě đŕçäĺëĺ, äîëćíű ńîîňâĺňńňâîâŕňü ňđĺáîâŕíč˙ě ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.3. Ńâŕđęŕ
Îáůčĺ ňđĺáîâŕíč˙
4.3.1. Ďđč čçăîňîâëĺíčč (äîčçăîňîâëĺíčč) č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ äîëćíŕ ďđčěĺí˙ňüń˙ ňĺőíîëîăč˙ ńâŕđęč â ńîîňâĺňńňâčč ń ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěîćĺň ďđčěĺí˙ňüń˙ ňĺőíîëîăč˙ ńâŕđęč, ŕňňĺńňîâŕííŕ˙ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč íŕńňî˙ůčő Ďđŕâčë.
Ňĺőíîëîăč÷ĺńęŕ˙ äîęóěĺíňŕöč˙ äîëćíŕ ńîäĺđćŕňü óęŕçŕíč˙ ďî ňĺőíîëîăčč ńâŕđęč ěĺňŕëëîâ, ďđčí˙ňűő äë˙ čçăîňîâëĺíč˙ ńîńóäîâ č čő ýëĺěĺíňîâ, ďđčěĺíĺíčţ ďđčńŕäî÷íűő ěŕňĺđčŕëîâ, âčäŕě č îáúĺěó ęîíňđîë˙, ŕ ňŕęćĺ ďđĺäâŕđčňĺëüíîěó č ńîďóňńňâóţůĺěó ďîäîăđĺâó č ňĺđěč÷ĺńęîé îáđŕáîňęĺ.
4.3.2. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ äë˙ âűďîëíĺíč˙ ńâŕđęč äîëćíű ďđčěĺí˙ňüń˙ čńďđŕâíűĺ óńňŕíîâęč, ŕďďŕđŕňóđŕ č ďđčńďîńîáëĺíč˙, îáĺńďĺ÷čâŕţůčĺ ńîáëţäĺíčĺ ňđĺáîâŕíčé ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěîćĺň ďđčěĺí˙ňüń˙ čńďđŕâíîĺ ńâŕđî÷íîĺ îáîđóäîâŕíčĺ, îáĺńďĺ÷čâŕţůčĺ ńîáëţäĺíčĺ ňđĺáîâŕíčé ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.3.3. Čńďîëüçîâŕíčĺ íîâűő äë˙ äŕííîăî âčäŕ čçäĺëč˙ ěĺňîäîâ ńâŕđęč đŕçđĺřŕĺňń˙ đóęîâîäńňâîě çŕâîäŕ-čçăîňîâčňĺë˙ ńîńóäîâ, ěîíňŕćíîé č ýęńďëóŕňčđóţůĺé îđăŕíčçŕöčé ďî ńîăëŕńîâŕíčţ ńî ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé ďî ńâŕđęĺ ďîńëĺ ďîäňâĺđćäĺíč˙ čő ňĺőíîëîăč÷íîńňč č ďđîâĺđęč âńĺăî ęîěďëĺęńŕ ňđĺáóĺěűő ńâîéńňâ ńâŕđíűő ńîĺäčíĺíčé.
4.3.4. Ę ďđîčçâîäńňâó ńâŕđî÷íűő đŕáîň ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ äîďóńęŕţňń˙ ńâŕđůčęč, ŕňňĺńňîâŕííűĺ â ńîîňâĺňńňâčč ń Ďđŕâčëŕěč ŕňňĺńňŕöčč ńâŕđůčęîâ č ńďĺöčŕëčńňîâ ńâŕđî÷íîăî ďđîčçâîäńňâŕ (ĎÁ 03-273-99), óňâĺđćäĺííűěč ďîńňŕíîâëĺíčĺě Ăîńăîđňĺőíŕäçîđŕ Đîńńčč îň 30.10.1998 ą 63 č çŕđĺăčńňđčđîâŕííűěč Ěčíţńňîě Đîńńčč 04.03.1999, đĺăčńňđŕöčîííűé ą 1721 č čěĺţůčĺ óäîńňîâĺđĺíčĺ óńňŕíîâëĺííîé ôîđěű.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ę ďđîčçâîäńňâó ńâŕđî÷íűő đŕáîň ěîăóň äîďóńęŕňüń˙ ńâŕđůčęč, ďđîřĺäřčĺ ďđîâĺđęó çíŕíčé â ńîîňâĺňńňâčč ń ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
Ńâŕđůčęč ěîăóň ďđîčçâîäčňü ńâŕđî÷íűĺ đŕáîňű ňĺő âčäîâ, ęîňîđűĺ óęŕçŕíű â čő óäîńňîâĺđĺíčč.
4.3.5. Ńâŕđůčę, âďĺđâűĺ ďđčńňóďŕţůčé â äŕííîé îđăŕíčçŕöčč (ěîíňŕćíîě čëč đĺěîíňíîě ó÷ŕńňęĺ) ę ńâŕđęĺ ńîńóäîâ, íĺçŕâčńčěî îň íŕëč÷č˙ óäîńňîâĺđĺíč˙, äîëćĺí ďĺđĺä äîďóńęîě ę đŕáîňĺ ďđîéňč ďđîâĺđęó ďóňĺě ńâŕđęč č ęîíňđîë˙ ďđîáíîăî ńâŕđíîăî ńîĺäčíĺíč˙. Ęîíńňđóęöčţ ďđîáíűő ńâŕđíűő ńîĺäčíĺíčé, ŕ ňŕęćĺ ěĺňîäű č îáúĺě ęîíňđîë˙ ęŕ÷ĺńňâŕ ńâŕđęč ýňčő ńîĺäčíĺíčé óńňŕíŕâëčâŕĺň đóęîâîäčňĺëü ńâŕđî÷íűő đŕáîň.
4.3.6. Ďĺđĺä íŕ÷ŕëîě ńâŕđęč äîëćíî áűňü ďđîâĺđĺíî ęŕ÷ĺńňâî ńáîđęč ńîĺäčí˙ĺěűő ýëĺěĺíňîâ, ŕ ňŕęćĺ ńîńňî˙íčĺ ńňűęóĺěűő ęđîěîę č ďđčëĺăŕţůčő ę íčě ďîâĺđőíîńňĺé. Ďđč ńáîđęĺ íĺ äîďóńęŕĺňń˙ ďîäăîíęŕ ęđîěîę óäŕđíűě ńďîńîáîě čëč ěĺńňíűě íŕăđĺâîě.
4.3.7. Đóęîâîäńňâî đŕáîňŕěč ďî ńáîđęĺ č ńâŕđęĺ ńîńóäîâ č čő ýëĺěĺíňîâ ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, č ęîíňđîëţ ęŕ÷ĺńňâŕ ńâŕđíűő ńîĺäčíĺíčé äîëćíî áűňü âîçëîćĺíî íŕ ńďĺöčŕëčńňŕ, ďđîřĺäřĺăî ďđîâĺđęó çíŕíčé íŕńňî˙ůčő Ďđŕâčë.
Ńâŕđî÷íűĺ ěŕňĺđčŕëű
4.3.8. Ńâŕđî÷íűĺ ěŕňĺđčŕëű, ďđčěĺí˙ĺěűĺ äë˙ ńâŕđęč ńîńóäîâ, äîëćíű ńîîňâĺňńňâîâŕňü ňđĺáîâŕíč˙ě ńňŕíäŕđňîâ č ňĺőíč÷ĺńęčő óńëîâčé, ÷ňî äîëćíî ďîäňâĺđćäŕňüń˙ ńîďđîâîäčňĺëüíűěč äîęóěĺíňŕěč îđăŕíčçŕöčč-čçăîňîâčňĺë˙ íŕ ýňč ěŕňĺđčŕëű.
4.3.9. Ěŕđęč, ńîđňŕěĺíň, óńëîâč˙ őđŕíĺíč˙ č ďîäăîňîâęŕ ę čńďîëüçîâŕíčţ ńâŕđî÷íűő ěŕňĺđčŕëîâ ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ äîëćíű ńîîňâĺňńňâîâŕňü ňđĺáîâŕíč˙ě ÍÄ íŕ ńâŕđęó, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěîăóň ďđčěĺí˙ňüń˙ ńâŕđî÷íűĺ ěŕňĺđčŕëű, óäîâëĺňâîđ˙ţůčĺ ňđĺáîâŕíč˙ě ÍÄ íŕ ńâŕđęó, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.3.10. Ńâŕđî÷íűĺ ěŕňĺđčŕëű äîëćíű áűňü ďđîęîíňđîëčđîâŕíű:
ŕ) ęŕćäŕ˙ ďŕđňč˙ ýëĺęňđîäîâ:
íŕ ńâŕđî÷íî-ňĺőíîëîăč÷ĺńęčĺ ńâîéńňâŕ ńîăëŕńíî ăîńóäŕđńňâĺííűě ńňŕíäŕđňŕě;
íŕ ńîîňâĺňńňâčĺ ńîäĺđćŕíč˙ ëĺăčđóţůčő ýëĺěĺíňîâ íîđěčđîâŕííîěó ńîńňŕâó ďóňĺě ńňčëîńęîďčđîâŕíč˙ íŕďëŕâëĺííîăî ěĺňŕëëŕ, âűďîëíĺííîăî ëĺăčđîâŕííűěč ýëĺęňđîäŕěč (ňčďîâ Ý-09X1Ě, Ý-09Ő1ĚÔ, ŕóńňĺíčňíűő č äđ.);
á) ęŕćäŕ˙ ďŕđňč˙ ďîđîřęîâîé ďđîâîëîęč - íŕ ńâŕđî÷íî-ňĺőíîëîăč÷ĺńęčĺ ńâîéńňâŕ ńîăëŕńíî ăîńóäŕđńňâĺííűě ńňŕíäŕđňŕě;
â) ęŕćäŕ˙ áóőňŕ (ěîňîę, ęŕňóřęŕ) ëĺăčđîâŕííîé ńâŕđî÷íîé ďđîâîëîęč - íŕ íŕëč÷čĺ îńíîâíűő ëĺăčđóţůčő ýëĺěĺíňîâ, đĺăëŕěĺíňčđîâŕííűő ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč, ďóňĺě ńňčëîńęîďčđîâŕíč˙.
Ďîäăîňîâęŕ č ńáîđęŕ äĺňŕëĺé ďîä ńâŕđęó
4.3.11. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ďîäăîňîâęŕ ęđîěîę č ďîâĺđőíîńňĺé ďîä ńâŕđęó äîëćíŕ âűďîëí˙ňüń˙ ěĺőŕíč÷ĺńęîé îáđŕáîňęîé ëčáî ďóňĺě ňĺđěč÷ĺńęîé đĺçęč čëč ńňđîćęč (ęčńëîđîäíîé, âîçäóříî-äóăîâîé, ďëŕçěĺííî-äóăîâîé) ń ďîńëĺäóţůĺé ěĺőŕíč÷ĺńęîé îáđŕáîňęîé (đĺçöîě, ôđĺçîé, ŕáđŕçčâíűě číńňđóěĺíňîě). Ăëóáčíŕ ěĺőŕíč÷ĺńęîé îáđŕáîňęč ďîńëĺ ňĺđěč÷ĺńęîé đĺçęč (ńňđîćęč) äîëćíŕ ńîîňâĺňńňâîâŕňü ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ, â çŕâčńčěîńňč îň âîńďđččě÷čâîńňč ęîíęđĺňíîé ěŕđęč ńňŕëč ę ňĺđěč÷ĺńęîěó öčęëó đĺçęč (ńňđîćęč).
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ăëóáčíŕ ěĺőŕíč÷ĺńęîé îáđŕáîňęč ďîńëĺ ňĺđěč÷ĺńęîé đĺçęč (ńňđîćęč) ěîćĺň âűáčđŕňüń˙ ďî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.3.12. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ęđîěęč äĺňŕëĺé, ďîäëĺćŕůčő ńâŕđęĺ, č ďđčëĺăŕţůčĺ ę íčě ó÷ŕńňęč äîëćíű áűňü î÷čůĺíű îň îęŕëčíű, ęđŕńęč, ěŕńëŕ č äđóăčő çŕăđ˙çíĺíčé â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč ÍÄ íŕ ńâŕđęó, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ňđĺáîâŕíč˙ ę î÷čńňęĺ ęđîěîę äĺňŕëĺé, ďîäëĺćŕůčő ńâŕđęĺ, č ďđčëĺăŕţůčő ę íčě ó÷ŕńňęîâ äĺňŕëč ěîăóň ďđčíčěŕňüń˙ ďî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.3.13. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ďđčâŕđęŕ č óäŕëĺíčĺ âńďîěîăŕňĺëüíűő ýëĺěĺíňîâ (ńáîđî÷íűő óńňđîéńňâ, âđĺěĺííűő ęđĺďëĺíčé č äđ.) äîëćíű ďđîčçâîäčňüń˙ ďî ÷ĺđňĺćŕě č â ńîîňâĺňńňâčč ń ÍÄ íŕ ńâŕđęó, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ďđčâŕđęŕ č óäŕëĺíčĺ óďîě˙íóňűő âńďîěîăŕňĺëüíűő ýëĺěĺíňîâ äîëćíű ďđîčçâîäčňüń˙ ďî ÷ĺđňĺćŕě č ń ó÷ĺňîě ÍÄ íŕ ńâŕđęó, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
Ďđčâŕđęŕ ýňčő ýëĺěĺíňîâ äîëćíŕ âűďîëí˙ňüń˙ ńâŕđůčęîě, äîďóůĺííűě ę ńâŕđęĺ äŕííîăî čçäĺëč˙.
4.3.14. Ďđčőâŕňęč äîëćíű âűďîëí˙ňüń˙ ńâŕđůčęîě, äîďóůĺííűě ę ńâŕđęĺ äŕííîăî čçäĺëč˙ ń ďđčěĺíĺíčĺě ďđčńŕäî÷íűő ěŕňĺđčŕëîâ, ďđĺäóńěîňđĺííűő ňĺőíč÷ĺńęîé äîęóěĺíňŕöčĺé íŕ ńâŕđęó äŕííîăî ńîńóäŕ. Ďđčőâŕňęč ďđč äŕëüíĺéřĺě ďđîâĺäĺíčč ńâŕđî÷íűő đŕáîň óäŕë˙ţňń˙ čëč ďĺđĺďëŕâë˙ţňń˙ îńíîâíűě řâîě.
Ďđčâŕđęŕ âđĺěĺííűő ęđĺďëĺíčé č óäŕëĺíčĺ čő ďîńëĺ ńâŕđęč îńíîâíîăî čçäĺëč˙ äîëćíű ďđîčçâîäčňüń˙ ďî ňĺőíîëîăčč, čńęëţ÷ŕţůĺé îáđŕçîâŕíčĺ ňđĺůčí č çŕęŕëî÷íűő çîí â ěĺňŕëëĺ čçäĺëč˙.
4.3.15. Âńĺ ńâŕđî÷íűĺ đŕáîňű ďđč čçăîňîâëĺíčč ńîńóäîâ č čő ýëĺěĺíňîâ äë˙ ÎČŔÝ äîëćíű ďđîčçâîäčňüń˙ ďđč ďîëîćčňĺëüíűő ňĺěďĺđŕňóđŕő č â çŕęđűňűő ďîěĺůĺíč˙ő.
Ďđč ěîíňŕćĺ ńîńóäîâ č čő äîčçăîňîâëĺíčč íŕ ěîíňŕćíűő ďëîůŕäęŕő âíĺ ďîěĺůĺíčé äîďóńęŕĺňń˙ ńâŕđęŕ ďđč îňđčöŕňĺëüíűő ňĺěďĺđŕňóđŕő îęđóćŕţůĺăî âîçäóőŕ. Ďđč ýňîě ńâŕđůčę, ŕ ňŕęćĺ ěĺńňî ńâŕđęč äîëćíű áűňü çŕůčůĺíű îň íĺďîńđĺäńňâĺííîăî âîçäĺéńňâč˙ âĺňđŕ č ŕňěîńôĺđíűő îńŕäęîâ. Ńâŕđęŕ ďđč ňĺěďĺđŕňóđĺ îęđóćŕţůĺé ńđĺäű íčćĺ 0 °C äîëćíŕ ďđîčçâîäčňüń˙ â ńîîňâĺňńňâčč ń ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ńâŕđęŕ ďđč ňĺěďĺđŕňóđĺ îęđóćŕţůĺé ńđĺäű íčćĺ 0 °C ěîćĺň ďđîčçâîäčňüń˙ â ńîîňâĺňńňâčč ń ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.3.16. Âńĺ ńâŕđíűĺ řâű ďîäëĺćŕň ęëĺéěĺíčţ, ďîçâîë˙ţůĺěó óńňŕíîâčňü ńâŕđůčęŕ, âűďîëí˙ţůĺăî ýňč řâű.
Ęëĺéěî íŕíîńčňń˙ íŕ đŕńńňî˙íčč 20 - 50 ěě îň ęđîěęč ńâŕđĺííîăî řâŕ ń íŕđóćíîé ńňîđîíű. Ĺńëč řîâ ń íŕđóćíîé č âíóňđĺííĺé ńňîđîí çŕâŕđčâŕĺňń˙ đŕçíűěč ńâŕđůčęŕěč, ęëĺéěŕ ńňŕâ˙ňń˙ ňîëüęî ń íŕđóćíîé ńňîđîíű ÷ĺđĺç äđîáü: â ÷čńëčňĺëĺ ęëĺéěî ńâŕđůčęŕ ń íŕđóćíîé ńňîđîíű řâŕ, â çíŕěĺíŕňĺëĺ - ń âíóňđĺííĺé ńňîđîíű. Ĺńëč ńâŕđíűĺ ńîĺäčíĺíč˙ ńîńóäŕ âűďîëí˙ţňń˙ îäíčě ńâŕđůčęîě, ňî äîďóńęŕĺňń˙ ęëĺéěî ńâŕđůčęŕ ńňŕâčňü îęîëî ňŕáëč÷ęč čëč íŕ äđóăîě îňęđűňîě ó÷ŕńňęĺ. Ĺńëč ńâŕđíűĺ ńîĺäčíĺíč˙ âűďîëí˙ëčńü íĺńęîëüęčěč ńâŕđůčęŕěč, ňî íŕ íĺě äîëćíű áűňü ďîńňŕâëĺíű ęëĺéěŕ âńĺő ńâŕđůčęîâ, ó÷ŕńňâîâŕâřčő â ĺăî âűďîëíĺíčč.
Ó ďđîäîëüíűő řâîâ ęëĺéěî äîëćíî íŕőîäčňüń˙ â íŕ÷ŕëĺ č â ęîíöĺ řâŕ íŕ đŕńńňî˙íčč 100 ěě îň ęîëüöĺâîăî řâŕ. Íŕ îáĺ÷ŕéęĺ ń ďđîäîëüíűě řâîě äëčíîé ěĺíĺĺ 400 ěě äîďóńęŕĺňń˙ ńňŕâčňü îäíî ęëĺéěî. Äë˙ ęîëüöĺâîăî řâŕ ęëĺéěî äîëćíî âűáčâŕňüń˙ â ěĺńňĺ ďĺđĺńĺ÷ĺíč˙ ęîëüöĺâîăî řâŕ ń ďđîäîëüíűě č äŕëĺĺ ÷ĺđĺç ęŕćäűĺ 2 ě, íî ďđč ýňîě äîëćíî áűňü íĺ ěĺíĺĺ äâóő ęëĺéě íŕ ęŕćäîě řâĺ. Ęëĺéěŕ ńňŕâ˙ňń˙ ń íŕđóćíîé ńňîđîíű. Ęëĺéěĺíčĺ ďđîäîëüíűő č ęîëüöĺâűő řâîâ ńîńóäîâ ń ňîëůčíîé ńňĺíęč ěĺíĺĺ 4 ěě äîďóńęŕĺňń˙ ďđîčçâîäčňü ýëĺęňđîăđŕôîě čëč íĺńěűâŕĺěűěč ęđŕńęŕěč.
Ěĺńňî ęëĺéěĺíč˙ çŕęëţ÷ŕĺňń˙ â őîđîřî âčäčěóţ đŕěęó, âűďîëí˙ĺěóţ íĺńěűâŕĺěîé ęđŕńęîé čëč ýëĺęňđîăđŕôîě, č óęŕçŕíî â ďŕńďîđňĺ ńîńóäŕ.
Ŕňňĺńňŕöč˙ ňĺőíîëîăčč ńâŕđęč
4.3.17. Ňĺőíîëîăč˙ ńâŕđęč ďđč čçăîňîâëĺíčč (äîčçăîňîâëĺíčč) č ěîíňŕćĺ, ńîńóäîâ äë˙ ÎČŔÝ äîďóńęŕĺňń˙ ę ďđčěĺíĺíčţ ďîńëĺ ďîäňâĺđćäĺíč˙ ĺĺ ňĺőíîëîăč÷íîńňč íŕ đĺŕëüíűő čçäĺëč˙ő, ďđîâĺđęč âńĺăî ęîěďëĺęńŕ ňđĺáóĺěűő ńâîéńňâ ńâŕđíűő ńîĺäčíĺíčé č îńâîĺíč˙ ýôôĺęňčâíűő ěĺňîäîâ ęîíňđîë˙ čő ęŕ÷ĺńňâŕ. Ďđčěĺí˙ĺěŕ˙ ňĺőíîëîăč˙ ńâŕđęč äîëćíŕ ńîîňâĺňńňâîâŕňü Ďđŕâčëŕěč ďî ńîńóäŕě.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ďđčěĺí˙ĺěŕ˙ ňĺőíîëîăč˙ ńâŕđęč ěîćĺň ńîîňâĺňńňâîâŕňü íŕńňî˙ůčě Ďđŕâčëŕě.
4.3.18. Ŕňňĺńňŕöč˙ ňĺőíîëîăčč ńâŕđęč ďîäđŕçäĺë˙ĺňń˙ íŕ čńńëĺäîâŕňĺëüńęóţ č ďđîčçâîäńňâĺííóţ.
Čńńëĺäîâŕňĺëüńęŕ˙ ŕňňĺńňŕöč˙ ďđîâîäčňń˙ ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé ďî ńâŕđęĺ čëč îđăŕíčçŕöčĺé (ńîâěĺńňíî čëč ńŕěîńňî˙ňĺëüíî), îńóůĺńňâë˙ţůĺé ďîäăîňîâęó ę âíĺäđĺíčţ íîâîé, đŕíĺĺ íĺ ŕňňĺńňîâŕííîé ňĺőíîëîăčč ńâŕđęč.
Ďđîčçâîäńňâĺííŕ˙ ŕňňĺńňŕöč˙ ďđîâîäčňń˙ ęŕćäîé îđăŕíčçŕöčĺé íŕ îńíîâŕíčč đĺęîěĺíäŕöčé, âűäŕííűő ďî đĺçóëüňŕňŕě čńńëĺäîâŕňĺëüńęîé ŕňňĺńňŕöčč.
4.3.19. Čńńëĺäîâŕňĺëüńęŕ˙ ŕňňĺńňŕöč˙ ňĺőíîëîăčč ńâŕđęč ďđîâîäčňń˙ â öĺë˙ő îďđĺäĺëĺíč˙ őŕđŕęňĺđčńňčę ńâŕđíűő ńîĺäčíĺíčé, íĺîáőîäčěűő äë˙ đŕń÷ĺňîâ ďđč ďđîĺęňčđîâŕíčč č âűäŕ÷ĺ ňĺőíîëîăč÷ĺńęčő đĺęîěĺíäŕöčé (îáëŕńňü ďđčěĺíĺíč˙ ňĺőíîëîăčč, ńâŕđî÷íűĺ ěŕňĺđčŕëű, đĺćčěű ďîäîăđĺâŕ, ńâŕđęč č ňĺđěč÷ĺńęîé îáđŕáîňęč, ăŕđŕíňčđóĺěűĺ ďîęŕçŕňĺëč ďđčĺěî-ńäŕňî÷íîé őŕđŕęňĺđčńňčęč ńâŕđíîăî ńîĺäčíĺíč˙, ěĺňîäű ęîíňđîë˙ č äđ.).
Őŕđŕęňĺđčńňčęč ńâŕđíűő ńîĺäčíĺíčé, îďđĺäĺë˙ĺěűĺ ďđč čńńëĺäîâŕňĺëüńęîé ŕňňĺńňŕöčč, âűáčđŕţň â çŕâčńčěîńňč îň âčäŕ č íŕçíŕ÷ĺíč˙ îńíîâíîăî ěĺňŕëëŕ č óńëîâčé ýęńďëóŕňŕöčč ńâŕđíűő ńîĺäčíĺíčé čç ďĺđĺ÷čńëĺííűő íčćĺ:
ěĺőŕíč÷ĺńęčĺ ńâîéńňâŕ ďđč íîđěŕëüíîé č đŕáî÷ĺé ňĺěďĺđŕňóđĺ, â ňîě ÷čńëĺ âđĺěĺííîĺ ńîďđîňčâëĺíčĺ đŕçđűâó, ďđĺäĺë ňĺęó÷ĺńňč, îňíîńčňĺëüíîĺ óäëčíĺíčĺ č îňíîńčňĺëüíîĺ ńóćĺíčĺ ěĺňŕëëŕ řâŕ, óäŕđíŕ˙ â˙çęîńňü ěĺňŕëëŕ řâŕ č çîíű ňĺđěč÷ĺńęîăî âëč˙íč˙ ńâŕđęč, âđĺěĺííîĺ ńîďđîňčâëĺíčĺ đŕçđűâó č óăîë çŕăčáŕ ńâŕđíîăî ńîĺäčíĺíč˙;
äëčňĺëüíŕ˙ ďđî÷íîńňü, ďëŕńňč÷íîńňü č ďîëçó÷ĺńňü;
öčęëč÷ĺńęŕ˙ ďđî÷íîńňü;
ęđčňč÷ĺńęŕ˙ ňĺěďĺđŕňóđŕ őđóďęîńňč ěĺňŕëëŕ řâŕ č çîíű ňĺđěč÷ĺńęîăî âëč˙íč˙ ńâŕđęč;
ńňŕáčëüíîńňü ńâîéńňâ ńâŕđíűő ńîĺäčíĺíčé ďîńëĺ ňĺđěč÷ĺńęîăî ńňŕđĺíč˙ ďđč đŕáî÷ĺé ňĺěďĺđŕňóđĺ;
číňĺíńčâíîńňü îęčńëĺíč˙ â đŕáî÷ĺé ńđĺäĺ;
îňńóňńňâčĺ íĺäîďóńňčěűő äĺôĺęňîâ;
ńňîéęîńňü ďđîňčâ ěĺćęđčńňŕëëčňíîé ęîđđîçčč (äë˙ ńâŕđíűő ńîĺäčíĺíčé ýëĺěĺíňîâ čç ńňŕëĺé ŕóńňĺíčňíîăî ęëŕńńŕ);
äđóăčĺ őŕđŕęňĺđčńňčęč, ńďĺöčôč÷ĺńęčĺ äë˙ âűďîëí˙ĺěűő ńâŕđíűő ńîĺäčíĺíčé.
Ďî đĺçóëüňŕňŕě čńńëĺäîâŕňĺëüńęîé ŕňňĺńňŕöčč ňĺőíîëîăčč ńâŕđęč îđăŕíčçŕöčĺé, ďđîâîäčâřĺé ĺĺ, äîëćíű áűňü âűäŕíű đĺęîěĺíäŕöčč, íĺîáőîäčěűĺ äë˙ ďđŕęňč÷ĺńęîăî ďđčěĺíĺíč˙. Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, đŕçđĺřĺíčĺ íŕ ďđčěĺíĺíčĺ ďđĺäëŕăŕĺěîé ňĺőíîëîăčč â ďđîčçâîäńňâĺ âűäŕĺňń˙ Ăîńŕňîěíŕäçîđîě Đîńńčč íŕ îńíîâŕíčč çŕęëţ÷ĺíč˙ ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčč ďî ńâŕđęĺ.
4.3.20. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ďđîčçâîäńňâĺííŕ˙ ŕňňĺńňŕöč˙ ňĺőíîëîăčč ńâŕđęč ďđîâîäčňń˙ ęŕćäîé îđăŕíčçŕöčĺé äî íŕ÷ŕëŕ ĺĺ ďđčěĺíĺíč˙ ń öĺëüţ ďđîâĺđęč ńîîňâĺňńňâč˙ ńâŕđíűő ńîĺäčíĺíčé, âűďîëíĺííűő ďî íĺé â ęîíęđĺňíűő óńëîâč˙ő ďđîčçâîäńňâŕ, ňđĺáîâŕíč˙ě íŕńňî˙ůčő Ďđŕâčë č ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ďđîčçâîäńňâĺííŕ˙ ŕňňĺńňŕöč˙ ňĺőíîëîăčč ńâŕđęč ěîćĺň ďđîâîäčňüń˙ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč íŕńňî˙ůčő Ďđŕâčë č ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
Ďđîčçâîäńňâĺííŕ˙ ŕňňĺńňŕöč˙ äîëćíŕ ďđîâîäčňüń˙ äë˙ ęŕćäîé ăđóďďű îäíîňčďíűő ńâŕđíűő ńîĺäčíĺíčé, âűďîëí˙ĺěűő äŕííîé îđăŕíčçŕöčĺé.
Îďđĺäĺëĺíčĺ îäíîňčďíîńňč ńâŕđíűő ńîĺäčíĺíčé ďđčâĺäĺíî â ďóíęňĺ 4.5.28 íŕńňî˙ůčő Ďđŕâčë.
4.3.21. Ďđîčçâîäńňâĺííŕ˙ ŕňňĺńňŕöč˙ ďđîâîäčňń˙ ŕňňĺńňŕöčîííîé ęîěčńńčĺé, ńîçäŕííîé â ńîîňâĺňńňâčč ń ďđîăđŕěěîé, đŕçđŕáîňŕííîé ýňîé îđăŕíčçŕöčĺé č óňâĺđćäĺííîé ďđĺäńĺäŕňĺëĺě ęîěčńńčč.
Ďđîăđŕěěŕ äîëćíŕ ďđĺäóńěŕňđčâŕňü ďđîâĺäĺíčĺ đŕçđóřŕţůĺăî č íĺđŕçđóřŕţůĺăî ęîíňđîë˙ ęîíňđîëüíűő ńâŕđíűő ńîĺäčíĺíčé č îöĺíęó ęŕ÷ĺńňâŕ ńâŕđęč ďî đĺçóëüňŕňŕě ęîíňđîë˙.
Ĺńëč ďđč ďđîčçâîäńňâĺííîé ŕňňĺńňŕöčč ňĺőíîëîăčč ńâŕđęč ďîëó÷ĺíű íĺóäîâëĺňâîđčňĺëüíűĺ đĺçóëüňŕňű ďî ęŕęîěó-ëčáî âčäó čńďűňŕíčé, ŕňňĺńňŕöčîííŕ˙ ęîěčńńč˙ äîëćíŕ ďđčí˙ňü ěĺđű ďî âű˙ńíĺíčţ ďđč÷čí íĺńîîňâĺňńňâč˙ ďîëó÷ĺííűő đĺçóëüňŕňîâ óńňŕíîâëĺííűě ňđĺáîâŕíč˙ě č đĺřčňü, ńëĺäóĺň ëč ďđîâĺńňč ďîâňîđíűĺ čńďűňŕíč˙ čëč äŕííŕ˙ ňĺőíîëîăč˙ íĺ ěîćĺň áűňü čńďîëüçîâŕíŕ äë˙ ńâŕđęč ďđîčçâîäńňâĺííűő ńîĺäčíĺíčé č íóćäŕĺňń˙ â äîđŕáîňęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, đŕçđĺřĺíčĺ íŕ ďđčěĺíĺíčĺ ňĺőíîëîăčč ńâŕđęč, ďđîřĺäřĺé ďđîčçâîäńňâĺííóţ ŕňňĺńňŕöčţ, âűäŕĺňń˙ Ăîńŕňîěíŕäçîđîě Đîńńčč íŕ îńíîâŕíčč çŕęëţ÷ĺíč˙ ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčč ďî ńâŕđęĺ.
4.3.22.  ńëó÷ŕĺ óőóäřĺíč˙ ńâîéńňâ čëč ęŕ÷ĺńňâŕ ńâŕđíűő ńîĺäčíĺíčé ďî îňíîřĺíčţ ę óđîâíţ, óńňŕíîâëĺííîěó čńńëĺäîâŕňĺëüńęîé ŕňňĺńňŕöčĺé, îđăŕíčçŕöč˙-čçăîňîâčňĺëü (ěîíňŕćíŕ˙ čëč đĺěîíňíŕ˙ îđăŕíčçŕöč˙) äîëćíŕ ďđčîńňŕíîâčňü ďđčěĺíĺíčĺ ňĺőíîëîăčč ńâŕđęč, óńňŕíîâčňü č óńňđŕíčňü ďđč÷číű, âűçâŕâřčĺ óęŕçŕííűĺ óőóäřĺíč˙, č ďđîâĺńňč ďîâňîđíóţ ďđîčçâîäńňâĺííóţ ŕňňĺńňŕöčţ, ŕ ďđč íĺîáőîäčěîńňč č čńńëĺäîâŕňĺëüńęóţ ŕňňĺńňŕöčţ.
4.4. Ňĺđěč÷ĺńęŕ˙ îáđŕáîňęŕ
4.4.1. Ňĺđěč÷ĺńęŕ˙ îáđŕáîňęŕ ýëĺěĺíňîâ ńîńóäîâ äë˙ ÎČŔÝ ďđîčçâîäčňń˙ äë˙ îáĺńďĺ÷ĺíč˙ ńîîňâĺňńňâč˙ ńâîéńňâ ěĺňŕëëŕ č ńâŕđíűő ńîĺäčíĺíčé ďîęŕçŕňĺë˙ě, ďđčí˙ňűě â ÍÄ íŕ ěĺňŕëë č ńâŕđęó, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ, ŕ ňŕęćĺ äë˙ ńíčćĺíč˙ îńňŕňî÷íűő íŕďđ˙ćĺíčé, âîçíčęŕţůčő ďđč âűďîëíĺíčč ňĺőíîëîăč÷ĺńęčő îďĺđŕöčé (ńâŕđęč, ăčáęč, řňŕěďîâęč č äđ.).
4.4.2. Ę ďđîâĺäĺíčţ đŕáîň ďî ňĺđěč÷ĺńęîé îáđŕáîňęĺ äîďóńęŕţňń˙ ňĺđěčńňű-îďĺđŕňîđű, ďđîřĺäřčĺ ńďĺöčŕëüíóţ ďîäăîňîâęó, ńîîňâĺňńňâóţůčĺ čńďűňŕíč˙ č čěĺţůčĺ óäîńňîâĺđĺíčĺ íŕ ďđŕâî ďđîčçâîäńňâŕ đŕáîň.
4.4.3. Ňĺđěč÷ĺńęîé îáđŕáîňęĺ ďîäëĺćŕň ńîńóäű, â ńňĺíęŕő ęîňîđűő ďîńëĺ čçăîňîâëĺíč˙ (ďđč âŕëüöîâęĺ, řňŕěďîâęĺ, ńâŕđęĺ č ň.ä.) âîçěîćíî ďî˙âëĺíčĺ íĺäîďóńňčěűő îńňŕňî÷íűő íŕďđ˙ćĺíčé, ŕ ňŕęćĺ ńîńóäű, ďđî÷íîńňü ęîňîđűő äîńňčăŕĺňń˙ ňĺđěîîáđŕáîňęîé.
4.4.4. Ńîńóäű č čő ýëĺěĺíňű čç óăëĺđîäčńňűő, ŕ ňŕęćĺ íčçęîëĺăčđîâŕííűő ěŕđăŕíöîâčńňűő č ěŕđăŕíöîâî-ęđĺěíčńňűő ńňŕëĺé, čçăîňîâëĺííűĺ ń ďđčěĺíĺíčĺě ńâŕđęč, řňŕěďîâęč čëč âŕëüöîâęč, ďîäëĺćŕň îá˙çŕňĺëüíîé ňĺđěîîáđŕáîňęĺ, ĺńëč:
ňîëůčíŕ ńňĺíęč öčëčíäđč÷ĺńęîăî čëč ęîíč÷ĺńęîăî ýëĺěĺíňŕ äíčůŕ, ôëŕíöŕ čëč ďŕňđóáęŕ ńîńóäŕ â ěĺńňĺ čő ńâŕđíîăî ńîĺäčíĺíč˙ áîëĺĺ 36 ěě äë˙ óăëĺđîäčńňűő ńňŕëĺé č áîëĺĺ 30 ěě äë˙ ńňŕëĺé íčçęîëĺăčđîâŕííűő ěŕđăŕíöîâčńňűő, ěŕđăŕíöîâî-ęđĺěíčńňűő;
íîěčíŕëüíŕ˙ ňîëůčíŕ ńňĺíęč öčëčíäđč÷ĺńęčő čëč ęîíč÷ĺńęčő ýëĺěĺíňîâ ńîńóäŕ (ďŕňđóáęŕ), čçăîňîâëĺííűő čç ëčńňîâîé ńňŕëč âŕëüöîâęîé (řňŕěďîâęîé), ďđĺâűřŕĺň âĺëč÷číó, âű÷čńëĺííóţ ďî ôîđěóëĺ:
s = 0,009(D + 1200),
ăäĺ D - ěčíčěŕëüíűé âíóňđĺííčé äčŕěĺňđ, ěě.
Äŕííűĺ ňđĺáîâŕíč˙ íĺ đŕńďđîńňđŕí˙ţňń˙ íŕ îňáîđňîâŕííűĺ đóáŕřęč;
îíč ďđĺäíŕçíŕ÷ĺíű äë˙ ýęńďëóŕňŕöčč â ńđĺäŕő, âűçűâŕţůčő ęîđđîçčîííîĺ đŕńňđĺńęčâŕíčĺ;
äíčůŕ č äđóăčĺ ýëĺěĺíňű řňŕěďóţňń˙ (âŕëüöóţňń˙) ďđč ňĺěďĺđŕňóđĺ îęîí÷ŕíč˙ řňŕěďîâęč (âŕëüöîâęč) íčćĺ 700 °C;
äíčůŕ ńîńóäîâ č čő ýëĺěĺíňű íĺçŕâčńčěî îň ňîëůčíű čçăîňîâëĺíű őîëîäíîé řňŕěďîâęîé čëč őîëîäíűě ôëŕíćčđîâŕíčĺě.
4.4.5. Ăíóňűĺ ó÷ŕńňęč ňđóá čç óăëĺđîäčńňűő č íčçęîëĺăčđîâŕííűő ńňŕëĺé ďîäëĺćŕň ňĺđěîîáđŕáîňęĺ, ĺńëč îňíîřĺíčĺ ńđĺäíĺăî đŕäčóńŕ ăčáŕ ę íîěčíŕëüíîěó íŕđóćíîěó äčŕěĺňđó ňđóá ńîńňŕâë˙ĺň ěĺíĺĺ 3,5, ŕ îňíîřĺíčĺ íîěčíŕëüíîé ňîëůčíű ńňĺíęč ňđóáű ę ĺĺ íîěčíŕëüíîěó äčŕěĺňđó ďđĺâűřŕĺň 0,05.
4.4.6. Ńîńóäű č čő ýëĺěĺíňű čç ńňŕëĺé íčçęîëĺăčđîâŕííűő őđîěîěîëčáäĺíîâîăî č őđîěîěîëčáäĺíîâŕíŕäčĺâîăî ňčďŕ, ěŕđňĺíńčňíîăî ęëŕńńŕ č äâóőńëîéíűő ń îńíîâíűě ńëîĺě čç ńňŕëĺé ýňîăî ňčďŕ č ęëŕńńŕ, čçăîňîâëĺííűĺ ń ďđčěĺíĺíčĺě ńâŕđęč, äîëćíű ďîäâĺđăŕňüń˙ ňĺđěîîáđŕáîňęĺ íĺçŕâčńčěî îň äčŕěĺňđŕ č ňîëůčíű ńňĺíęč.
4.4.7. Íĺîáőîäčěîńňü ňĺđěîîáđŕáîňęč ńîńóäîâ č čő ýëĺěĺíňîâ čç ńňŕëĺé ŕóńňĺíčňíîăî ęëŕńńŕ č äâóőńëîéíűő ńňŕëĺé ń îńíîâíűě ńëîĺě čç ńňŕëĺé óăëĺđîäčńňîăî č íčçęîëĺăčđîâŕííîăî ěŕđăŕíöîâčńňîăî č ěŕđăŕíöîâî-ęđĺěíčńňîăî ňčďŕ ń ęîđđîçčîííîńňîéęčě ńëîĺě čç ńňŕëĺé ŕóńňĺíčňíîăî ęëŕńńŕ óńňŕíŕâëčâŕĺňń˙ â ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, íĺîáőîäčěîńňü ňĺđěîîáđŕáîňęč ńîńóäîâ â îňěĺ÷ĺííîě ńî÷ĺňŕíčč ńňŕëĺé ěîćĺň óńňŕíŕâëčâŕňüń˙ â ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.4.8. Äíčůŕ ńîńóäîâ, čçăîňîâëĺííűĺ čç ŕóńňĺíčňíűő ńňŕëĺé őîëîäíîé řňŕěďîâęîé čëč ôëŕíćčđîâŕíčĺě, äîëćíű ďîäâĺđăŕňüń˙ ňĺđěîîáđŕáîňęĺ.
4.4.9. Äë˙ äíčů č äĺňŕëĺé čç ŕóńňĺíčňíűő őđîěîíčęĺëĺâűő ńňŕëĺé, řňŕěďóĺěűő (âŕëüöóĺěűő) ďđč ňĺěďĺđŕňóđĺ íĺ íčćĺ 850 °C, ňĺđěč÷ĺńęŕ˙ îáđŕáîňęŕ íĺ ňđĺáóĺňń˙.
Ďđčěĺ÷ŕíčĺ. Äîďóńęŕĺňń˙ íĺ ďîäâĺđăŕňü ňĺđěč÷ĺńęîé îáđŕáîňęĺ ăîđ˙÷ĺäĺôîđěčđîâŕííűĺ äíčůŕ čç ŕóńňĺíčňíűő ńňŕëĺé ń îňíîřĺíčĺě âíóňđĺííĺăî äčŕěĺňđŕ ę ňîëůčíĺ ńňĺíęč áîëĺĺ 28, ĺńëč îíč íĺ ďđĺäíŕçíŕ÷ĺíű äë˙ đŕáîňű â ńđĺäŕő, âűçűâŕţůčő ęîđđîçčîííîĺ đŕńňđĺńęčâŕíčĺ.
4.4.10. Âčä ňĺđěč÷ĺńęîé îáđŕáîňęč (îňďóńę, íîđěŕëčçŕöč˙ čëč çŕęŕëęŕ ń ďîńëĺäóţůčě îňďóńęîě, ŕóńňĺíčçŕöč˙ č äđ.) č ĺĺ ńęîđîńňü íŕăđĺâŕ, ňĺěďĺđŕňóđŕ č âđĺě˙ âűäĺđćęč, óńëîâč˙ îőëŕćäĺíč˙ č äđ. ďđčíčěŕţňń˙ ďî ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, âčä č đĺćčěű ňĺđěč÷ĺńęîé îáđŕáîňęč ěîăóň ďđčíčěŕňüń˙ ďî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.4.11. Äîďóńęŕĺňń˙ ěĺńňíŕ˙ ňĺđěč÷ĺńęŕ˙ îáđŕáîňęŕ ńîńóäîâ ń ďîńëĺäóţůĺé ěĺńňíîé ňĺđěîîáđŕáîňęîé çŕěűęŕţůĺăî řâŕ. Ďđč ěĺńňíîé ňĺđěîîáđŕáîňęĺ äîëćíű áűňü îáĺńďĺ÷ĺíű đŕâíîěĺđíűé íŕăđĺâ č îőëŕćäĺíčĺ â ńîîňâĺňńňâčč ń ňĺőíîëîăčĺé, ńîăëŕńîâŕííîé ńî ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé.
Ďđč íŕëč÷čč ňđĺáîâŕíč˙ ďî ńňîéęîńňč ę ęîđđîçčîííîěó đŕńňđĺńęčâŕíčţ âîçěîćíîńňü ďđčěĺíĺíč˙ ěĺńňíîé ňĺđěîîáđŕáîňęč ńîńóäŕ äîëćíŕ áűňü ńîăëŕńîâŕíŕ ńî ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé.
4.4.12.  ďđîöĺńńĺ ňĺđěîîáđŕáîňęč â ďĺ÷č ňĺěďĺđŕňóđŕ íŕăđĺâŕ â ëţáîé ňî÷ęĺ ńîńóäŕ (ýëĺěĺíňŕ) íĺ äîëćíŕ âűőîäčňü çŕ ďđĺäĺëű ěŕęńčěŕëüíîé č ěčíčěŕëüíîé ňĺěďĺđŕňóđű, ďđĺäóńěîňđĺííîé đĺćčěîě ňĺđěîîáđŕáîňęč.
Ńđĺäŕ â ďĺ÷č íĺ äîëćíŕ îęŕçűâŕňü âđĺäíîĺ âëč˙íčĺ íŕ ňĺđěîîáđŕáŕňűâŕĺěűé ńîńóä (ýëĺěĺíň).
4.4.13. Ńâîéńňâŕ ěĺňŕëëŕ ńîńóäîâ č čő ýëĺěĺíňîâ ďîńëĺ âńĺő öčęëîâ ňĺđěč÷ĺńęîé îáđŕáîňęč äîëćíű ńîîňâĺňńňâîâŕňü ňđĺáîâŕíč˙ě Ďđŕâčë ďî ńîńóäŕě.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ńâîéńňâŕ ěĺňŕëëŕ ńîńóäîâ č čő ýëĺěĺíňîâ ďîńëĺ âńĺő öčęëîâ ňĺđěč÷ĺńęîé îáđŕáîňęč ěîăóň ńîîňâĺňńňâîâŕňü ňđĺáîâŕíč˙ě íŕńňî˙ůčő Ďđŕâčë č ňĺőíč÷ĺńęčő óńëîâčé, îäîáđĺííűő Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.4.14. Ňĺđěč÷ĺńęŕ˙ îáđŕáîňęŕ äîëćíŕ ďđîčçâîäčňüń˙ ňŕęčě îáđŕçîě, ÷ňîáű áűëč îáĺńďĺ÷ĺíű đŕâíîěĺđíűé íŕăđĺâ ěĺňŕëëŕ čçäĺëčé, čő ńâîáîäíîĺ ňĺďëîâîĺ đŕńřčđĺíčĺ č îňńóňńňâčĺ ďëŕńňč÷ĺńęčő äĺôîđěŕöčé. Đĺćčěű íŕăđĺâŕ, âűäĺđćęč č îőëŕćäĺíč˙ ďđč ňĺđěîîáđŕáîňęĺ čçäĺëčé ń ňîëůčíîé ńňĺíęč áîëĺĺ 20 ěě ďđč ňĺěďĺđŕňóđĺ âűřĺ 300 °C äîëćíű đĺăčńňđčđîâŕňüń˙ ńŕěîďčřóůčěč ďđčáîđŕěč.
4.4.15. Äë˙ ńí˙ňč˙ îńňŕňî÷íűő íŕďđ˙ćĺíčé ďđč čçăîňîâëĺíčč č ěîíňŕćĺ âíîâü ââîäčěűő ńîńóäîâ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč ďóíęňŕ 4.4.4 íŕńňî˙ůčő Ďđŕâčë äîďóńęŕĺňń˙ âěĺńňî ňĺđěč÷ĺńęîé îáđŕáîňęč ďđčěĺí˙ňü äđóăčĺ ěĺňîäű, ďđĺäóńěîňđĺííűĺ â ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, äë˙ ńí˙ňč˙ îńňŕňî÷íűő íŕďđ˙ćĺíčé äîďóńęŕĺňń˙ ďđčěĺí˙ňü äđóăčĺ ěĺňîäű, ďđĺäóńěîňđĺííűĺ ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.5. Ęîíňđîëü ńâŕđíűő ńîĺäčíĺíčé
Îáůčĺ ňđĺáîâŕíč˙
4.5.1. Îđăŕíčçŕöč˙-čçăîňîâčňĺëü (äîčçăîňîâčňĺëü), ěîíňŕćíŕ˙ čëč đĺěîíňíŕ˙ îđăŕíčçŕöč˙ îá˙çŕíű ďđčěĺí˙ňü ňŕęčĺ âčäű č îáúĺěű ęîíňđîë˙ ńâîĺé ďđîäóęöčč, ęîňîđűĺ ăŕđŕíňčđîâŕëč áű âű˙âëĺíčĺ íĺäîďóńňčěűő äĺôĺęňîâ, ĺĺ âűńîęîĺ ęŕ÷ĺńňâî č íŕäĺćíîńňü â ýęńďëóŕňŕöčč.
Ęîíňđîëü ęŕ÷ĺńňâŕ ńâŕđęč č ńâŕđíűő ńîĺäčíĺíčé âęëţ÷ŕĺň:
ďđîâĺđęó ŕňňĺńňŕöčč đŕáîňíčęîâ (ďĺđńîíŕëŕ);
ďđîâĺđęó ńáîđî÷íî-ńâŕđî÷íîăî, ňĺđěč÷ĺńęîăî č ęîíňđîëüíîăî îáîđóäîâŕíč˙, ŕďďŕđŕňóđű, ďđčáîđîâ č číńňđóěĺíňîâ;
ęîíňđîëü ęŕ÷ĺńňâŕ îńíîâíűő ěŕňĺđčŕëîâ;
ęîíňđîëü ęŕ÷ĺńňâŕ ńâŕđî÷íűő ěŕňĺđčŕëîâ č ěŕňĺđčŕëîâ äë˙ äĺôĺęňîńęîďčč;
îďĺđŕöčîííűé ęîíňđîëü ňĺőíîëîăčč ńâŕđęč;
íĺđŕçđóřŕţůčé ęîíňđîëü ęŕ÷ĺńňâŕ ńâŕđíűő ńîĺäčíĺíčé;
đŕçđóřŕţůčé ęîíňđîëü ęŕ÷ĺńňâŕ ńâŕđíűő ńîĺäčíĺíčé;
ęîíňđîëü čńďđŕâëĺíč˙ äĺôĺęňîâ.
Âčäű ęîíňđîë˙ îďđĺäĺë˙ţňń˙ ęîíńňđóęňîđńęîé îđăŕíčçŕöčĺé â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč Ďđŕâčë ďî ńîńóäŕě č ÍÄ íŕ čçäĺëč˙ č ńâŕđęó, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ, č óęŕçűâŕţňń˙ â ęîíńňđóęňîđńęîé äîęóěĺíňŕöčč íŕ ńîńóäű.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, âčäű ęîíňđîë˙ ěîăóň îďđĺäĺë˙ňüń˙ ęîíńňđóęňîđńęîé îđăŕíčçŕöčĺé â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč íŕńňî˙ůčő Ďđŕâčë č ÍÄ íŕ čçäĺëč˙ č ńâŕđęó, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.5.2. Äë˙ óńňŕíîâëĺíč˙ ěĺňîäîâ č îáúĺěîâ ęîíňđîë˙ ńâŕđíűő ńîĺäčíĺíčé íĺîáőîäčěî îďđĺäĺëčňü ăđóďďó ńîńóäŕ â çŕâčńčěîńňč îň ďđîĺęňíîăî äŕâëĺíč˙, ňĺěďĺđŕňóđű ńňĺíęč č őŕđŕęňĺđŕ ńđĺäű ďî ňŕáë. 5.
 ňĺő ńëó÷ŕ˙ő, ęîăäŕ â ňŕáë. 5 îňńóňńňâóţň óęŕçŕííűĺ ńî÷ĺňŕíč˙ ďŕđŕěĺňđîâ ďî äŕâëĺíčţ č ňĺěďĺđŕňóđĺ, äë˙ îďđĺäĺëĺíč˙ ăđóďďű ńëĺäóĺň đóęîâîäńňâîâŕňüń˙ ěŕęńčěŕëüíűě ďŕđŕěĺňđîě.
Ňĺěďĺđŕňóđŕ ńňĺíęč îďđĺäĺë˙ĺňń˙ íŕ îńíîâŕíčč ňĺďëîňĺőíč÷ĺńęîăî đŕń÷ĺňŕ čëč đĺçóëüňŕňîâ čçěĺđĺíčé, ŕ ďđč îňńóňńňâčč ýňčő äŕííűő ďđčíčěŕĺňń˙ đŕâíîé ňĺěďĺđŕňóđĺ ńđĺäű, ńîďđčęŕńŕţůĺéń˙ ńî ńňĺíęîé ńîńóäŕ.
4.5.3. Îáúĺě ęîíňđîë˙ äîëćĺí áűňü íĺ ěĺíĺĺ ďđĺäóńěîňđĺííîăî íŕńňî˙ůčěč Ďđŕâčëŕěč.
4.5.4. Â ďđîöĺńńĺ čçăîňîâëĺíč˙ ńîńóäîâ äîëćíű ďđîâĺđ˙ňüń˙:
ńîîňâĺňńňâčĺ ęŕ÷ĺńňâŕ ďîäăîňîâęč ęđîěîę č ńáîđęč ďîä ńâŕđęó ňđĺáîâŕíč˙ě äĺéńňâóţůčő ńňŕíäŕđňîâ č ÷ĺđňĺćĺé;
ńîîňâĺňńňâčĺ ěĺňŕëëŕ ńâŕđčâŕĺěűő äĺňŕëĺé č ńâŕđî÷íűő ěŕňĺđčŕëîâ ňđĺáîâŕíč˙ě ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ;
ńîáëţäĺíčĺ ňĺőíîëîăč÷ĺńęîăî ďđîöĺńńŕ ńâŕđęč č ňĺđěč÷ĺńęîé îáđŕáîňęč, đŕçđŕáîňŕííűő â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ńîîňâĺňńňâčĺ ěĺňŕëëŕ ńâŕđčâŕĺěűő äĺňŕëĺé č ńîáëţäĺíčĺ óďîě˙íóňűő ňĺőíîëîăč÷ĺńęčő ďđîöĺńńîâ ěîăóň îďđĺäĺë˙ňüń˙ ňđĺáîâŕíč˙ěč ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.5.5. Îńíîâíűěč âčäŕěč íĺđŕçđóřŕţůĺăî ęîíňđîë˙ ěĺňŕëëŕ č ńâŕđíűő ńîĺäčíĺíčé ˙âë˙ţňń˙:
âčçóŕëüíűé č čçěĺđčňĺëüíűé;
đŕäčîăđŕôč÷ĺńęčé;
óëüňđŕçâóęîâîé;
đŕäčîńęîďč÷ĺńęčé;
ńňčëîńęîďčđîâŕíčĺ;
čçěĺđĺíčĺ ňâĺđäîńňč;
ăčäđŕâëč÷ĺńęčĺ čńďűňŕíč˙;
ďíĺâěŕňč÷ĺńęčĺ čńďűňŕíč˙.
Ęđîěĺ ýňîăî, ěîăóň ďđčěĺí˙ňüń˙ äđóăčĺ ěĺňîäű (ŕęóńňč÷ĺńęŕ˙ ýěčńńč˙, ěŕăíčňîăđŕôč˙, öâĺňíŕ˙ äĺôĺęňîńęîďč˙, îďđĺäĺëĺíčĺ ńîäĺđćŕíč˙ â ěĺňŕëëĺ řâŕ ôĺđđčňíîé ôŕçű č äđ.) â ńîîňâĺňńňâčč ń ňĺőíč÷ĺńęčěč óńëîâč˙ěč îđăŕíčçŕöčč-čçăîňîâčňĺë˙ â îáúĺěĺ, ďđĺäóńěîňđĺííîě ÍÄ ďî ěĺňîäŕě äčŕăíîńňčęč.
Ňŕáëčöŕ 5
|
Ďđîĺęňíîĺ äŕâëĺíčĺ, ĚĎŕ (ęăń/ńě2) |
Ňĺěďĺđŕňóđŕ ńňĺíęč, °Ń |
Đŕáî÷ŕ˙ ńđĺäŕ |
|
|
1 |
Ńâűřĺ 0,07 (0,7) |
Íĺçŕâčńčěî |
Âçđűâî- čëč ďîćŕđîîďŕńíŕ˙, čëč 1 č 2 ęëŕńńîâ îďŕńíîńňč â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč |
|
2 |
äî 2,5 (25) |
íčćĺ ěčíóń 70, âűřĺ 400 |
Ëţáŕ˙, çŕ čńęëţ÷ĺíčĺě óęŕçŕííîé äë˙ 1 ăđóďďű ńîńóäîâ |
|
ńâűřĺ 2,5 (25) äî 4 (40) |
íčćĺ ěčíóń 70, âűřĺ 200 |
||
|
ńâűřĺ 4 (40) äî 5 (50) |
íčćĺ ěčíóń 40, âűřĺ 200 |
||
|
ńâűřĺ 5 (50) |
íĺçŕâčńčěî |
||
|
äî 1,6 (16) |
îň ěčíóń 70 äî ěčíóń 20 îň 200 äî 400 |
||
|
3 |
ńâűřĺ 1,6 (16) |
îň ěčíóń 70 äî 400 |
|
|
ńâűřĺ 2,5 (25) äî 4 (40) |
îň ěčíóń 70 äî 200 |
||
|
ńâűřĺ 4 (40) äî 5 (50) |
îň ěčíóń 40 äî 200 |
||
|
4 |
äî 1,6 (16) |
îň ěčíóń 20 äî 200 |
Ęîíňđîëü ěŕňĺđčŕëîâ č ńâŕđíűő ńîĺäčíĺíčé íĺđŕçđóřŕţůčěč ěĺňîäŕěč ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ďđîâîäčňń˙ ńďĺöčŕëčçčđîâŕííűěč îđăŕíčçŕöč˙ěč.
Ďđč ýęńďëóŕňŕöčč, đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ęîíňđîëü ěŕňĺđčŕëîâ č ńâŕđíűő ńîĺäčíĺíčé íĺđŕçđóřŕţůčěč ěĺňîäŕěč äîďóńęŕĺňń˙ îńóůĺńňâë˙ňü ýęńďëóŕňčđóţůĺé îđăŕíčçŕöčĺé ńîńóäîâ čëč ďî ĺĺ đĺřĺíčţ - ńîîňâĺňńňâóţůčěč ńďĺöčŕëčçčđîâŕííűěč îđăŕíčçŕöč˙ěč â îáúĺěĺ, ďđĺäóńěîňđĺííîě ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.5.6. Ďđč đŕçđóřŕţůĺě ęîíňđîëĺ äîëćíű ďđîâîäčňüń˙ čńďűňŕíč˙ ěĺőŕíč÷ĺńęčő ńâîéńňâ, ěĺňŕëëîăđŕôč÷ĺńęčĺ čńńëĺäîâŕíč˙ č čńďűňŕíč˙ íŕ ńňîéęîńňü ďđîňčâ ěĺćęđčńňŕëëčňíîé ęîđđîçčč.
4.5.7. Ďđčĺěî÷íűé ęîíňđîëü čçäĺëč˙, ńáîđî÷íűő ĺäčíčö č ńâŕđíűő ńîĺäčíĺíčé äîëćĺí âűďîëí˙ňüń˙ ďîńëĺ îęîí÷ŕíč˙ âńĺő ňĺőíîëîăč÷ĺńęčő îďĺđŕöčé, ńâ˙çŕííűő ń ňĺđěč÷ĺńęîé îáđŕáîňęîé, äĺôîđěčđîâŕíčĺě č íŕęëĺďîě ěĺňŕëëŕ.
Ďîńëĺäîâŕňĺëüíîńňü ęîíňđîë˙ îňäĺëüíűěč ěĺňîäŕěč äîëćíŕ ńîîňâĺňńňâîâŕňü ňđĺáîâŕíč˙ě ÍÄ íŕ ęîíňđîëü ńâŕđíűő ńîĺäčíĺíčé. Âčçóŕëüíűé č čçěĺđčňĺëüíűé ęîíňđîëü, ŕ ňŕęćĺ ńňčëîńęîďčđîâŕíčĺ äîëćíű ďđĺäřĺńňâîâŕňü ęîíňđîëţ äđóăčěč ěĺňîäŕěč.
4.5.8. Ęîíňđîëü ęŕ÷ĺńňâŕ ńâŕđíűő ńîĺäčíĺíčé ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ äîëćĺí ďđîčçâîäčňüń˙ ďî ÍÄ óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, äîďóńęŕĺňń˙ ďđîâîäčňü ęîíňđîëü ęŕ÷ĺńňâŕ ńâŕđíűő ńîĺäčíĺíčé ďî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.5.9.  ďđîöĺńńĺ ďđîčçâîäńňâŕ đŕáîň ďĺđńîíŕëîě îđăŕíčçŕöčč-ďđîčçâîäčňĺë˙ đŕáîň äîëćĺí îńóůĺńňâë˙ňüń˙ îďĺđŕöčîííűé ęîíňđîëü ňĺőíîëîăč÷ĺńęčő ďđîöĺńńîâ ďîäăîňîâęč č ńáîđęč äĺňŕëĺé ďîä ńâŕđęó, ńâŕđęč č ňĺđěč÷ĺńęîé îáđŕáîňęč ńâŕđíűő ńîĺäčíĺíčé, čńďđŕâëĺíč˙ äĺôĺęňîâ ńâŕđíűő ńîĺäčíĺíčé.
Ďđč îďĺđŕöčîííîě ęîíňđîëĺ ďđîâĺđ˙ĺňń˙ ńîáëţäĺíčĺ čńďîëíčňĺë˙ěč ňđĺáîâŕíčé Ďđŕâčë ďî ńîńóäŕě, ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ, č ÷ĺđňĺćĺé. Îáúĺěű îďĺđŕöčîííîăî ęîíňđîë˙ ďđč ďîäăîňîâęĺ, ńáîđęĺ, ńâŕđęĺ č ňĺđěč÷ĺńęîé îáđŕáîňęĺ č čńďđŕâëĺíčč äĺôĺęňîâ äîëćíű óęŕçűâŕňüń˙ â ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, óęŕçŕííűĺ âűřĺ ýňŕďű č îáúĺěű îďĺđŕöčîííîăî ęîíňđîë˙ ěîăóň ńîîňâĺňńňâîâŕňü ňđĺáîâŕíč˙ě íŕńňî˙ůčő Ďđŕâčë, ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč, č ÷ĺđňĺćŕě ńîńóäîâ.
4.5.10. Đĺçóëüňŕňű ęŕćäîăî âčäŕ ęîíňđîë˙ (â ňîě ÷čńëĺ č îďĺđŕöčîííîăî) äîëćíű ôčęńčđîâŕňüń˙ â îň÷ĺňíîé äîęóěĺíňŕöčč (ćóđíŕëŕő, ôîđěóë˙đŕő, ďđîňîęîëŕő, ěŕđřđóňíűő ďŕńďîđňŕő č ň.ä.).
4.5.11. Ńđĺäńňâŕ ęîíňđîë˙ äîëćíű ďđîőîäčňü ěĺňđîëîăč÷ĺńęóţ ďđîâĺđęó â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ Ăîńńňŕíäŕđňîě Đîńńčč.
4.5.12. Ęŕćäŕ˙ ďŕđňč˙ ěŕňĺđčŕëîâ äë˙ äĺôĺęňîńęîďčč (ďĺíĺňđŕíňű, ďîđîřîę, ńóńďĺíçčč, đŕäčîăđŕôč÷ĺńęŕ˙ ďëĺíęŕ, őčěč÷ĺńęčĺ đĺŕęňčâű č ň.ä.) äî íŕ÷ŕëŕ čő čńďîëüçîâŕíč˙ äîëćíŕ áűňü ďîäâĺđăíóňŕ âőîäíîěó ęîíňđîëţ.
4.5.13. Îáúĺě đŕçđóřŕţůĺăî č íĺđŕçđóřŕţůĺăî ęîíňđîë˙ ďđč čçăîňîâëĺíčč č ěîíňŕćĺ âíîâü ââîäčěűő ńîńóäîâ äë˙ ÎČŔÝ, ďđĺäóńěîňđĺííűé Ďđŕâčëŕěč ďî ńîńóäŕě, ěîćĺň áűňü óěĺíüřĺí ďî ńîăëŕńîâŕíčţ ń Ăîńăîđňĺőíŕäçîđîě Đîńńčč â ńëó÷ŕĺ ěŕńńîâîăî čçăîňîâëĺíč˙, â ňîě ÷čńëĺ ďđč íĺčçěĺííîě ňĺőíîëîăč÷ĺńęîě ďđîöĺńńĺ, ńďĺöčŕëčçŕöčč ńâŕđůčęîâ íŕ îňäĺëüíűő âčäŕő đŕáîň č âűńîęîě čő ęŕ÷ĺńňâĺ, ďîäňâĺđćäĺííîě đĺçóëüňŕňŕěč ęîíňđîë˙ çŕ ďĺđčîä íĺ ěĺíĺĺ 6 ěĺń.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, îáúĺě đŕçđóřŕţůĺăî č íĺđŕçđóřŕţůĺăî ęîíňđîë˙, ďđĺäóńěîňđĺííűé íŕńňî˙ůčěč Ďđŕâčëŕěč, â ńëó÷ŕ˙ő, ďĺđĺ÷čńëĺííűő âűřĺ â ýňîě ďóíęňĺ, ěîćĺň áűňü óěĺíüřĺí ďî đĺřĺíčţ, îäîáđĺííîěó Ăîńŕňîěíŕäçîđîě Đîńńčč.
Ęîďč˙ đŕçđĺřĺíč˙ âęëŕäűâŕĺňń˙ â ďŕńďîđň ńîńóäŕ.
4.5.14. Ěĺňîäű č îáúĺěű ęîíňđîë˙ ńâŕđíűő ńîĺäčíĺíčé ďđčâŕđíűő äĺňŕëĺé, íĺ đŕáîňŕţůčő ďîä âíóňđĺííčě äŕâëĺíčĺě, äîëćíű óńňŕíŕâëčâŕňüń˙ ÍÄ íŕ čçäĺëčĺ č ńâŕđęó.
4.5.15. Ďîńëĺ čçăîňîâëĺíč˙ ńîńóä ďđčçíŕĺňń˙ ăîäíűě, ĺńëč ďđč ęîíňđîëĺ â íĺě íĺ áóäóň îáíŕđóćĺíű âíóňđĺííčĺ č íŕđóćíűĺ äĺôĺęňű, âűőîä˙ůčĺ çŕ ďđĺäĺëű äîďóńňčěűő íîđě, óńňŕíîâëĺííűő Ďđŕâčëŕěč ďî ńîńóäŕě č ÍÄ íŕ čçäĺëčĺ č ńâŕđęó, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěîăóň ďđčěĺí˙ňüń˙ íîđěű äîďóńňčěîńňč äĺôĺęňîâ č ăîäíîńňč ńîńóäŕ â ńîîňâĺňńňâčč ń íŕńňî˙ůčěč Ďđŕâčëŕěč č ÍÄ íŕ čçäĺëčĺ č ńâŕđęó, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.5.16. Ńâĺäĺíč˙ î ęîíňđîëĺ ńâŕđíűő ńîĺäčíĺíčé îńíîâíűő ýëĺěĺíňîâ ńîńóäŕ äîëćíű çŕíîńčňüń˙ â ďŕńďîđň ńîńóäŕ.
Âčçóŕëüíűé č čçěĺđčňĺëüíűé ęîíňđîëü
4.5.17. Âčçóŕëüíîěó č čçěĺđčňĺëüíîěó ęîíňđîëţ ďîäëĺćŕň âńĺ ńâŕđíűĺ ńîĺäčíĺíč˙ ńîńóäîâ č čő ýëĺěĺíňîâ ń öĺëüţ âű˙âëĺíč˙ â íčő ńëĺäóţůčő äĺôĺęňîâ:
§ ňđĺůčí âńĺő âčäîâ č íŕďđŕâëĺíčé;
§ ńâčůĺé č ďîđčńňîńňč íŕđóćíîé ďîâĺđőíîńňč řâŕ;
§ ďîäđĺçîâ;
§ íŕďëűâîâ, ďđîćîăîâ, íĺçŕďëŕâëĺííűő ęđŕňĺđîâ;
§ ńěĺůĺíč˙ č ńîâěĺńňíîăî óâîäŕ ęđîěîę ńâŕđčâŕĺěűő ýëĺěĺíňîâ ńâűřĺ íîđě, ďđĺäóńěîňđĺííűő Ďđŕâčëŕěč ďî ńîńóäŕě;
§ íĺďđ˙ěîëčíĺéíîńňü ńîĺäčí˙ĺěűő ýëĺěĺíňîâ;
§ íĺńîîňâĺňńňâčĺ ôîđěű č đŕçěĺđîâ řâîâ ňđĺáîâŕíč˙ě ňĺőíč÷ĺńęîé äîęóěĺíňŕöčč.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, íîđěű äîďóńňčěîńňč ńěĺůĺíč˙ č ńîâěĺńňíîăî óâîäŕ ęđîěîę ńâŕđčâŕĺěűő ýëĺěĺíňîâ ěîăóň îďđĺäĺë˙ňüń˙ â ńîîňâĺňńňâčč ń íŕńňî˙ůčěč Ďđŕâčëŕěč.
4.5.18. Ďĺđĺä âčçóŕëüíűě îńěîňđîě ďîâĺđőíîńňü ńâŕđíîăî řâŕ č ďđčëĺăŕţůčĺ ę íĺěó ó÷ŕńňęč îńíîâíîăî ěĺňŕëëŕ řčđčíîé íĺ ěĺíĺĺ 20 ěě â îáĺ ńňîđîíű îň řâŕ äîëćíű áűňü çŕ÷čůĺíű îň řëŕęŕ č äđóăčő çŕăđ˙çíĺíčé, ďđč ýëĺęňđîřëŕęîâîé ńâŕđęĺ řčđčíŕ çîíű çŕ÷čńňęč äîëćíŕ áűňü íĺ ěĺíĺĺ 100 ěě.
4.5.19. Îńěîňđ č čçěĺđĺíč˙ ńâŕđíűő ńîĺäčíĺíčé äîëćíű ďđîčçâîäčňüń˙ ń íŕđóćíîé č âíóňđĺííĺé ńňîđîí ďî âńĺé ďđîň˙ćĺííîńňč řâîâ.  ńëó÷ŕĺ íĺâîçěîćíîńňč îńěîňđŕ č čçěĺđĺíč˙ ńâŕđíîăî ńîĺäčíĺíč˙ ń äâóő ńňîđîí ĺăî ęîíňđîëü äîëćĺí âűďîëí˙ňüń˙ â ďîđ˙äęĺ, ďđĺäóńěîňđĺííîě â ďđîĺęňĺ.
Đŕäčîăđŕôč÷ĺńęčé č óëüňđŕçâóęîâîé ęîíňđîëü
4.5.20. Óëüňđŕçâóęîâŕ˙ äĺôĺęňîńęîďč˙ č đŕäčîăđŕôč÷ĺńęčé ęîíňđîëü ďđîčçâîä˙ňń˙ ń öĺëüţ âű˙âëĺíč˙ â ńâŕđíűő ńîĺäčíĺíč˙ő âíóňđĺííčő äĺôĺęňîâ (ňđĺůčí, íĺďđîâŕđîâ, ďîđ, řëŕęîâűő âęëţ÷ĺíčé č äđ.).
4.5.21. Ę ęîíňđîëţ ńâŕđíűő ńîĺäčíĺíčé ďđč čçăîňîâëĺíčč č ěîíňŕćĺ âíîâü ââîäčěűő ńîńóäîâ ôčçč÷ĺńęčěč ěĺňîäŕěč äîďóńęŕţňń˙ ńďĺöčŕëčńňű, ďđîřĺäřčĺ ńďĺöčŕëüíóţ ňĺîđĺňč÷ĺńęóţ ďîäăîňîâęó, ďđŕęňč÷ĺńęîĺ îáó÷ĺíčĺ č ŕňňĺńňŕöčţ â ńîîňâĺňńňâčč ń Ďđŕâčëŕěč ŕňňĺńňŕöčč ďĺđńîíŕëŕ â îáëŕńňč íĺđŕçđóřŕţůĺăî ęîíňđîë˙ (ĎÁ 03-440-02), óňâĺđćäĺííűěč ďîńňŕíîâëĺíčĺě Ăîńăîđňĺőíŕäçîđŕ Đîńńčč îň 23.01.2002 ą 3, çŕđĺăčńňđčđîâŕííűě Ěčíţńňîě Đîńńčč 17.04.2002, đĺăčńňđŕöčîííűé ą 3378.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, îáó÷ĺíčĺ č ŕňňĺńňŕöč˙ ńďĺöčŕëčńňîâ íĺđŕçđóřŕţůĺăî ęîíňđîë˙ ěîćĺň ďđîâîäčňüń˙ â ńîîňâĺňńňâčč ń ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.5.22. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ óëüňđŕçâóęîâŕ˙ äĺôĺęňîńęîďč˙ č đŕäčîăđŕôč÷ĺńęčé ęîíňđîëü ńâŕđíűő ńîĺäčíĺíčé äîëćíű ďđîčçâîäčňüń˙ â ńîîňâĺňńňâčč ń ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, óëüňđŕçâóęîâŕ˙ äĺôĺęňîńęîďč˙ č đŕäčîăđŕôč÷ĺńęčé ęîíňđîëü ńâŕđíűő ńîĺäčíĺíčé ěîăóň ďđîčçâîäčňüń˙ â ńîîňâĺňńňâčč ń ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.5.23. Ěĺňîä ęîíňđîë˙ (óëüňđŕçâóęîâŕ˙ äĺôĺęňîńęîďč˙, đŕäčîăđŕôč÷ĺńęčé ęîíňđîëü, îáŕ ěĺňîäŕ â ńî÷ĺňŕíčč) âűáčđŕĺňń˙ čńőîä˙ čç âîçěîćíîńňč îáĺńďĺ÷ĺíč˙ áîëĺĺ ďîëíîăî č ňî÷íîăî âű˙âëĺíč˙ íĺäîďóńňčěűő äĺôĺęňîâ ń ó÷ĺňîě îńîáĺííîńňĺé ôčçč÷ĺńęčő ńâîéńňâ ěĺňŕëëŕ, ŕ ňŕęćĺ îńâîĺííîńňč äŕííîăî ěĺňîäŕ ęîíňđîë˙ äë˙ ęîíęđĺňíîăî âčäŕ ńâŕđíűő ńîĺäčíĺíčé.
4.5.24. Îáúĺě ęîíňđîë˙ óëüňđŕçâóęîâîé äĺôĺęňîńęîďčĺé čëč đŕäčîăđŕôč÷ĺńęčě ěĺňîäîě ńňűęîâűő, óăëîâűő, ňŕâđîâűő č äđóăčő ńâŕđíűő ńîĺäčíĺíčé ńîńóäîâ č čő ýëĺěĺíňîâ (äíčů, îáĺ÷ŕĺę, řňóöĺđîâ, ëţęîâ, ôëŕíöĺâ č äđ.), âęëţ÷ŕ˙ ńîĺäčíĺíč˙ ëţęîâ č řňóöĺđîâ ń ęîđďóńîě ńîńóäŕ, äîëćĺí ńîîňâĺňńňâîâŕňü óęŕçŕííîěó â ňŕáë. 6.
Óęŕçŕííűé îáúĺě ęîíňđîë˙ îňíîńčňń˙ ę ęŕćäîěó ńâŕđíîěó ńîĺäčíĺíčţ. Ěĺńňŕ ńîďđ˙ćĺíčé (ďĺđĺńĺ÷ĺíčé) ńâŕđíűő ńîĺäčíĺíčé ďîäëĺćŕň îá˙çŕňĺëüíîěó ęîíňđîëţ óëüňđŕçâóęîâîé äĺôĺęňîńęîďčĺé čëč đŕäčîăđŕôč÷ĺńęčě ěĺňîäîě.
Óëüňđŕçâóęîâŕ˙ äĺôĺęňîńęîďč˙ čëč đŕäčîăđŕôč÷ĺńęčé ęîíňđîëü řâîâ ďđčâŕđęč âíóňđĺííčő č íŕđóćíűő óńňđîéńňâ ę ęîđďóńó ńîńóäŕ äîëćíű ďđîčçâîäčňüń˙ ďđč íŕëč÷čč ňđĺáîâŕíč˙ â ňĺőíč÷ĺńęîé äîęóěĺíňŕöčč.
Ňŕáëčöŕ 6
|
Äëčíŕ ęîíňđîëčđóĺěîăî ó÷ŕńňęŕ řâîâ îň äëčíű ęŕćäîăî řâŕ, % |
|
|
1 |
100 |
|
2 |
100 |
|
3 |
Íĺ ěĺíĺĺ 50 |
|
4 |
Íĺ ěĺíĺĺ 25 |
4.5.25. Ńâŕđíűĺ ńîĺäčíĺíč˙ ńîńóäîâ, ńíŕáćĺííűő áűńňđîńúĺěíűěč ęđűřęŕěč, ďîäëĺćŕň ęîíňđîëţ óëüňđŕçâóęîâîé äĺôĺęňîńęîďčĺé čëč đŕäčîăđŕôč÷ĺńęčě ěĺňîäîě â îáúĺěĺ 100 %.
4.5.26. Äë˙ ńîńóäîâ 3 č 4 ăđóďď ěĺńňŕ đŕäčîăđŕôč÷ĺńęîăî čëč óëüňđŕçâóęîâîăî ęîíňđîë˙ óńňŕíŕâëčâŕţňń˙ îňäĺëîě ňĺőíč÷ĺńęîăî ęîíňđîë˙ îđăŕíčçŕöčč-čçăîňîâčňĺë˙ ďîńëĺ îęîí÷ŕíč˙ ńâŕđî÷íűő đŕáîň ďî đĺçóëüňŕňŕě âíĺříĺăî îńěîňđŕ.
4.5.27. Ďĺđĺä ęîíňđîëĺě ńîîňâĺňńňâóţůĺăî ó÷ŕńňęŕ ńâŕđíűĺ ńîĺäčíĺíč˙ äîëćíű áűňü ňŕę çŕěŕđęčđîâŕíű, ÷ňîáű čő ěîćíî áűëî ëĺăęî îáíŕđóćčňü íŕ ęŕđňŕő ęîíňđîë˙ č đŕäčîăđŕôč÷ĺńęčő ńíčěęŕő.
4.5.28. Ďđč âű˙âëĺíčč íĺäîďóńňčěűő äĺôĺęňîâ â ńâŕđíűő ńîĺäčíĺíč˙ő, ďîäâĺđăŕĺěűő óëüňđŕçâóęîâîé äĺôĺęňîńęîďčč čëč ęîíňđîëţ đŕäčîăđŕôč÷ĺńęčě ěĺňîäîě â îáúĺěĺ ěĺíĺĺ 100 %, îá˙çŕňĺëüíîěó ęîíňđîëţ ňĺě ćĺ ěĺňîäîě ďîäëĺćŕň îäíîňčďíűĺ řâű ýňîăî čçäĺëč˙, âűďîëíĺííűĺ äŕííűě ńâŕđůčęîě, ďî âńĺé äëčíĺ ńîĺäčíĺíč˙.
Ďîä îäíîňčďíűěč ńâŕđíűěč ńîĺäčíĺíč˙ěč ďîíčěŕţňń˙ ńîĺäčíĺíč˙, îäčíŕęîâűĺ ďî ěŕđęĺ ńňŕëč ńîĺäčí˙ĺěűő äĺňŕëĺé, ďî ęîíńňđóęöčč ńîĺäčíĺíč˙, ďî ěŕđęŕě č ńîđňŕěĺíňó čńďîëüçóĺěűő ńâŕđî÷íűő ěŕňĺđčŕëîâ, ďî ńďîńîáó, ďîëîćĺíčţ č đĺćčěó ńâŕđęč, ďî đĺćčěŕě ďîäîăđĺâŕ č ňĺđěîîáđŕáîňęč, ń ńîîňíîřĺíč˙ěč ěčíčěŕëüíűő (ěŕęńčěŕëüíűő) ňîëůčí č íŕđóćíűő äčŕěĺňđîâ ńâŕđčâŕĺěűő äĺňŕëĺé, íĺ ďđĺâűřŕţůčěč 1,65.
Äîďóńęŕĺňń˙ äë˙ äĺňŕëĺé ń íŕđóćíűě äčŕěĺňđîě áîëĺĺ 500 ěě č ďëîńęčő äĺňŕëĺé ńîîňíîřĺíčĺ íŕđóćíűő äčŕěĺňđîâ íĺ ó÷čňűâŕňü. Äîďóńęŕĺňń˙ ďđč îďđĺäĺëĺíčč îäíîňčďíűő óăëîâűő č ňŕâđîâűő ńîĺäčíĺíčé äĺňŕëĺé ń îńíîâíűěč äĺňŕë˙ěč (ńáîđî÷íűěč ĺäčíčöŕěč) ńîîňíîřĺíčĺ íŕđóćíűő äčŕěĺňđîâ îńíîâíűő äĺňŕëĺé (ńáîđî÷íűő ĺäčíčö) íĺ ó÷čňűâŕňü.
Äîďóńęŕĺňń˙ îáúĺäčí˙ňü â îäíó ăđóďďó îäíîňčďíűő ńîĺäčíĺíčé čäĺíňč÷íűĺ ńâŕđíűĺ ńîĺäčíĺíč˙. Ďîä čäĺíňč÷íűěč ńîĺäčíĺíč˙ěč ďîíčěŕţňń˙ ńîĺäčíĺíč˙, ďîëíîńňüţ óäîâëĺňâîđ˙ţůčĺ óęŕçŕííűě âűřĺ â ýňîě ďóíęňĺ ňđĺáîâŕíč˙ě.
4.5.29. Ďđč íĺâîçěîćíîńňč îńóůĺńňâëĺíč˙ óëüňđŕçâóęîâîé äĺôĺęňîńęîďčč čëč đŕäčîăđŕôč÷ĺńęîăî ęîíňđîë˙ čç-çŕ íĺäîńňóďíîńňč îňäĺëüíűő ńâŕđíűő ńîĺäčíĺíčé čëč ďđč íĺýôôĺęňčâíîńňč ýňčő ěĺňîäîâ ęîíňđîë˙ (â ÷ŕńňíîńňč, řâîâ ďđčâŕđęč řňóöĺđîâ č ňđóá âíóňđĺííčě äčŕěĺňđîě ěĺíĺĺ 100 ěě) ďđč čçăîňîâëĺíčč č ěîíňŕćĺ âíîâü ââîäčěűő ńîńóäîâ ęîíňđîëü ęŕ÷ĺńňâŕ ýňčő ńâŕđíűő ńîĺäčíĺíčé äîëćĺí ďđîčçâîäčňüń˙ äđóăčěč ěĺňîäŕěč â ńîîňâĺňńňâčč ń číńňđóęöčĺé, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, äîďóńęŕĺňń˙ ďđîâîäčňü ęîíňđîëü ęŕ÷ĺńňâŕ ďĺđĺ÷čńëĺííűő âűřĺ ńâŕđíűő ńîĺäčíĺíčé äđóăčěč ěĺňîäŕěč â ńîîňâĺňńňâčč ń ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
Ńâĺäĺíč˙ îá čńďîëüçîâŕííîě ěĺňîäĺ ęîíňđîë˙ çŕíîń˙ňń˙ â ďŕńďîđň ńîńóäŕ.
4.5.30. Óëüňđŕçâóęîâŕ˙ äĺôĺęňîńęîďč˙ č đŕäčîăđŕôč÷ĺńęčé ęîíňđîëü ńňűęîâűő ńâŕđíűő ńîĺäčíĺíčé ďđč čçăîňîâëĺíčč č ěîíňŕćĺ âíîâü ââîäčěűő ńîńóäîâ ďî ńîăëŕńîâŕíčţ ń Ăîńăîđňĺőíŕäçîđîě Đîńńčč ěîăóň áűňü çŕěĺíĺíű äđóăčě ýôôĺęňčâíűě ěĺňîäîě íĺđŕçđóřŕţůĺăî ęîíňđîë˙.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, óëüňđŕçâóęîâŕ˙ äĺôĺęňîńęîďč˙ č đŕäčîăđŕôč÷ĺńęčé ęîíňđîëü ńňűęîâűő ńâŕđíűő ńîĺäčíĺíčé ěîăóň áűňü çŕěĺíĺíű äđóăčě ýôôĺęňčâíűě ěĺňîäîě íĺđŕçđóřŕţůĺăî ęîíňđîë˙, îäîáđĺííűě Ăîńŕňîěíŕäçîđîě Đîńńčč.
Ęŕďčëë˙đíűé č ěŕăíčňîďîđîřęîâűé ęîíňđîëü
4.5.31. Ęŕďčëë˙đíűé č ěŕăíčňîďîđîřęîâűé ęîíňđîëü ńâŕđíűő ńîĺäčíĺíčé č čçäĺëčé ˙âë˙ţňń˙ äîďîëíčňĺëüíűěč ěĺňîäŕěč ęîíňđîë˙, óńňŕíŕâëčâŕĺěűěč ÷ĺđňĺćŕěč č ÍÄ, ń öĺëüţ îďđĺäĺëĺíč˙ ďîâĺđőíîńňíűő čëč ďîäďîâĺđőíîńňíűő äĺôĺęňîâ.
4.5.32. Ęŕďčëë˙đíűé ęîíňđîëü ďđč čçăîňîâëĺíčč č ěîíňŕćĺ âíîâü ââîäčěűő ńîńóäîâ äîëćĺí ďđîčçâîäčňüń˙ â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč, ěŕăíčňîďîđîřęîâűé - ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč č ěĺňîäčęŕěč ęîíňđîë˙, óňâĺđćäĺííűěč â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, äîďóńęŕĺňń˙ ďđčěĺí˙ňü ęŕďčëë˙đíűé ęîíňđîëü ďî ěĺňîäčęŕě, îäîáđĺííűě Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.5.33. Ęëŕńń č óđîâĺíü ÷óâńňâčňĺëüíîńňč ęŕďčëë˙đíîăî č ěŕăíčňîďîđîřęîâîăî ęîíňđîë˙ äîëćíű óńňŕíŕâëčâŕňüń˙ ÷ĺđňĺćŕěč č ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ęëŕńń č óđîâĺíü ÷óâńňâčňĺëüíîńňč ďĺđĺ÷čńëĺííűő âčäîâ ęîíňđîë˙ ěîăóň óńňŕíŕâëčâŕňüń˙ ďî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč, ń ó÷ĺňîě ÷ĺđňĺćĺé ńîńóäŕ.
Ęîíňđîëü ńňčëîńęîďčđîâŕíčĺě
4.5.34. Ęîíňđîëü ńňčëîńęîďčđîâŕíčĺě äîëćĺí ďđîâîäčňüń˙ ń öĺëüţ ďîäňâĺđćäĺíč˙ ńîîňâĺňńňâč˙ ëĺăčđîâŕíč˙ ěĺňŕëëŕ äĺňŕëĺé č ńâŕđíűő řâîâ ňđĺáîâŕíč˙ě ÷ĺđňĺćĺé č ÍÄ, óňâĺđćäĺííűő â óńňŕíîâëĺííîě ďîđ˙äęĺ.
4.5.35. Ńňčëîńęîďčđîâŕíčţ ďîäâĺđăŕţňń˙:
âńĺ ńâŕđčâŕĺěűĺ äĺňŕëč (÷ŕńňč ęîíńňđóęöčé), ęîňîđűĺ ďî ÷ĺđňĺćó äîëćíű čçăîňŕâëčâŕňüń˙ čç ëĺăčđîâŕííîé ńňŕëč;
ěĺňŕëë řâŕ âńĺő ńâŕđíűő ńîĺäčíĺíčé ňđóá, ęîňîđűĺ ńîăëŕńíî ÍÄ äîëćíű âűďîëí˙ňüń˙ ëĺăčđîâŕííűě ďđčńŕäî÷íűě ěŕňĺđčŕëîě;
ńâŕđî÷íűĺ ěŕňĺđčŕëű ńîăëŕńíî ďóíęňó 4.3.10 íŕńňî˙ůčő Ďđŕâčë.
4.5.36. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ńňčëîńęîďčđîâŕíčĺ äîëćíî ďđîâîäčňüń˙ â ńîîňâĺňńňâčč ń ěĺňîäč÷ĺńęčěč óęŕçŕíč˙ěč čëč číńňđóęöč˙ěč, óňâĺđćäĺííűěč â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, äîďóńęŕĺňń˙ ďđîâîäčňü ńňčëîńęîďčđîâŕíčĺ â ńîîňâĺňńňâčč ń ěĺňîäč÷ĺńęčěč óęŕçŕíč˙ěč čëč číńňđóęöč˙ěč, îäîáđĺííűěč Ăîńŕňîěíŕäçîđîě Đîńńčč.
Čçěĺđĺíčĺ ňâĺđäîńňč
4.5.37. Čçěĺđĺíčĺ ňâĺđäîńňč ěĺňŕëëŕ řâŕ ńâŕđíîăî ńîĺäčíĺíč˙ ďđîâîäčňń˙ ń öĺëüţ ďđîâĺđęč ęŕ÷ĺńňâŕ âűďîëíĺíč˙ ňĺđěč÷ĺńęîé îáđŕáîňęč ńâŕđíűő ńîĺäčíĺíčé.
4.5.38. Čçěĺđĺíčţ ňâĺđäîńňč ďîäëĺćčň ěĺňŕëë řâŕ ńâŕđíűő ńîĺäčíĺíčé, âűďîëíĺííűő čç ëĺăčđîâŕííűő ňĺďëîóńňîé÷čâűő ńňŕëĺé ďĺđëčňíîăî č ěŕđňĺíńčňíî-ôĺđđčňíîăî ęëŕńńîâ ěĺňîäîě č â îáúĺěĺ, óńňŕíîâëĺííűěč ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěĺňîä č îáúĺě čçěĺđĺíčé ňâĺđäîńňč ěĺňŕëëŕ řâŕ ńâŕđíűő ńîĺäčíĺíčé ěîăóň ďđčíčěŕňüń˙ ďî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
Ęîíňđîëüíűĺ ńâŕđíűĺ ńîĺäčíĺíč˙
4.5.39. Ęîíňđîëü ěĺőŕíč÷ĺńęčő ńâîéńňâ, čńďűňŕíčĺ íŕ ńňîéęîńňü ďđîňčâ ěĺćęđčńňŕëëčňíîé ęîđđîçčč č ěĺňŕëëîăđŕôč÷ĺńęčĺ čńńëĺäîâŕíč˙ ńâŕđíűő ńîĺäčíĺíčé äîëćíű ďđîčçâîäčňüń˙ íŕ îáđŕçöŕő, čçăîňîâëĺííűő čç ęîíňđîëüíűő ńâŕđíűő ńîĺäčíĺíčé.
Ęîíňđîëüíűĺ ńâŕđíűĺ ńîĺäčíĺíč˙ äîëćíű âîńďđîčçâîäčňü îäíî čç ńňűęîâűő ńâŕđíűő ńîĺäčíĺíčé ńîńóäŕ, îďđĺäĺë˙ţůčő ĺăî ďđî÷íîńňü (ďđîäîëüíűĺ řâű îáĺ÷ŕĺę, őîđäîâűĺ č ěĺđčäčîíŕëüíűĺ řâű âűďóęëűő äíčů), ŕ ňŕęćĺ ęîëüöĺâűĺ řâű ńîńóäîâ, íĺ čěĺţůčő ďđîäîëüíűő řâîâ.
Ęîíňđîëüíűĺ ńâŕđíűĺ ńîĺäčíĺíč˙ äîëćíű áűňü čäĺíňč÷íű ęîíňđîëčđóĺěűě ďđîčçâîäńňâĺííűě ńâŕđíűě ńîĺäčíĺíč˙ě (ďî ěŕđęŕě ńňŕëč, ňîëůčíĺ ëčńňŕ čëč đŕçěĺđŕě ňđóá, ôîđěĺ đŕçäĺëęč ęđîěîę, ěĺňîäó ńâŕđęč, ńâŕđî÷íűě ěŕňĺđčŕëŕě, ďîëîćĺíčţ řâŕ, đĺćčěŕě č ňĺěďĺđŕňóđĺ ďîäîăđĺâŕ, ňĺđěîîáđŕáîňęĺ) č âűďîëíĺíű ňĺě ćĺ ńâŕđůčęîě č íŕ ňîě ćĺ ńâŕđî÷íîě îáîđóäîâŕíčč îäíîâđĺěĺííî ń ęîíňđîëčđóĺěűě ďđîčçâîäńňâĺííűě ńîĺäčíĺíčĺě. Ęîíňđîëüíűĺ ńâŕđíűĺ ńîĺäčíĺíč˙ äë˙ ęîëüöĺâűő řâîâ ěíîăîńëîéíűő ńîńóäîâ óńňŕíŕâëčâŕţňń˙ ÍÄ íŕ čçăîňîâëĺíčĺ ýňčő ńîńóäîâ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
4.5.40. Ďđč ńâŕđęĺ ęîíňđîëüíűő ńîĺäčíĺíčé (ďëŕńňčí), ďđĺäíŕçíŕ÷ĺííűő äë˙ ďđîâĺđęč ěĺőŕíč÷ĺńęčő ńâîéńňâ, ďđîâĺäĺíč˙ čńďűňŕíč˙ íŕ ńňîéęîńňü ďđîňčâ ěĺćęđčńňŕëëčňíîé ęîđđîçčč č ěĺňŕëëîăđŕôč÷ĺńęîăî čńńëĺäîâŕíč˙, ďëŕńňčíű ńëĺäóĺň ďđčőâŕňűâŕňü ę ńâŕđčâŕĺěűě ýëĺěĺíňŕě ňŕę, ÷ňîáű řîâ ęîíňđîëüíűő ďëŕńňčí ˙âë˙ëń˙ ďđîäîëćĺíčĺě řâŕ ńâŕđčâŕĺěîăî čçäĺëč˙.
Ńâŕđęŕ ęîíňđîëüíűő ďëŕńňčí äë˙ ďđîâĺđęč ńîĺäčíĺíčé ýëĺěĺíňîâ ńîńóäîâ, ę ęîňîđűě ďđčőâŕňęŕ ďëŕńňčí íĺâîçěîćíŕ, ěîćĺň ďđîčçâîäčňüń˙ îňäĺëüíî îň íčő, íî ń îá˙çŕňĺëüíűě ńîáëţäĺíčĺě âńĺő óńëîâčé ńâŕđęč ęîíňđîëčđóĺěűő ńňűęîâűő ńîĺäčíĺíčé.
4.5.41. Ďđč ŕâňîěŕňč÷ĺńęîé (ěĺőŕíčçčđîâŕííîé) ńâŕđęĺ ńîńóäîâ íŕ ęŕćäűé ńîńóä äîëćíî áűňü ńâŕđĺíî îäíî ęîíňđîëüíîĺ ńîĺäčíĺíčĺ. Ĺńëč â ňĺ÷ĺíčĺ đŕáî÷ĺé ńěĺíű ďî îäíîěó ňĺőíîëîăč÷ĺńęîěó ďđîöĺńńó ńâŕđčâŕĺňń˙ íĺńęîëüęî îäíîňčďíűő ńîńóäîâ, đŕçđĺřŕĺňń˙ íŕ âńţ ďŕđňčţ ńîńóäîâ, ńâŕđĺííűő â äŕííîé ńěĺíĺ, âűďîëíčňü îäíî ęîíňđîëüíîĺ ńîĺäčíĺíčĺ. Ďđč đó÷íîé ńâŕđęĺ ńîńóäîâ íĺńęîëüęčěč ńâŕđůčęŕěč ęŕćäűé čç íčő äîëćĺí ńâŕđčňü ďî îäíîěó ęîíňđîëüíîěó ńîĺäčíĺíčţ íŕ ęŕćäűé ńîńóä.
4.5.42. Ďđč ńĺđčéíîě čçăîňîâëĺíčč ńîńóäîâ â ńëó÷ŕĺ 100 % ęîíňđîë˙ ńňűęîâűő ńâŕđíűő ńîĺäčíĺíčé óëüňđŕçâóęîâîé äĺôĺęňîńęîďčĺé čëč đŕäčŕöčîííűě ěĺňîäîě äîďóńęŕĺňń˙ íŕ ęŕćäűé âčä ńâŕđęč âűďîëíčňü ďî îäíîěó ęîíňđîëüíîěó ńîĺäčíĺíčţ íŕ âńţ ďŕđňčţ ńîńóäîâ. Ďđč ýňîě â îäíó ďŕđňčţ ěîăóň áűňü îáúĺäčíĺíű ńîńóäű, ŕíŕëîăč÷íűĺ ďî íŕçíŕ÷ĺíčţ č ňčďó, čçăîňîâë˙ĺěűĺ čç îäíîăî âčäŕ ěĺňŕëëîďđîäóęöčč (ëčńňŕ, ňđóáű, ďîęîâęč č ň.ď.), îäíîé ěŕđęč ěĺňŕëëŕ, čěĺţůčĺ îäčíŕęîâóţ ôîđěó đŕçäĺëęč ęđîěîę, âűďîëíĺííűĺ ďî ĺäčíîěó ňĺőíîëîăč÷ĺńęîěó ďđîöĺńńó č ďîäëĺćŕůčĺ ňĺđěîîáđŕáîňęĺ ďî îäíîěó đĺćčěó, ĺńëč öčęë čçăîňîâëĺíč˙ âńĺő čçäĺëčé ďî ńáîđî÷íî-ńâŕđî÷íűě đŕáîňŕě, ňĺđěîîáđŕáîňęĺ č ęîíňđîëüíűě îďĺđŕöč˙ě íĺ ďđĺâűřŕĺň 3 ěĺń.
4.5.43. Ďđč ęîíňđîëĺ ęŕ÷ĺńňâŕ ńâŕđíűő ńîĺäčíĺíčé â ňđóá÷ŕňűő ýëĺěĺíňŕő ńî ńňűęîâűěč řâŕěč îäíîâđĺěĺííî ńî ńâŕđęîé ďîńëĺäíčő äîëćíű čçăîňîâë˙ňüń˙ â ňĺő ćĺ ďđîčçâîäńňâĺííűő óńëîâč˙ő ęîíňđîëüíűĺ ńňűęč äë˙ ďđîâĺäĺíč˙ čńďűňŕíčé ěĺőŕíč÷ĺńęčő ńâîéńňâ ńîĺäčíĺíčé. ×čńëî ęîíňđîëüíűő ńňűęîâ äîëćíî ńîńňŕâë˙ňü 1 % îň îáůĺăî ÷čńëŕ ńâŕđĺííűő ęŕćäűě ńâŕđůčęîě îäíîňčďíűő ńňűęîâ, íî íĺ ěĺíĺĺ îäíîăî ńňűęŕ íŕ ęŕćäîăî ńâŕđůčęŕ.
4.5.44. Ńâŕđęŕ ęîíňđîëüíűő ńîĺäčíĺíčé âî âńĺő ńëó÷ŕ˙ő äîëćíŕ îńóůĺńňâë˙ňüń˙ ńâŕđůčęŕěč, âűďîëí˙âřčěč ęîíňđîëčđóĺěűĺ ńâŕđíűĺ ńîĺäčíĺíč˙ íŕ ńîńóäŕő.
4.5.45. Đŕçěĺđű ęîíňđîëüíűő ńîĺäčíĺíčé äîëćíű áűňü äîńňŕňî÷íűěč äë˙ âűđĺçęč čç íčő íĺîáőîäčěîăî ÷čńëŕ îáđŕçöîâ âńĺő ďđĺäóńěîňđĺííűő âčäîâ ěĺőŕíč÷ĺńęčő čńďűňŕíčé, čńďűňŕíč˙ íŕ ńňîéęîńňü ďđîňčâ ěĺćęđčńňŕëëčňíîé ęîđđîçčč, ěĺňŕëëîăđŕôč÷ĺńęîăî čńńëĺäîâŕíč˙, ŕ ňŕęćĺ äë˙ ďîâňîđíűő čńďűňŕíčé.
4.5.46. Čç ęîíňđîëüíűő óăëîâűő č ňŕâđîâűő ńâŕđíűő ńîĺäčíĺíčé îáđŕçöű (řëčôű) âűđĺçŕţňń˙ ňîëüęî äë˙ ěĺňŕëëîăđŕôč÷ĺńęîăî čńńëĺäîâŕíč˙.
4.5.47. Ęîíňđîëüíűĺ ńâŕđíűĺ ńîĺäčíĺíč˙ äîëćíű ďîäâĺđăŕňüń˙ óëüňđŕçâóęîâîé äĺôĺęňîńęîďčč čëč đŕäčŕöčîííîěó ęîíňđîëţ ďî âńĺé äëčíĺ.
Ĺńëč â ęîíňđîëüíîě ńîĺäčíĺíčč áóäóň îáíŕđóćĺíű íĺäîďóńňčěűĺ äĺôĺęňű, âńĺ ďđîčçâîäńňâĺííűĺ ńâŕđíűĺ ńîĺäčíĺíč˙, ďđĺäńňŕâëĺííűĺ äŕííűě ńîĺäčíĺíčĺě č íĺ ďîäâĺđăíóňűĺ đŕíĺĺ äĺôĺęňîńęîďčč, ďîäëĺćŕň ďđîâĺđęĺ íĺđŕçđóřŕţůčě ěĺňîäîě ęîíňđîë˙ ďî âńĺé äëčíĺ.
Ěĺőŕíč÷ĺńęčĺ čńďűňŕíč˙
4.5.48. Ěĺőŕíč÷ĺńęčě čńďűňŕíč˙ě äîëćíű ďîäâĺđăŕňüń˙ ęîíňđîëüíűĺ ńňűęîâűĺ ńâŕđíűĺ ńîĺäčíĺíč˙ ń öĺëüţ ďđîâĺđęč ńîîňâĺňńňâč˙ čő ěĺőŕíč÷ĺńęčő ńâîéńňâ ňđĺáîâŕíč˙ě Ďđŕâčë ďî ńîńóäŕě č ňĺőíč÷ĺńęčő óńëîâčé íŕ čçăîňîâëĺíčĺ ńîńóäŕ, óňâĺđćäĺííűő â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ďđîâĺđęó ăîäíîńňč ěĺőŕíč÷ĺńęčő ńâîéńňâ ęîíňđîëüíűő ńňűęîâűő ńâŕđíűő ńîĺäčíĺíčé äîďóńęŕĺňń˙ ďđîâîäčňü ďî íŕńňî˙ůčě Ďđŕâčëŕě.
Îá˙çŕňĺëüíűĺ âčäű ěĺőŕíč÷ĺńęčő čńďűňŕíčé:
1) íŕ ńňŕňč÷ĺńęîĺ đŕńň˙ćĺíčĺ - äë˙ ńîńóäîâ âńĺő ăđóďď (ńě. ňŕáë. 5);
2) íŕ ńňŕňč÷ĺńęčé čçăčá čëč ńďëţůčâŕíčĺ - äë˙ ńîńóäîâ âńĺő ăđóďď;
3) íŕ óäŕđíűé čçăčá - äë˙ ńîńóäîâ, ďđĺäíŕçíŕ÷ĺííűő äë˙ đŕáîňű ďđč äŕâëĺíčč áîëĺĺ 5 ĚĎŕ (50 ęăń/ńě2) čëč ňĺěďĺđŕňóđĺ âűřĺ 450 °C, č ńîńóäîâ, čçăîňîâëĺííűő čç ńňŕëĺé, ńęëîííűő ę ďîäęŕëęĺ ďđč ńâŕđęĺ;
4) íŕ óäŕđíűé čçăčá - äë˙ ńîńóäîâ 1, 2 č 3 ăđóďď, ďđĺäíŕçíŕ÷ĺííűő äë˙ đŕáîňű ďđč ňĺěďĺđŕňóđĺ íčćĺ ěčíóń 20 °Ń.
Čńďűňŕíč˙ íŕ óäŕđíűé čçăčá ńâŕđíűő ńîĺäčíĺíčé ďđîčçâîä˙ňń˙ äë˙ ńîńóäîâ č čő ýëĺěĺíňîâ ń ňîëůčíîé ńňĺíęč 12 ěě č áîëĺĺ ďî ďóíęňó 3) ďđč ňĺěďĺđŕňóđĺ 20 °C, ŕ ďî ďóíęňó 4) - ďđč đŕáî÷ĺé ňĺěďĺđŕňóđĺ.
4.5.49. Čç ęŕćäîăî ęîíňđîëüíîăî ńňűęîâîăî ńâŕđíîăî ńîĺäčíĺíč˙ äîëćíű áűňü âűđĺçŕíű:
äâŕ îáđŕçöŕ äë˙ čńďűňŕíč˙ íŕ ńňŕňč÷ĺńęîĺ đŕńň˙ćĺíčĺ;
äâŕ îáđŕçöŕ äë˙ čńďűňŕíčé íŕ ńňŕňč÷ĺńęčé čçăčá čëč ńďëţůčâŕíčĺ;
ňđč îáđŕçöŕ äë˙ čńďűňŕíč˙ íŕ óäŕđíűé čçăčá.
4.5.50. Čńďűňŕíč˙ íŕ ńňŕňč÷ĺńęčé čçăčá ęîíňđîëüíűő ńňűęîâ ňđóá÷ŕňűő ýëĺěĺíňîâ ńîńóäîâ ń óńëîâíűě ďđîőîäîě ňđóá ěĺíĺĺ 100 ěě č ňîëůčíĺ ńňĺíęč ěĺíĺĺ 12 ěě ěîăóň áűňü çŕěĺíĺíű čńďűňŕíčĺě íŕ ńďëţůčâŕíčĺ.
4.5.51. Ěĺőŕíč÷ĺńęčĺ čńďűňŕíč˙ ńâŕđíűő ńîĺäčíĺíčé äîëćíű âűďîëí˙ňüń˙ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč ăîńóäŕđńňâĺííűő ńňŕíäŕđňîâ.
4.5.52. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ âđĺěĺííîĺ ńîďđîňčâëĺíčĺ đŕçđűâó ěĺňŕëëŕ ńâŕđíűő řâîâ ďđč 20 °C äîëćíî ńîîňâĺňńňâîâŕňü çíŕ÷ĺíč˙ě, óńňŕíîâëĺííűě â ÍÄ íŕ îńíîâíîé ěĺňŕëë. Äîďóńęŕĺňń˙ ńíčćĺíčĺ âđĺěĺííîăî ńîďđîňčâëĺíč˙ đŕçđűâó, ĺńëč ýňî ďđĺäóńěîňđĺíî ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, äîďóńęŕĺňń˙ ńíčćĺíčĺ âđĺěĺííîăî ńîďđîňčâëĺíč˙ đŕçđűâó, ĺńëč ýňî ďđĺäóńěîňđĺíî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.5.53. Ďđč čńďűňŕíčč ńňŕëüíűő ńîĺäčíĺíčé íŕ ńňŕňč÷ĺńęčé čçăčá ďîëó÷ĺííűĺ ďîęŕçŕňĺëč äîëćíű áűňü íĺ íčćĺ ďđčâĺäĺííűő â ňŕáë. 7.
Ňŕáëčöŕ 7
|
Ěčíčěŕëüíî äîďóńňčěűé óăîë čçăčáŕ, ăđŕä. |
|||
|
ýëĺęňđîäóăîâŕ˙, ęîíňŕęňíŕ˙ č ýëĺęňđîřëŕęîâŕ˙ ńâŕđęŕ |
ăŕçîâŕ˙ ńâŕđęŕ |
||
|
ďđč ňîëůčíĺ ńâŕđčâŕĺěűő ýëĺěĺíňîâ, ěě |
|||
|
íĺ áîëĺĺ 20 |
áîëĺĺ 20 |
äî 4 |
|
|
Óăëĺđîäčńňűé |
100 |
100 |
70 |
|
Íčçęîëĺăčđîâŕííűé ěŕđăŕíöîâčńňűé, ěŕđăŕíöîâî-ęđĺěíčńňűé |
80 |
60 |
50 |
|
Íčçęîëĺăčđîâŕííűé őđîěîěîëčáäĺíîâűé, őđîěîěîëčáäĺíîâŕíŕäčĺâűé |
50 |
40 |
30 |
|
Ěŕđňĺíńčňíűé |
50 |
40 |
- |
|
Ôĺđđčňíűé |
50 |
40 |
- |
|
Ŕóńňĺíčňíî-ôĺđđčňíűé |
80 |
60 |
- |
|
Ŕóńňĺíčňíűé |
100 |
100 |
- |
|
Ńďëŕâű íŕ ćĺëĺçîíčęĺëĺâîé č íčęĺëĺâîé îńíîâĺ |
100 |
100 |
- |
4.5.54. Čńďűňŕíčĺ ńâŕđíűő ńîĺäčíĺíčé íŕ óäŕđíűé čçăčá ďđîčçâîäčňń˙ íŕ îáđŕçöŕő ń íŕäđĺçîě ďî îńč řâŕ ńî ńňîđîíű ĺăî đŕńęđűňč˙, ĺńëč ěĺńňî íŕäđĺçŕ ńďĺöčŕëüíî íĺ îăîâîđĺíî â ňĺőíč÷ĺńęčő óńëîâč˙ő íŕ čçăîňîâëĺíčĺ čëč číńňđóęöčč ďî ńâŕđęĺ č ęîíňđîëţ ńâŕđíűő ńîĺäčíĺíčé.
Çíŕ÷ĺíčĺ óäŕđíîé â˙çęîńňč ńňŕëüíűő ńâŕđíűő ńîĺäčíĺíčé äîëćíî áűňü íĺ íčćĺ óęŕçŕííűő â ňŕáë. 8.
Ňŕáëčöŕ 8
|
Ěčíčěŕëüíîĺ çíŕ÷ĺíčĺ óäŕđíîé â˙çęîńňč, Äć/ńě2 (ęăń·ě/ńě2) |
||||||
|
äë˙ âńĺő ńňŕëĺé, ęđîěĺ ôĺđđčňíîăî, ŕóńňĺíčňíî-ôĺđđčňíîăî č ŕóńňĺíčňíîăî ęëŕńńîâ |
äë˙ ńňŕëĺé ôĺđđčňíîăî č ŕóńňĺíčňíî-ôĺđđčňíîăî ęëŕńńîâ |
äë˙ ńňŕëĺé ŕóńňĺíčňíîăî ęëŕńńŕ |
||||
|
KCU |
KCV |
KCU |
KCV |
KCU |
KCV |
|
|
20 |
50 (5) |
35 (3,5) |
40 (4) |
30 (3) |
70 (7) |
50 (5) |
|
Íčćĺ ěčíóń 20 |
30 (3) |
20 (2) |
30 (3) |
20 (2) |
30 (3) |
20 (2) |
Čńďűňŕíčĺ íŕ óäŕđíóţ â˙çęîńňü ďđîâîäčňń˙ íŕ îáđŕçöŕő ňčďŕ KCU čëč KCV â ńîîňâĺňńňâčč ńî ńňŕíäŕđňŕěč čëč ňĺőíč÷ĺńęčěč óńëîâč˙ěč íŕ čçăîňîâëĺíčĺ čçäĺëč˙.
4.5.55. Ďđč čńďűňŕíčč ńâŕđíűő ńîĺäčíĺíčé ňđóá íŕ ńďëţůčâŕíčĺ ďîęŕçŕňĺëč čńďűňŕíčé äîëćíű áűňü íĺ íčćĺ ńîîňâĺňńňâóţůčő ěčíčěŕëüíî äîďóńňčěűő ďîęŕçŕňĺëĺé, óńňŕíîâëĺííűő ńňŕíäŕđňŕěč čëč ňĺőíč÷ĺńęčěč óńëîâč˙ěč äë˙ ňđóá ňîăî ćĺ ńîđňŕěĺíňŕ č čç ňîăî ćĺ ěŕňĺđčŕëŕ.
Ďđč čńďűňŕíčč íŕ ńďëţůčâŕíčĺ îáđŕçöîâ čç ňđóá ń ďđîäîëüíűě ńâŕđíűě řâîě ďîńëĺäíčé äîëćĺí íŕőîäčňüń˙ â ďëîńęîńňč, ďĺđďĺíäčęóë˙đíîé íŕďđŕâëĺíčţ ńáëčćĺíč˙ ńňĺíîę.
4.5.56. Ďîęŕçŕňĺëč ěĺőŕíč÷ĺńęčő ńâîéńňâ ńâŕđíűő ńîĺäčíĺíčé äîëćíű îďđĺäĺë˙ňüń˙ ęŕę ńđĺäíĺŕđčôěĺňč÷ĺńęîĺ çíŕ÷ĺíčĺ đĺçóëüňŕňîâ čńďűňŕíč˙ îňäĺëüíűő îáđŕçöîâ. Îáůčé đĺçóëüňŕň čńďűňŕíčé ń÷čňŕĺňń˙ íĺóäîâëĺňâîđčňĺëüíűě, ĺńëč őîň˙ áű îäčí čç îáđŕçöîâ ďđč čńďűňŕíčč íŕ đŕńň˙ćĺíčĺ, ńňŕňč÷ĺńęčé čçăčá čëč ńďëţůčâŕíčĺ ďîęŕçŕë đĺçóëüňŕň, îňëč÷ŕţůčéń˙ îň óńňŕíîâëĺííűő íîđě â ńňîđîíó ńíčćĺíč˙ áîëĺĺ ÷ĺě íŕ 10 %. Ďđč čńďűňŕíčč íŕ óäŕđíűé čçăčá đĺçóëüňŕňű ń÷čňŕţňń˙ íĺóäîâëĺňâîđčňĺëüíűěč, ĺńëč őîň˙ áű îäčí îáđŕçĺö ďîęŕçŕë đĺçóëüňŕň íčćĺ óęŕçŕííîăî â ňŕáë. 8. Ďđč ňĺěďĺđŕňóđĺ čńďűňŕíč˙ íčćĺ ěčíóń 40 °C äîďóńęŕĺňń˙ íŕ îäíîě îáđŕçöĺ ńíčćĺíčĺ óäŕđíîé â˙çęîńňč KCU äî 25 Äć/ńě2 (2,5 ęăń·ě/ńě2).
4.5.57. Ďđč ďîëó÷ĺíčč íĺóäîâëĺňâîđčňĺëüíűő đĺçóëüňŕňîâ ďî îäíîěó čç âčäîâ ěĺőŕíč÷ĺńęčő čńďűňŕíčé ýňîň âčä čńďűňŕíčé äîëćĺí áűňü ďîâňîđĺí íŕ óäâîĺííîě ęîëč÷ĺńňâĺ îáđŕçöîâ, âűđĺçŕĺěűő čç ňîăî ćĺ ęîíňđîëüíîăî ńňűęŕ.  ńëó÷ŕĺ íĺâîçěîćíîńňč âűđĺçęč îáđŕçöîâ čç óęŕçŕííűő ńňűęîâ ďîâňîđíűĺ ěĺőŕíč÷ĺńęčĺ čńďűňŕíč˙ äîëćíű áűňü ďđîâĺäĺíű íŕ âűďîëíĺííűő ňĺě ćĺ ńâŕđůčęîě ďđîčçâîäńňâĺííűő ńňűęŕő, âűđĺçŕííűő čç ęîíňđîëčđóĺěîăî čçäĺëč˙.
Ĺńëč ďđč ďîâňîđíîě čńďűňŕíčč őîň˙ áű íŕ îäíîě čç îáđŕçöîâ ďîëó÷ĺíű ďîęŕçŕňĺëč, íĺ óäîâëĺňâîđ˙ţůčĺ óńňŕíîâëĺííűě íîđěŕě, ńâŕđíîĺ ńîĺäčíĺíčĺ ń÷čňŕĺňń˙ íĺďđčăîäíűě.
4.5.58. Ďđĺäóńěîňđĺííűé íŕńňî˙ůčěč Ďđŕâčëŕěč îáúĺě ěĺőŕíč÷ĺńęčő čńďűňŕíčé č ěĺňŕëëîăđŕôč÷ĺńęčő čńńëĺäîâŕíčé ńâŕđíűő ńîĺäčíĺíčé ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ěîćĺň áűňü óěĺíüřĺí ďî ńîăëŕńîâŕíčţ ń îđăŕíîě Ăîńăîđňĺőíŕäçîđŕ Đîńńčč â ńëó÷ŕĺ ńĺđčéíîăî čçăîňîâëĺíč˙ îäíîňčďíűő čçäĺëčé ďđč íĺčçěĺííîě ňĺőíîëîăč÷ĺńęîě ďđîöĺńńĺ, ńďĺöčŕëčçŕöčč ńâŕđůčęîâ íŕ îďđĺäĺëĺííűő âčäŕő đŕáîň č âűńîęîě ęŕ÷ĺńňâĺ ńâŕđíűő ńîĺäčíĺíčé, ďîäňâĺđćäĺííîě đĺçóëüňŕňŕěč ęîíňđîë˙ çŕ ďĺđčîä íĺ ěĺíĺĺ 6 ěĺń.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, îáúĺě ěĺőŕíč÷ĺńęčő čńďűňŕíčé č ěĺňŕëëîăđŕôč÷ĺńęčő čńńëĺäîâŕíčé ěîćĺň áűňü óěĺíüřĺí ďî ńîăëŕńîâŕíčţ ń ěĺćđĺăčîíŕëüíűě ňĺđđčňîđčŕëüíűě îęđóăîě Ăîńŕňîěíŕäçîđŕ Đîńńčč â ńëó÷ŕ˙ő, ďĺđĺ÷čńëĺííűő âűřĺ.
4.5.59. Íĺîáőîäčěîńňü, îáúĺě č ďîđ˙äîę ěĺőŕíč÷ĺńęčő čńďűňŕíčé ńâŕđíűő ńîĺäčíĺíčé ëčňűő č ęîâŕíűő ýëĺěĺíňîâ, ňđóá ń ëčňűěč äĺňŕë˙ěč, ýëĺěĺíňîâ čç ńňŕëĺé đŕçëč÷íűő ęëŕńńîâ, ŕ ňŕęćĺ äđóăčő ĺäčíč÷íűő ńâŕđíűő ńîĺäčíĺíčé ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ óńňŕíŕâëčâŕţňń˙ ďî ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, íĺîáőîäčěîńňü, îáúĺě č ďîđ˙äîę ěĺőŕíč÷ĺńęčő čńďűňŕíčé ďĺđĺ÷čńëĺííűő âűřĺ ýëĺěĺíňîâ č ńâŕđíűő ńîĺäčíĺíčé ěîăóň áűňü óńňŕíîâëĺíű ďî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
Äë˙ ńîńóäîâ čç íĺěĺňŕëëč÷ĺńęčő č ęîěďîçčöčîííűő ěŕňĺđčŕëîâ äîëćíű ďđĺäóńěŕňđčâŕňüń˙ îáđŕçöű-ńâčäĺňĺëč. Ęîíńňđóęöč˙, ňĺőíîëîăč˙ čçăîňîâëĺíč˙ č âčäű čńďűňŕíč˙ čő îďđĺäĺë˙ţňń˙ ňĺőíč÷ĺńęčěč óńëîâč˙ěč íŕ äŕííűé ńîńóä.
Ěĺňŕëëîăđŕôč÷ĺńęčĺ čńńëĺäîâŕíč˙
4.5.60. Ěĺňŕëëîăđŕôč÷ĺńęîěó čńńëĺäîâŕíčţ äîëćíű ďîäâĺđăŕňüń˙ ęîíňđîëüíűĺ ńňűęîâűĺ ńâŕđíűĺ ńîĺäčíĺíč˙, îďđĺäĺë˙ţůčĺ ďđî÷íîńňü ńîńóäîâ č čő ýëĺěĺíňîâ, ęîňîđűĺ:
ďđĺäíŕçíŕ÷ĺíű äë˙ đŕáîňű ďđč äŕâëĺíčč áîëĺĺ 5 ĚĎŕ (50 ęăń/ńě2) čëč ňĺěďĺđŕňóđĺ âűřĺ 450 °C, čëč ňĺěďĺđŕňóđĺ íčćĺ ěčíóń 40 °C, íĺçŕâčńčěî îň äŕâëĺíč˙;
čçăîňîâëĺíű čç ëĺăčđîâŕííűő ńňŕëĺé, ńęëîííűő ę ďîäęŕëęĺ ďđč ńâŕđęĺ; äâóőńëîéíűő ńňŕëĺé; ńňŕëĺé, ńęëîííűő ę îáđŕçîâŕíčţ ăîđ˙÷čő ňđĺůčí (óńňŕíŕâëčâŕţňń˙ ŕâňîđîě ňĺőíč÷ĺńęîăî ďđîĺęňŕ).
Ěĺňŕëëîăđŕôč÷ĺńęčĺ čńńëĺäîâŕíč˙ äîďóńęŕĺňń˙ íĺ ďđîâîäčňü äë˙ ńîńóäîâ č čő ýëĺěĺíňîâ ňîëůčíîé äî 20 ěě, čçăîňîâëĺííűő čç ńňŕëĺé ŕóńňĺíčňíîăî ęëŕńńŕ.
4.5.61. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ îáđŕçöű (řëčôű) äë˙ ěĺňŕëëîăđŕôč÷ĺńęîăî čńńëĺäîâŕíč˙ ńâŕđíűő ńîĺäčíĺíčé äîëćíű âűđĺçŕňüń˙ ďîďĺđĺę řâŕ č čçăîňîâë˙ňüń˙ â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč čëč ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Âűđĺçęŕ č čçăîňîâëĺíčĺ îáđŕçöîâ (řëčôîâ) äë˙ óęŕçŕííűő čńńëĺäîâŕíčé ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ íŕ ÎČŔÝ ěîăóň ďđîâîäčňüń˙ â ńîîňâĺňńňâčč ń ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč (ń ó÷ĺňîě ňđĺáîâŕíčé ăîńóäŕđńňâĺííűő ńňŕíäŕđňîâ).
Îáđŕçöű äë˙ ěĺňŕëëîăđŕôč÷ĺńęčő čńńëĺäîâŕíčé ńâŕđíűő ńîĺäčíĺíčé äîëćíű âęëţ÷ŕňü âńĺ ńĺ÷ĺíč˙ řâŕ, îáĺ çîíű ňĺđěč÷ĺńęîăî âëč˙íč˙ ńâŕđęč, ďđčëĺăŕţůčĺ ę íčě ó÷ŕńňęč îńíîâíîăî ěĺňŕëëŕ, ŕ ňŕęćĺ ďîäęëŕäíîĺ ęîëüöî, ĺńëč ňŕęîâîĺ ďđčěĺí˙ëîńü ďđč ńâŕđęĺ č íĺ ďîäëĺćčň óäŕëĺíčţ. Îáđŕçöű äë˙ ěĺňŕëëîăđŕôč÷ĺńęčő čńńëĺäîâŕíčé ńâŕđíűő ńîĺäčíĺíčé ýëĺěĺíňîâ ń ňîëůčíîé ńňĺíęč 25 ěě č áîëĺĺ ěîăóň âęëţ÷ŕňü ëčřü ÷ŕńňü ńĺ÷ĺíč˙ ńîĺäčíĺíč˙. Ďđč ýňîě đŕńńňî˙íčĺ îň ëčíčč ńďëŕâëĺíč˙ äî ęđŕĺâ îáđŕçöŕ äîëćíî áűňü íĺ ěĺíĺĺ 12 ěě, ŕ ďëîůŕäü ęîíňđîëčđóĺěîăî ńĺ÷ĺíč˙ 25×25 ěě.
4.5.62. Ęŕ÷ĺńňâî ńâŕđíîăî ńîĺäčíĺíč˙ ďđč ěĺňŕëëîăđŕôč÷ĺńęčő čńńëĺäîâŕíč˙ő äîëćíî ńîîňâĺňńňâîâŕňü ňđĺáîâŕíč˙ě ďóíęňîâ 4.5.1 č 4.5.17 íŕńňî˙ůčő Ďđŕâčë.
4.5.63. Ďđč ďîëó÷ĺíčč íĺóäîâëĺňâîđčňĺëüíűő đĺçóëüňŕňîâ ěĺňŕëëîăđŕôč÷ĺńęîăî čńńëĺäîâŕíč˙ äîďóńęŕĺňń˙ ďđîâĺäĺíčĺ ďîâňîđíűő čńďűňŕíčé íŕ äâóő îáđŕçöŕő, âűđĺçŕííűő čç ňîăî ćĺ ęîíňđîëüíîăî ńîĺäčíĺíč˙.
 ńëó÷ŕĺ ďîëó÷ĺíč˙ ďîâňîđíűő íĺóäîâëĺňâîđčňĺëüíűő đĺçóëüňŕňîâ ěĺňŕëëîăđŕôč÷ĺńęčő čńńëĺäîâŕíčé řâű ń÷čňŕţňń˙ íĺďđčăîäíűěč.
4.5.64. Ĺńëč ďđč ěĺňŕëëîăđŕôč÷ĺńęîě čńńëĺäîâŕíčč â ęîíňđîëüíîě ńâŕđíîě ńîĺäčíĺíčč, ďđîâĺđĺííîě óëüňđŕçâóęîâîé äĺôĺęňîńęîďčĺé čëč đŕäčŕöčîííűě ěĺňîäîě č ďđčçíŕííîě ăîäíűě, áóäóň îáíŕđóćĺíű íĺäîďóńňčěűĺ âíóňđĺííčĺ äĺôĺęňű, ęîňîđűĺ äîëćíű áűëč áűňü âű˙âëĺíű äŕííűě ěĺňîäîě íĺđŕçđóřŕţůĺăî ęîíňđîë˙, âńĺ ďđîčçâîäńňâĺííűĺ ńâŕđíűĺ ńîĺäčíĺíč˙, ďđîęîíňđîëčđîâŕííűĺ äŕííűě äĺôĺęňîńęîďčńňîě, ďîäëĺćŕň 100 %-íîé ďđîâĺđęĺ ňĺě ćĺ ěĺňîäîě äĺôĺęňîńęîďčč. Ďđč ýňîě íîâŕ˙ ďđîâĺđęŕ ęŕ÷ĺńňâŕ âńĺő ďđîčçâîäńňâĺííűő ńňűęîâ äîëćíŕ îńóůĺńňâë˙ňüń˙ äđóăčě, áîëĺĺ îďűňíűě č ęâŕëčôčöčđîâŕííűě äĺôĺęňîńęîďčńňîě.
4.5.65. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ íĺîáőîäčěîńňü, îáúĺě č ďîđ˙äîę ěĺňŕëëîăđŕôč÷ĺńęčő čńńëĺäîâŕíčé ńâŕđíűő ńîĺäčíĺíčé ëčňűő č ęîâŕíűő ýëĺěĺíňîâ, ňđóá ń ëčňűěč äĺňŕë˙ěč, ýëĺěĺíňîâ čç ńňŕëĺé đŕçëč÷íűő ęëŕńńîâ, ŕ ňŕęćĺ äđóăčő ĺäčíč÷íűő ńâŕđíűő ńîĺäčíĺíčé óńňŕíŕâëčâŕţňń˙ ňĺőíč÷ĺńęčěč óńëîâč˙ěč íŕ čçăîňîâëĺíčĺ čëč ÍÄ, óňâĺđćäĺííűěč â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Íĺîáőîäčěîńňü, îáúĺě č ďîđ˙äîę ěĺňŕëëîăđŕôč÷ĺńęčő čńńëĺäîâŕíčé äë˙ ĺäčíč÷íűő ńâŕđíűő ńîĺäčíĺíčé ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ íŕ ÎČŔÝ ěîăóň óńňŕíŕâëčâŕňüń˙ ďî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
Čńďűňŕíčĺ íŕ ńňîéęîńňü ďđîňčâ ěĺćęđčńňŕëëčňíîé ęîđđîçčč
4.5.66. Čńďűňŕíčĺ ńâŕđíűő ńîĺäčíĺíčé íŕ ńňîéęîńňü ďđîňčâ ěĺćęđčńňŕëëčňíîé ęîđđîçčč äîëćíî ďđîčçâîäčňüń˙ äë˙ ńîńóäîâ č čő ýëĺěĺíňîâ, čçăîňîâëĺííűő čç ńňŕëĺé ŕóńňĺíčňíîăî, ôĺđđčňíîăî, ŕóńňĺíčňíî-ôĺđđčňíîăî ęëŕńńîâ č äâóőńëîéíűő ńňŕëĺé ń ęîđđîçčîííîńňîéęčě ńëîĺě čç ŕóńňĺíčňíűő č ôĺđđčňíűő ńňŕëĺé ďđč íŕëč÷čč ňđĺáîâŕíč˙ â ňĺőíč÷ĺńęčő óńëîâč˙ő čëč â ňĺőíč÷ĺńęîě ďđîĺęňĺ.
4.5.67. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ôîđěŕ, đŕçěĺđű, ęîëč÷ĺńňâî îáđŕçöîâ, ěĺňîäű čńďűňŕíčé č ęđčňĺđčč îöĺíęč ńęëîííîńňč îáđŕçöîâ ę ěĺćęđčńňŕëëčňíîé ęîđđîçčč äîëćíű ńîîňâĺňńňâîâŕňü ňđĺáîâŕíč˙ě ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ôîđěŕ, đŕçěĺđű, ęîëč÷ĺńňâî îáđŕçöîâ č ěĺňîäű čńďűňŕíčé íŕ ěĺćęđčńňŕëëčňíóţ ęîđđîçčţ ěîăóň ďđčíčěŕňüń˙ ďî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.6. Ăčäđŕâëč÷ĺńęîĺ (ďíĺâěŕňč÷ĺńęîĺ) čńďűňŕíčĺ
4.6.1. Ăčäđŕâëč÷ĺńęîěó čńďűňŕíčţ ďîäëĺćŕň âńĺ ńîńóäű ďîńëĺ čő čçăîňîâëĺíč˙.
Ńîńóäű, čçăîňîâëĺíčĺ ęîňîđűő çŕęŕí÷čâŕĺňń˙ íŕ ěĺńňĺ óńňŕíîâęč, ňđŕíńďîđňčđóĺěűĺ íŕ ěĺńňî ěîíňŕćŕ ÷ŕńň˙ěč, ďîäâĺđăŕţňń˙ ăčäđŕâëč÷ĺńęîěó čńďűňŕíčţ íŕ ěĺńňĺ ěîíňŕćŕ.
4.6.2. Ńîńóäű, čěĺţůčĺ çŕůčňíîĺ ďîęđűňčĺ čëč čçîë˙öčţ, ďîäâĺđăŕţňń˙ ăčäđŕâëč÷ĺńęîěó čńďűňŕíčţ äî íŕëîćĺíč˙ ďîęđűňč˙ čëč čçîë˙öčč.
Ńîńóäű, čěĺţůčĺ íŕđóćíűé ęîćóő, ďîäâĺđăŕţňń˙ ăčäđŕâëč÷ĺńęîěó čńďűňŕíčţ äî óńňŕíîâęč ęîćóőŕ.
Ýěŕëčđîâŕííűĺ ńîńóäű äîďóńęŕĺňń˙ ďîäâĺđăŕňü ăčäđŕâëč÷ĺńęîěó čńďűňŕíčţ đŕáî÷čě äŕâëĺíčĺě ďîńëĺ ýěŕëčđîâŕíč˙.
4.6.3. Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ńîńóäîâ, çŕ čńęëţ÷ĺíčĺě ëčňűő, äîëćíî ďđîâîäčňüń˙ ďđîáíűě äŕâëĺíčĺě Đďđ, îďđĺäĺë˙ĺěűě ďî ôîđěóëĺ:
![]() ,
,
ăäĺ Đ - ďđîĺęňíîĺ äŕâëĺíčĺ ńîńóäŕ, ĚĎŕ (ęăń/ńě2); [σ]20, [σ]t - äîďóńęŕĺěűĺ íŕďđ˙ćĺíč˙ äë˙ ěŕňĺđčŕëŕ ńîńóäŕ čëč ĺăî ýëĺěĺíňîâ ńîîňâĺňńňâĺííî ďđč 20 °C č ďđîĺęňíîé ňĺěďĺđŕňóđĺ, ĚĎŕ (ęăń/ńě2).
Îňíîřĺíčĺ [σ]20 / [σ]t ďđčíčěŕĺňń˙ ďî ňîěó čç čńďîëüçîâŕííűő ěŕňĺđčŕëîâ ýëĺěĺíňîâ (îáĺ÷ŕĺę, äíčů, ôëŕíöĺâ, ęđĺďĺćŕ, ďŕňđóáęîâ č äđ.) ńîńóäŕ, äë˙ ęîňîđîăî îíî ˙âë˙ĺňń˙ íŕčěĺíüřčě.
4.6.4. Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ëčňűő äĺňŕëĺé äîëćíî ďđîâîäčňüń˙ ďđîáíűě äŕâëĺíčĺě, îďđĺäĺë˙ĺěűě ďî ôîđěóëĺ:
![]() .
.
Čńďűňŕíčĺ îňëčâîę đŕçđĺřŕĺňń˙ ďđîâîäčňü ďîńëĺ ńáîđęč č ńâŕđęč â ńîáđŕííîě óçëĺ čëč ăîňîâîě ńîńóäĺ ďđîáíűě äŕâëĺíčĺě, ďđčí˙ňűě äë˙ ńîńóäîâ, ďđč óńëîâčč 100 %-íîăî ęîíňđîë˙ îňëčâîę íĺđŕçđóřŕţůčěč ěĺňîäŕěč.
Ăčäđŕâëč÷ĺńęčĺ čńďűňŕíč˙ ńîńóäîâ č äĺňŕëĺé, čçăîňîâëĺííűő čç íĺěĺňŕëëč÷ĺńęčő ěŕňĺđčŕëîâ ń óäŕđíîé â˙çęîńňüţ áîëĺĺ 20 Äć/ńě2 (2 ęăń·ě/ńě2), äîëćíű ďđîâîäčňüń˙ ďđîáíűě äŕâëĺíčĺě, îďđĺäĺë˙ĺěűě ďî ôîđěóëĺ:
![]() .
.
Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ńîńóäîâ č äĺňŕëĺé, čçăîňîâëĺííűő čç íĺěĺňŕëëč÷ĺńęčő ěŕňĺđčŕëîâ ń óäŕđíîé â˙çęîńňüţ 20 Äć/ńě (2 ęăń·ě/ńě2) č ěĺíĺĺ, äîëćíî ďđîâîäčňüń˙ ďđîáíűě äŕâëĺíčĺě, îďđĺäĺë˙ĺěűě ďî ôîđěóëĺ:
![]() .
.
4.6.5. Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ęđčîăĺííűő ńîńóäîâ ďđč íŕëč÷čč âŕęóóěŕ â čçîë˙öčîííîě ďđîńňđŕíńňâĺ äîëćíî ďđîâîäčňüń˙ ďđîáíűě äŕâëĺíčĺě, îďđĺäĺë˙ĺěűě ďî ôîđěóëĺ:
Pďđ = 1,25Đ - 0,1 ĚĎŕ
čëč
Đďđ = 1,25Đ - 1 ęăń/ńě2.
Ăčäđŕâëč÷ĺńęčĺ čńďűňŕíč˙ ěĺňŕëëîďëŕńňčęîâűő ńîńóäîâ äîëćíű ďđîâîäčňüń˙ ďđîáíűě äŕâëĺíčĺě, îďđĺäĺë˙ĺěűě ďî ôîđěóëĺ:
![]() ,
,
ăäĺ Ęě - îňíîřĺíčĺ ěŕńńű ěĺňŕëëîęîíńňđóęöčč ę îáůĺé ěŕńńĺ ńîńóäŕ; α = 1,3 - äë˙ íĺěĺňŕëëč÷ĺńęčő ěŕňĺđčŕëîâ ń óäŕđíîé â˙çęîńňüţ áîëĺĺ 20 Äć/ńě2; α = 1,6 - äë˙ íĺěĺňŕëëč÷ĺńęčő ěŕňĺđčŕëîâ ń óäŕđíîé â˙çęîńňüţ 20 Äć/ńě2 č ěĺíĺĺ.
4.6.6. Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ âĺđňčęŕëüíî óńňŕíŕâëčâŕĺěűő ńîńóäîâ äîďóńęŕĺňń˙ ďđîâîäčňü â ăîđčçîíňŕëüíîě ďîëîćĺíčč ďđč óńëîâčč îáĺńďĺ÷ĺíč˙ ďđî÷íîńňč ęîđďóńŕ ńîńóäŕ, äë˙ ÷ĺăî đŕń÷ĺň íŕ ďđî÷íîńňü äîëćĺí áűňü âűďîëíĺí đŕçđŕáîň÷čęîě ďđîĺęňŕ ń ó÷ĺňîě ďđčí˙ňîăî ńďîńîáŕ îďčđŕíč˙ â ďđîöĺńńĺ ăčäđŕâëč÷ĺńęîăî čńďűňŕíč˙. Ďđč ýňîě ďđîáíîĺ äŕâëĺíčĺ ńëĺäóĺň ďđčíčěŕňü ń ó÷ĺňîě ăčäđîńňŕňč÷ĺńęîăî äŕâëĺíč˙, äĺéńňâóţůĺăî íŕ ńîńóä â ďđîöĺńńĺ ĺăî ýęńďëóŕňŕöčč.
4.6.7.  ęîěáčíčđîâŕííűő ńîńóäŕő ń äâóě˙ č áîëĺĺ đŕáî÷čěč ďîëîńň˙ěč, đŕńń÷čňŕííűěč íŕ đŕçíűĺ äŕâëĺíč˙, ăčäđŕâëč÷ĺńęîěó čńďűňŕíčţ äîëćíŕ ďîäâĺđăŕňüń˙ ęŕćäŕ˙ ďîëîńňü ďđîáíűě äŕâëĺíčĺě, îďđĺäĺë˙ĺěűě â çŕâčńčěîńňč îň ďđîĺęňíîăî äŕâëĺíč˙ ďîëîńňč.
Ďîđ˙äîę ďđîâĺäĺíč˙ čńďűňŕíč˙ äîëćĺí áűňü îăîâîđĺí â ňĺőíč÷ĺńęîě ďđîĺęňĺ č óęŕçŕí â číńňđóęöčč îđăŕíčçŕöčč-čçăîňîâčňĺë˙ ďî ěîíňŕćó č ýęńďëóŕňŕöčč ńîńóäŕ.
4.6.8. Ďđč çŕďîëíĺíčč ńîńóäŕ âîäîé âîçäóő čç íĺăî äîëćĺí áűňü óäŕëĺí ďîëíîńňüţ.
4.6.9. Äë˙ ăčäđŕâëč÷ĺńęîăî čńďűňŕíč˙ ńîńóäîâ äîëćíŕ ďđčěĺí˙ňüń˙ âîäŕ ń ňĺěďĺđŕňóđîé íĺ íčćĺ 5 °Ń č íĺ âűřĺ 40 °Ń, ĺńëč â ňĺőíč÷ĺńęčő óńëîâč˙ő íĺ óęŕçŕíî ęîíęđĺňíîĺ çíŕ÷ĺíčĺ ňĺěďĺđŕňóđű, äîďóńęŕĺěîé ďî óńëîâčţ ďđĺäîňâđŕůĺíč˙ őđóďęîăî đŕçđóřĺíč˙.
Đŕçíîńňü ňĺěďĺđŕňóđ ńňĺíęč ńîńóäŕ č îęđóćŕţůĺăî âîçäóőŕ âî âđĺě˙ čńďűňŕíčé íĺ äîëćíŕ âűçűâŕňü ęîíäĺíńŕöčč âëŕăč íŕ ďîâĺđőíîńňč ńňĺíîę ńîńóäŕ.
Ďî ńîăëŕńîâŕíčţ ń đŕçđŕáîň÷čęîě ďđîĺęňŕ ńîńóäŕ âěĺńňî âîäű ěîćĺň áűňü čńďîëüçîâŕíŕ äđóăŕ˙ ćčäęîńňü.
4.6.10. Äŕâëĺíčĺ â čńďűňűâŕĺěîě ńîńóäĺ ńëĺäóĺň ďîâűřŕňü ďëŕâíî. Ńęîđîńňü ďîäúĺěŕ äŕâëĺíč˙ äîëćíŕ áűňü óęŕçŕíŕ: äë˙ čńďűňŕíč˙ ńîńóäŕ â îđăŕíčçŕöčč-čçăîňîâčňĺëĺ - â ňĺőíč÷ĺńęîé äîęóěĺíňŕöčč, äë˙ čńďűňŕíč˙ ńîńóäŕ â ďđîöĺńńĺ đŕáîňű - â číńňđóęöčč ďî ěîíňŕćó č ýęńďëóŕňŕöčč.
Čńďîëüçîâŕíčĺ ńćŕňîăî âîçäóőŕ čëč äđóăîăî ăŕçŕ äë˙ ďîäúĺěŕ äŕâëĺíč˙ íĺ äîďóńęŕĺňń˙.
4.6.11. Äŕâëĺíčĺ ďđč čńďűňŕíčč äîëćíî ęîíňđîëčđîâŕňüń˙ äâóě˙ ěŕíîěĺňđŕěč îäíîăî ňčďŕ, ďđĺäĺëŕ čçěĺđĺíč˙, îäčíŕęîâűő ęëŕńńîâ ňî÷íîńňč, öĺíű äĺëĺíč˙.
4.6.12. Âđĺě˙ âűäĺđćęč ńîńóäŕ ďîä ďđîáíűě äŕâëĺíčĺě óńňŕíŕâëčâŕĺňń˙ đŕçđŕáîň÷čęîě ďđîĺęňŕ. Ďđč îňńóňńňâčč óęŕçŕíčé â ďđîĺęňĺ âđĺě˙ âűäĺđćęč äîëćíî áűňü íĺ ěĺíĺĺ çíŕ÷ĺíčé, óęŕçŕííűő â ňŕáë. 9.
Ňŕáëčöŕ 9
|
Âđĺě˙ âűäĺđćęč, ěčí |
|
|
Äî 50 |
10 |
|
Ńâűřĺ 50 äî 100 |
20 |
|
Ńâűřĺ 100 |
30 |
|
Äë˙ ëčňűő íĺěĺňŕëëč÷ĺńęčő č ěíîăîńëîéíűő ńîńóäîâ íĺçŕâčńčěî îň ňîëůčíű ńňĺíęč |
60 |
4.6.13. Ďîńëĺ âűäĺđćęč ďîä ďđîáíűě äŕâëĺíčĺě äŕâëĺíčĺ ńíčćŕĺňń˙ äî ďđîĺęňíîăî, ďđč ęîňîđîě ďđîčçâîä˙ň îńěîňđ íŕđóćíîé ďîâĺđőíîńňč ńîńóäŕ, âńĺő ĺăî đŕçúĺěíűő č ńâŕđíűő ńîĺäčíĺíčé.
Îáńňóęčâŕíčĺ ńňĺíîę ęîđďóńŕ, ńâŕđíűő č đŕçúĺěíűő ńîĺäčíĺíčé ńîńóäŕ âî âđĺě˙ čńďűňŕíčé íĺ äîďóńęŕĺňń˙.
4.6.14. Ńîńóä ń÷čňŕĺňń˙ âűäĺđćŕâřčě ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ, ĺńëč íĺ îáíŕđóćĺíî:
ňĺ÷č, ňđĺůčí, ńëĺçîę, ďîňĺíč˙ â ńâŕđíűő ńîĺäčíĺíč˙ő č íŕ îńíîâíîě ěĺňŕëëĺ;
ňĺ÷č â đŕçúĺěíűő ńîĺäčíĺíč˙ő;
âčäčěűő îńňŕňî÷íűő äĺôîđěŕöčé, ďŕäĺíč˙ äŕâëĺíč˙ ďî ěŕíîěĺňđó.
4.6.15. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ńîńóä č ĺăî ýëĺěĺíňű, â ęîňîđűő ďđč čńďűňŕíčč âű˙âëĺíű äĺôĺęňű, ďîńëĺ čő óńňđŕíĺíč˙ ďîäâĺđăŕţňń˙ ďîâňîđíűě ăčäđŕâëč÷ĺńęčě čńďűňŕíč˙ě ďđîáíűě äŕâëĺíčĺě, óńňŕíîâëĺííűě íŕńňî˙ůčěč Ďđŕâčëŕěč.
Âĺëč÷číŕ ďđîáíîăî äŕâëĺíč˙ äë˙ ďîâňîđíűő ăčäđŕâëč÷ĺńęčő čńďűňŕíčé ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěîćĺň óńňŕíŕâëčâŕňüń˙ ďî íŕńňî˙ůčě Ďđŕâčëŕě.
4.6.16. Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ, ďđîâîäčěîĺ â îđăŕíčçŕöčč-čçăîňîâčňĺëĺ, äîëćíî ďđîâîäčňüń˙ íŕ ńďĺöčŕëüíîě čńďűňŕňĺëüíîě ńňĺíäĺ, čěĺţůĺě ńîîňâĺňńňâóţůĺĺ îăđŕćäĺíčĺ č óäîâëĺňâîđ˙ţůĺě ňđĺáîâŕíč˙ě áĺçîďŕńíîńňč č číńňđóęöčč ďî ďđîâĺäĺíčţ ăčäđîčńďűňŕíčé â ńîîňâĺňńňâčč ń ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
4.6.17. Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ äîďóńęŕĺňń˙ çŕěĺí˙ňü ďíĺâěŕňč÷ĺńęčě ďđč óńëîâčč ęîíňđîë˙ ýňîăî čńďűňŕíč˙ ěĺňîäîě ŕęóńňč÷ĺńęîé ýěčńńčč čëč äđóăčě, ńîăëŕńîâŕííűě ń Ăîńăîđňĺőíŕäçîđîě Đîńńčč ěĺňîäîě.
Ďíĺâěŕňč÷ĺńęčĺ čńďűňŕíč˙ äîëćíű ďđîâîäčňüń˙ ďî číńňđóęöčč, ďđĺäóńěŕňđčâŕţůĺé íĺîáőîäčěűĺ ěĺđű áĺçîďŕńíîńňč č óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďíĺâěŕňč÷ĺńęîĺ čńďűňŕíčĺ ńîńóäŕ ďđîâîäčňń˙ ńćŕňűě âîçäóőîě čëč číĺđňíűě ăŕçîě.
Âĺëč÷číŕ ďđîáíîăî äŕâëĺíč˙ ďđčíčěŕĺňń˙ đŕâíîé âĺëč÷číĺ ďđîáíîăî ăčäđŕâëč÷ĺńęîăî äŕâëĺíč˙. Âđĺě˙ âűäĺđćęč ńîńóäŕ ďîä ďđîáíűě äŕâëĺíčĺě óńňŕíŕâëčâŕĺňń˙ đŕçđŕáîň÷čęîě ďđîĺęňŕ, íî äîëćíî áűňü íĺ ěĺíĺĺ 5 ěčí.
Çŕňĺě äŕâëĺíčĺ â čńďűňűâŕĺěîě ńîńóäĺ äîëćíî áűňü ńíčćĺíî äî ďđîĺęňíîăî č ďđîčçâĺäĺí îńěîňđ ńîńóäŕ ń ďđîâĺđęîé ăĺđěĺňč÷íîńňč ĺăî řâîâ č đŕçúĺěíűő ńîĺäčíĺíčé ěűëüíűě đŕńňâîđîě čëč äđóăčě ńďîńîáîě.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ďđčěĺíĺíčĺ ďĺđĺ÷čńëĺííűő âűřĺ ěĺňîäîâ ęîíňđîë˙ ěîćĺň áűňü îäîáđĺíî Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.6.18. Çíŕ÷ĺíčĺ ďđîáíîăî äŕâëĺíč˙ č đĺçóëüňŕňű čńďűňŕíčé çŕíîń˙ňń˙ â ďŕńďîđň ńîńóäŕ ëčöîě, ďđîâîäčâřčě ýňč čńďűňŕíč˙.
4.7. Îöĺíęŕ ęŕ÷ĺńňâŕ ńâŕđíűő ńîĺäčíĺíčé
4.7.1. Â ńâŕđíűő ńîĺäčíĺíč˙ő ńîńóäîâ č čő ýëĺěĺíňîâ íĺ äîďóńęŕţňń˙ ńëĺäóţůčĺ äĺôĺęňű:
ňđĺůčíű âńĺő âčäîâ č íŕďđŕâëĺíčé, đŕńďîëîćĺííűĺ â ěĺňŕëëĺ řâŕ, ďî ëčíčč ńďëŕâëĺíč˙ č â îęîëîřîâíîé çîíĺ îńíîâíîăî ěĺňŕëëŕ, â ňîě ÷čńëĺ ěčęđîňđĺůčíű, âű˙âë˙ĺěűĺ ďđč ěčęđîčńńëĺäîâŕíčč;
íĺďđîâŕđű (íĺńďëŕâëĺíč˙) â ńâŕđíűő řâŕő, đŕńďîëîćĺííűĺ â ęîđíĺ řâŕ, čëč ďî ńĺ÷ĺíčţ ńâŕđíîăî ńîĺäčíĺíč˙ (ěĺćäó îňäĺëüíűěč âŕëčęŕěč č ńëî˙ěč řâŕ č ěĺćäó îńíîâíűě ěĺňŕëëîě č ěĺňŕëëîě řâŕ);
âîçěîćíîńňü äîďóůĺíč˙ ěĺńňíűő íĺďđîâŕđîâ â ńâŕđíűő ńîĺäčíĺíč˙ő ďđč čçăîňîâëĺíčč č ěîíňŕćĺ âíîâü ââîäčěűő ńîńóäîâ îăîâŕđčâŕĺňń˙ â ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ (ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, âîçěîćíîńňü äîďóůĺíč˙ ěĺńňíűő íĺďđîâŕđîâ â ńâŕđíűő ńîĺäčíĺíč˙ő ńîńóäîâ îďđĺäĺë˙ĺňń˙ ďî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč);
ďîäđĺçű îńíîâíîăî ěĺňŕëëŕ, ďîđű, řëŕęîâűĺ č äđóăčĺ âęëţ÷ĺíč˙, đŕçěĺđű ęîňîđűő ďđĺâűřŕţň äîďóńňčěűĺ çíŕ÷ĺíč˙, óęŕçŕííűĺ â ÍÄ óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ;
íŕďëűâű (íŕňĺęč);
íĺçŕâŕđĺííűĺ ęđŕňĺđű č ďđîćîăč;
ńâčůč;
ńěĺůĺíčĺ ęđîěîę ńâűřĺ íîđě, ďđĺäóńěîňđĺííűő íŕńňî˙ůčěč Ďđŕâčëŕěč.
4.7.2. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ęŕ÷ĺńňâî ńâŕđíűő ńîĺäčíĺíčé ń÷čňŕĺňń˙ íĺóäîâëĺňâîđčňĺëüíűě, ĺńëč â íčő ďđč ëţáîě âčäĺ ęîíňđîë˙ áóäóň îáíŕđóćĺíű âíóňđĺííčĺ čëč íŕđóćíűĺ äĺôĺęňű, âĺëč÷číŕ ęîňîđűő âűőîäčň çŕ ďđĺäĺëű íîđě, óńňŕíîâëĺííűő Ďđŕâčëŕěč ďî ńîńóäŕě č ňĺőíč÷ĺńęčěč óńëîâč˙ěč, óňâĺđćäĺííűěč â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ďđĺäĺëű íîđě ęŕ÷ĺńňâŕ ńâŕđíűő ńîĺäčíĺíčé ěîăóň áűňü óńňŕíîâëĺíű íŕńňî˙ůčěč Ďđŕâčëŕě č ňĺőíč÷ĺńęčěč óńëîâč˙ěč, îäîáđĺííűěč Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.7.3. Äĺôĺęňű, îáíŕđóćĺííűĺ â ďđîöĺńńĺ čçăîňîâëĺíč˙, äîëćíű áűňü óńňđŕíĺíű ń ďîńëĺäóţůčě ęîíňđîëĺě čńďđŕâëĺííűő ó÷ŕńňęîâ. Ěĺňîäű č ęŕ÷ĺńňâî čńďđŕâëĺíč˙ äĺôĺęňîâ äîëćíű îáĺńďĺ÷čâŕňü íĺîáőîäčěóţ íŕäĺćíîńňü č áĺçîďŕńíîńňü đŕáîňű ńîńóäŕ.
4.8. Čńďđŕâëĺíčĺ äĺôĺęňîâ â ńâŕđíűő ńîĺäčíĺíč˙ő
4.8.1. Íĺäîďóńňčěűĺ äĺôĺęňű, îáíŕđóćĺííűĺ â ďđîöĺńńĺ čçăîňîâëĺíč˙ (äîčçăîňîâëĺíč˙), đĺęîíńňđóęöčč, ěîíňŕćŕ, đĺěîíňŕ, íŕëŕäęč, čńďűňŕíč˙ č ýęńďëóŕňŕöčč ńîńóäîâ íŕ ÎČŔÝ, äîëćíű áűňü óńňđŕíĺíű ń ďîńëĺäóţůčě ęîíňđîëĺě čńďđŕâëĺííűő ó÷ŕńňęîâ.
4.8.2. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ňĺőíîëîăč˙ čńďđŕâëĺíč˙ äĺôĺęňîâ č ďîđ˙äîę ęîíňđîë˙ óńňŕíŕâëčâŕţňń˙ ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Äë˙ đĺěîíňŕ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ÍÄ, óńňŕíŕâëčâŕţůŕ˙ ňĺőíîëîăčţ čńďđŕâëĺíč˙ äĺôĺęňîâ č ďîđ˙äîę ęîíňđîë˙ ńâŕđíűő ńîĺäčíĺíčé, ěîćĺň ńîçäŕâŕňüń˙ íŕ îńíîâĺ íŕńňî˙ůčő Ďđŕâčë.
4.8.3. Îňęëîíĺíč˙ îň ďđčí˙ňîé ňĺőíîëîăčč čńďđŕâëĺíč˙ äĺôĺęňîâ äîëćíű áűňü ńîăëŕńîâŕíű ń ĺĺ đŕçđŕáîň÷čęîě. Äĺôĺęňű ńëĺäóĺň óäŕë˙ňü ěĺőŕíč÷ĺńęčě ńďîńîáîě ń îáĺńďĺ÷ĺíčĺě ďëŕâíűő ďĺđĺőîäîâ â ěĺńňŕő âűáîđîę. Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ěŕęńčěŕëüíűĺ đŕçěĺđű č ôîđěŕ ďîäëĺćŕůčő çŕâŕđęĺ âűáîđîę óńňŕíŕâëčâŕţňń˙ ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěŕęńčěŕëüíűĺ đŕçěĺđű č ôîđěŕ ďîäëĺćŕůčő çŕâŕđęĺ âűáîđîę ěîăóň áűňü óńňŕíîâëĺíű ďî ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
Äîďóńęŕĺňń˙ ďđčěĺíĺíčĺ ńďîńîáîâ ňĺđěč÷ĺńęîé đĺçęč (ńňđîćęč) äë˙ óäŕëĺíč˙ âíóňđĺííčő äĺôĺęňîâ ń ďîńëĺäóţůĺé îáđŕáîňęîé ďîâĺđőíîńňč âűáîđęč ěĺőŕíč÷ĺńęčě ńďîńîáîě.
Ďđč čçăîňîâëĺíčč č ěîíňŕćĺ ńîńóäîâ äë˙ ÎČŔÝ ďîëíîňŕ óäŕëĺíč˙ äĺôĺęňîâ äîëćíŕ áűňü ďđîâĺđĺíŕ âčçóŕëüíî č ěĺňîäîě íĺđŕçđóřŕţůĺăî ęîíňđîë˙ (ęŕďčëë˙đíîé čëč ěŕăíčňîďîđîřęîâîé äĺôĺęňîńęîďčĺé ëčáî ňđŕâëĺíčĺě) â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěîćĺň áűňü ďđčěĺíĺí ěĺňîä íĺđŕçđóřŕţůĺăî ęîíňđîë˙ ďîëíîňű óäŕëĺíč˙ äĺôĺęňîâ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
4.8.4. Čńďđŕâëĺíčĺ äĺôĺęňîâ áĺç çŕâŕđęč ěĺńň čő âűáîđęč äîďóńęŕĺňń˙ â ńëó÷ŕĺ ńîőđŕíĺíč˙ ěčíčěŕëüíî äîďóńňčěîé ňîëůčíű ńňĺíęč äĺňŕëč â ěĺńňĺ ěŕęńčěŕëüíîé ăëóáčíű âűáîđęč.
4.8.5. Ĺńëč ďđč ęîíňđîëĺ čńďđŕâëĺííîăî ó÷ŕńňęŕ áóäóň îáíŕđóćĺíű äĺôĺęňű, ňî äîďóńęŕĺňń˙ ďđîâîäčňü ďîâňîđíîĺ čńďđŕâëĺíčĺ â ňîě ćĺ ďîđ˙äęĺ, ÷ňî č ďđĺäűäóůĺĺ.
Čńďđŕâëĺíčĺ äĺôĺęňîâ íŕ îäíîě č ňîě ćĺ ó÷ŕńňęĺ ńâŕđíîăî ńîĺäčíĺíč˙ äîďóńęŕĺňń˙ ďđîâîäčňü íĺ áîëĺĺ ňđĺő đŕç.
Íĺ ń÷čňŕţňń˙ ďîâňîđíî čńďđŕâëĺííűěč đŕçđĺçŕĺěűĺ ďî ńâŕđíîěó řâó ńîĺäčíĺíč˙ ń óäŕëĺíčĺě ěĺňŕëëŕ řâŕ č çîíű ňĺđěč÷ĺńęîăî âëč˙íč˙.
4.9. Äîęóěĺíňŕöč˙ č ěŕđęčđîâęŕ
4.9.1. Ęŕćäűé ńîńóä äîëćĺí ďîńňŕâë˙ňüń˙ čçăîňîâčňĺëĺě çŕęŕç÷čęó ń ďŕńďîđňîě óńňŕíîâëĺííîé ôîđěű.
Ę ďŕńďîđňó äîëćíŕ áűňü ďđčëîćĺíŕ číńňđóęöč˙ ďî ěîíňŕćó č ýęńďëóŕňŕöčč.
Ďŕńďîđň ńîńóäŕ äîëćĺí áűňü ńîńňŕâëĺí íŕ đóńńęîě ˙çűęĺ č ďî ňđĺáîâŕíčţ çŕęŕç÷čęŕ - íŕ äđóăîě ˙çűęĺ.
Äîďóńęŕĺňń˙ ę ďŕńďîđňó ďđčęëŕäűâŕňü đŕńďĺ÷ŕňęč đŕń÷ĺňîâ, âűďîëíĺííűő íŕ ÝÂĚ.
Ýëĺěĺíňű ńîńóäîâ (ęîđďóńŕ, îáĺ÷ŕéęč, äíčůŕ, ęđűřęč, ňđóáíűĺ đĺřĺňęč, ôëŕíöű ęîđďóńŕ, óęđóďíĺííűĺ ńáîđî÷íűĺ ĺäčíčöű), ďđĺäíŕçíŕ÷ĺííűĺ äë˙ đĺęîíńňđóęöčč čëč đĺěîíňŕ, äîëćíű ďîńňŕâë˙ňüń˙ čçăîňîâčňĺëĺě ń óäîńňîâĺđĺíčĺě î ęŕ÷ĺńňâĺ čçăîňîâëĺíč˙, ńîäĺđćŕůčě ńâĺäĺíč˙ â îáúĺěĺ ńîăëŕńíî ňđĺáîâŕíč˙ě ńîîňâĺňńňâóţůčő đŕçäĺëîâ ďŕńďîđňŕ.
4.9.2. Íŕ ęŕćäîě ńîńóäĺ äîëćíŕ áűňü ďđčęđĺďëĺíŕ ňŕáëč÷ęŕ, âűďîëíĺííŕ˙ â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč.
Äë˙ ńîńóäîâ íŕđóćíűě äčŕěĺňđîě ěĺíĺĺ 325 ěě äîďóńęŕĺňń˙ ňŕáëč÷ęó íĺ óńňŕíŕâëčâŕňü. Âńĺ íĺîáőîäčěűĺ äŕííűĺ äîëćíű áűňü íŕíĺńĺíű íŕ ęîđďóń ńîńóäŕ ýëĺęňđîăđŕôč÷ĺńęčě ěĺňîäîě.
4.9.3. Íŕ ňŕáëč÷ęĺ äîëćíű áűňü íŕíĺńĺíű:
ňîâŕđíűé çíŕę čëč íŕčěĺíîâŕíčĺ čçăîňîâčňĺë˙;
íŕčěĺíîâŕíčĺ čëč îáîçíŕ÷ĺíčĺ ńîńóäŕ;
ďîđ˙äęîâűé íîěĺđ ńîńóäŕ ďî ńčńňĺěĺ íóěĺđŕöčč čçăîňîâčňĺë˙;
ăîä čçăîňîâëĺíč˙;
đŕáî÷ĺĺ äŕâëĺíčĺ, ĚĎŕ;
ďđîĺęňíîĺ äŕâëĺíčĺ, ĚĎŕ;
ďđîáíîĺ äŕâëĺíčĺ, ĚĎŕ;
äîďóńňčěŕ˙ ěŕęńčěŕëüíŕ˙ č (čëč) ěčíčěŕëüíŕ˙ đŕáî÷ŕ˙ ňĺěďĺđŕňóđŕ ńňĺíęč, °C;
ěŕńńŕ ńîńóäŕ, ęă.
Äë˙ ńîńóäîâ ń ńŕěîńňî˙ňĺëüíűěč ďîëîńň˙ěč, čěĺţůčěč đŕçíűĺ ďđîĺęňíűĺ č ďđîáíűĺ äŕâëĺíč˙, ňĺěďĺđŕňóđó ńňĺíîę, ńëĺäóĺň óęŕçűâŕňü ýňč äŕííűĺ äë˙ ęŕćäîé ďîëîńňč.
5. ŔĐĚŔŇÓĐŔ, ĘÎÍŇĐÎËÜÍÎ-ČÇĚĹĐČŇĹËÜÍŰĹ ĎĐČÁÎĐŰ, ĎĐĹÄÎŐĐŔÍČŇĹËÜÍŰĹ ÓŃŇĐÎÉŃŇÂŔ
5.1. Îáůčĺ ďîëîćĺíč˙
5.1.1. Äë˙ óďđŕâëĺíč˙ đŕáîňîé č îáĺńďĺ÷ĺíč˙ áĺçîďŕńíűő óńëîâčé ýęńďëóŕňŕöčč ńîńóäű â çŕâčńčěîńňč îň íŕçíŕ÷ĺíč˙ äîëćíű áűňü îńíŕůĺíű:
çŕďîđíîé čëč çŕďîđíî-đĺăóëčđóţůĺé ŕđěŕňóđîé;
ďđčáîđŕěč äë˙ čçěĺđĺíč˙ äŕâëĺíč˙;
ďđčáîđŕěč äë˙ čçěĺđĺíč˙ ňĺěďĺđŕňóđű;
ďđĺäîőđŕíčňĺëüíűěč óńňđîéńňâŕěč;
óęŕçŕňĺë˙ěč óđîâí˙ ćčäęîńňč.
5.1.2. Ńîńóäű, ńíŕáćĺííűĺ áűńňđîńúĺěíűěč çŕňâîđŕěč, äîëćíű čěĺňü ďđĺäîőđŕíčňĺëüíűĺ óńňđîéńňâŕ, čńęëţ÷ŕţůčĺ âîçěîćíîńňü âęëţ÷ĺíč˙ ńîńóäŕ ďîä äŕâëĺíčĺ ďđč íĺďîëíîě çŕęđűňčč ęđűřęč č îňęđűâŕíčč ĺĺ ďđč íŕëč÷čč â ńîńóäĺ äŕâëĺíč˙. Ňŕęčĺ ńîńóäű ňŕęćĺ äîëćíű áűňü îńíŕůĺíű çŕěęŕěč ń ęëţ÷îě-ěŕđęîé.
5.2. Çŕďîđíŕ˙ č çŕďîđíî-đĺăóëčđóţůŕ˙ ŕđěŕňóđŕ
5.2.1. Çŕďîđíŕ˙ č çŕďîđíî-đĺăóëčđóţůŕ˙ ŕđěŕňóđŕ äîëćíŕ óńňŕíŕâëčâŕňüń˙ íŕ řňóöĺđŕő, íĺďîńđĺäńňâĺííî ďđčńîĺäčíĺííűő ę ńîńóäó, čëč íŕ ňđóáîďđîâîäŕő, ďîäâîä˙ůčő ę ńîńóäó č îňâîä˙ůčő čç íĺăî đŕáî÷óţ ńđĺäó.  ńëó÷ŕĺ ďîńëĺäîâŕňĺëüíîăî ńîĺäčíĺíč˙ íĺńęîëüęčő ńîńóäîâ íĺîáőîäčěîńňü óńňŕíîâęč ňŕęîé ŕđěŕňóđű ěĺćäó íčěč îďđĺäĺë˙ĺňń˙ đŕçđŕáîň÷čęîě ďđîĺęňŕ.
5.2.2. Ŕđěŕňóđŕ äîëćíŕ čěĺňü ńëĺäóţůóţ ěŕđęčđîâęó:
íŕčěĺíîâŕíčĺ čëč ňîâŕđíűé çíŕę čçăîňîâčňĺë˙;
óńëîâíűé ďđîőîä, ěě;
óńëîâíîĺ äŕâëĺíčĺ, ĚĎŕ (äîďóńęŕĺňń˙ óęŕçűâŕňü đŕáî÷ĺĺ äŕâëĺíčĺ č äîďóńňčěóţ ňĺěďĺđŕňóđó);
íŕďđŕâëĺíčĺ ďîňîęŕ ńđĺäű;
ěŕđęó ěŕňĺđčŕëŕ ęîđďóńŕ.
5.2.3. Äë˙ čçăîňŕâëčâŕĺěîăî čëč ěîíňčđóĺěîăî ńîńóäŕ ęîëč÷ĺńňâî, ňčď ŕđěŕňóđű č ěĺńňŕ óńňŕíîâęč äîëćíű âűáčđŕňüń˙ đŕçđŕáîň÷čęîě ďđîĺęňŕ ńîńóäŕ čńőîä˙ čç îćčäŕĺěűő óńëîâčé ýęńďëóŕňŕöčč, îňđŕćĺííűő â ňĺőíč÷ĺńęîě çŕäŕíčč íŕ ńîńóä č ňđĺáîâŕíčé Ďđŕâčë ďî ńîńóäŕě.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ęîëč÷ĺńňâî, ňčď ŕđěŕňóđű č ěĺńňŕ óńňŕíîâęč ěîăóň áűňü óňî÷íĺíű đŕçđŕáîň÷čęîě ďđîĺęňŕ đĺěîíňŕ ńîńóäŕ čńőîä˙ čç ęîíęđĺňíűő óńëîâčé ýęńďëóŕňŕöčč č ń ó÷ĺňîě ňđĺáîâŕíčé íŕńňî˙ůčő Ďđŕâčë.
5.2.4. Íŕ ěŕőîâčęĺ çŕďîđíîé ŕđěŕňóđű äîëćíî áűňü óęŕçŕíî íŕďđŕâëĺíčĺ ĺăî âđŕůĺíč˙ ďđč îňęđűâŕíčč čëč çŕęđűâŕíčč ŕđěŕňóđű.
5.2.5. Ńîńóäű äë˙ âçđűâî- č ďîćŕđîîďŕńíűő âĺůĺńňâ, âĺůĺńňâ 1 č 2 ęëŕńńîâ îďŕńíîńňč â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč, ŕ ňŕęćĺ čńďŕđčňĺëč ń îăíĺâűě čëč ăŕçîâűě îáîăđĺâîě äîëćíű čěĺňü íŕ ďîäâîä˙ůĺé ëčíčč îň íŕńîńŕ čëč ęîěďđĺńńîđŕ îáđŕňíűé ęëŕďŕí, ŕâňîěŕňč÷ĺńęč çŕęđűâŕţůčéń˙ äŕâëĺíčĺě čç ńîńóäŕ. Îáđŕňíűé ęëŕďŕí äîëćĺí óńňŕíŕâëčâŕňüń˙ ěĺćäó íŕńîńîě (ęîěďđĺńńîđîě) č çŕďîđíîé ŕđěŕňóđîé ńîńóäŕ.
5.2.6. Ŕđěŕňóđŕ ń óńëîâíűě ďđîőîäîě áîëĺĺ 20 ěě, čçăîňîâëĺííŕ˙ čç ëĺăčđîâŕííîé ńňŕëč čëč öâĺňíűő ěĺňŕëëîâ, äîëćíŕ čěĺňü ďŕńďîđň óńňŕíîâëĺííîé ôîđěű, â ęîňîđîě äîëćíű áűňü óęŕçŕíű äŕííűĺ ďî őčěč÷ĺńęîěó ńîńňŕâó, ěĺőŕíč÷ĺńęčě ńâîéńňâŕě, đĺćčěŕě ňĺđěîîáđŕáîňęč č đĺçóëüňŕňŕě ęîíňđîë˙ ęŕ÷ĺńňâŕ čçăîňîâëĺíč˙ íĺđŕçđóřŕţůčěč ěĺňîäŕěč.
Ŕđěŕňóđó, čěĺţůóţ ěŕđęčđîâęó â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč, íî íĺ čěĺţůóţ ďŕńďîđňŕ, äîďóńęŕĺňń˙ ďđčěĺí˙ňü ďîńëĺ ďđîâĺäĺíč˙ đĺâčçčč ŕđěŕňóđű, čńďűňŕíč˙, ďđîâĺđęč ěŕđęč ěŕňĺđčŕëŕ č ńîńňŕâëĺíč˙ ďŕńďîđňîâ íŕ ýňó ŕđěŕňóđó.
5.3. Ěŕíîěĺňđű
5.3.1. Ęŕćäűé ńîńóä č ńŕěîńňî˙ňĺëüíűĺ ďîëîńňč ń đŕçíűěč äŕâëĺíč˙ěč äîëćíű áűňü ńíŕáćĺíű ěŕíîěĺňđŕěč ďđ˙ěîăî äĺéńňâč˙. Ěŕíîěĺňđ óńňŕíŕâëčâŕĺňń˙ íŕ řňóöĺđĺ ńîńóäŕ čëč ňđóáîďđîâîäĺ ěĺćäó ńîńóäîě č çŕďîđíîé ŕđěŕňóđîé.
5.3.2. Ěŕíîěĺňđű äîëćíű čěĺňü ęëŕńń ňî÷íîńňč íĺ íčćĺ: 2,5 - ďđč đŕáî÷ĺě äŕâëĺíčč ńîńóäŕ äî 2,5 ĚĎŕ (25 ęăń/ńě2), 1,5 - ďđč đŕáî÷ĺě äŕâëĺíčč ńîńóäŕ ńâűřĺ 2,5 ĚĎŕ (25 ęăń/ńě2).
5.3.3. Ěŕíîěĺňđ äîëćĺí âűáčđŕňüń˙ ń ňŕęîé řęŕëîé, ÷ňîáű ďđĺäĺë čçěĺđĺíč˙ đŕáî÷ĺăî äŕâëĺíč˙ íŕőîäčëń˙ âî âňîđîé ňđĺňč řęŕëű.
5.3.4. Íŕ řęŕëĺ ěŕíîěĺňđŕ äîëćíŕ áűňü íŕíĺńĺíŕ ęđŕńíŕ˙ ÷ĺđňŕ, óęŕçűâŕţůŕ˙ đŕáî÷ĺĺ äŕâëĺíčĺ â ńîńóäĺ. Âçŕěĺí ęđŕńíîé ÷ĺđňű đŕçđĺřŕĺňń˙ ďđčęđĺďë˙ňü ę ęîđďóńó ěŕíîěĺňđŕ ěĺňŕëëč÷ĺńęóţ ďëŕńňčíó, îęđŕřĺííóţ â ęđŕńíűé öâĺň č ďëîňíî ďđčëĺăŕţůóţ ę ńňĺęëó ěŕíîěĺňđŕ.
5.3.5. Ěŕíîěĺňđ äîëćĺí áűňü óńňŕíîâëĺí ňŕę, ÷ňîáű ĺăî ďîęŕçŕíč˙ áűëč îň÷ĺňëčâî âčäíű îáńëóćčâŕţůĺěó ďĺđńîíŕëó.
5.3.6. Íîěčíŕëüíűé äčŕěĺňđ ęîđďóńŕ ěŕíîěĺňđîâ, óńňŕíŕâëčâŕĺěűő íŕ âűńîňĺ äî 2 ě îň óđîâí˙ ďëîůŕäęč íŕáëţäĺíč˙ çŕ íčěč, äîëćĺí áűňü íĺ ěĺíĺĺ 100 ěě, íŕ âűńîňĺ îň 2 äî 3 ě - íĺ ěĺíĺĺ 160 ěě.
Óńňŕíîâęŕ ěŕíîěĺňđîâ íŕ âűńîňĺ áîëĺĺ 3 ě îň óđîâí˙ ďëîůŕäęč íĺ đŕçđĺřŕĺňń˙.
5.3.7. Ěĺćäó ěŕíîěĺňđîě č ńîńóäîě äîëćĺí áűňü óńňŕíîâëĺí ňđĺőőîäîâîé ęđŕí čëč çŕěĺí˙ţůĺĺ ĺăî óńňđîéńňâî, ďîçâîë˙ţůĺĺ ďđîâîäčňü ďĺđčîäč÷ĺńęóţ ďđîâĺđęó řňŕňíîăî ěŕíîěĺňđŕ ń ďîěîůüţ ęîíňđîëüíîăî ěŕíîěĺňđŕ.
 íĺîáőîäčěűő ńëó÷ŕ˙ő ěŕíîěĺňđ â çŕâčńčěîńňč îň óńëîâčé đŕáîňű č ńâîéńňâ ńđĺäű, íŕőîä˙ůĺéń˙ â ńîńóäĺ, äîëćĺí ńíŕáćŕňüń˙ čëč ńčôîííîé ňđóáęîé, čëč ěŕńë˙íűě áóôĺđîě, čëč äđóăčěč óńňđîéńňâŕěč, ďđĺäîőđŕí˙ţůčěč ĺăî îň íĺďîńđĺäńňâĺííîăî âîçäĺéńňâč˙ ńđĺäű č ňĺěďĺđŕňóđű č îáĺńďĺ÷čâŕţůčěč ĺăî íŕäĺćíóţ đŕáîňó.
5.3.8. Íŕ ńîńóäŕő, đŕáîňŕţůčő ďîä äŕâëĺíčĺě âűřĺ 2,5 ĚĎŕ (25 ęăń/ńě2) čëč ďđč ňĺěďĺđŕňóđĺ ńđĺäű âűřĺ 250 °C, ŕ ňŕęćĺ ń âçđűâîîďŕńíîé ńđĺäîé čëč âđĺäíűěč âĺůĺńňâŕěč 1 č 2 ęëŕńńîâ îďŕńíîńňč â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč âěĺńňî ňđĺőőîäîâîăî ęđŕíŕ äîďóńęŕĺňń˙ óńňŕíîâęŕ îňäĺëüíîăî řňóöĺđŕ ń çŕďîđíűě îđăŕíîě äë˙ ďîäńîĺäčíĺíč˙ ęîíňđîëüíîăî ěŕíîěĺňđŕ.
Íŕ ńňŕöčîíŕđíűő ńîńóäŕő ďđč íŕëč÷čč âîçěîćíîńňč ďđîâĺđęč ěŕíîěĺňđŕ â ńđîęč, óńňŕíîâëĺííűĺ Ďđŕâčëŕěč ďî ńîńóäŕě, ďóňĺě ńí˙ňč˙ ĺăî ń ńîńóäŕ óńňŕíîâęŕ ňđĺőőîäîâîăî ęđŕíŕ čëč çŕěĺí˙ţůĺăî ĺăî óńňđîéńňâŕ íĺîá˙çŕňĺëüíŕ.
Íŕ ďĺđĺäâčćíűő ńîńóäŕő íĺîáőîäčěîńňü óńňŕíîâęč ňđĺőőîäîâîăî ęđŕíŕ îďđĺäĺë˙ĺňń˙ đŕçđŕáîň÷čęîě ďđîĺęňŕ.
5.3.9. Ěŕíîěĺňđű č ńîĺäčí˙ţůčĺ čő ń ńîńóäîě ňđóáîďđîâîäű äîëćíű áűňü çŕůčůĺíű îň çŕěĺđçŕíč˙.
5.3.10. Ěŕíîěĺňđ íĺ äîďóńęŕĺňń˙ ę ďđčěĺíĺíčţ â ńëó÷ŕ˙ő, ęîăäŕ:
îňńóňńňâóĺň ďëîěáŕ čëč ęëĺéěî ń îňěĺňęîé î ďđîâĺäĺíčč ďîâĺđęč;
ďđîńđî÷ĺí ńđîę ďîâĺđęč;
ńňđĺëęŕ ďđč ĺăî îňęëţ÷ĺíčč íĺ âîçâđŕůŕĺňń˙ ę íóëĺâîěó ďîęŕçŕíčţ řęŕëű íŕ âĺëč÷číó, ďđĺâűřŕţůóţ ďîëîâčíó äîďóńęŕĺěîé ďîăđĺříîńňč äë˙ äŕííîăî ďđčáîđŕ;
đŕçáčňî ńňĺęëî čëč čěĺţňń˙ ďîâđĺćäĺíč˙, ęîňîđűĺ ěîăóň îňđŕçčňüń˙ íŕ ďđŕâčëüíîńňč ĺăî ďîęŕçŕíčé.
5.3.11. Ďîâĺđęŕ ěŕíîěĺňđîâ ń čő îďëîěáčđîâŕíčĺě čëč ęëĺéěĺíčĺě äîëćíŕ ďđîčçâîäčňüń˙ íĺ đĺćĺ îäíîăî đŕçŕ â 12 ěĺń. Ęđîěĺ ňîăî, íĺ đĺćĺ îäíîăî đŕçŕ â 6 ěĺń. ńëóćáîé ęîíňđîëüíî-čçěĺđčňĺëüíűő ďđčáîđîâ (ĘČĎ) ýęńďëóŕňčđóţůĺé îđăŕíčçŕöčč äîëćíŕ ďđîčçâîäčňü äîďîëíčňĺëüíóţ ďđîâĺđęó đŕáî÷čő ěŕíîěĺňđîâ ęîíňđîëüíűě ěŕíîěĺňđîě ń çŕďčńüţ đĺçóëüňŕňîâ â ćóđíŕë ęîíňđîëüíűő ďđîâĺđîę. Ďđč îňńóňńňâčč ęîíňđîëüíîăî ěŕíîěĺňđŕ äîďóńęŕĺňń˙ äîďîëíčňĺëüíóţ ďđîâĺđęó ďđîčçâîäčňü ďđîâĺđĺííűě đŕáî÷čě ěŕíîěĺňđîě, čěĺţůčě ń ďđîâĺđ˙ĺěűě ěŕíîěĺňđîě îäčíŕęîâóţ řęŕëó č ęëŕńń ňî÷íîńňč.
Ďîđ˙äîę č ńđîęč ďđîâĺđęč čńďđŕâíîńňč ěŕíîěĺňđîâ îáńëóćčâŕţůčě ďĺđńîíŕëîě â ďđîöĺńńĺ ýęńďëóŕňŕöčč ńîńóäîâ íŕ ÎČŔÝ äîëćíű îďđĺäĺë˙ňüń˙ číńňđóęöčĺé ďî đĺćčěó đŕáîňű č áĺçîďŕńíîěó îáńëóćčâŕíčţ ńîńóäîâ, óňâĺđćäĺííîé đóęîâîäńňâîě îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ.
5.4. Ďđčáîđű äë˙ čçěĺđĺíč˙ ňĺěďĺđŕňóđű
5.4.1. Ńîńóäű, đŕáîňŕţůčĺ ďđč čçěĺí˙ţůĺéń˙ ňĺěďĺđŕňóđĺ ńňĺíîę, äîëćíű áűňü ńíŕáćĺíű ďđčáîđŕěč äë˙ ęîíňđîë˙ ńęîđîńňč č đŕâíîěĺđíîńňč ďđîăđĺâŕ ďî äëčíĺ č âűńîňĺ ńîńóäŕ č đĺďĺđŕěč äë˙ ęîíňđîë˙ ňĺďëîâűő ďĺđĺěĺůĺíčé.
Íĺîáőîäčěîńňü îńíŕůĺíč˙ ńîńóäîâ óęŕçŕííűěč ďđčáîđŕěč č đĺďĺđŕěč, ŕ ňŕęćĺ äîďóńňčěŕ˙ ńęîđîńňü ďđîăđĺâŕ č îőëŕćäĺíč˙ ńîńóäîâ îďđĺäĺë˙ţňń˙ đŕçđŕáîň÷čęîě ďđîĺęňŕ č óęŕçűâŕţňń˙ čçăîňîâčňĺëĺě â ďŕńďîđňŕő ńîńóäîâ čëč â číńňđóęöč˙ő ďî ěîíňŕćó č ýęńďëóŕňŕöčč.
5.5. Ďđĺäîőđŕíčňĺëüíűĺ óńňđîéńňâŕ îň ďîâűřĺíč˙ äŕâëĺíč˙
5.5.1. Ęŕćäűé ńîńóä (ďîëîńňü ęîěáčíčđîâŕííîăî ńîńóäŕ) äîëćĺí áűňü ńíŕáćĺí ďđĺäîőđŕíčňĺëüíűěč óńňđîéńňâŕěč îň ďîâűřĺíč˙ äŕâëĺíč˙ âűřĺ äîďóńňčěîăî çíŕ÷ĺíč˙.
5.5.2.  ęŕ÷ĺńňâĺ ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ ďđčěĺí˙ţňń˙:
ďđóćčííűĺ ďđĺäîőđŕíčňĺëüíűĺ ęëŕďŕíű;
đű÷ŕćíî-ăđóçîâűĺ ďđĺäîőđŕíčňĺëüíűĺ ęëŕďŕíű;
čěďóëüńíűĺ ďđĺäîőđŕíčňĺëüíűĺ óńňđîéńňâŕ (ČĎÓ), ńîńňî˙ůčĺ čç ăëŕâíîăî ďđĺäîőđŕíčňĺëüíîăî ęëŕďŕíŕ (ĂĎĘ) č óďđŕâë˙ţůĺăî čěďóëüńíîăî ęëŕďŕíŕ (ČĎĘ) ďđ˙ěîăî äĺéńňâč˙;
ďđĺäîőđŕíčňĺëüíűĺ óńňđîéńňâŕ ń đŕçđóřŕţůčěčń˙ ěĺěáđŕíŕěč (ěĺěáđŕííűĺ ďđĺäîőđŕíčňĺëüíűĺ óńňđîéńňâŕ - ĚĎÓ);
äđóăčĺ óńňđîéńňâŕ, ďđčěĺíĺíčĺ ęîňîđűő ďđĺäóńěîňđĺíî ďđîĺęňîě.
Óńňŕíîâęŕ đű÷ŕćíî-ăđóçîâűő ęëŕďŕíîâ íŕ ďĺđĺäâčćíűő ńîńóäŕő íĺ äîďóńęŕĺňń˙.
5.5.3. Ęîíńňđóęöč˙ ďđóćčííîăî ęëŕďŕíŕ äîëćíŕ čńęëţ÷ŕňü âîçěîćíîńňü çŕň˙ćęč ďđóćčíű ńâĺđő óńňŕíîâëĺííîé âĺëč÷číű, ŕ ďđóćčíŕ äîëćíŕ áűňü çŕůčůĺíŕ îň íĺäîďóńňčěîăî íŕăđĺâŕ (îőëŕćäĺíč˙) č íĺďîńđĺäńňâĺííîăî âîçäĺéńňâč˙ đŕáî÷ĺé ńđĺäű, ĺńëč îíŕ îęŕçűâŕĺň âđĺäíîĺ äĺéńňâčĺ íŕ ěŕňĺđčŕë ďđóćčíű.
5.5.4. Ęîíńňđóęöč˙ ďđóćčííîăî ęëŕďŕíŕ äîëćíŕ ďđĺäóńěŕňđčâŕňü óńňđîéńňâî äë˙ ďđîâĺđęč čńďđŕâíîńňč äĺéńňâč˙ ęëŕďŕíŕ â đŕáî÷ĺě ńîńňî˙íčč ďóňĺě ďđčíóäčňĺëüíîăî îňęđűâŕíč˙ ĺăî âî âđĺě˙ đŕáîňű.
Äîďóńęŕĺňń˙ óńňŕíîâęŕ ďđĺäîőđŕíčňĺëüíűő ęëŕďŕíîâ áĺç ďđčńďîńîáëĺíč˙ äë˙ ďđčíóäčňĺëüíîăî îňęđűâŕíč˙, ĺńëč ňŕęîĺ îňęđűâŕíčĺ íĺćĺëŕňĺëüíî ďî ńâîéńňâŕě ńđĺäű (âçđűâîîďŕńíŕ˙, ăîđţ÷ŕ˙, 1 č 2 ęëŕńńîâ îďŕńíîńňč) čëč ďî óńëîâč˙ě ňĺőíîëîăč÷ĺńęîăî ďđîöĺńńŕ.  ýňîě ńëó÷ŕĺ ńđŕáŕňűâŕíčĺ ęëŕďŕíîâ äîëćíî ďđîâĺđ˙ňüń˙ íŕ ńňĺíäŕő.
5.5.5. Ĺńëč ďđîĺęňíîĺ äŕâëĺíčĺ ńîńóäŕ đŕâíî čëč áîëüřĺ äŕâëĺíč˙ ďčňŕţůĺăî čńňî÷íčęŕ č â ńîńóäĺ čńęëţ÷ĺíŕ âîçěîćíîńňü ďîâűřĺíč˙ äŕâëĺíč˙ îň őčěč÷ĺńęîé đĺŕęöčč čëč îáîăđĺâŕ, ňî óńňŕíîâęŕ íŕ íĺě ďđĺäîőđŕíčňĺëüíîăî ęëŕďŕíŕ č ěŕíîěĺňđŕ íĺîá˙çŕňĺëüíŕ.
5.5.6. Ńîńóä, đŕńń÷čňŕííűé íŕ äŕâëĺíčĺ, ěĺíüřĺĺ äŕâëĺíč˙ ďčňŕţůĺăî ĺăî čńňî÷íčęŕ, äîëćĺí čěĺňü íŕ ďîäâîä˙ůĺě ňđóáîďđîâîäĺ ŕâňîěŕňč÷ĺńęîĺ đĺäóöčđóţůĺĺ óńňđîéńňâî ń ěŕíîěĺňđîě č ďđĺäîőđŕíčňĺëüíűě óńňđîéńňâîě, óńňŕíîâëĺííűěč íŕ ńňîđîíĺ ěĺíüřĺăî äŕâëĺíč˙ ďîńëĺ đĺäóöčđóţůĺăî óńňđîéńňâŕ.
Ďđč óńňŕíîâęĺ îáâîäíîé ëčíčč (áŕéďŕńŕ) îíŕ ňŕęćĺ äîëćíŕ áűňü îńíŕůĺíŕ đĺäóöčđóţůčě óńňđîéńňâîě.
5.5.7. Äë˙ ăđóďďű ńîńóäîâ, đŕáîňŕţůčő ďđč îäíîě č ňîě ćĺ äŕâëĺíčč, äîďóńęŕĺňń˙ óńňŕíîâęŕ îäíîăî đĺäóöčđóţůĺăî óńňđîéńňâŕ ń ěŕíîěĺňđîě č ďđĺäîőđŕíčňĺëüíűě ęëŕďŕíîě íŕ îáůĺě ďîäâîä˙ůĺě ňđóáîďđîâîäĺ äî ďĺđâîăî îňâĺňâëĺíč˙ ę îäíîěó čç ńîńóäîâ.
 ýňîě ńëó÷ŕĺ óńňŕíîâęŕ ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ íŕ ńŕěčő ńîńóäŕő íĺîá˙çŕňĺëüíŕ, ĺńëč â íčő čńęëţ÷ĺíŕ âîçěîćíîńňü ďîâűřĺíč˙ äŕâëĺíč˙.
5.5.8. Ĺńëč ŕâňîěŕňč÷ĺńęîĺ đĺäóöčđóţůĺĺ óńňđîéńňâî âńëĺäńňâčĺ ôčçč÷ĺńęčő ńâîéńňâ đŕáî÷ĺé ńđĺäű íĺ ěîćĺň íŕäĺćíî đŕáîňŕňü, äîďóńęŕĺňń˙ óńňŕíîâęŕ đĺăóë˙ňîđŕ đŕńőîäŕ. Ďđč ýňîě äîëćíŕ ďđĺäóńěŕňđčâŕňüń˙ çŕůčňŕ îň ďîâűřĺíč˙ äŕâëĺíč˙.
5.5.9. Ęîëč÷ĺńňâî ďđĺäîőđŕíčňĺëüíűő ęëŕďŕíîâ, čő đŕçěĺđű č ďđîďóńęíŕ˙ ńďîńîáíîńňü äîëćíű áűňü âűáđŕíű čç đŕń÷ĺňŕ, ÷ňîáű â ńîńóäĺ íĺ ńîçäŕâŕëîńü äŕâëĺíčĺ, ďđĺâűřŕţůĺĺ čçáűňî÷íîĺ đŕáî÷ĺĺ áîëĺĺ ÷ĺě íŕ 0,05 ĚĎŕ (0,5 ęăń/ńě2) äë˙ ńîńóäîâ ń äŕâëĺíčĺě äî 0,3 ĚĎŕ (3 ęăń/ńě2), íŕ 15 % - äë˙ ńîńóäîâ ń äŕâëĺíčĺě îň 3 äî 6,0 ĚĎŕ (30 - 60 ęăń/ńě2) č íŕ 10 % - äë˙ ńîńóäîâ ń äŕâëĺíčĺě ńâűřĺ 6,0 ĚĎŕ (60 ęăń/ńě2).
Ďđč đŕáîňŕţůčő ďđĺäîőđŕíčňĺëüíűő ęëŕďŕíŕő äîďóńęŕĺňń˙ ďđĺâűřĺíčĺ äŕâëĺíč˙ â ńîńóäĺ íĺ áîëĺĺ ÷ĺě íŕ 25 % đŕáî÷ĺăî ďđč óńëîâčč, ÷ňî ýňî ďđĺâűřĺíčĺ ďđĺäóńěîňđĺíî ďđîĺęňîě č îňđŕćĺíî â ďŕńďîđňĺ ńîńóäŕ.
5.5.10. Ďđîďóńęíŕ˙ ńďîńîáíîńňü ďđĺäîőđŕíčňĺëüíîăî ęëŕďŕíŕ îďđĺäĺë˙ĺňń˙ â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč.
5.5.11. Ďđĺäîőđŕíčňĺëüíîĺ óńňđîéńňâî čçăîňîâčňĺëĺě äîëćíî ďîńňŕâë˙ňüń˙ ń ďŕńďîđňîě č číńňđóęöčĺé ďî ýęńďëóŕňŕöčč.
 ďŕńďîđňĺ íŕđ˙äó ń äđóăčěč ńâĺäĺíč˙ěč äîëćĺí áűňü óęŕçŕí ęîýôôčöčĺíň đŕńőîäŕ ęëŕďŕíŕ äë˙ ńćčěŕĺěűő č íĺńćčěŕĺěűő ńđĺä, ŕ ňŕęćĺ ďëîůŕäü, ę ęîňîđîé îí îňíĺńĺí.
5.5.12. Ďđĺäîőđŕíčňĺëüíűĺ óńňđîéńňâŕ äîëćíű óńňŕíŕâëčâŕňüń˙ íŕ ďŕňđóáęŕő čëč ňđóáîďđîâîäŕő, íĺďîńđĺäńňâĺííî ďđčńîĺäčíĺííűő ę ńîńóäó.
Ďđčńîĺäčíčňĺëüíűĺ ňđóáîďđîâîäű ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ (ďîäâîä˙ůčĺ, îňâîä˙ůčĺ č äđĺíŕćíűĺ) äîëćíű áűňü çŕůčůĺíű îň çŕěĺđçŕíč˙ â íčő đŕáî÷ĺé ńđĺäű.
Ďđč óńňŕíîâęĺ íŕ îäíîě ďŕňđóáęĺ (ňđóáîďđîâîäĺ) íĺńęîëüęčő ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ ďëîůŕäü ďîďĺđĺ÷íîăî ńĺ÷ĺíč˙ ďŕňđóáęŕ (ňđóáîďđîâîäŕ) äîëćíŕ áűňü íĺ ěĺíĺĺ 1,25 ńóěěŕđíîé ďëîůŕäč ńĺ÷ĺíč˙ ęëŕďŕíîâ, óńňŕíîâëĺííűő íŕ íĺě.
Ďđč îďđĺäĺëĺíčč ńĺ÷ĺíč˙ ďđčńîĺäčíčňĺëüíűő ňđóáîďđîâîäîâ äëčíîé áîëĺĺ 1000 ěě íĺîáőîäčěî ňŕęćĺ ó÷čňűâŕňü âĺëč÷číó čő ńîďđîňčâëĺíčé.
Îňáîđ đŕáî÷ĺé ńđĺäű čç ďŕňđóáęîâ (č íŕ ó÷ŕńňęŕő ďđčńîĺäčíčňĺëüíűő ňđóáîďđîâîäîâ îň ńîńóäŕ äî ęëŕďŕíîâ), íŕ ęîňîđűő óńňŕíîâëĺíű ďđĺäîőđŕíčňĺëüíűĺ óńňđîéńňâŕ, íĺ äîďóńęŕĺňń˙.
5.5.13. Ďđĺäîőđŕíčňĺëüíűĺ óńňđîéńňâŕ äîëćíű áűňü đŕçěĺůĺíű â ěĺńňŕő, äîńňóďíűő äë˙ čő îáńëóćčâŕíč˙.
5.5.14. Óńňŕíîâęŕ çŕďîđíîé ŕđěŕňóđű ěĺćäó ńîńóäîě č ďđĺäîőđŕíčňĺëüíűě óńňđîéńňâîě, ŕ ňŕęćĺ çŕ íčě íĺ äîďóńęŕĺňń˙.
5.5.15. Ŕđěŕňóđŕ ďĺđĺä (çŕ) ďđĺäîőđŕíčňĺëüíűě óńňđîéńňâîě ěîćĺň áűňü óńňŕíîâëĺíŕ ďđč óńëîâčč ěîíňŕćŕ äâóő ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ č áëîęčđîâęč, čńęëţ÷ŕţůĺé âîçěîćíîńňü îäíîâđĺěĺííîăî čő îňęëţ÷ĺíč˙.  ýňîě ńëó÷ŕĺ ęŕćäűé čç íčő äîëćĺí čěĺňü ďđîďóńęíóţ ńďîńîáíîńňü, ďđĺäóńěîňđĺííóţ ďóíęňîě 5.5.9 íŕńňî˙ůčő Ďđŕâčë.
Ďđč óńňŕíîâęĺ ăđóďďű ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ č ŕđěŕňóđű ďĺđĺä (çŕ) íčěč áëîęčđîâęŕ äîëćíŕ áűňü âűďîëíĺíŕ ňŕęčě îáđŕçîě, ÷ňîáű ďđč ëţáîě ďđĺäóńěîňđĺííîě ďđîĺęňîě âŕđčŕíňĺ îňęëţ÷ĺíč˙ ęëŕďŕíîâ îńňŕţůčĺń˙ âęëţ÷ĺííűěč ďđĺäîőđŕíčňĺëüíűĺ óńňđîéńňâŕ čěĺëč ńóěěŕđíóţ ďđîďóńęíóţ ńďîńîáíîńňü, ďđĺäóńěîňđĺííóţ ďóíęňîě 5.5.9 íŕńňî˙ůčő Ďđŕâčë.
5.5.16. Îňâîä˙ůčĺ ňđóáîďđîâîäű ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ č čěďóëüńíűĺ ëčíčč ČĎÓ â ěĺńňŕő âîçěîćíîăî ńęîďëĺíč˙ ęîíäĺíńŕňŕ äîëćíű áűňü îáîđóäîâŕíű äđĺíŕćíűěč óńňđîéńňâŕěč äë˙ óäŕëĺíč˙ ęîíäĺíńŕňŕ.
Óńňŕíîâęŕ çŕďîđíűő îđăŕíîâ čëč äđóăîé ŕđěŕňóđű íŕ äđĺíŕćíűő ňđóáîďđîâîäŕő íĺ äîďóńęŕĺňń˙. Ńđĺäŕ, âűőîä˙ůŕ˙ čç ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ č äđĺíŕćĺé, äîëćíŕ îňâîäčňüń˙ â áĺçîďŕńíîĺ ěĺńňî.
Ńáđŕńűâŕĺěűĺ ňîęńč÷íűĺ, âçđűâî- č ďîćŕđîîďŕńíűĺ ňĺőíîëîăč÷ĺńęčĺ ńđĺäű äîëćíű íŕďđŕâë˙ňüń˙ â çŕęđűňűĺ ńčńňĺěű äë˙ äŕëüíĺéřĺé óňčëčçŕöčč čëč â ńčńňĺěű îđăŕíčçîâŕííîăî ńćčăŕíč˙.
Çŕďđĺůŕĺňń˙ îáúĺäčí˙ňü ńáđîńű, ńîäĺđćŕůčĺ âĺůĺńňâŕ, ęîňîđűĺ ńďîńîáíű ďđč ńěĺřčâŕíčč îáđŕçîâűâŕňü âçđűâîîďŕńíűĺ ńěĺńč čëč íĺńňŕáčëüíűĺ ńîĺäčíĺíč˙.
5.5.17. Ěĺěáđŕííűĺ ďđĺäîőđŕíčňĺëüíűĺ óńňđîéńňâŕ óńňŕíŕâëčâŕţňń˙:
âěĺńňî đű÷ŕćíî-ăđóçîâűő č ďđóćčííűő ďđĺäîőđŕíčňĺëüíűő ęëŕďŕíîâ, ęîăäŕ ýňč ęëŕďŕíű â đŕáî÷čő óńëîâč˙ő ęîíęđĺňíîé ńđĺäű íĺ ěîăóň áűňü ďđčěĺíĺíű âńëĺäńňâčĺ čő číĺđöčîííîńňč čëč äđóăčő ďđč÷čí;
ďĺđĺä ďđĺäîőđŕíčňĺëüíűěč ęëŕďŕíŕěč, ęîăäŕ ďđĺäîőđŕíčňĺëüíűĺ ęëŕďŕíű íĺ ěîăóň íŕäĺćíî đŕáîňŕňü âńëĺäńňâčĺ âđĺäíîăî âîçäĺéńňâč˙ đŕáî÷ĺé ńđĺäű (ęîđđîçč˙, ýđîçč˙, ďîëčěĺđčçŕöč˙, ęđčńňŕëëčçŕöč˙, ďđčęčďŕíčĺ, ďđčěĺđçŕíčĺ) čëč âîçěîćíűő óňĺ÷ĺę ÷ĺđĺç çŕęđűňűé ęëŕďŕí âçđűâî- č ďîćŕđîîďŕńíűő, ňîęńč÷íűő, ýęîëîăč÷ĺńęč âđĺäíűő č ňîěó ďîäîáíűő âĺůĺńňâ.  ýňîě ńëó÷ŕĺ äîëćíî áűňü ďđĺäóńěîňđĺíî óńňđîéńňâî, ďîçâîë˙ţůĺĺ ęîíňđîëčđîâŕňü čńďđŕâíîńňü ěĺěáđŕíű;
ďŕđŕëëĺëüíî ń ďđĺäîőđŕíčňĺëüíűěč ęëŕďŕíŕěč äë˙ óâĺëč÷ĺíč˙ ďđîďóńęíîé ńďîńîáíîńňč ńčńňĺě ńáđîńŕ äŕâëĺíč˙;
íŕ âűőîäíîé ńňîđîíĺ ďđĺäîőđŕíčňĺëüíűő ęëŕďŕíîâ äë˙ ďđĺäîňâđŕůĺíč˙ âđĺäíîăî âîçäĺéńňâč˙ đŕáî÷čő ńđĺä ńî ńňîđîíű ńáđîńíîé ńčńňĺěű č äë˙ čńęëţ÷ĺíč˙ âëč˙íč˙ ęîëĺáŕíčé ďđîňčâîäŕâëĺíč˙ ńî ńňîđîíű ýňîé ńčńňĺěű íŕ ňî÷íîńňü ńđŕáŕňűâŕíč˙ ďđĺäîőđŕíčňĺëüíűő ęëŕďŕíîâ.
Íĺîáőîäčěîńňü č ěĺńňî óńňŕíîâęč ěĺěáđŕííűő ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ č čő ęîíńňđóęöčţ îďđĺäĺë˙ĺň ďđîĺęňíŕ˙ îđăŕíčçŕöč˙.
5.5.18. Îđăŕíčçŕöč˙-čçăîňîâčňĺëü ěĺěáđŕí äîëćíŕ đŕńďîëŕăŕňü óńëîâč˙ěč äë˙ âűďîëíĺíč˙ ńîîňâĺňńňâóţůčő đŕáîň č ďîäăîňîâëĺííűě ďĺđńîíŕëîě.
5.5.19. Ďđĺäîőđŕíčňĺëüíűĺ ěĺěáđŕíű äîëćíű áűňü ěŕđęčđîâŕíű, ďđč ýňîě ěŕđęčđîâęŕ íĺ äîëćíŕ îęŕçűâŕňü âëč˙íč˙ íŕ ňî÷íîńňü ńđŕáŕňűâŕíč˙ ěĺěáđŕí.
Ńîäĺđćŕíčĺ ěŕđęčđîâęč:
íŕčěĺíîâŕíčĺ (îáîçíŕ÷ĺíčĺ) čëč ňîâŕđíűé çíŕę čçăîňîâčňĺë˙;
íîěĺđ ďŕđňčč ěĺěáđŕí;
ňčď ěĺěáđŕí;
óńëîâíűé äčŕěĺňđ;
đŕáî÷čé äčŕěĺňđ;
ěŕňĺđčŕë;
ěčíčěŕëüíîĺ č ěŕęńčěŕëüíîĺ äŕâëĺíčĺ ńđŕáŕňűâŕíč˙ ěĺěáđŕí â ďŕđňčč ďđč çŕäŕííîé ňĺěďĺđŕňóđĺ č ďđč ňĺěďĺđŕňóđĺ 20 °Ń.
Ěŕđęčđîâęŕ äîëćíŕ íŕíîńčňüń˙ ďî ęđŕĺâîěó ęîëüöĺâîěó ó÷ŕńňęó ěĺěáđŕí ëčáî ěĺěáđŕíű äîëćíű áűňü ńíŕáćĺíű ďđčęđĺďëĺííűěč ę íčě ěŕđęčđîâî÷íűěč őâîńňîâčęŕěč (ýňčęĺňęŕěč).
5.5.20. Íŕ ęŕćäóţ ďŕđňčţ ěĺěáđŕí äîëćĺí áűňü ďŕńďîđň, îôîđěëĺííűé čçăîňîâčňĺëĺě. Ńîäĺđćŕíčĺ ďŕńďîđňŕ:
íŕčěĺíîâŕíčĺ č ŕäđĺń čçăîňîâčňĺë˙;
íîěĺđ ďŕđňčč ěĺěáđŕí;
ňčď ěĺěáđŕí;
óńëîâíűé äčŕěĺňđ;
đŕáî÷čé äčŕěĺňđ;
ěŕňĺđčŕë;
ěčíčěŕëüíîĺ č ěŕęńčěŕëüíîĺ äŕâëĺíčĺ ńđŕáŕňűâŕíč˙ ěĺěáđŕí â ďŕđňčč ďđč çŕäŕííîé ňĺěďĺđŕňóđĺ č ďđč ňĺěďĺđŕňóđĺ 20 °C;
ęîëč÷ĺńňâî ěĺěáđŕí â ďŕđňčč;
íŕčěĺíîâŕíčĺ ÍÄ, â ńîîňâĺňńňâčč ń ęîňîđîé čçăîňîâëĺíű ěĺěáđŕíű;
íŕčěĺíîâŕíčĺ îđăŕíčçŕöčč, ďî ňĺőíč÷ĺńęîěó çŕäŕíčţ (çŕęŕçó) ęîňîđîé čçăîňîâëĺíű ěĺěáđŕíű;
ăŕđŕíňčéíűĺ îá˙çŕňĺëüńňâŕ îđăŕíčçŕöčč-čçăîňîâčňĺë˙;
ďîđ˙äîę äîďóńęŕ ěĺěáđŕí ę ýęńďëóŕňŕöčč;
îáđŕçĺö ćóđíŕëŕ ýęńďëóŕňŕöčč ěĺěáđŕí.
Ďŕńďîđň äîëćĺí áűňü ďîäďčńŕí đóęîâîäčňĺëĺě îđăŕíčçŕöčč-čçăîňîâčňĺë˙, ďîäďčńü ęîňîđîăî ńęđĺďë˙ĺňń˙ ďĺ÷ŕňüţ.
Ę ďŕńďîđňó äîëćíŕ áűňü ďđčëîćĺíŕ ňĺőíč÷ĺńęŕ˙ äîęóěĺíňŕöč˙ íŕ ďđîňčâîâŕęóóěíűĺ îďîđű, çŕćčěŕţůčĺ č äđóăčĺ ýëĺěĺíňű, â ńáîđĺ ń ęîňîđűěč äîďóńęŕţňń˙ ę ýęńďëóŕňŕöčč ěĺěáđŕíű äŕííîé ďŕđňčč. Ňĺőíč÷ĺńęŕ˙ äîęóěĺíňŕöč˙ íĺ ďđčëŕăŕĺňń˙, ĺńëč ěĺěáđŕíű čçăîňîâëĺíű ďđčěĺíčňĺëüíî ę óćĺ čěĺţůčěń˙ ó ďîňđĺáčňĺë˙ óçëŕě ęđĺďëĺíč˙.
5.5.21. Ďđĺäîőđŕíčňĺëüíűĺ ěĺěáđŕíű äîëćíű óńňŕíŕâëčâŕňüń˙ ňîëüęî â ďđĺäíŕçíŕ÷ĺííűĺ äë˙ íčő óçëű ęđĺďëĺíč˙.
Đŕáîňű ďî ńáîđęĺ, ěîíňŕćó č ýęńďëóŕňŕöčč ěĺěáđŕí äîëćíű âűďîëí˙ňüń˙ ńďĺöčŕëüíî îáó÷ĺííűě ďĺđńîíŕëîě.
5.5.22. Ďđĺäîőđŕíčňĺëüíűĺ ěĺěáđŕíű çŕđóáĺćíîăî ďđîčçâîäńňâŕ, čçăîňîâëĺííűĺ îđăŕíčçŕöč˙ěč, íĺ ďîäęîíňđîëüíűěč Ăîńăîđňĺőíŕäçîđó Đîńńčč, ěîăóň áűňü äîďóůĺíű ę ýęńďëóŕňŕöčč ëčřü ďđč íŕëč÷čč ńďĺöčŕëüíűő đŕçđĺřĺíčé íŕ ďđčěĺíĺíčĺ ňŕęčő ěĺěáđŕí, âűäŕâŕĺěűő Ăîńăîđňĺőíŕäçîđîě Đîńńčč â óńňŕíîâëĺííîě čě ďîđ˙äęĺ.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ěĺěáđŕíű çŕđóáĺćíîăî ďđîčçâîäńňâŕ ěîăóň áűňü äîďóůĺíű ę ýęńďëóŕňŕöčč ďđč íŕëč÷čč đŕçđĺřĺíčé íŕ ďđčěĺíĺíčĺ ňŕęčő ěĺěáđŕí, âűäŕâŕĺěűő Ăîńŕňîěíŕäçîđîě Đîńńčč â óńňŕíîâëĺííîě čě ďîđ˙äęĺ.
5.5.23. Ěĺěáđŕííűĺ ďđĺäîőđŕíčňĺëüíűĺ óńňđîéńňâŕ äîëćíű đŕçěĺůŕňüń˙ â ěĺńňŕő, îňęđűňűő č äîńňóďíűő äë˙ îńěîňđŕ č ěîíňŕćŕ-äĺěîíňŕćŕ; ďđčńîĺäčíčňĺëüíűĺ ňđóáîďđîâîäű äîëćíű áűňü çŕůčůĺíű îň çŕěĺđçŕíč˙ â íčő đŕáî÷ĺé ńđĺäű, ŕ óńňđîéńňâŕ äîëćíű óńňŕíŕâëčâŕňüń˙ íŕ ďŕňđóáęŕő čëč ňđóáîďđîâîäŕő, íĺďîńđĺäńňâĺííî ďđčńîĺäčíĺííűő ę ńîńóäó.
5.5.24. Ďđč óńňŕíîâęĺ ěĺěáđŕííîăî ďđĺäîőđŕíčňĺëüíîăî óńňđîéńňâŕ ďîńëĺäîâŕňĺëüíî ń ďđĺäîőđŕíčňĺëüíűě ęëŕďŕíîě (ďĺđĺä ęëŕďŕíîě čëč çŕ íčě) ďîëîńňü ěĺćäó ěĺěáđŕíîé č ęëŕďŕíîě äîëćíŕ ńîîáůŕňüń˙ îňâîäíîé ňđóáęîé ń ńčăíŕëüíűě ěŕíîěĺňđîě (äë˙ ęîíňđîë˙ čńďđŕâíîńňč ěĺěáđŕí).
5.5.25. Äîďóńęŕĺňń˙ óńňŕíîâęŕ ďĺđĺęëţ÷ŕţůĺăî óńňđîéńňâŕ ďĺđĺä ěĺěáđŕííűěč ďđĺäîőđŕíčňĺëüíűěč óńňđîéńňâŕěč ďđč íŕëč÷čč óäâîĺííîăî ÷čńëŕ ěĺěáđŕííűő óńňđîéńňâ ń îáĺńďĺ÷ĺíčĺě çŕůčňű ńîńóäŕ îň ďđĺâűřĺíč˙ äŕâëĺíč˙ ďđč ëţáîě ďîëîćĺíčč ďĺđĺęëţ÷ŕţůĺăî óńňđîéńňâŕ.
5.5.26. Ďîđ˙äîę č ńđîęč ďđîâĺđęč čńďđŕâíîńňč äĺéńňâč˙ ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ â çŕâčńčěîńňč îň óńëîâčé ňĺőíîëîăč÷ĺńęîăî ďđîöĺńńŕ äîëćíű áűňü óęŕçŕíű â číńňđóęöčč ďî ýęńďëóŕňŕöčč ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ, óňâĺđćäĺííîé đóęîâîäńňâîě ýęńďëóŕňčđóţůĺé îđăŕíčçŕöčč ÎČŔÝ â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Đĺçóëüňŕňű ďđîâĺđęč čńďđŕâíîńňč ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ, ńâĺäĺíč˙ îá čő íŕńňđîéęĺ çŕďčńűâŕţňń˙ â ńěĺííűé ćóđíŕë đŕáîňű ńîńóäîâ ëčöŕěč, âűďîëí˙ţůčěč óęŕçŕííűĺ îďĺđŕöčč.
5.6. Óęŕçŕňĺëč óđîâí˙ ćčäęîńňč
5.6.1. Ďđč íĺîáőîäčěîńňč ęîíňđîë˙ óđîâí˙ ćčäęîńňč â ńîńóäŕő, čěĺţůčő ăđŕíčöó đŕçäĺëŕ ńđĺä, äîëćíű ďđčěĺí˙ňüń˙ óęŕçŕňĺëč óđîâí˙.
Ęđîěĺ óęŕçŕňĺëĺé óđîâí˙, íŕ ńîńóäŕő ěîăóň óńňŕíŕâëčâŕňüń˙ çâóęîâűĺ, ńâĺňîâűĺ č äđóăčĺ ńčăíŕëčçŕňîđű č áëîęčđîâęč ďî óđîâíţ.
5.6.2. Óęŕçŕňĺëč óđîâí˙ ćčäęîńňč äîëćíű óńňŕíŕâëčâŕňüń˙ â ńîîňâĺňńňâčč ń číńňđóęöčĺé čçăîňîâčňĺë˙, ďđč ýňîě äîëćíŕ áűňü îáĺńďĺ÷ĺíŕ őîđîřŕ˙ âčäčěîńňü ýňîăî óđîâí˙.
5.6.3. Íŕ ńîńóäŕő, îáîăđĺâŕĺěűő ďëŕěĺíĺě čëč ăîđ˙÷čěč ăŕçŕěč, ó ęîňîđűő âîçěîćíî ďîíčćĺíčĺ óđîâí˙ ćčäęîńňč íčćĺ äîďóńňčěîăî, äîëćíî áűňü óńňŕíîâëĺíî íĺ ěĺíĺĺ äâóő óęŕçŕňĺëĺé óđîâí˙ ďđ˙ěîăî äĺéńňâč˙.
5.6.4. Ęîíńňđóęöč˙, ęîëč÷ĺńňâî č ěĺńňŕ óńňŕíîâęč óęŕçŕňĺëĺé óđîâí˙ îďđĺäĺë˙ţňń˙ đŕçđŕáîň÷čęîě ďđîĺęňŕ.
5.6.5. Íŕ ęŕćäîě óęŕçŕňĺëĺ óđîâí˙ ćčäęîńňč äîëćíű áűňü îňěĺ÷ĺíű äîďóńňčěűĺ âĺđőíčé č íčćíčé óđîâíč.
5.6.6. Âĺđőíčé č íčćíčé äîďóńňčěűĺ óđîâíč ćčäęîńňč â ńîńóäĺ óńňŕíŕâëčâŕţňń˙ đŕçđŕáîň÷čęîě ďđîĺęňŕ. Âűńîňŕ ďđîçđŕ÷íîăî óęŕçŕňĺë˙ óđîâí˙ ćčäęîńňč äîëćíŕ áűňü íĺ ěĺíĺĺ ÷ĺě íŕ 25 ěě ńîîňâĺňńňâĺííî íčćĺ íčćíĺăî č âűřĺ âĺđőíĺăî äîďóńňčěűő óđîâíĺé ćčäęîńňč.
Ďđč íĺîáőîäčěîńňč óńňŕíîâęč íĺńęîëüęčő óęŕçŕňĺëĺé ďî âűńîňĺ čő ńëĺäóĺň đŕçěĺůŕňü ňŕę, ÷ňîáű îíč îáĺńďĺ÷čâŕëč íĺďđĺđűâíîńňü ďîęŕçŕíčé óđîâí˙ ćčäęîńňč.
5.6.7. Óęŕçŕňĺëč óđîâí˙ äîëćíű áűňü ńíŕáćĺíű ŕđěŕňóđîé (ęđŕíŕěč č âĺíňčë˙ěč) äë˙ čő îňęëţ÷ĺíč˙ îň ńîńóäŕ č ďđîäóâęč ń îňâîäîě đŕáî÷ĺé ńđĺäű â áĺçîďŕńíîĺ ěĺńňî.
5.6.8. Ďđč ďđčěĺíĺíčč â óęŕçŕňĺë˙ő óđîâí˙ â ęŕ÷ĺńňâĺ ďđîçđŕ÷íîăî ýëĺěĺíňŕ ńňĺęëŕ čëč ńëţäű äë˙ ďđĺäîőđŕíĺíč˙ ďĺđńîíŕëŕ îň ňđŕâěčđîâŕíč˙ ďđč đŕçđűâĺ čő äîëćíî áűňü ďđĺäóńěîňđĺíî çŕůčňíîĺ óńňđîéńňâî.
6. ÓŃŇŔÍÎÂĘŔ, ĐĹĂČŃŇĐŔÖČß, ŇĹŐÍČ×ĹŃĘÎĹ ÎŃÂČÄĹŇĹËÜŃŇÂÎÂŔÍČĹ, ÂÂÎÄ ŃÎŃÓÄΠ ÝĘŃĎËÓŔŇŔÖČŢ
6.1. Óńňŕíîâęŕ
6.1.1. Ńîńóäű äë˙ ÎČŔÝ äîëćíű óńňŕíŕâëčâŕňüń˙ íŕ îňęđűňűő ďëîůŕäęŕő â ěĺńňŕő, čńęëţ÷ŕţůčő ńęîďëĺíčĺ ëţäĺé, čëč â îňäĺëüíî ńňî˙ůčő çäŕíč˙ő.
6.1.2. Äîďóńęŕĺňń˙ óńňŕíîâęŕ ńîńóäîâ:
â ďîěĺůĺíč˙ő, ďđčěűęŕţůčő ę ďđîčçâîäńňâĺííűě çäŕíč˙ě, ďđč óńëîâčč îňäĺëĺíč˙ čő îň çäŕíč˙ ęŕďčňŕëüíîé ńňĺíîé;
â ďđîčçâîäńňâĺííűő ďîěĺůĺíč˙ő â ńëó÷ŕ˙ő, ďđĺäóńěîňđĺííűő ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč;
ń çŕăëóáëĺíčĺě â ăđóíň ďđč óńëîâčč îáĺńďĺ÷ĺíč˙ äîńňóďŕ ę ŕđěŕňóđĺ č çŕůčňű ńňĺíîę ńîńóäŕ îň ďî÷âĺííîé ęîđđîçčč č ęîđđîçčč áëóćäŕţůčěč ňîęŕěč.
6.1.3. Íĺ đŕçđĺřŕĺňń˙ óńňŕíîâęŕ ńîńóäîâ, ďîäëĺćŕůčő đĺăčńňđŕöčč â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč, â ćčëűő, îáůĺńňâĺííűő č áűňîâűő çäŕíč˙ő, ŕ ňŕęćĺ â ďđčěűęŕţůčő ę íčě ďîěĺůĺíč˙ő.
6.1.4. Óńňŕíîâęŕ ńîńóäîâ äîëćíŕ čńęëţ÷ŕňü âîçěîćíîńňü čő îďđîęčäűâŕíč˙.
6.1.5. Óńňŕíîâęŕ ńîńóäîâ äîëćíŕ îáĺńďĺ÷čâŕňü âîçěîćíîńňü čő îńěîňđŕ, đĺěîíňŕ č î÷čńňęč ń âíóňđĺííĺé č íŕđóćíîé ńňîđîí.
Äë˙ óäîáńňâŕ îáńëóćčâŕíč˙ ńîńóäîâ íŕ ÎČŔÝ äîëćíű áűňü óńňđîĺíű ďëîůŕäęč č ëĺńňíčöű. Äë˙ îńěîňđŕ č đĺěîíňŕ ńîńóäîâ ěîăóň ďđčěĺí˙ňüń˙ ëţëüęč č äđóăčĺ ďđčńďîńîáëĺíč˙. Óęŕçŕííűĺ óńňđîéńňâŕ íĺ äîëćíű íŕđóřŕňü ďđî÷íîńňč č óńňîé÷čâîńňč ńîńóäŕ, ŕ ďđčâŕđęŕ čő ę ńîńóäó äîëćíŕ áűňü âűďîëíĺíŕ ďî ďđîĺęňó â ńîîňâĺňńňâčč ń Ďđŕâčëŕěč ďî ńîńóäŕě.
Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ íŕ ÎČŔÝ, ěŕňĺđčŕëű, ęîíńňđóęöč˙ ëĺńňíčö č ďëîůŕäîę ěîăóň áűňü ďđčěĺíĺíű â ńîîňâĺňńňâčč ń ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
6.2. Đĺăčńňđŕöč˙
6.2.1. Ńîńóäű, íŕ ęîňîđűĺ đŕńďđîńňđŕí˙ţňń˙ íŕńňî˙ůčĺ Ďđŕâčëŕ, çŕ čńęëţ÷ĺíčĺě ńîńóäîâ, ďĺđĺ÷čńëĺííűő â ďóíęňĺ 6.2.2, äîëćíű áűňü çŕđĺăčńňđčđîâŕíű â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč.
6.2.2. Đĺăčńňđŕöčč â ěĺćđĺăčîíŕëüíűő ňĺđđčňîđčŕëüíűő îęđóăŕő Ăîńŕňîěíŕäçîđŕ Đîńńčč íĺ ďîäëĺćŕň:
ńîńóäű 1 ăđóďďű, đŕáîňŕţůčĺ ďđč ňĺěďĺđŕňóđĺ ńňĺíęč íĺ âűřĺ 200 °C, ó ęîňîđűő ďđîčçâĺäĺíčĺ äŕâëĺíč˙ â ĚĎŕ (ęăń/ńě2) íŕ âěĺńňčěîńňü â ě3 (ë) íĺ ďđĺâűřŕĺň 0,05 (500), ŕ ňŕęćĺ ńîńóäű 2, 3 č 4 ăđóďď, đŕáîňŕţůčĺ ďđč óęŕçŕííîé âűřĺ ňĺěďĺđŕňóđĺ, ó ęîňîđűő ďđîčçâĺäĺíčĺ äŕâëĺíč˙ â ĚĎŕ (ęăń/ńě2) íŕ âěĺńňčěîńňü â ě3 (ë) íĺ ďđĺâűřŕĺň 0,1 (10000). Ăđóďďŕ ńîńóäîâ îďđĺäĺë˙ĺňń˙ ďî ňŕáë. 5 íŕńňî˙ůčő Ďđŕâčë;
ŕďďŕđŕňű âîçäóőîđŕçäĺëčňĺëüíűő óńňŕíîâîę č đŕçäĺëĺíč˙ ăŕçîâ, đŕńďîëîćĺííűĺ âíóňđč ňĺďëîčçîë˙öčîííîăî ęîćóőŕ (đĺăĺíĺđŕňîđű, ęîëîííű, ňĺďëîîáěĺííčęč, ęîíäĺíńŕňîđű, ŕäńîđáĺđű, îňäĺëčňĺëč, čńďŕđčňĺëč, ôčëüňđű, ďĺđĺîőëŕäčňĺëč č ďîäîăđĺâŕňĺëč);
đĺçĺđâóŕđű âîçäóříűő ýëĺęňđč÷ĺńęčő âűęëţ÷ŕňĺëĺé;
áî÷ęč äë˙ ďĺđĺâîçęč ńćčćĺííűő ăŕçîâ, áŕëëîíű âěĺńňčěîńňüţ äî 100 ë âęëţ÷čňĺëüíî, óńňŕíîâëĺííűĺ ńňŕöčîíŕđíî, ŕ ňŕęćĺ ďđĺäíŕçíŕ÷ĺííűĺ äë˙ ňđŕíńďîđňčđîâŕíč˙ č (čëč) őđŕíĺíč˙ ńćŕňűő, ńćčćĺííűő č đŕńňâîđĺííűő ăŕçîâ;
ăĺíĺđŕňîđű (đĺŕęňîđű) äë˙ ďîëó÷ĺíč˙ âîäîđîäŕ, čńďîëüçóĺěűĺ ăčäđîěĺňĺîđîëîăč÷ĺńęîé ńëóćáîé;
ńîńóäű, óńňŕíîâëĺííűĺ â ďîäçĺěíűő ăîđíűő âűđŕáîňęŕő.
6.2.3. Âńĺ ńîńóäű, íŕ ęîňîđűĺ đŕńďđîńňđŕí˙ţňń˙ íŕńňî˙ůčĺ Ďđŕâčëŕ, ďîäëĺćŕň ó÷ĺňó â îđăŕíčçŕöčč-âëŕäĺëüöĺ ńîńóäŕ äî ďđîâĺäĺíč˙ čő ďĺđâč÷íîăî ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙.
6.2.4. Đĺăčńňđŕöč˙ ńîńóäŕ â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč ďđîčçâîäčňń˙ ďîńëĺ ó÷ĺňŕ ĺăî â îđăŕíčçŕöčč-âëŕäĺëüöĺ ńîńóäŕ, ďđîâĺäĺíč˙ ĺăî ďĺđâč÷íîăî ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙ č ďîńëĺäóţůĺé číńďĺęöčč ńîńóäŕ číńďĺęňîđîě Ăîńŕňîěíŕäçîđŕ Đîńńčč íŕ îńíîâŕíčč ďčńüěĺííîăî çŕ˙âëĺíč˙ đóęîâîäńňâŕ îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ.
Äë˙ đĺăčńňđŕöčč ńîńóäŕ â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč ŕäěčíčńňđŕöčĺé îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ äîëćíű áűňü ďđĺäńňŕâëĺíű:
ďŕńďîđň ńîńóäŕ óńňŕíîâëĺííîé ôîđěű;
ńâčäĺňĺëüńňâî îá îęîí÷ŕíčč ěîíňŕćŕ;
ńőĺěŕ âęëţ÷ĺíč˙ ńîńóäŕ ń óęŕçŕíčĺě čńňî÷íčęŕ äŕâëĺíč˙, ďŕđŕěĺňđîâ, ĺăî đŕáî÷ĺé ńđĺäű, ŕđěŕňóđű, ęîíňđîëüíî-čçěĺđčňĺëüíűő ďđčáîđîâ, ńđĺäńňâ ŕâňîěŕňč÷ĺńęîăî óďđŕâëĺíč˙, ďđĺäîőđŕíčňĺëüíűő č áëîęčđóţůčő óńňđîéńňâ. Ńőĺěŕ äîëćíŕ áűňü óňâĺđćäĺíŕ đóęîâîäńňâîě ýęńďëóŕňčđóţůĺé îđăŕíčçŕöčč;
ďŕńďîđň ďđĺäîőđŕíčňĺëüíîăî ęëŕďŕíŕ ń đŕń÷ĺňîě ĺăî ďđîďóńęíîé ńďîńîáíîńňč;
ęîďč˙ çŕďčńč â ďŕńďîđňĺ ńîńóäŕ ń đĺçóëüňŕňŕěč ďđîâĺäĺíč˙ ďĺđâč÷íîăî ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙.
Ńâčäĺňĺëüńňâî îá îęîí÷ŕíčč ěîíňŕćŕ ńîńňŕâë˙ĺňń˙ ěîíňŕćíîé îđăŕíčçŕöčĺé, č äîëćíî áűňü ďîäďčńŕíî đóęîâîäčňĺëĺě ýňîé îđăŕíčçŕöčč, ŕ ňŕęćĺ đóęîâîäčňĺëĺě îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ č ńęđĺďëĺíî ďĺ÷ŕň˙ěč.
 ńâčäĺňĺëüńňâĺ îá îęîí÷ŕíčč ěîíňŕćŕ äîëćíű áűňü ďđčâĺäĺíű ńëĺäóţůčĺ äŕííűĺ:
íŕčěĺíîâŕíčĺ ěîíňŕćíîé îđăŕíčçŕöčč;
íŕčěĺíîâŕíčĺ îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ;
íŕčěĺíîâŕíčĺ îđăŕíčçŕöčč-čçăîňîâčňĺë˙ č çŕâîäńęîé íîěĺđ ńîńóäŕ;
ńâĺäĺíč˙ î ěŕňĺđčŕëŕő, ďđčěĺíĺííűő ěîíňŕćíîé îđăŕíčçŕöčĺé, äîďîëíčňĺëüíî ę óęŕçŕííűě â ďŕńďîđňĺ;
ńâĺäĺíč˙ î ńâŕđęĺ, âęëţ÷ŕţůčĺ âčä ńâŕđęč, ňčď č ěŕđęó ýëĺęňđîäîâ, î ňĺđěîîáđŕáîňęĺ, đĺćčěĺ ňĺđěîîáđŕáîňęč č äčŕăđŕěěű;
ôŕěčëčč ńâŕđůčęîâ č ňĺđěčńňîâ č íîěĺđŕ čő óäîńňîâĺđĺíčé;
đĺçóëüňŕňű čńďűňŕíčé ęîíňđîëüíűő ńňűęîâ (îáđŕçöîâ), ŕ ňŕęćĺ đĺçóëüňŕňű íĺđŕçđóřŕţůĺăî äĺôĺęňîńęîďč÷ĺńęîăî ęîíňđîë˙ ńňűęîâ;
çŕęëţ÷ĺíčĺ î ńîîňâĺňńňâčč ďđîâĺäĺííűő ěîíňŕćíűő đŕáîň ńîńóäŕ Ďđŕâčëŕě ďî ńîńóäŕě, ďđîĺęňó, ňĺőíč÷ĺńęčě óńëîâč˙ě č číńňđóęöčč ďî ěîíňŕćó č ďđčăîäíîńňč ĺăî ę ýęńďëóŕňŕöčč ďđč óęŕçŕííűő â ďŕńďîđňĺ ďŕđŕěĺňđŕő.
6.2.5. Ěĺćđĺăčîíŕëüíűé ňĺđđčňîđčŕëüíűé îęđóă Ăîńŕňîěíŕäçîđŕ Đîńńčč îá˙çŕí â ňĺ÷ĺíčĺ 5 äíĺé đŕńńěîňđĺňü ďđĺäńňŕâëĺííóţ äîęóěĺíňŕöčţ. Ďđč ńîîňâĺňńňâčč äîęóěĺíňŕöčč íŕ ńîńóä ňđĺáîâŕíč˙ě íŕńňî˙ůčő Ďđŕâčë ěĺćđĺăčîíŕëüíűé ňĺđđčňîđčŕëüíűé îęđóă Ăîńŕňîěíŕäçîđŕ Đîńńčč â ďŕńďîđňĺ ńîńóäŕ ńňŕâčň řňŕěď î đĺăčńňđŕöčč, ďëîěáčđóĺň äîęóěĺíňű č âîçâđŕůŕĺň čő îđăŕíčçŕöčč-âëŕäĺëüöó ńîńóäŕ.
Îňęŕç â đĺăčńňđŕöčč ńîîáůŕĺňń˙ îđăŕíčçŕöčč-âëŕäĺëüöó ńîńóäŕ â ďčńüěĺííîě âčäĺ ń óęŕçŕíčĺě ďđč÷čí îňęŕçŕ č ńî ńńűëęîé íŕ ńîîňâĺňńňâóţůčĺ ďóíęňű íŕńňî˙ůčő Ďđŕâčë.
6.2.6. Ďđč ďĺđĺńňŕíîâęĺ ńîńóäŕ íŕ íîâîĺ ěĺńňî čëč âíĺńĺíčč čçěĺíĺíčé â ńőĺěó ĺăî âęëţ÷ĺíč˙, ŕ ňŕęćĺ ďđč ďĺđĺäŕ÷ĺ ńîńóäŕ äđóăîé ýęńďëóŕňčđóţůĺé îđăŕíčçŕöčč ÎČŔÝ ńîńóä äî ďóńęŕ â đŕáîňó ďîäëĺćčň ďĺđĺđĺăčńňđŕöčč â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč ďî ěĺńňó äčńëîęŕöčč íîâîăî (ďđĺćíĺăî) âëŕäĺëüöŕ.
6.2.7. Äë˙ ńí˙ňč˙ ń ó÷ĺňŕ ńîńóäŕ, çŕđĺăčńňđčđîâŕííîăî â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč, ŕäěčíčńňđŕöč˙ îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ îá˙çŕíŕ ďđĺäńňŕâčňü â ěĺćđĺăčîíŕëüíűé ňĺđđčňîđčŕëüíűé îęđóă Đîńńčč çŕ˙âëĺíčĺ ń óęŕçŕíčĺě ďđč÷čí ńí˙ňč˙ č ďŕńďîđň ńîńóäŕ.
6.2.8. Äë˙ đĺăčńňđŕöčč ńîńóäîâ, íĺ čěĺţůčő ňĺőíč÷ĺńęîé äîęóěĺíňŕöčč čçăîňîâčňĺë˙, ďî ďîđó÷ĺíčţ ŕäěčíčńňđŕöčč îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ďŕńďîđň ńîńóäŕ ďî ôîđěĺ ďđčëîćĺíč˙ 2 äîëćĺí áűňü ńîńňŕâëĺí ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé.
6.3. Ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ
6.3.1. Ńîńóäű, íŕ ęîňîđűĺ đŕńďđîńňđŕí˙ĺňń˙ äĺéńňâčĺ íŕńňî˙ůčő Ďđŕâčë, äîëćíű ďîäâĺđăŕňüń˙ ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ ďîńëĺ ěîíňŕćŕ äî ďóńęŕ â đŕáîňó, ďĺđčîäč÷ĺńęč â ďđîöĺńńĺ ýęńďëóŕňŕöčč č â íĺîáőîäčěűő ńëó÷ŕ˙ő - âíĺî÷ĺđĺäíîěó îńâčäĺňĺëüńňâîâŕíčţ.
Ďĺđâč÷íîĺ ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ âíîâü ââîäčěűő ńîńóäîâ, ęîňîđűĺ ďîäëĺćŕň đĺăčńňđŕöčč â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč, äîëćíî ďđîâîäčňüń˙ äî čő đĺăčńňđŕöčč.
6.3.2. Ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ ńîńóäîâ, đĺăčńňđčđóĺěűő â ěĺćđĺăčîíŕëüíűő ňĺđđčňîđčŕëüíűő îęđóăŕő Ăîńŕňîěíŕäçîđŕ Đîńńčč, ďđîâîäčňń˙ ęîěčńńčĺé ÎČŔÝ ďî ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ îáîđóäîâŕíč˙ č ňđóáîďđîâîäîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě, íŕçíŕ÷ĺííîé ďđčęŕçîě đóęîâîäčňĺë˙ îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ (äŕëĺĺ - ęîěčńńčĺé ďî ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ).
 ńîńňŕâ ęîěčńńčč ďî ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ ńîńóäîâ äîëćíű áűňü âęëţ÷ĺíű:
đŕáîňíčę îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ, íŕçíŕ÷ĺííűé ďđčęŕçîě ďî ýňîé îđăŕíčçŕöčč äë˙ îńóůĺńňâëĺíč˙ íŕäçîđŕ çŕ ňĺőíč÷ĺńęčě ńîńňî˙íčĺě č ýęńďëóŕňŕöčĺé ńîńóäîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě (äŕëĺĺ - ëčöî ďî íŕäçîđó);
ëčöî, îňâĺňńňâĺííîĺ çŕ čńďđŕâíîĺ ńîńňî˙íčĺ č áĺçîďŕńíóţ ýęńďëóŕňŕöčţ ńîńóäîâ;
äđóăčĺ đŕáîňíčęč îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ č ńďĺöčŕëčçčđîâŕííűő îđăŕíčçŕöčé.
Číńďĺęňîđ Ăîńŕňîěíŕäçîđŕ Đîńńčč čěĺĺň ďđŕâî ďđčńóňńňâîâŕňü ďđč đŕáîňĺ ęîěčńńčč ďî ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ.
Číńďĺęňîđ Ăîńŕňîěíŕäçîđŕ Đîńńčč îńóůĺńňâë˙ĺň číńďĺęöčč ńîńóäîâ, ďîäëĺćŕůčő đĺăčńňđŕöčč â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč, ďĺđĺä čő đĺăčńňđŕöčĺé, ďîńëĺ đĺěîíňŕ ń ďđčěĺíĺíčĺě ńâŕđęč č â äđóăčő ńëó÷ŕ˙ő (ńě. ďóíęň 6.3.8). Ďîđ˙äîę ďđîâĺäĺíč˙ číńďĺęöčé ńîńóäîâ č îáúĺě ďîäăîňîâčňĺëüíűő đŕáîň äë˙ ďđîâĺäĺíč˙ ňŕęčő číńďĺęöčé óńňŕíŕâëčâŕţňń˙ đóęîâîä˙ůčěč äîęóěĺíňŕěč Ăîńŕňîěíŕäçîđŕ Đîńńčč.
Ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ ńîńóäîâ, íĺ đĺăčńňđčđóĺěűő â ěĺćđĺăčîíŕëüíűő ňĺđđčňîđčŕëüíűő îęđóăŕő Ăîńŕňîěíŕäçîđŕ Đîńńčč, ďđîâîäčňń˙ ëčöîě ďî íŕäçîđó.
6.3.3. Ńîäĺđćŕíčĺ, ěĺňîäű, íîđěű áđŕęîâęč č ďĺđčîäč÷íîńňü ňĺőíč÷ĺńęčő îńâčäĺňĺëüńňâîâŕíčé ńîńóäîâ (çŕ čńęëţ÷ĺíčĺě áŕëëîíîâ) äîëćíű áűňü îďđĺäĺëĺíű čçăîňîâčňĺëĺě č óęŕçŕíű â číńňđóęöč˙ő ďî ěîíňŕćó č ýęńďëóŕňŕöčč, íî ęŕ÷ĺńňâî čő äîëćíî áűňü íĺ íčćĺ ňđĺáîâŕíčé, ďđčâĺäĺííűő â ňŕáë. 10, 11, 12, 13 íŕńňî˙ůčő Ďđŕâčë.
 ńëó÷ŕĺ îňńóňńňâč˙ ňŕęčő číńňđóęöčé ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ äîëćíî ďđîâîäčňüń˙ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč ďĺđĺ÷čńëĺííűő ňŕáëčö.
6.3.4. Ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ áŕëëîíîâ äîëćíî ďđîâîäčňüń˙ ďî óňâĺđćäĺííîé đŕçđŕáîň÷čęîě ęîíńňđóęöčč áŕëëîíîâ ěĺňîäčęĺ, â ęîňîđîé äîëćíű áűňü óęŕçŕíű íîđěű áđŕęîâęč č ďĺđčîäč÷íîńňü îńâčäĺňĺëüńňâîâŕíč˙, ęîňîđŕ˙ äîëćíŕ áűňü íĺ áîëüřĺé ďđčâĺäĺííîé â ňŕáë. 14 č 15.
Ňŕáëčöŕ 10
Ńîäĺđćŕíčĺ č ďĺđčîäč÷íîńňü ňĺőíč÷ĺńęčő îńâčäĺňĺëüńňâîâŕíčé ńîńóäîâ, íŕőîä˙ůčőń˙ â ýęńďëóŕňŕöčč íŕ ÎČŔÝ č íĺ ďîäëĺćŕůčő đĺăčńňđŕöčč â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč
|
Íŕđóćíűé č âíóňđĺííčé îńěîňđű |
Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ďđîáíűě äŕâëĺíčĺě |
|
|
Ńîńóäű, đŕáîňŕţůčĺ ńî ńđĺäîé, âűçűâŕţůĺé đŕçđóřĺíčĺ č ôčçčęî-őčěč÷ĺńęîĺ ďđĺâđŕůĺíčĺ ěŕňĺđčŕëŕ (ęîđđîçč˙ č ň.ď.) ńî ńęîđîńňüţ íĺ áîëĺĺ 0,1 ěě/ăîä |
2 ăîäŕ |
8 ëĺň |
|
Ńîńóäű, đŕáîňŕţůčĺ ńî ńđĺäîé, âűçűâŕţůĺé đŕçđóřĺíčĺ č ôčçčęî-őčěč÷ĺńęîĺ ďđĺâđŕůĺíčĺ ěŕňĺđčŕëŕ (ęîđđîçč˙ č ň.ď.) ńî ńęîđîńňüţ áîëĺĺ 0,1 ěě/ăîä |
12 ěĺń. |
8 ëĺň |
Ňŕáëčöŕ 11
Ńîäĺđćŕíčĺ č ďĺđčîäč÷íîńňü ňĺőíč÷ĺńęčő îńâčäĺňĺëüńňâîâŕíčé ńîńóäîâ, íŕőîä˙ůčőń˙ â ýęńďëóŕňŕöčč íŕ ÎČŔÝ, č çŕđĺăčńňđčđîâŕííűő â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč
|
Íŕđóćíűé č âíóňđĺííčé îńěîňđű |
Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ďđîáíűě äŕâëĺíčĺě |
|
|
Ńîńóäű, đŕáîňŕţůčĺ ń ëţáűěč äîďóńňčěűěč ďî íŕńňî˙ůčě Ďđŕâčëŕě ńđĺäŕěč |
4 ăîäŕ |
8 ëĺň |
Ňŕáëčöŕ 12
Ńîäĺđćŕíčĺ č ďĺđčîäč÷íîńňü ňĺőíč÷ĺńęčő îńâčäĺňĺëüńňâîâŕíčé öčńňĺđí č áî÷ĺę, íŕőîä˙ůčőń˙ â ýęńďëóŕňŕöčč íŕ ÎČŔÝ č íĺ ďîäëĺćŕůčő đĺăčńňđŕöčč â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč
|
Íŕđóćíűé č âíóňđĺííčé îńěîňđű |
Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ďđîáíűě äŕâëĺíčĺě |
|
|
Öčńňĺđíű č áî÷ęč, â ęîňîđűő äŕâëĺíčĺ âűřĺ 0,07 ĚĎŕ (0,7 ęăń/ńě2) ńîçäŕĺňń˙ ďĺđčîäč÷ĺńęč äë˙ čő îďîđîćíĺíč˙ |
2 ăîäŕ |
8 ëĺň |
|
Áî÷ęč äë˙ ńćčćĺííűő ăŕçîâ, âűçűâŕţůčő đŕçđóřĺíčĺ č ôčçčęî-őčěč÷ĺńęîĺ ďđĺâđŕůĺíčĺ ěŕňĺđčŕëŕ (ęîđđîçč˙ č ň.ď.) ńî ńęîđîńňüţ íĺ áîëĺĺ 0,1 ěě/ăîä |
4 ăîäŕ |
4 ăîäŕ |
|
Áî÷ęč äë˙ ńćčćĺííűő ăŕçîâ, âűçűâŕţůčő đŕçđóřĺíčĺ č ôčçčęî-őčěč÷ĺńęîĺ ďđĺâđŕůĺíčĺ ěŕňĺđčŕëŕ (ęîđđîçč˙ č ň.ď.) ńî ńęîđîńňüţ áîëĺĺ 0,1 ěě/ăîä |
2 ăîäŕ |
2 ăîäŕ |
Ňŕáëčöŕ 13
Ńîäĺđćŕíčĺ č ďĺđčîäč÷íîńňü ňĺőíč÷ĺńęčő îńâčäĺňĺëüńňâîâŕíčé öčńňĺđí, íŕőîä˙ůčőń˙ â ýęńďëóŕňŕöčč íŕ ÎČŔÝ, č çŕđĺăčńňđčđîâŕííűő â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč
|
Íŕđóćíűé č âíóňđĺííčé îńěîňđű |
Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ďđîáíűě äŕâëĺíčĺě |
|
|
Öčńňĺđíű, čçîëčđîâŕííűĺ íŕ îńíîâĺ âŕęóóěŕ |
10 ëĺň |
10 ëĺň |
|
Âńĺ îńňŕëüíűĺ öčńňĺđíű |
4 ăîäŕ |
8 ëĺň |
6.3.5. Ďđč ňĺőíč÷ĺńęîě îńâčäĺňĺëüńňâîâŕíčč ńîńóäîâ äîďóńęŕĺňń˙ čńďîëüçîâŕňü âńĺ ěĺňîäű íĺđŕçđóřŕţůĺăî ęîíňđîë˙, â ňîě ÷čńëĺ ěĺňîä ŕęóńňč÷ĺńęîé ýěčńńčč.
Ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ ńîńóäîâ, ęîňîđűĺ ďî ęîíńňđóęöčîííűě îńîáĺííîńň˙ě, đŕäčŕöčîííîé îáńňŕíîâęĺ čëč äđóăčě ďđč÷číŕě íĺäîńňóďíű (čëč îăđŕíč÷ĺííî äîńňóďíű) äë˙ ďĺđčîäč÷ĺńęîăî ęîíňđîë˙, äîëćíî ďđîâîäčňüń˙ ń ďđčěĺíĺíčĺě äčńňŕíöčîííűő ńđĺäńňâ č íĺđŕçđóřŕţůčő ěĺňîäîâ ęîíňđîë˙ ěĺňŕëëŕ č ńâŕđíűő ńîĺäčíĺíčé.  ęŕćäîě ęîíęđĺňíîě ńëó÷ŕĺ äë˙ ňŕęčő ńîńóäîâ äîëćíű áűňü đŕçđŕáîňŕíű číńňđóęöčč ďî ďđîâĺäĺíčţ ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙, Ďĺđĺ÷ĺíü ňŕęčő ńîńóäîâ, čç ďîäëĺćŕůčő đĺăčńňđŕöčč â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč (ńě. ďóíęň 6.2.1), äîëćĺí íŕďđŕâë˙ňüń˙ â ěĺćđĺăčîíŕëüíűé ňĺđđčňîđčŕëüíűé îęđóă Ăîńŕňîěíŕäçîđŕ Đîńńčč.
6.3.6. Íŕđóćíűé č âíóňđĺííčé îńěîňđű, ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ čěĺţň öĺëüţ:
íŕđóćíűé č âíóňđĺííčé îńěîňđű ďđč ďĺđâč÷íîě îńâčäĺňĺëüńňâîâŕíčč - ďđîâĺđčňü, ÷ňî ńîńóä óńňŕíîâëĺí č îáîđóäîâŕí â ńîîňâĺňńňâčč ń íŕńňî˙ůčěč Ďđŕâčëŕěč č äîęóěĺíňŕöčĺé íŕ ńîńóä, ŕ ňŕęćĺ, ÷ňî ńîńóä č ĺăî ýëĺěĺíňű íĺ čěĺţň ďîâđĺćäĺíčé;
Ňŕáëčöŕ 14
Ńîäĺđćŕíčĺ č ďĺđčîäč÷íîńňü ňĺőíč÷ĺńęčő îńâčäĺňĺëüńňâîâŕíčé áŕëëîíîâ, íŕőîä˙ůčőń˙ â ýęńďëóŕňŕöčč íŕ ÎČŔÝ č íĺ ďîäëĺćŕůčő đĺăčńňđŕöčč â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč
|
Íŕđóćíűé č âíóňđĺííčé îńěîňđű |
Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ďđîáíűě äŕâëĺíčĺě |
|
|
Áŕëëîíű, íŕőîä˙ůčĺń˙ â ýęńďëóŕňŕöčč äë˙ íŕďîëíĺíč˙ ăŕçŕěč, âűçűâŕţůčěč đŕçđóřĺíčĺ č ôčçčęî-őčěč÷ĺńęîĺ ďđĺâđŕůĺíčĺ ěŕňĺđčŕëŕ (ęîđđîçč˙ č ň.ď.): |
|
|
|
ńî ńęîđîńňüţ íĺ áîëĺĺ 0,1 ěě/ăîä; |
5 ëĺň |
5 ëĺň |
|
ńî ńęîđîńňüţ áîëĺĺ 0,1 ěě/ăîä; |
2 ăîäŕ |
2 ăîäŕ |
|
Áŕëëîíű ńî ńđĺäîé, âűçűâŕţůĺé đŕçđóřĺíčĺ č ôčçčęî-őčěč÷ĺńęîĺ ďđĺâđŕůĺíčĺ ěŕňĺđčŕëîâ (ęîđđîçč˙ č ň.ď.) ńî ńęîđîńňüţ ěĺíĺĺ 0,1 ěě/ăîä, â ęîňîđűő äŕâëĺíčĺ âűřĺ 0,07 ĚĎŕ (0,7 ęăń/ńě2) ńîçäŕĺňń˙ ďĺđčîäč÷ĺńęč äë˙ čő îďîđîćíĺíč˙ |
10 ëĺň |
10 ëĺň |
|
Áŕëëîíű, óńňŕíîâëĺííűĺ ńňŕöčîíŕđíî, ŕ ňŕęćĺ óńňŕíîâëĺííűĺ ďîńňî˙ííî íŕ ďĺđĺäâčćíűő ńđĺäńňâŕő, â ęîňîđűő őđŕí˙ňń˙ ńćŕňűé âîçäóő, ęčńëîđîä, ŕđăîí, ŕçîň, ăĺëčé ń ňĺěďĺđŕňóđîé ňî÷ęč đîńű ěčíóń 35 °Ń č íčćĺ, çŕěĺđĺííîé ďđč äŕâëĺíčč 15 ĚĎŕ (150 ęăń/ńě2) č âűřĺ, ŕ ňŕęćĺ áŕëëîíű ń îáĺçâîćĺííîé óăëĺęčńëîňîé |
10 ëĺň |
10 ëĺň |
Ňŕáëčöŕ 15
Ďĺđčîäč÷íîńňü ňĺőíč÷ĺńęčő îńâčäĺňĺëüńňâîâŕíčé áŕëëîíîâ, íŕőîä˙ůčőń˙ â ýęńďëóŕňŕöčč íŕ ÎČŔÝ č çŕđĺăčńňđčđîâŕííűő â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč
|
Íŕđóćíűé č âíóňđĺííčé îńěîňđű |
Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ďđîáíűě äŕâëĺíčĺě |
|
|
Áŕëëîíű, óńňŕíîâëĺííűĺ ńňŕöčîíŕđíî, ŕ ňŕęćĺ óńňŕíîâëĺííűĺ ďîńňî˙ííî íŕ ďĺđĺäâčćíűő ńđĺäńňâŕő, â ęîňîđűő őđŕí˙ňń˙ ńćŕňűé âîçäóő, ęčńëîđîä, ŕçîň, ŕđăîí č ăĺëčé ń ňĺěďĺđŕňóđîé ňî÷ęč đîńű ěčíóń 35 °Ń č íčćĺ, çŕěĺđĺííîé ďđč äŕâëĺíčč 15 ĚĎŕ (150 ęăń/ńě2) č âűřĺ, ŕ ňŕęćĺ áŕëëîíű ń îáĺçâîćĺííîé óăëĺęčńëîňîé |
10 ëĺň |
10 ëĺň |
|
Âńĺ îńňŕëüíűĺ áŕëëîíű |
4 ăîäŕ |
8 ëĺň |
íŕđóćíűé č âíóňđĺííčé îńěîňđű ďđč ďĺđčîäč÷ĺńęčő č âíĺî÷ĺđĺäíűő îńâčäĺňĺëüńňâîâŕíč˙ő - óńňŕíîâčňü čńďđŕâíîńňü ńîńóäŕ č âîçěîćíîńňü ĺăî äŕëüíĺéřĺé đŕáîňű;
ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ - ďđîâĺđčňü ďđî÷íîńňü ýëĺěĺíňîâ ńîńóäŕ č ďëîňíîńňü ńîĺäčíĺíčé. Ńîńóäű äîëćíű ďđĺäú˙âë˙ňüń˙ ę ăčäđŕâëč÷ĺńęîěó čńďűňŕíčţ ń óńňŕíîâëĺííîé íŕ íčő ŕđěŕňóđîé.
6.3.7. Ďĺđĺä âíóňđĺííčě îńěîňđîě č ăčäđŕâëč÷ĺńęčě čńďűňŕíčĺě ńîńóä äîëćĺí áűňü îńňŕíîâëĺí, îőëŕćäĺí (îňîăđĺň), îńâîáîćäĺí îň çŕďîëí˙ţůĺé ĺăî đŕáî÷ĺé ńđĺäű, îňęëţ÷ĺí çŕăëóřęŕěč îň âńĺő ňđóáîďđîâîäîâ, ńîĺäčí˙ţůčő ńîńóä ń čńňî÷íčęîě äŕâëĺíč˙ čëč ń äđóăčěč ńîńóäŕěč. Ěĺňŕëëč÷ĺńęčĺ ńîńóäű äîëćíű áűňü î÷čůĺíű îň ęđŕńęč, ęîđđîçčč č ň.ď.
Ńîńóäű, đŕáîňŕţůčĺ ń âđĺäíűěč âĺůĺńňâŕěč 1 č 2 ęëŕńńîâ îďŕńíîńňč â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč, äî íŕ÷ŕëŕ âűďîëíĺíč˙ âíóňđč ęŕęčő-ëčáî đŕáîň, ŕ ňŕęćĺ ďĺđĺä âíóňđĺííčě îńěîňđîě äîëćíű ďîäâĺđăŕňüń˙ ňůŕňĺëüíîé îáđŕáîňęĺ (íĺéňđŕëčçŕöčč, äĺăŕçŕöčč) â ńîîňâĺňńňâčč ń číńňđóęöčĺé ďî áĺçîďŕńíîěó âĺäĺíčţ đŕáîň, óňâĺđćäĺííîé đóęîâîäńňâîě ýęńďëóŕňčđóţůĺé îđăŕíčçŕöčč ÎČŔÝ â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Ôóňĺđîâęŕ, čçîë˙öč˙ č äđóăčĺ âčäű çŕůčňű îň ęîđđîçčč äîëćíű áűňü ÷ŕńňč÷íî čëč ďîëíîńňüţ óäŕëĺíű, ĺńëč čěĺţňń˙ ďđčçíŕęč, óęŕçűâŕţůčĺ íŕ âîçěîćíîńňü âîçíčęíîâĺíč˙ äĺôĺęňîâ ěŕňĺđčŕëŕ ńčëîâűő ýëĺěĺíňîâ ęîíńňđóęöčč ńîńóäîâ (íĺďëîňíîńňü ôóňĺđîâęč, îňäóëčíű ăóěěčđîâęč, ńëĺäű ďđîěîęŕíč˙ čçîë˙öčč č ň.ď.). Ýëĺęňđîîáîăđĺâ č ďđčâîä ńîńóäŕ äîëćíű áűňü îňęëţ÷ĺíű. Ďđč ýňîě äîëćíű âűďîëí˙ňüń˙ ňđĺáîâŕíč˙ ďóíęňîâ 7.4.8, 7.4.9 č 7.4.10 íŕńňî˙ůčő Ďđŕâčë.
6.3.8. Âíĺî÷ĺđĺäíîĺ îńâčäĺňĺëüńňâîâŕíčĺ ńîńóäîâ, íŕőîä˙ůčőń˙ â ýęńďëóŕňŕöčč, äîëćíî áűňü ďđîâĺäĺíî â ńëĺäóţůčő ńëó÷ŕ˙ő:
ĺńëč ńîńóä íĺ ýęńďëóŕňčđîâŕëń˙ áîëĺĺ 12 ěĺń.;
ĺńëč ńîńóä áűë äĺěîíňčđîâŕí č óńňŕíîâëĺí íŕ íîâîě ěĺńňĺ;
ĺńëč ďđîčçâĺäĺíî âűďđŕâëĺíčĺ âűďó÷čí čëč âě˙ňčí, ŕ ňŕęćĺ ďîńëĺ đĺęîíńňđóęöčč čëč đĺěîíňŕ ńîńóäŕ ń ďđčěĺíĺíčĺě ńâŕđęč čëč ďŕéęč ýëĺěĺíňîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě;
ďĺđĺä íŕëîćĺíčĺě çŕůčňíîăî ďîęđűňč˙ íŕ ńňĺíęč ńîńóäŕ;
ďîńëĺ îňđŕáîňęč ďđîĺęňíîăî ńđîęŕ ńëóćáű ńîńóäŕ, óńňŕíîâëĺííîăî čçăîňîâčňĺëĺě, ďđîĺęňîě čëč äđóăîé ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč;
ďîńëĺ ŕâŕđčč ńîńóäŕ čëč ĺăî ýëĺěĺíňîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě, ĺńëč ďî îáúĺěó âîńńňŕíîâčňĺëüíűő đŕáîň ňđĺáóĺňń˙ ňŕęîĺ îńâčäĺňĺëüńňâîâŕíčĺ;
ďî ňđĺáîâŕíčţ číńďĺęňîđŕ Ăîńŕňîěíŕäçîđŕ Đîńńčč, ęîěčńńčč ďî ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ čëč ëčöŕ ďî íŕäçîđó.
6.3.9. Ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ ńîńóäîâ, öčńňĺđí, áŕëëîíîâ č áî÷ĺę ěîćĺň ďđîčçâîäčňüń˙ â ńďĺöčŕëüíűő đĺěîíňíî-čńďűňŕňĺëüíűő ďóíęňŕő, îđăŕíčçŕöč˙ő-čçăîňîâčňĺë˙ő č íŕďîëíčňĺëüíűő ńňŕíöč˙ő, đŕńďîëŕăŕţůčő íĺîáőîäčěîé áŕçîé, îáîđóäîâŕíčĺě č ďĺđńîíŕëîě äë˙ ďđîâĺäĺíč˙ îńâčäĺňĺëüńňâîâŕíč˙ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč Ďđŕâčë ďî ńîńóäŕě, ŕ ňŕęćĺ â îđăŕíčçŕöčč-âëŕäĺëüöĺ ńîńóäŕ - â ńîîňâĺňńňâčč ń íŕńňî˙ůčěč Ďđŕâčëŕěč.
6.3.10. Íŕ ńîńóäŕő, ďđčçíŕííűő ďđč ňĺőíč÷ĺńęîě îńâčäĺňĺëüńňâîâŕíčč ăîäíűěč ę äŕëüíĺéřĺé ýęńďëóŕňŕöčč, íŕíîń˙ňń˙ ńâĺäĺíč˙ â ńîîňâĺňńňâčč ń ďóíęňîě 6.4.3 íŕńňî˙ůčő Ďđŕâčë.
6.3.11. Ĺńëč ďđč îńâčäĺňĺëüńňâîâŕíčč áóäóň îáíŕđóćĺíű äĺôĺęňű, ńíčćŕţůčĺ ďđî÷íîńňü ńîńóäŕ, ňî ýęńďëóŕňŕöč˙ ĺăî ěîćĺň áűňü đŕçđĺřĺíŕ ďđč ďîíčćĺííűő ďŕđŕěĺňđŕő (äŕâëĺíčĺ č ňĺěďĺđŕňóđŕ).
Âîçěîćíîńňü ýęńďëóŕňŕöčč ńîńóäŕ ďđč ďîíčćĺííűő ďŕđŕěĺňđŕő äîëćíŕ áűňü ďîäňâĺđćäĺíŕ đŕń÷ĺňîě íŕ ďđî÷íîńňü, ďđĺäńňŕâë˙ĺěűě îđăŕíčçŕöčĺé-âëŕäĺëüöĺě ńîńóäŕ. Ďđč ýňîě äîëćĺí áűňü ďđîâĺäĺí ďđîâĺđî÷íűé đŕń÷ĺň ďđîďóńęíîé ńďîńîáíîńňč ďđĺäîőđŕíčňĺëüíűő ęëŕďŕíîâ č âűďîëíĺíű ňđĺáîâŕíč˙ ďóíęňîě 5.5.6 íŕńňî˙ůčő Ďđŕâčë.
Ňŕęîĺ đĺřĺíčĺ çŕďčńűâŕĺňń˙ â ďŕńďîđň ńîńóäŕ ęîěčńńčĺé ďî ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ čëč ëčöîě, ďđîâîäčâřčě ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ.
6.3.12. Ďđč âű˙âëĺíčč äĺôĺęňîâ ńîńóäŕ, ďđč÷číű č ďîńëĺäńňâč˙ ęîňîđűő óńňŕíîâčňü çŕňđóäíčňĺëüíî, ęîěčńńč˙ ďî ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ čëč ëčöî, ďđîâîäčâřčĺ ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ ńîńóäŕ, îá˙çŕíű ďîňđĺáîâŕňü îň ŕäěčíčńňđŕöčč îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ďđîâĺäĺíč˙ ńďĺöčŕëüíűő čńńëĺäîâŕíčé, ŕ â íĺîáőîäčěűő ńëó÷ŕ˙ő - ďđĺäńňŕâëĺíč˙ çŕęëţ÷ĺíč˙ ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčč î ďđč÷číŕő ďî˙âëĺíč˙ äĺôĺęňîâ, î âîçěîćíîńňč č óńëîâč˙ő äŕëüíĺéřĺé ýęńďëóŕňŕöčč ńîńóäŕ.
6.3.13. Ĺńëč ďđč ňĺőíč÷ĺńęîě îńâčäĺňĺëüńňâîâŕíčč îęŕćĺňń˙, ÷ňî ńîńóä âńëĺäńňâčĺ čěĺţůčőń˙ äĺôĺęňîâ čëč íŕđóřĺíčé íŕńňî˙ůčő Ďđŕâčë íŕőîäčňń˙ â ńîńňî˙íčč, îďŕńíîě äë˙ äŕëüíĺéřĺé ýęńďëóŕňŕöčč, đŕáîňŕ ňŕęîăî ńîńóäŕ äîëćíŕ áűňü çŕďđĺůĺíŕ.
6.3.14. Ńîńóäű, ďîńňŕâë˙ĺěűĺ â ńîáđŕííîě âčäĺ, äîëćíű áűňü çŕęîíńĺđâčđîâŕíű čçăîňîâčňĺëĺě č â číńňđóęöčč ďî ěîíňŕćó č ýęńďëóŕňŕöčč óęŕçŕíű óńëîâč˙ č ńđîęč čő őđŕíĺíč˙. Ďđč âűďîëíĺíčč ýňčő ňđĺáîâŕíčé ďĺđĺä ěîíňŕćîě ďđîâîäčňń˙ čő đŕńęîíńĺđâŕöč˙, ŕ ďĺđĺä ďóńęîě â đŕáîňó - ňîëüęî íŕđóćíűé č âíóňđĺííčé îńěîňđű; ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ńîńóäîâ ďđîâîäčňü íĺ ňđĺáóĺňń˙.  ýňîě ńëó÷ŕĺ ńđîę ăčäđŕâëč÷ĺńęîăî čńďűňŕíč˙ íŕçíŕ÷ŕĺňń˙, čńőîä˙ čç äŕňű âűäŕ÷č đŕçđĺřĺíč˙ íŕ ýęńďëóŕňŕöčţ ńîńóäŕ.
Ĺěęîńňč äë˙ ńćčćĺííîăî ăŕçŕ ďĺđĺä íŕíĺńĺíčĺě íŕ íčő čçîë˙öčč äîëćíű ďîäâĺđăŕňüń˙ ňîëüęî íŕđóćíîěó č âíóňđĺííĺěó îńěîňđŕě, ĺńëč áűëč ńîáëţäĺíű ńđîęč č óńëîâč˙ čçăîňîâčňĺë˙ ďî čő őđŕíĺíčţ
Ďîńëĺ óńňŕíîâęč íŕ ěĺńňî ýęńďëóŕňŕöčč äî çŕńűďęč ăđóíňîě óęŕçŕííűĺ ĺěęîńňč ěîăóň ďîäâĺđăŕňüń˙ ňîëüęî íŕđóćíîěó îńěîňđó, ĺńëč ń ěîěĺíňŕ íŕíĺńĺíč˙ čçîë˙öčč ďđîřëî íĺ áîëĺĺ 12 ěĺń. č ďđč čő ěîíňŕćĺ íĺ ďđčěĺí˙ëŕńü ńâŕđęŕ.
6.3.15. Ńîńóäű, đŕáîňŕţůčĺ ďîä äŕâëĺíčĺě âđĺäíűő âĺůĺńňâ (ćčäęîńňč č ăŕçîâ) 1, 2 ęëŕńńîâ îďŕńíîńňč â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč, äîëćíű ďîäâĺđăŕňüń˙ â îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ čńďűňŕíčţ íŕ ăĺđěĺňč÷íîńňü âîçäóőîě čëč číĺđňíűě ăŕçîě ďîä äŕâëĺíčĺě, đŕâíűě đŕáî÷ĺěó äŕâëĺíčţ. Čńďűňŕíč˙ ďđîâîä˙ňń˙ â ńîîňâĺňńňâčč ń číńňđóęöčĺé, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
6.3.16. Ďđč íŕđóćíîě č âíóňđĺííĺě îńěîňđŕő äîëćíű áűňü âű˙âëĺíű č óńňđŕíĺíű âńĺ äĺôĺęňű, ńíčćŕţůčĺ ďđî÷íîńňü ńîńóäîâ, ďđč ýňîě îńîáîĺ âíčěŕíčĺ äîëćíî áűňü îáđŕůĺíî íŕ âű˙âëĺíčĺ ńëĺäóţůčő äĺôĺęňîâ:
íŕ ďîâĺđőíîńň˙ő ńîńóäŕ - ňđĺůčí, íŕäđűâîâ, ęîđđîçčč ńňĺíîę (îńîáĺííî â ěĺńňŕő îňáîđňîâęč č âűđĺçîę), âűďó÷čí, îňäóëčí (ďđĺčěóůĺńňâĺííî ó ńîńóäîâ ń đóáŕřęŕěč, ŕ ňŕęćĺ ó ńîńóäîâ ń îăíĺâűě čëč ýëĺęňđč÷ĺńęčě îáîăđĺâîě), đŕęîâčí (â ëčňűő ńîńóäŕő);
â ńâŕđíűő řâŕő - äĺôĺęňîâ ńâŕđęč, óęŕçŕííűő â ďóíęňĺ 4.5.17 íŕńňî˙ůčő Ďđŕâčë, ŕ ňŕęćĺ íŕäđűâîâ č đŕçúĺäŕíčé;
â çŕęëĺďî÷íűő řâŕő - ňđĺůčí ěĺćäó çŕęëĺďęŕěč, îáđűâîâ ăîëîâîę, ńëĺäîâ ďđîďóńęîâ, íŕäđűâîâ â ęđîěęŕő ńęëĺďŕííűő ëčńňîâ, ęîđđîçčîííűő ďîâđĺćäĺíčé çŕęëĺďî÷íűő řâîâ, çŕçîđîâ ďîä ęđîěęŕěč ęëĺďŕíűő ëčńňîâ č ăîëîâęŕěč çŕęëĺďîę, îńîáĺííî ó ńîńóäîâ, đŕáîňŕţůčő ń ŕăđĺńńčâíűěč ńđĺäŕěč (ęčńëîňîé, ęčńëîđîäîě, ůĺëî÷ŕěč č äđ.);
â ńîńóäŕő ń çŕůčůĺííűěč îň ęîđđîçčč ďîâĺđőíîńň˙ěč - đŕçđóřĺíčé ôóňĺđîâęč, â ňîě ÷čńëĺ íĺďëîňíîńňĺé ńëîĺâ ôóňĺđîâî÷íűő ďëčňîę, ňđĺůčí â ăóěěčđîâŕííîě, ńâčíöîâîě čëč číîě ďîęđűňčč, ńęŕëűâŕíčé ýěŕëč, ňđĺůčí č îňäóëčí â ďëŕęčđóţůĺě ńëîĺ, ďîâđĺćäĺíčé ěĺňŕëëŕ ńňĺíîę ńîńóäŕ â ěĺńňŕő íŕđóćíîăî çŕůčňíîăî ďîęđűňč˙;
â ěĺňŕëëîďëŕńňčęîâűő č íĺěĺňŕëëč÷ĺńęčő ńîńóäŕő - đŕńńëîĺíčé č đŕçđűâîâ ŕđěčđóţůčő âîëîęîí ńâűřĺ íîđě, óńňŕíîâëĺííűő ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé.
6.3.17. Ęîěčńńč˙ čëč ëčöî, ďđîâîä˙ůĺĺ ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ, ďđč íĺîáőîäčěîńňč ěîćĺň ďîňđĺáîâŕňü óäŕëĺíč˙ (ďîëíîăî čëč ÷ŕńňč÷íîăî) çŕůčňíîăî ďîęđűňč˙.
6.3.18. Ńîńóäű âűńîňîé áîëĺĺ 2 ě ďĺđĺä îńěîňđîě äîëćíű áűňü îáîđóäîâŕíű íĺîáőîäčěűěč ďđčńďîńîáëĺíč˙ěč, îáĺńďĺ÷čâŕţůčěč âîçěîćíîńňü áĺçîďŕńíîăî äîńňóďŕ ęî âńĺě ÷ŕńň˙ě ńîńóäŕ.
6.3.19. Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ ńîńóäîâ ďđîâîäčňń˙ ňîëüęî ďđč óäîâëĺňâîđčňĺëüíűő đĺçóëüňŕňŕő íŕđóćíîăî č âíóňđĺííĺăî îńěîňđîâ.
6.3.20. Ăčäđŕâëč÷ĺńęîĺ čńďűňŕíčĺ äîëćíî ďđîâîäčňüń˙ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč, čçëîćĺííűěč â đŕçäĺëĺ 4.6 íŕńňî˙ůčő Ďđŕâčë, çŕ čńęëţ÷ĺíčĺě ďóíęňŕ 4.6.12. Ďđč ýňîě âĺëč÷číŕ ďđîáíîăî äŕâëĺíč˙ ěîćĺň îďđĺäĺë˙ňüń˙ čńőîä˙ čç đŕçđĺřĺííîăî äŕâëĺíč˙ äë˙ ńîńóäŕ. Ďîä ďđîáíűě äŕâëĺíčĺě ńîńóä äîëćĺí íŕőîäčňüń˙ â ňĺ÷ĺíčĺ 5 ěčí, ĺńëč îňńóňńňâóţň äđóăčĺ óęŕçŕíč˙ čçăîňîâčňĺë˙.
Ďđč ăčäđŕâëč÷ĺńęîě čńďűňŕíčč âĺđňčęŕëüíî óńňŕíîâëĺííűő ńîńóäîâ ďđîáíîĺ äŕâëĺíčĺ äîëćíî ęîíňđîëčđîâŕňüń˙ ďî ěŕíîěĺňđó, óńňŕíîâëĺííîěó íŕ âĺđőíĺé ęđűřęĺ (äíčůĺ) ńîńóäŕ.
6.3.21.  ńëó÷ŕ˙ő, ęîăäŕ ďđîâĺäĺíčĺ ăčäđŕâëč÷ĺńęîăî čńďűňŕíč˙ íĺâîçěîćíî (áîëüřîĺ íŕďđ˙ćĺíčĺ â ôóíäŕěĺíňĺ îň âĺńŕ âîäű, ěĺćäóýňŕćíűő ďĺđĺęđűňč˙ő čëč ńŕěîě ńîńóäĺ; ňđóäíîńňü óäŕëĺíč˙ âîäű; íŕëč÷čĺ âíóňđč ńîńóäŕ ôóňĺđîâęč, ďđĺď˙ňńňâóţůĺé çŕďîëíĺíčţ ńîńóäŕ âîäîé), đŕçđĺřŕĺňń˙ çŕěĺí˙ňü ĺăî ďíĺâěŕňč÷ĺńęčě čńďűňŕíčĺě (âîçäóőîě čëč číĺđňíűě ăŕçîě) íŕ ňŕęîĺ ćĺ ďđîáíîĺ äŕâëĺíčĺ. Ýňîň âčä čńďűňŕíč˙ äîďóńęŕĺňń˙ ňîëüęî ďđč óńëîâčč ĺăî ęîíňđîë˙ ěĺňîäîě ŕęóńňč÷ĺńęîé ýěčńńčč č ďîëîćčňĺëüíűő đĺçóëüňŕňîâ âíóňđĺííĺăî îńěîňđŕ.
Ďđč ďíĺâěŕňč÷ĺńęîě čńďűňŕíčč ďđčíčěŕţňń˙ ěĺđű ďđĺäîńňîđîćíîńňč: âĺíňčëü íŕ íŕďîëíčňĺëüíîě ňđóáîďđîâîäĺ îň čńňî÷íčęŕ äŕâëĺíč˙ č ěŕíîěĺňđű âűâîä˙ňń˙ çŕ ďđĺäĺëű ďîěĺůĺíč˙, â ęîňîđîě íŕőîäčňń˙ čńďűňűâŕĺěűé ńîńóä, ŕ ëţäč íŕ âđĺě˙ čńďűňŕíč˙ ńîńóäŕ ďđîáíűě äŕâëĺíčĺě óäŕë˙ţňń˙ â áĺçîďŕńíîĺ ěĺńňî.
6.3.22. Äĺíü ďđîâĺäĺíč˙ ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙ ńîńóäŕ óńňŕíŕâëčâŕĺňń˙ ŕäěčíčńňđŕöčĺé îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ďî ďđĺäâŕđčňĺëüíîěó ńîăëŕńîâŕíčţ ń ęîěčńńčĺé ďî ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ čëč ń ëčöîě, ďđîâîä˙ůčěč îńâčäĺňĺëüńňâîâŕíčĺ, ŕ ňŕęćĺ ń číńďĺęňîđîě Ăîńŕňîěíŕäçîđŕ Đîńńčč (äë˙ ńîńóäîâ, đĺăčńňđčđóĺěűő â ěĺćđĺăčîíŕëüíűő ňĺđđčňîđčŕëüíűő îęđóăŕő Ăîńŕňîěíŕäçîđŕ Đîńńčč). Đŕáîňŕ ńîńóäŕ äîëćíŕ áűňü ďđĺęđŕůĺíŕ íĺ ďîçäíĺĺ ńđîęŕ îńâčäĺňĺëüńňâîâŕíč˙, óęŕçŕííîăî â ĺăî ďŕńďîđňĺ.
Đĺçóëüňŕňű ďđîâĺäĺííîăî ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙ č çŕęëţ÷ĺíčĺ î âîçěîćíîńňč äŕëüíĺéřĺé ýęńďëóŕňŕöčč ń óęŕçŕíčĺě đŕçđĺřĺííűő ďŕđŕěĺňđîâ ýęńďëóŕňŕöčč ńîńóäŕ č ńđîęŕ ńëĺäóţůĺăî îńâčäĺňĺëüńňâîâŕíč˙ çŕíîń˙ňń˙ â ďŕńďîđň ńîńóäŕ č ďîäďčńűâŕţňń˙ ÷ëĺíŕěč ęîěčńńčč (äë˙ ńîńóäîâ, đĺăčńňđčđóĺěűő â ěĺćđĺăčîíŕëüíűő ňĺđđčňîđčŕëüíűő îęđóăŕő Ăîńŕňîěíŕäçîđŕ Đîńńčč) čëč ëčöîě ďî íŕäçîđó, ďđîâîäčâřčě îńâčäĺňĺëüńňâîâŕíčĺ (äë˙ ńîńóäîâ, íĺ đĺăčńňđčđóĺěűő â ěĺćđĺăčîíŕëüíűő ňĺđđčňîđčŕëüíűő îęđóăŕő Ăîńŕňîěíŕäçîđŕ Đîńńčč).
Ďđč ďđîâĺäĺíčč âíĺî÷ĺđĺäíîăî ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙ äîëćíŕ áűňü óęŕçŕíŕ ďđč÷číŕ, âűçâŕâřŕ˙ íĺîáőîäčěîńňü ňŕęîăî îńâčäĺňĺëüńňâîâŕíč˙.
Ĺńëč ďđč ňĺőíč÷ĺńęîě îńâčäĺňĺëüńňâîâŕíčč ďđîâîäčëčńü äîďîëíčňĺëüíűĺ čńďűňŕíč˙ č čńńëĺäîâŕíč˙, ňî â ďŕńďîđňĺ ńîńóäŕ äîëćíű áűňü çŕďčńŕíű âčäű č đĺçóëüňŕňű ýňčő čńďűňŕíčé č čńńëĺäîâŕíčé ń óęŕçŕíčĺě ěĺńň îňáîđŕ îáđŕçöîâ čëč ó÷ŕńňęîâ, ďîäâĺđăíóňűő čńďűňŕíč˙ě, ŕ ňŕęćĺ ďđč÷číű, âűçâŕâřčĺ íĺîáőîäčěîńňü ďđîâĺäĺíč˙ äîďîëíčňĺëüíűő čńďűňŕíčé.
Äë˙ ńîńóäîâ, đĺăčńňđčđóĺěűő â ěĺćđĺăčîíŕëüíűő ňĺđđčňîđčŕëüíűő îęđóăŕő Ăîńŕňîěíŕäçîđŕ Đîńńčč, ęîďč˙ çŕďčńč ń ďîäďčń˙ěč ÷ëĺíîâ ęîěčńńčč íŕďđŕâë˙ĺňń˙ číńďĺęňîđó Ăîńŕňîěíŕäçîđŕ Đîńńčč íĺ ďîçäíĺĺ ÷ĺě ÷ĺđĺç 5 äíĺé ďîńëĺ îńâčäĺňĺëüńňâîâŕíč˙.
Óńňŕíîâëĺííűé ńđîę ńëĺäóţůĺăî ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙ íĺ äîëćĺí ďđĺâűřŕňü óęŕçŕííîăî â íŕńňî˙ůčő Ďđŕâčëŕő.
6.3.23. Ŕäěčíčńňđŕöč˙ îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ íĺńĺň îňâĺňńňâĺííîńňü çŕ ńâîĺâđĺěĺííóţ č ęŕ÷ĺńňâĺííóţ ďîäăîňîâęó ńîńóäŕ ę ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ.
6.3.24. Ńîńóäű, ó ęîňîđűő äĺéńňâčĺ ńđĺäű ěîćĺň âűçâŕňü óőóäřĺíčĺ őčěč÷ĺńęîăî ńîńňŕâŕ č ěĺőŕíč÷ĺńęčő ńâîéńňâ ěĺňŕëëŕ, ŕ ňŕęćĺ ńîńóäű, ó ęîňîđűő ňĺěďĺđŕňóđŕ ńňĺíęč ďđč đŕáîňĺ ďđĺâűřŕĺň 450 °C, äîëćíű ďîäâĺđăŕňüń˙ äîďîëíčňĺëüíîěó îńâčäĺňĺëüńňâîâŕíčţ â ńîîňâĺňńňâčč ń číńňđóęöčĺé, óňâĺđćäĺííîé ýęńďëóŕňčđóţůĺé îđăŕíčçŕöčĺé. Đĺçóëüňŕňű äîďîëíčňĺëüíűő îńâčäĺňĺëüńňâîâŕíčé äîëćíű çŕíîńčňüń˙ â ďŕńďîđň ńîńóäŕ.
6.3.25. Äë˙ ńîńóäîâ ÎČŔÝ, îňđŕáîňŕâřčő ńđîę ńëóćáű, óńňŕíîâëĺííűé ďđîĺęňîě, čçăîňîâčňĺëĺě, äđóăîé ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ Ăîńăîđňĺőíŕäçîđîě Đîńńčč čëč äë˙ ęîňîđűő ďđîĺęňíűé ńđîę ńëóćáű ďđîäëĺâŕëń˙ íŕ îńíîâŕíčč ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč, č ńîîňâĺňńňâóţůĺăî ňĺőíč÷ĺńęîăî çŕęëţ÷ĺíč˙, îáúĺě, ěĺňîäű č ďĺđčîäč÷íîńňü ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙ äîëćíű áűňü îďđĺäĺëĺíű ďî đĺçóëüňŕňŕě ňĺőíč÷ĺńęîăî äčŕăíîńňčđîâŕíč˙ č îďđĺäĺëĺíč˙ îńňŕňî÷íîăî đĺńóđńŕ, âűďîëíĺííîăî ýęńďëóŕňčđóţůĺé îđăŕíčçŕöčĺé ńîńóäŕ čëč ďî ĺĺ đĺřĺíčţ - ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé.
6.3.26. Ĺńëč ďđč ŕíŕëčçĺ äĺôĺęňîâ, âű˙âëĺííűő ďđč ňĺőíč÷ĺńęîě îńâčäĺňĺëüńňâîâŕíčč ńîńóäîâ, áóäĺň óńňŕíîâëĺíî, ÷ňî čő âîçíčęíîâĺíčĺ ńâ˙çŕíî ń đĺćčěîě ýęńďëóŕňŕöčč ńîńóäîâ â äŕííîé îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ čëč ńâîéńňâĺííî ńîńóäŕě äŕííîé ęîíńňđóęöčč, ňî ęîěčńńč˙ ďî ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ čëč ëčöî, ďđîâîäčâřčĺ îńâčäĺňĺëüńňâîâŕíčĺ, äîëćíű ďîňđĺáîâŕňü îň ŕäěčíčńňđŕöčč îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ďđîâĺäĺíč˙ âíĺî÷ĺđĺäíîăî ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙ âńĺő óńňŕíîâëĺííűő â äŕííîé îđăŕíčçŕöčč ńîńóäîâ, ýęńďëóŕňŕöč˙ ęîňîđűő ďđîâîäčëŕńü ďî îäčíŕęîâîěó đĺćčěó, čëč, ńîîňâĺňńňâĺííî, âńĺő ńîńóäîâ äŕííîé ęîíńňđóęöčč ń óâĺäîěëĺíčĺě îá ýňîě ěĺćđĺăčîíŕëüíîăî ňĺđđčňîđčŕëüíîăî îęđóăŕ Ăîńŕňîěíŕäçîđŕ Đîńńčč (â ÷ŕńňč ńîńóäîâ, çŕđĺăčńňđčđîâŕííűő â îęđóăĺ).
6.3.27. Ĺńëč ďî óńëîâč˙ě ďđîčçâîäńňâŕ íĺ ďđĺäńňŕâë˙ĺňń˙ âîçěîćíűě ďđĺäú˙âčňü ńîńóä äë˙ ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙ â íŕçíŕ÷ĺííűé ńđîę, đóęîâîäńňâî îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ îá˙çŕíî ďđĺäú˙âčňü ĺăî äîńđî÷íî.
Ěĺćđĺăčîíŕëüíîěó ňĺđđčňîđčŕëüíîěó îęđóăó Ăîńŕňîěíŕäçîđŕ Đîńńčč ďđĺäîńňŕâë˙ĺňń˙ ďđŕâî â čńęëţ÷čňĺëüíűő ńëó÷ŕ˙ő ďđîäëĺâŕňü óńňŕíîâëĺííűĺ ńđîęč ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙ ńîńóäîâ ďî îáîńíîâŕííîěó ďčńüěĺííîěó őîäŕňŕéńňâó ŕäěčíčńňđŕöčč îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ń ďđĺäîńňŕâëĺíčĺě îáîńíîâŕíč˙ (ńîáńňâĺííîăî čëč ďî ĺăî đĺřĺíčţ - ńďĺöčŕëčçčđîâŕííîé čëč ýęńďĺđňíîé îđăŕíčçŕöčč), ďîäňâĺđćäŕţůĺăî óäîâëĺňâîđčňĺëüíîĺ ńîńňî˙íčĺ ńîńóäŕ.
6.4. Ââîä ńîńóäîâ â ýęńďëóŕňŕöčţ
6.4.1. Đŕçđĺřĺíčĺ íŕ ââîä ńîńóäîâ â ýęńďëóŕňŕöčţ ęŕę đĺăčńňđčđóĺěűő, ňŕę č íĺ đĺăčńňđčđóĺěűő â ěĺćđĺăčîíŕëüíűő ňĺđđčňîđčŕëüíűő îęđóăŕő Ăîńŕňîěíŕäçîđŕ Đîńńčč, âűäŕĺňń˙ ŕäěčíčńňđŕöčĺé îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ â ńîîňâĺňńňâčč ń íŕńňî˙ůčěč Ďđŕâčëŕěč ďđč íŕëč÷čč ëčöĺíçčč Ăîńŕňîěíŕäçîđŕ Đîńńčč íŕ ýęńďëóŕňŕöčţ ÎČŔÝ â âčäĺ ďđčęŕçŕ ďî îđăŕíčçŕöčč-âëŕäĺëüöó ńîńóäŕ íŕ îńíîâŕíčč ďîëîćčňĺëüíűő đĺçóëüňŕňîâ ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙ ńîńóäŕ, ďđč íŕëč÷čč â ďŕńďîđňĺ ńîńóäŕ řňŕěďŕ ěĺćđĺăčîíŕëüíîăî ňĺđđčňîđčŕëüíîăî îęđóăŕ Ăîńŕňîěíŕäçîđŕ Đîńńčč î đĺăčńňđŕöčč ńîńóäŕ (äë˙ đĺăčńňđčđóĺěűő ńîńóäîâ) č đĺçóëüňŕňîâ ńîáńňâĺííîé ďđîâĺđęč îđăŕíčçŕöčč îáńëóćčâŕíč˙ č íŕäçîđŕ, ďđč ęîňîđîé ęîíňđîëčđóĺňń˙:
íŕëč÷čĺ č čńďđŕâíîńňü â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč íŕńňî˙ůčő Ďđŕâčë ŕđěŕňóđű, ęîíňđîëüíî-čçěĺđčňĺëüíűő ďđčáîđîâ č ďđčáîđîâ áĺçîďŕńíîńňč;
ńîîňâĺňńňâčĺ óńňŕíîâęč ńîńóäŕ íŕńňî˙ůčě Ďđŕâčëŕě;
ďđŕâčëüíîńňü âęëţ÷ĺíč˙ ńîńóäŕ â ńîîňâĺňńňâčč ń ďđîĺęňîě;
íŕëč÷čĺ ŕňňĺńňîâŕííîăî îáńëóćčâŕţůĺăî ďĺđńîíŕëŕ č ńďĺöčŕëčńňîâ;
íŕëč÷čĺ äîëćíîńňíűő číńňđóęöčé äë˙ ëčö ďî íŕäçîđó çŕ ňĺőíč÷ĺńęčě ńîńňî˙íčĺě ńîńóäîâ čő ýęńďëóŕňŕöčĺé, îňâĺňńňâĺííűő çŕ čńďđŕâíîĺ ńîńňî˙íčĺ č áĺçîďŕńíóţ ýęńďëóŕňŕöčţ ńîńóäîâ, číńňđóęöčč ďî đĺćčěó đŕáîňű č áĺçîďŕńíîěó îáńëóćčâŕíčţ, ńěĺííűő ćóđíŕëîâ č äđóăîé äîęóěĺíňŕöčč, ďđĺäóńěîňđĺííîé íŕńňî˙ůčěč Ďđŕâčëŕěč.
6.4.2. Ňĺęńň đŕńďîđ˙ćĺíč˙ íŕ ââîä ńîńóäŕ â ýęńďëóŕňŕöčţ çŕďčńűâŕĺňń˙ â ĺăî ďŕńďîđňĺ.
Î ââîäĺ â ýęńďëóŕňŕöčţ ńîńóäŕ, çŕđĺăčńňđčđîâŕííîăî â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč, ŕäěčíčńňđŕöč˙ îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ äîëćíŕ ńîîáůŕňü â ěĺćđĺăčîíŕëüíűé ňĺđđčňîđčŕëüíűé îęđóă Ăîńŕňîěíŕäçîđŕ Đîńńčč â ď˙ňčäíĺâíűé ńđîę.
6.4.3. Íŕ ęŕćäűé ńîńóä ďîńëĺ âűäŕ÷č đŕçđĺřĺíč˙ íŕ ĺăî ýęńďëóŕňŕöčţ äîëćíű áűňü íŕíĺńĺíű ęđŕńęîé íŕ âčäíîě ěĺńňĺ čëč íŕ ńďĺöčŕëüíîé ňŕáëč÷ęĺ ôîđěŕňîě íĺ ěĺíĺĺ 200×150 ěě:
đĺăčńňđŕöčîííűé íîěĺđ;
đŕçđĺřĺííîĺ äŕâëĺíčĺ;
÷čńëî, ěĺń˙ö č ăîä ńëĺäóţůĺăî ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙.
6.4.4. Ńîńóä (ăđóďďŕ ńîńóäîâ, âőîä˙ůčő â óńňŕíîâęó) ěîćĺň áűňü âęëţ÷ĺí â đŕáîňó ďîńëĺ âűďîëíĺíč˙ ňđĺáîâŕíčé ďóíęňîâ 6.4.2 č 6.4.3 íŕńňî˙ůčő Ďđŕâčë.
7. ÝĘŃĎËÓŔŇŔÖČß, ĐĹĚÎÍŇ Č ĐĹĘÎÍŃŇĐÓĘÖČß
7.1. Îđăŕíčçŕöč˙ ýęńďëóŕňŕöčč
7.1.1. Ŕäěčíčńňđŕöč˙ îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ îá˙çŕíŕ îáĺńďĺ÷čňü ńîäĺđćŕíčĺ ńîńóäîâ â čńďđŕâíîě ńîńňî˙íčč č áĺçîďŕńíűĺ óńëîâč˙ čő ýęńďëóŕňŕöčč ďóňĺě îđăŕíčçŕöčč íŕäëĺćŕůĺăî îáńëóćčâŕíč˙.
 ýňčő öĺë˙ő íĺîáőîäčěî:
ŕ) íŕçíŕ÷čňü ďđčęŕçîě ëčöî (ëčö) ďî íŕäçîđó čç ÷čńëŕ ńďĺöčŕëčńňîâ, ďđîřĺäřčő â óńňŕíîâëĺííîě ďîđ˙äęĺ ďđîâĺđęó çíŕíč˙ íŕńňî˙ůčő Ďđŕâčë. Ęîëč÷ĺńňâî ëčö ďî íŕäçîđó äîëćíî îďđĺäĺë˙ňüń˙ čńőîä˙ čç đŕń÷ĺňŕ âđĺěĺíč, íĺîáőîäčěîăî äë˙ ńâîĺâđĺěĺííîăî č ęŕ÷ĺńňâĺííîăî âűďîëíĺíč˙ îá˙çŕííîńňĺé, âîçëîćĺííűő íŕ óęŕçŕííűő ëčö äîëćíîńňíîé číńňđóęöčĺé;
á) íŕçíŕ÷čňü ďđčęŕçîě îňâĺňńňâĺííîăî çŕ čńďđŕâíîĺ ńîńňî˙íčĺ č áĺçîďŕńíóţ ýęńďëóŕňŕöčţ ńîńóäîâ čç ÷čńëŕ číćĺíĺđíî-ňĺőíč÷ĺńęčő đŕáîňíčęîâ, ďđîřĺäřčő ďđîâĺđęó çíŕíčé â óńňŕíîâëĺííîě ďîđ˙äęĺ;
â) íŕçíŕ÷čňü íĺîáőîäčěîĺ ęîëč÷ĺńňâî ëčö îáńëóćčâŕţůĺăî ďĺđńîíŕëŕ, îáó÷ĺííűő č čěĺţůčő óäîńňîâĺđĺíč˙ íŕ ďđŕâî îáńëóćčâŕíč˙ ńîńóäîâ;
ă) đŕçđŕáîňŕňü č óňâĺđäčňü ďđîčçâîäńňâĺííóţ číńňđóęöčţ äë˙ ďĺđńîíŕëŕ, îáńëóćčâŕţůĺăî ńîńóäű. Číńňđóęöč˙ äîëćíŕ áűňü âűäŕíŕ ďîä đŕńďčńęó îáńëóćčâŕţůĺěó ďĺđńîíŕëó č âűâĺřĺíŕ íŕ đŕáî÷čő ěĺńňŕő;
ä) óńňŕíîâčňü ňŕęîé ďîđ˙äîę, ÷ňîáű ďĺđńîíŕë, íŕ ęîňîđűé âîçëîćĺíű îá˙çŕííîńňč ďî îáńëóćčâŕíčţ ńîńóäîâ, âĺë ňůŕňĺëüíîĺ íŕáëţäĺíčĺ çŕ ďîđó÷ĺííűě ĺěó îáîđóäîâŕíčĺě ďóňĺě îńěîňđŕ, ďđîâĺđęč čńďđŕâíîńňč äĺéńňâč˙ ŕđěŕňóđű, ęîíňđîëüíî-čçěĺđčňĺëüíűő ďđčáîđîâ, ďđĺäîőđŕíčňĺëüíűő č áëîęčđîâî÷íűő óńňđîéńňâ. Đĺçóëüňŕňű îńěîňđŕ č ďđîâĺđęč äîëćíű çŕďčńűâŕňüń˙ â ńěĺííűé ćóđíŕë;
ĺ) îáĺńďĺ÷čňü ďđîâĺäĺíčĺ ňĺőíč÷ĺńęčő îńâčäĺňĺëüńňâîâŕíčé č äčŕăíîńňčęč ńîńóäîâ â óńňŕíîâëĺííűĺ ńđîęč;
ć) óńňŕíîâčňü ďîđ˙äîę č îáĺńďĺ÷čňü ďĺđčîäč÷íîńňü ďđîâĺđęč çíŕíčé ďđŕâčë, íîđě č číńňđóęöčé ó ńîîňâĺňńňâóţůčő đóęîâîä˙ůčő č číćĺíĺđíî-ňĺőíč÷ĺńęčő đŕáîňíčęîâ, â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč;
ç) îđăŕíčçîâŕňü ďĺđčîäč÷ĺńęóţ ďđîâĺđęó çíŕíčé îáńëóćčâŕţůčě ďĺđńîíŕëîě ďđîčçâîäńňâĺííűő číńňđóęöčé;
č) îáĺńďĺ÷čňü âűďîëíĺíčĺ číćĺíĺđíî-ňĺőíč÷ĺńęčěč đŕáîňíčęŕěč íŕńňî˙ůčő Ďđŕâčë, ŕ îáńëóćčâŕţůčě ďĺđńîíŕëîě - číńňđóęöčé â ńîîňâĺňńňâčč ń ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
7.1.2. Ëčöî ďî íŕäçîđó (ăđóďďŕ) äîëćíî îńóůĺńňâë˙ňü ńâîţ đŕáîňó ďî ďëŕíó, óňâĺđćäĺííîěó ŕäěčíčńňđŕöčĺé îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ.  ÷ŕńňíîńňč îíî (îíŕ) îá˙çŕíî (îá˙çŕíŕ):
ŕ) îńěŕňđčâŕňü ńîńóäű, íŕőîä˙ůčĺń˙ â đŕáî÷ĺě ńîńňî˙íčč, č ďđîâĺđ˙ňü ńîáëţäĺíčĺ óńňŕíîâëĺííűő đĺćčěîâ ďđč čő ýęńďëóŕňŕöčč;
á) ďđîâîäčňü ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ ńîńóäîâ, íĺ đĺăčńňđčđóĺěűő â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč, č ďđčíčěŕňü ó÷ŕńňčĺ â đŕáîňĺ ęîěčńńčč ďî ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ ńîńóäîâ, đĺăčńňđčđóĺěűő â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč;
â) ęîíňđîëčđîâŕňü ďîäăîňîâęó č ńâîĺâđĺěĺííîĺ ďđĺäú˙âëĺíčĺ ńîńóäîâ ę ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ;
ă) âĺńňč ęíčăó ó÷ĺňŕ č ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙ ńîńóäîâ, íŕőîä˙ůčőń˙ â ýęńďëóŕňŕöčč íŕ ÎČŔÝ ęŕę đĺăčńňđčđóĺěűő â ěĺćđĺăčîíŕëüíűő ňĺđđčňîđčŕëüíűő îęđóăŕő Ăîńŕňîěíŕäçîđŕ Đîńńčč, ňŕę č íĺ ďîäëĺćŕůčő đĺăčńňđŕöčč â íčő;
ä) ęîíňđîëčđîâŕňü âűďîëíĺíčĺ đŕńďîđ˙ćĺíčé č ďđĺäďčńŕíčé, âűäŕííűő ěĺćđĺăčîíŕëüíűě ňĺđđčňîđčŕëüíűě îęđóăîě Ăîńŕňîěíŕäçîđŕ Đîńńčč;
ĺ) ęîíňđîëčđîâŕňü ńâîĺâđĺěĺííîńňü č ďîëíîňó ďđîâĺäĺíč˙ ďëŕíîâî-ďđĺäóďđĺäčňĺëüíűő đĺěîíňîâ ńîńóäîâ, ŕ ňŕęćĺ ńîáëţäĺíčĺ íŕńňî˙ůčő Ďđŕâčë ďđč ďđîâĺäĺíčč đĺěîíňíűő đŕáîň;
ć) ďđîâĺđ˙ňü ńîáëţäĺíčĺ óńňŕíîâëĺííîăî íŕńňî˙ůčěč Ďđŕâčëŕěč ďîđ˙äęŕ äîďóńęŕ đŕáî÷čő ę îáńëóćčâŕíčţ ńîńóäîâ, ŕ ňŕęćĺ ó÷ŕńňâîâŕňü â ęîěčńńč˙ő ďî ďđîâĺđęĺ çíŕíčé ó ńďĺöčŕëčńňîâ č îáńëóćčâŕţůĺăî ďĺđńîíŕëŕ;
ç) ďđîâĺđ˙ňü âűäŕ÷ó číńňđóęöčé îáńëóćčâŕţůĺěó ďĺđńîíŕëó, ŕ ňŕęćĺ íŕëč÷čĺ číńňđóęöčé íŕ đŕáî÷čő ěĺńňŕő;
č) ďđîâĺđ˙ňü ďđŕâčëüíîńňü âĺäĺíč˙ ňĺőíč÷ĺńęîé äîęóěĺíňŕöčč ďđč ýęńďëóŕňŕöčč č đĺěîíňĺ ńîńóäîâ;
ę) ó÷ŕńňâîâŕňü â číńďĺęöč˙ő ńîńóäîâ, ďđîâîäčěűő číńďĺęňîđîě Ăîńŕňîěíŕäçîđŕ Đîńńčč.
7.1.3. Ďđč âű˙âëĺíčč íĺčńďđŕâíîńňĺé, ŕ ňŕęćĺ íŕđóřĺíčé íŕńňî˙ůčő Ďđŕâčë č číńňđóęöčé â ďđîöĺńńĺ ýęńďëóŕňŕöčč ńîńóäîâ ëčöî ďî íŕäçîđó äîëćíî ďîňđĺáîâŕňü îň îňâĺňńňâĺííîăî çŕ čńďđŕâíîĺ ńîńňî˙íčĺ č áĺçîďŕńíóţ ýęńďëóŕňŕöčţ ńîńóäŕ óńňđŕíĺíčĺ ýňčő íĺčńďđŕâíîńňĺé čëč íŕđóřĺíčé, ŕ â ńëó÷ŕĺ íĺîáőîäčěîńňč - ěĺđű ďî âűâîäó ńîńóäŕ čç đŕáîňű.
7.1.4. Ëčöó (ăđóďďĺ) ďî íŕäçîđó ŕäěčíčńňđŕöčĺé îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ěîćĺň áűňü ďđĺäîńňŕâëĺíî ďđŕâî:
ŕ) âűäŕâŕňü îá˙çŕňĺëüíűĺ äë˙ čńďîëíĺíč˙ đóęîâîäčňĺë˙ěč č ńďĺöčŕëčńňŕěč ńňđóęňóđíűő ďîäđŕçäĺëĺíčé ďđĺäďčńŕíč˙ ďî óńňđŕíĺíčţ íŕđóřĺíčé íŕńňî˙ůčő Ďđŕâčë;
á) ďđĺäńňŕâë˙ňü ŕäěčíčńňđŕöčč îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ďđĺäëîćĺíč˙ ďî óńňđŕíĺíčţ ďđč÷čí, ďîđîćäŕţůčő íŕđóřĺíč˙;
â) ďđč âű˙âëĺíčč ńđĺäč îáńëóćčâŕţůĺăî ďĺđńîíŕëŕ íĺîáó÷ĺííűő ëčö, ŕ ňŕęćĺ ëčö, ďîęŕçŕâřčő íĺóäîâëĺňâîđčňĺëüíűĺ çíŕíč˙, ďđĺäëîćčňü đóęîâîäńňâó ďîäđŕçäĺëĺíčé îňńňđŕíčňü čő îň îáńëóćčâŕíč˙ ńîńóäîâ;
ă) ďđĺäńňŕâë˙ňü đóęîâîäńňâó ďđĺäëîćĺíč˙ ďî ďđčâëĺ÷ĺíčţ ę îňâĺňńňâĺííîńňč ńďĺöčŕëčńňîâ č ëčö îáńëóćčâŕţůĺăî ďĺđńîíŕëŕ, íŕđóřŕţůčő íŕńňî˙ůčĺ Ďđŕâčëŕ.
7.1.5. Îňâĺňńňâĺííîńňü çŕ čńďđŕâíîĺ ńîńňî˙íčĺ č áĺçîďŕńíóţ ýęńďëóŕňŕöčţ ńîńóäîâ îđăŕíčçŕöčč (öĺőŕ, ó÷ŕńňęŕ) âîçëŕăŕĺňń˙ ďđčęŕçîě đóęîâîäčňĺë˙ îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ íŕ đŕáîňíčęŕ, ęîňîđîěó ďîä÷číĺí îáńëóćčâŕţůčé ďĺđńîíŕë. Íîěĺđ č äŕňŕ ďđčęŕçŕ î íŕçíŕ÷ĺíčč îňâĺňńňâĺííîăî ëčöŕ äîëćíű áűňü çŕďčńŕíű â ďŕńďîđňĺ ńîńóäŕ.
Íŕ âđĺě˙ îňďóńęŕ, ęîěŕíäčđîâîę, áîëĺçíč čëč â äđóăčő ńëó÷ŕ˙ő îňńóňńňâč˙ îňâĺňńňâĺííîăî ëčöŕ âűďîëíĺíčĺ ĺăî îá˙çŕííîńňĺé âđĺěĺííî âîçëŕăŕĺňń˙ íŕ äđóăîăî đŕáîňíčęŕ ďđčęŕçîě đóęîâîäčňĺë˙ îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ.
7.1.6. Îňâĺňńňâĺííűé çŕ čńďđŕâíîĺ ńîńňî˙íčĺ č áĺçîďŕńíóţ ýęńďëóŕňŕöčţ ńîńóäîâ äîëćĺí îáĺńďĺ÷čâŕňü:
ŕ) ńîäĺđćŕíčĺ ńîńóäîâ â đŕáîňîńďîńîáíîě ńîńňî˙íčč č ýęńďëóŕňŕöčţ čő â îďđĺäĺëĺííűő ďđîĺęňîě ýęńďëóŕňŕöčîííűő ďđĺäĺëŕő č óńëîâč˙ő;
á) îáńëóćčâŕíčĺ ńîńóäîâ îáó÷ĺííűě č ŕňňĺńňîâŕííűě ďĺđńîíŕëîě;
â) âűďîëíĺíčĺ îáńëóćčâŕţůčě ďĺđńîíŕëîě číńňđóęöčč ďî đĺćčěŕě đŕáîňű ńîńóäîâ č áĺçîďŕńíîěó čő îáńëóćčâŕíčţ;
ă) ďđîâĺäĺíčĺ ńâîĺâđĺěĺííűő đĺěîíňîâ č ďîäăîňîâęó ńîńóäîâ ę ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ;
ä) ńâîĺ ó÷ŕńňčĺ â ęîěčńńčč ďî ŕňňĺńňŕöčč č ďĺđčîäč÷ĺńęîé ďđîâĺđęĺ çíŕíčé číćĺíĺđíî-ňĺőíč÷ĺńęčő đŕáîňíčęîâ č îáńëóćčâŕţůĺăî ďĺđńîíŕëŕ;
ĺ) âűďîëíĺíčĺ ęîíňđîë˙ çŕ ńîńňî˙íčĺě ěĺňŕëëŕ č ńâŕđíűő ńîĺäčíĺíčé ýëĺěĺíňîâ ńîńóäîâ â ńîîňâĺňńňâčč ń číńňđóęöčĺé ďî ýęńďëóŕňŕöčč;
ć) ńâîĺâđĺěĺííóţ ďîäăîňîâęó ńîńóäîâ ę ňĺőíč÷ĺńęîěó îńâčäĺňĺëüńňâîâŕíčţ;
ç) ó÷ŕńňâîâŕňü â číńďĺęöč˙ő ńîńóäîâ, ďđîâîäčěűő číńďĺęňîđîě Ăîńŕňîěíŕäçîđŕ Đîńńčč;
č) ńâîĺâđĺěĺííîĺ óńňđŕíĺíčĺ âű˙âëĺííűő íĺčńďđŕâíîńňĺé ńîńóäîâ.
7.1.7. Îňâĺňńňâĺííűé çŕ čńďđŕâíîĺ ńîńňî˙íčĺ č áĺçîďŕńíóţ ýęńďëóŕňŕöčţ ńîńóäîâ îá˙çŕí:
ŕ) îńěŕňđčâŕňü ńîńóä, íŕőîä˙ůčéń˙ â đŕáî÷ĺě ńîńňî˙íčč, ń óńňŕíîâëĺííîé ŕäěčíčńňđŕöčĺé îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ďĺđčîäč÷íîńňüţ;
á) ĺćĺäíĺâíî ďđîâĺđ˙ňü çŕďčńč â ńěĺííîě ćóđíŕëĺ ń đîńďčńüţ â íĺě;
â) ďđîâîäčňü đŕáîňó ń îáńëóćčâŕţůčě ďĺđńîíŕëîě ďî ďîâűřĺíčţ ĺăî ęâŕëčôčęŕöčč;
ă) ó÷ŕńňâîâŕňü â ňĺőíč÷ĺńęčő îńâčäĺňĺëüńňâîâŕíč˙ő ńîńóäîâ;
ä) őđŕíčňü ďŕńďîđňŕ ńîńóäîâ č číńňđóęöčč îđăŕíčçŕöčé-čçăîňîâčňĺëĺé ďî ěîíňŕćó č ýęńďëóŕňŕöčč ńîńóäîâ;
ĺ) ďđîâîäčňü ďđîňčâîŕâŕđčéíűĺ ňđĺíčđîâęč ń îáńëóćčâŕţůčě ďĺđńîíŕëîě;
ć) ó÷ŕńňâîâŕňü â číńďĺęöč˙ő, ďđîâîäčěűő číńďĺęňîđîě Ăîńŕňîěíŕäçîđŕ Đîńńčč;
ç) ńâîĺâđĺěĺííî âűďîëí˙ňü ďđĺäďčńŕíč˙, âűäŕííűĺ ěĺćđĺăčîíŕëüíűě ňĺđđčňîđčŕëüíűě îęđóăîě Ăîńŕňîěíŕäçîđŕ Đîńńčč;
č) ďđîâîäčňü ďĺđčîäč÷ĺńęč, íĺ đĺćĺ îäíîăî đŕçŕ â ăîä, îáńëĺäîâŕíčĺ ńîńóäîâ ń ďîńëĺäóţůčě óâĺäîěëĺíčĺě číńďĺęňîđŕ ěĺćđĺăčîíŕëüíîăî ňĺđđčňîđčŕëüíîăî îęđóăŕ Ăîńŕňîěíŕäçîđŕ Đîńńčč î đĺçóëüňŕňŕő ýňîăî îáńëĺäîâŕíč˙ (â ÷ŕńňč ńîńóäîâ, çŕđĺăčńňđčđîâŕííűő â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč);
ę) âĺńňč ó÷ĺň íŕđŕáîňęč öčęëîâ íŕăđóćĺíč˙ ńîńóäîâ, ýęńďëóŕňčđóţůčőń˙ â öčęëč÷ĺńęîě đĺćčěĺ;
ë) ďđĺęđŕňčňü ýęńďëóŕňŕöčţ ńîńóäŕ ďđč âű˙âëĺíčč íĺčńďđŕâíîńňĺé, ęîňîđűĺ ěîăóň ďđčâĺńňč ę ŕâŕđč˙ě čëč ňđŕâěčđîâŕíčţ ëţäĺé.
7.1.8. Îňâĺňńňâĺííűé çŕ čńďđŕâíîĺ ńîńňî˙íčĺ č áĺçîďŕńíóţ ýęńďëóŕňŕöčţ ńîńóäîâ čěĺĺň ďđŕâî:
ŕ) îňńňđŕí˙ňü îň îáńëóćčâŕíč˙ ńîńóäîâ îáńëóćčâŕţůčé ďĺđńîíŕë, äîďóńęŕţůčé íŕđóřĺíčĺ číńňđóęöčé čëč ďîęŕçűâŕţůčé íĺóäîâëĺňâîđčňĺëüíűĺ çíŕíč˙;
á) âűäŕâŕňü îá˙çŕňĺëüíűĺ äë˙ čńďîëíĺíč˙ đóęîâîäčňĺë˙ěč č ńďĺöčŕëčńňŕěč ńňđóęňóđíűő ďîäđŕçäĺëĺíčé ďđĺäďčńŕíč˙ ďî óńňđŕíĺíčţ íŕđóřĺíčé íŕńňî˙ůčő Ďđŕâčë;
â) ďđĺäńňŕâë˙ňü đóęîâîäńňâó îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ďđĺäëîćĺíč˙ ďî ďđčâëĺ÷ĺíčţ ę îňâĺňńňâĺííîńňč číćĺíĺđíî-ňĺőíč÷ĺńęčő đŕáîňíčęîâ č ëčö îáńëóćčâŕţůĺăî ďĺđńîíŕëŕ, íŕđóřŕţůčő ňđĺáîâŕíč˙ íŕńňî˙ůčő Ďđŕâčë č číńňđóęöčé;
ă) ďđĺäëŕăŕňü đóęîâîäńňâó ďîäđŕçäĺëĺíčé ďđč âű˙âëĺíčč ńđĺäč îáńëóćčâŕţůĺăî ďĺđńîíŕëŕ íĺîáó÷ĺííűő ëčö, ŕ ňŕęćĺ ëčö, ďîęŕçŕâřčő íĺóäîâëĺňâîđčňĺëüíűĺ çíŕíč˙, îňńňđŕíčňü čő îň îáńëóćčâŕíč˙ ńîńóäîâ;
ä) ďđĺäńňŕâë˙ňü đóęîâîäńňâó ďđĺäëîćĺíč˙ ďî ďđčâëĺ÷ĺíčţ ę îňâĺňńňâĺííîńňč ńďĺöčŕëčńňîâ č ëčö îáńëóćčâŕţůĺăî ďĺđńîíŕëŕ, íŕđóřŕţůčő ňđĺáîâŕíč˙ íŕńňî˙ůčő Ďđŕâčë;
ĺ) ďđĺäńňŕâë˙ňü đóęîâîäńňâó îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ďđĺäëîćĺíč˙ ďî óńňđŕíĺíčţ ďđč÷čí, ďîđîćäŕţůčő íŕđóřĺíč˙ ňđĺáîâŕíčé íŕńňî˙ůčő Ďđŕâčë.
7.1.9. Ŕäěčíčńňđŕöč˙ îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ äîëćíŕ îáĺńďĺ÷čňü đŕçđŕáîňęó č óňâĺđćäĺíčĺ ěĺňîäčę ďđîâĺäĺíč˙:
äĺçŕęňčâŕöčč ńîńóäîâ, ęîňîđűĺ ěîăóň ďîëó÷čňü đŕäčŕöčîííîĺ çŕăđ˙çíĺíčĺ â đĺçóëüňŕňĺ íŕđóřĺíčé â đŕáîňĺ č ŕâŕđčé íŕ ÎČŔÝ;
ęîíňđîë˙ îńíîâíîăî ěĺňŕëëŕ, ńâŕđíűő ńîĺäčíĺíčé č ďđîâĺđîę đŕáîňîńďîńîáíîńňč ńîńóäîâ ďîńëĺ íŕđóřĺíčé â đŕáîňĺ č ŕâŕđčé íŕ ÎČŔÝ.
7.2. Ýęńďëóŕňŕöč˙ ńîńóäîâ
7.2.1. Ďîäăîňîâęó č ďđîâĺđęó çíŕíčé ďĺđńîíŕëŕ, îáńëóćčâŕţůĺăî ńîńóäű, äîďóńęŕĺňń˙ ďđîâîäčňü â ó÷ĺáíűő öĺíňđŕő îáúĺęňîâ, ĺńëč äŕííűĺ öĺíňđű čěĺţň íĺîáőîäčěűĺ óńëîâč˙ äë˙ ďîäăîňîâęč, ďîäňâĺđćäĺííűĺ ńîîňâĺňńňâóţůčě çŕęëţ÷ĺíčĺě ěĺćđĺăčîíŕëüíîăî ňĺđđčňîđčŕëüíîăî îęđóăŕ Ăîńŕňîěíŕäçîđŕ Đîńńčč. Číäčâčäóŕëüíŕ˙ ďîäăîňîâęŕ ďĺđńîíŕëŕ íĺ äîďóńęŕĺňń˙.
Çíŕíč˙ îáńëóćčâŕţůĺăî ďĺđńîíŕëŕ äîëćíű ďđîâĺđ˙ňüń˙ ęâŕëčôčęŕöčîííîé ęîěčńńčĺé îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäîâ.
7.2.2. Đĺçóëüňŕňű ýęçŕěĺíîâ č ďĺđčîäč÷ĺńęîé ďđîâĺđęč çíŕíčé îáńëóćčâŕţůĺăî ďĺđńîíŕëŕ äîëćíű îôîđěë˙ňüń˙ ďđîňîęîëîě çŕ ďîäďčńüţ ďđĺäńĺäŕňĺë˙ ęîěčńńčč č ĺĺ ÷ëĺíîâ č çŕíîńčňüń˙ â ńďĺöčŕëüíűé ćóđíŕë.
Ëčöŕě, ńäŕâřčě ýęçŕěĺíű, âűäŕţňń˙ óäîńňîâĺđĺíč˙ ń óęŕçŕíčĺě íŕčěĺíîâŕíč˙ č ďŕđŕěĺňđîâ đŕáî÷ĺé ńđĺäű ńîńóäîâ, ę îáńëóćčâŕíčţ ęîňîđűő ýňč ëčöŕ äîďóůĺíű, č ďîäďčńüţ ďđĺäńĺäŕňĺë˙ ęîěčńńčč.
Ďđîâĺđęŕ çíŕíčé ďĺđńîíŕëŕ, îáńëóćčâŕţůĺăî ńîńóäű ń áűńňđîńúĺěíűěč ęđűřęŕěč, ŕ ňŕęćĺ ńîńóäű, đŕáîňŕţůčĺ ďîä äŕâëĺíčĺě âđĺäíűő âĺůĺńňâ 1, 2, 3 č 4 ęëŕńńîâ îďŕńíîńňč â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč, ďđîâîäčňń˙ ęîěčńńčĺé îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäîâ ń ó÷ŕńňčĺě číńďĺęňîđŕ Ăîńŕňîěíŕäçîđŕ Đîńńčč. Î äíĺ ďđîâĺäĺíč˙ ýęçŕěĺíîâ ďîäđŕçäĺëĺíčĺ ěĺćđĺăčîíŕëüíîăî ňĺđđčňîđčŕëüíîăî îęđóăŕ Ăîńŕňîěíŕäçîđŕ Đîńńčč íŕ ÎČŔÝ äîëćĺí áűňü óâĺäîěëĺí íĺ ďîçäíĺĺ ÷ĺě çŕ 5 äíĺé.
 îńňŕëüíűő ńëó÷ŕ˙ő ó÷ŕńňčĺ číńďĺęňîđŕ â đŕáîňĺ ęîěčńńčč íĺîá˙çŕňĺëüíî.
7.2.3. Ďĺđčîäč÷ĺńęŕ˙ ďđîâĺđęŕ çíŕíčé ďĺđńîíŕëŕ, îáńëóćčâŕţůĺăî ńîńóäű, äîëćíŕ ďđîâîäčňüń˙ íĺ đĺćĺ îäíîăî đŕçŕ â 12 ěĺń. Âíĺî÷ĺđĺäíŕ˙ ďđîâĺđęŕ çíŕíčé ďđîâîäčňń˙:
â ńëó÷ŕĺ âíĺńĺíč˙ čçěĺíĺíč˙ â číńňđóęöčţ ďî đĺćčěó đŕáîňű č áĺçîďŕńíîěó îáńëóćčâŕíčţ ńîńóäŕ;
ďî đĺřĺíčţ ŕäěčíčńňđŕöčč îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ čëč ďî ňđĺáîâŕíčţ číńďĺęňîđŕ Ăîńŕňîěíŕäçîđŕ Đîńńčč.
Ďđč ďĺđĺđűâĺ â đŕáîňĺ ďî ńďĺöčŕëüíîńňč áîëĺĺ 12 ěĺń. îáńëóćčâŕţůčé ďĺđńîíŕë ďîńëĺ ďđîâĺđęč çíŕíčé äîëćĺí ďĺđĺä äîďóńęîě ę ńŕěîńňî˙ňĺëüíîé đŕáîňĺ ďđîéňč ńňŕćčđîâęó äë˙ âîńńňŕíîâëĺíč˙ ďđŕęňč÷ĺńęčő íŕâűęîâ.
Đĺçóëüňŕňű ďđîâĺđęč çíŕíčé îáńëóćčâŕţůĺăî ďĺđńîíŕëŕ îôîđěë˙ţňń˙ ďđîňîęîëîě çŕ ďîäďčńüţ ďđĺäńĺäŕňĺë˙ č ÷ëĺíîâ ęîěčńńčč ń îňěĺňęîé â óäîńňîâĺđĺíčč.
7.2.4. Äîďóńę ďĺđńîíŕëŕ ę ńŕěîńňî˙ňĺëüíîěó îáńëóćčâŕíčţ ńîńóäîâ îôîđěë˙ĺňń˙ ďđčęŕçîě ďî îđăŕíčçŕöčč čëč đŕńďîđ˙ćĺíčĺě ďî öĺőó.
7.2.5. Îđăŕíčçŕöčĺé-âëŕäĺëüöĺě ńîńóäŕ äîëćíŕ áűňü đŕçđŕáîňŕíŕ č óňâĺđćäĺíŕ â óńňŕíîâëĺííîě ďîđ˙äęĺ číńňđóęöč˙ ďî đĺćčěó đŕáîňű č áĺçîďŕńíîěó îáńëóćčâŕíčţ ńîńóäîâ. Äë˙ ńîńóäîâ (ŕâňîęëŕâîâ) ń áűńňđîńúĺěíűěč çŕňâîđŕěč â óęŕçŕííîé číńňđóęöčč äîëćĺí áűňü îňđŕćĺí ďîđ˙äîę őđŕíĺíč˙ č ďđčěĺíĺíč˙ ęëţ÷ŕ-ěŕđęč. Číńňđóęöč˙ äîëćíŕ íŕőîäčňüń˙ íŕ đŕáî÷čő ěĺńňŕő č âűäŕâŕňüń˙ ďîä đŕńďčńęó îáńëóćčâŕţůĺěó ďĺđńîíŕëó.
Ńőĺěű âęëţ÷ĺíč˙ ńîńóäîâ äîëćíű áűňü âűâĺřĺíű íŕ đŕáî÷čő ěĺńňŕő.
7.3. Ŕâŕđčéíŕ˙ îńňŕíîâęŕ ńîńóäîâ
7.3.1. Ńîńóä äîëćĺí áűňü íĺěĺäëĺííî îńňŕíîâëĺí â ńëó÷ŕ˙ő, ďđĺäóńěîňđĺííűő číńňđóęöčĺé ďî đĺćčěó đŕáîňű č áĺçîďŕńíîěó îáńëóćčâŕíčţ, â ÷ŕńňíîńňč:
ŕ) ĺńëč äŕâëĺíčĺ â ńîńóäĺ ďîäí˙ëîńü âűřĺ đŕçđĺřĺííîăî č íĺ ńíčćŕĺňń˙, íĺńěîňđ˙ íŕ ěĺđű, ďđčí˙ňűĺ îáńëóćčâŕţůčě ďĺđńîíŕëîě;
á) ďđč âű˙âëĺíčč íĺčńďđŕâíîńňč ďđĺäîőđŕíčňĺëüíűő óńňđîéńňâ â đĺçóëüňŕňĺ ďîâűřĺíč˙ äŕâëĺíč˙;
â) ďđč îáíŕđóćĺíčč â ńîńóäĺ č ĺăî ýëĺěĺíňŕő, đŕáîňŕţůčő ďîä äŕâëĺíčĺě, íĺďëîňíîńňĺé, âűďó÷čí, đŕçđűâŕ ďđîęëŕäîę;
ă) ďđč íĺčńďđŕâíîńňč ěŕíîěĺňđŕ č íĺâîçěîćíîńňč îďđĺäĺëčňü äŕâëĺíčĺ ďî äđóăčě ďđčáîđŕě;
ä) ďđč ńíčćĺíčč óđîâí˙ ćčäęîńňč íčćĺ äîďóńňčěîăî â ńîńóäŕő ń îăíĺâűě îáîăđĺâîě;
ĺ) ďđč âűőîäĺ čç ńňđî˙ âńĺő óęŕçŕňĺëĺé óđîâí˙ ćčäęîńňč;
ć) ďđč íĺčńďđŕâíîńňč ďđĺäîőđŕíčňĺëüíűő áëîęčđîâî÷íűő óńňđîéńňâ;
ç) ďđč âîçíčęíîâĺíčč ďîćŕđŕ, íĺďîńđĺäńňâĺííî óăđîćŕţůĺăî ńîńóäó, íŕőîä˙ůĺěóń˙ ďîä äŕâëĺíčĺě.
Ďîđ˙äîę ŕâŕđčéíîé îńňŕíîâęč ńîńóäŕ č ďîńëĺäóţůĺăî ââîäŕ ĺăî â đŕáîňó äîëćĺí áűňü óęŕçŕí â číńňđóęöčč.
7.3.2. Ďđč÷číű ŕâŕđčéíîé îńňŕíîâęč ńîńóäŕ äîëćíű çŕďčńűâŕňüń˙ â ńěĺííűé ćóđíŕë.
7.4. Đĺěîíň č đĺęîíńňđóęöč˙ ńîńóäîâ
7.4.1. Äë˙ ďîääĺđćŕíč˙ ńîńóäîâ â đŕáîňîńďîńîáíîě ńîńňî˙íčč ŕäěčíčńňđŕöč˙ îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ îá˙çŕíŕ ďđîâîäčňü ńâîĺâđĺěĺííűé đĺěîíň ńîńóäîâ ďî óňâĺđćäĺííîěó ăđŕôčęó ďëŕíîâî-ďđĺäóďđĺäčňĺëüíîăî đĺěîíňŕ. Ďđč đĺěîíňĺ ńëĺäóĺň ńîáëţäŕňü ňđĺáîâŕíč˙ ňĺőíčęč áĺçîďŕńíîńňč, čçëîćĺííűĺ â íŕńňî˙ůčő Ďđŕâčëŕő č číńňđóęöč˙ő.
7.4.2. Đĺěîíň č đĺęîíńňđóęöč˙ ńîńóäîâ â ďđîöĺńńĺ ýęńďëóŕňŕöčč čő íŕ ÎČŔÝ (âęëţ÷ŕ˙ đŕçđŕáîňęó ňĺőíîëîăčč đĺěîíňŕ, ěîíňŕć, íŕëŕäęó, äčŕăíîńňčđîâŕíčĺ, čńďűňŕíč˙ č äđ.) ďđîčçâîä˙ňń˙ îđăŕíčçŕöčĺé-âëŕäĺëüöĺě ńîńóäŕ čëč ďđčâëĺ÷ĺííűěč ĺé ńîîňâĺňńňâóţůčěč ńďĺöčŕëčçčđîâŕííűěč îđăŕíčçŕöč˙ěč.
7.4.3. Đĺěîíň ńîńóäîâ äîëćĺí ďđîâîäčňüń˙ ňîëüęî ďî íŕđ˙äó-äîďóńęó, âűäŕâŕĺěîěó ŕäěčíčńňđŕöčĺé îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ.
7.4.4. Đĺěîíň č đĺęîíńňđóęöč˙ ńîńóäîâ äîëćíű âűďîëí˙ňüń˙ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč, čçëîćĺííűěč â ăëŕâŕő 3 - 5 íŕńňî˙ůčő Ďđŕâčë (â ÷ŕńňč ňĺőíč÷ĺńęčő ňđĺáîâŕíčé č ďđčěĺíĺíč˙ ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč).
Ňĺőíîëîăč˙ đĺěîíňŕ č đĺęîíńňđóęöčč ńîńóäîâ čëč čő îňäĺëüíűő ýëĺěĺíňîâ äîëćíŕ áűňü đŕçđŕáîňŕíŕ îđăŕíčçŕöčĺé-čńďîëíčňĺëĺě äî íŕ÷ŕëŕ đŕáîň.
Đĺçóëüňŕňű đĺěîíňŕ č đĺęîíńňđóęöčč äîëćíű çŕíîńčňüń˙ â ďŕńďîđň ńîńóäŕ.
7.4.5. Đóęîâîäńňâî đŕáîňŕěč ďî đŕçáîđęĺ č ńáîđęĺ ńîńóäîâ č čő ýëĺěĺíňîâ, ńâŕđęĺ č ęîíňđîëţ ęŕ÷ĺńňâŕ ńâŕđíűő ńîĺäčíĺíčé ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ äîëćíî áűňü âîçëîćĺíî íŕ ńďĺöčŕëčńňŕ, ďđîřĺäřĺăî ďđîâĺđęó çíŕíčé íŕńňî˙ůčő Ďđŕâčë.
7.4.6. Đĺěîíň ńîńóäîâ č čő ýëĺěĺíňîâ, íŕőîä˙ůčőń˙ ďîä äŕâëĺíčĺě, íĺ äîďóńęŕĺňń˙.
7.4.7. Ďđč ďđîčçâîäńňâĺ íŕ îňęđűňűő ďëîůŕäęŕő đĺěîíňŕ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ńâŕđęŕ ďđč ňĺěďĺđŕňóđŕő íčćĺ 0 °C ěîćĺň ďđîčçâîäčňüń˙ â ńîîňâĺňńňâčč ń ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
7.4.8. Äî íŕ÷ŕëŕ ďđîčçâîäńňâŕ đŕáîň âíóňđč ńîńóäŕ, ńîĺäčíĺííîăî ń äđóăčěč đŕáîňŕţůčěč ńîńóäŕěč îáůčě ňđóáîďđîâîäîě, ńîńóä äîëćĺí áűňü îňäĺëĺí îň íčő çŕăëóřęŕěč čëč îňńîĺäčíĺí. Îňńîĺäčíĺííűĺ ňđóáîďđîâîäű äîëćíű áűňü çŕăëóřĺíű.
7.4.9. Ďđčěĺí˙ĺěűĺ äë˙ îňęëţ÷ĺíč˙ ńîńóäŕ çŕăëóřęč, óńňŕíŕâëčâŕĺěűĺ ěĺćäó ôëŕíöŕěč, äîëćíű čěĺňü ńîîňâĺňńňâóţůóţ ďđî÷íîńňü č čěĺňü âűńňóďŕţůóţ ÷ŕńňü (őâîńňîâčę), ďî ęîňîđîé ęîíňđîëčđóĺňń˙ íŕëč÷čĺ çŕăëóřęč.
Ďđč óńňŕíîâęĺ ďđîęëŕäîę ěĺćäó ôëŕíöŕěč îíč äîëćíű áűňü áĺç őâîńňîâčęîâ.
7.4.10. Ďđč đŕáîňĺ âíóňđč ńîńóäŕ (âíóňđĺííčé îńěîňđ, đĺěîíň, ÷čńňęŕ č ň.ď.) äîëćíű ďđčěĺí˙ňüń˙ áĺçîďŕńíűĺ ńâĺňčëüíčęč íŕďđ˙ćĺíčĺě íĺ âűřĺ 12 B, ŕ ďđč âçđűâîîďŕńíűő ńđĺäŕő - âî âçđűâîáĺçîďŕńíîě čńďîëíĺíčč. Ďđč íĺîáőîäčěîńňč äîëćĺí áűňü ďđîčçâĺäĺí ŕíŕëčç âîçäóříîé ńđĺäű íŕ îňńóňńňâčĺ âđĺäíűő čëč äđóăčő âĺůĺńňâ, ďđĺâűřŕţůčő ďđĺäĺëüíî äîďóńňčěűĺ ęîíöĺíňđŕöčč.
7.4.11. Đĺěîíň ń ďđčěĺíĺíčĺě ńâŕđęč (ďŕéęč) ńîńóäîâ č čő ýëĺěĺíňîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě, äîëćĺí ďđîâîäčňüń˙ ďî ňĺőíîëîăčč, đŕçđŕáîňŕííîé čçăîňîâčňĺëĺě, ęîíńňđóęňîđńęîé čëč đĺěîíňíîé îđăŕíčçŕöčĺé äî íŕ÷ŕëŕ âűďîëíĺíč˙ đŕáîň, ŕ đĺçóëüňŕňű đĺěîíňŕ äîëćíű çŕíîńčňüń˙ â ďŕńďîđň ńîńóäŕ.
7.4.12. Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ ěîćĺň ďđčěĺí˙ňüń˙ ňĺőíîëîăč˙ ńâŕđęč, ŕňňĺńňîâŕííŕ˙ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč íŕńňî˙ůčő Ďđŕâčë.
Čńďîëüçîâŕíčĺ íîâűő äë˙ äŕííîăî âčäŕ čçäĺëč˙ ěĺňîäîâ ńâŕđęč đŕçđĺřŕĺňń˙ ŕäěčíčńňđŕöčĺé îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ďî ńîăëŕńîâŕíčţ ńî ńďĺöčŕëčçčđîâŕííîé îđăŕíčçŕöčĺé ďî ńâŕđęĺ ďîńëĺ ďîäňâĺđćäĺíč˙ čő ňĺőíîëîăč÷íîńňč č ďđîâĺđęč âńĺăî ęîěďëĺęńŕ ňđĺáóĺěűő ńâîéńňâ ńâŕđíűő ńîĺäčíĺíčé.
Äîďóńęŕĺňń˙ ďđčěĺíĺíčĺ ňĺőíîëîăčč ńâŕđęč, ďđîřĺäřĺé ďđîčçâîäńňâĺííóţ ŕňňĺńňŕöčţ â ńîîňâĺňńňâčč ń ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
7.4.13. Ę ďđîčçâîäńňâó ńâŕđî÷íűő đŕáîň ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, ŕäěčíčńňđŕöč˙ îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ěîćĺň äîďóńęŕňü ńâŕđůčęîâ, ďđîřĺäřčő ďđîâĺđęó çíŕíčé â ńîîňâĺňńňâčč ń ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
Ńâŕđůčęč ěîăóň ďđîčçâîäčňü ńâŕđî÷íűĺ đŕáîňű ňĺő âčäîâ, ęîňîđűĺ óęŕçŕíű â čő óäîńňîâĺđĺíč˙ő.
7.4.14. Ďđč đĺěîíňĺ č đĺęîíńňđóęöčč ńîńóäîâ, ýęńďëóŕňčđóĺěűő íŕ ÎČŔÝ, äîďóńęŕĺňń˙ ďđčěĺí˙ňü ńčńňĺěó ęîíňđîë˙ ęŕ÷ĺńňâŕ (âőîäíîé, îďĺđŕöčîííűé č ďđčĺěî÷íűé), îáĺńďĺ÷čâŕţůóţ âűďîëíĺíčĺ đŕáîň â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč íŕńňî˙ůčő Ďđŕâčë č ÍÄ, îäîáđĺííîé Ăîńŕňîěíŕäçîđîě Đîńńčč.
8. ŇĐĹÁÎÂŔÍČß Ę ÖČŃŇĹĐÍŔĚ Č ÁÎ×ĘŔĚ
8.1. Öčńňĺđíű č áî÷ęč äë˙ ńćčćĺííűő ăŕçîâ, çŕ čńęëţ÷ĺíčĺě ęđčîăĺííűő ćčäęîńňĺé, äîëćíű áűňü đŕńń÷čňŕíű íŕ äŕâëĺíčĺ, ęîňîđîĺ ěîćĺň âîçíčęíóňü â íčő ďđč ňĺěďĺđŕňóđĺ 50 °Ń.
Öčńňĺđíű äë˙ ńćčćĺííîăî ęčńëîđîäŕ č äđóăčő ęđčîăĺííűő ćčäęîńňĺé äîëćíű áűňü đŕńń÷čňŕíű íŕ äŕâëĺíčĺ, ďđč ęîňîđîě äîëćíî ďđîčçâîäčňüń˙ čő îďîđîćíĺíčĺ.
Đŕń÷ĺň öčńňĺđí äîëćĺí áűňü âűďîëíĺí ń ó÷ĺňîě íŕďđ˙ćĺíčé, âűçâŕííűő äčíŕěč÷ĺńęîé íŕăđóçęîé ďđč čő ňđŕíńďîđňčđîâŕíčč.
8.2. Öčńňĺđíű, íŕďîëí˙ĺěűĺ ćčäęčě ŕěěčŕęîě ń ňĺěďĺđŕňóđîé, íĺ ďđĺâűřŕţůĺé â ěîěĺíň îęîí÷ŕíč˙ íŕďîëíĺíč˙ ěčíóń 25 °C, ěîăóň čěĺňü ňĺđěîčçîë˙öčţ čëč ňĺíĺâóţ çŕůčňó.
Ňĺđěîčçîë˙öčîííűé ęîćóő öčńňĺđíű äë˙ ęđčîăĺííűő ćčäęîńňĺé äîëćĺí áűňü ńíŕáćĺí đŕçđűâíîé ěĺěáđŕíîé.
8.3. Ó öčńňĺđí âěĺńňčěîńňüţ äî 1000 ë äîďóńęŕĺňń˙ óńňđîéńňâî ńěîňđîâűő ëţęîâ îâŕëüíîé ôîđěű đŕçěĺđîě ěĺíüřĺé îńč íĺ ěĺíĺĺ 80 ěě čëč ęđóăëîé ôîđěű äčŕěĺňđîě íĺ ěĺíĺĺ 80 ěě.
8.4. Íŕ öčńňĺđíŕő č áî÷ęŕő čçăîňîâčňĺëü äîëćĺí íŕíîńčňü ęëĺéěĺíčĺě ńëĺäóţůčĺ ďŕńďîđňíűĺ äŕííűĺ:
íŕčěĺíîâŕíčĺ čçăîňîâčňĺë˙ čëč ĺăî ňîâŕđíűé çíŕę;
íîěĺđ öčńňĺđíű (áî÷ęč);
ăîä čçăîňîâëĺíč˙ č äŕňó îńâčäĺňĺëüńňâîâŕíč˙;
âěĺńňčěîńňü (äë˙ öčńňĺđí - â ě3; äë˙ áî÷ĺę - â ë);
ěŕńńó öčńňĺđíű â ďîđîćíĺě ńîńňî˙íčč áĺç őîäîâîé ÷ŕńňč (ň) č ěŕńńó áî÷ęč (ęă);
âĺëč÷číó đŕáî÷ĺăî č ďđîáíîăî äŕâëĺíč˙;
ęëĺéěî îňäĺëŕ ňĺőíč÷ĺńęîăî ęîíňđîë˙ čçăîňîâčňĺë˙;
äŕňó ďđîâĺäĺííîăî č î÷ĺđĺäíîăî ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙.
Íŕ öčńňĺđíŕő ęëĺéěŕ äîëćíű íŕíîńčňüń˙ ďî îęđóćíîńňč ôëŕíöŕ äë˙ ëţęŕ, ŕ íŕ áî÷ęŕő - íŕ äíčůŕő, ăäĺ đŕńďîëŕăŕĺňń˙ ŕđěŕňóđŕ.
8.5. Äë˙ áî÷ĺę ń ňîëůčíîé ńňĺíęč äî 6 ěě âęëţ÷čňĺëüíî ďŕńďîđňíűĺ äŕííűĺ ěîăóň áűňü íŕíĺńĺíű íŕ ěĺňŕëëč÷ĺńęîé ďëŕńňčíęĺ, ďđčďŕ˙ííîé čëč ďđčâŕđĺííîé ę äíčůó â ěĺńňĺ, ăäĺ đŕńďîëŕăŕĺňń˙ ŕđěŕňóđŕ.
Íŕ öčńňĺđíŕő ń čçîë˙öčĺé íŕ îńíîâĺ âŕęóóěŕ, âńĺ ęëĺéěŕ, îňíîń˙ůčĺń˙ ę ńîńóäó, äîëćíű áűňü íŕíĺńĺíű ňŕęćĺ íŕ ôëŕíöĺ ăîđëîâčíű ëţęŕ âŕęóóěíîé îáîëî÷ęč, ďđč÷ĺě ěŕńńŕ öčńňĺđíű óęŕçűâŕĺňń˙ ń ó÷ĺňîě ěŕńńű čçîë˙öčč ń îáîëî÷ęîé.
8.6. Íŕ đŕěŕő öčńňĺđí äîëćíŕ áűňü ďđčęđĺďëĺíŕ ěĺňŕëëč÷ĺńęŕ˙ ňŕáëč÷ęŕ ń ďŕńďîđňíűěč äŕííűěč:
íŕčěĺíîâŕíčĺě čçăîňîâčňĺë˙ čëč ňîâŕđíűě çíŕęîě;
íîěĺđîě;
ăîäîě čçăîňîâëĺíč˙;
ěŕńńîé öčńňĺđíű ń őîäîâîé ÷ŕńňüţ â ďîđîćíĺě ńîńňî˙íčč (ň);
đĺăčńňđŕöčîííűě íîěĺđîě öčńňĺđíű (âűáčâŕĺňń˙ ńîîňâĺňńňâóţůĺé ńëóćáîé îđăŕíčçŕöčč-âëŕäĺëüöŕ ńîńóäŕ ďîńëĺ đĺăčńňđŕöčč öčńňĺđíű â ěĺćđĺăčîíŕëüíîě ňĺđđčňîđčŕëüíîě îęđóăĺ Ăîńŕňîěíŕäçîđŕ Đîńńčč);
äŕňîé î÷ĺđĺäíîăî îńâčäĺňĺëüńňâîâŕíč˙.
8.7. Îęđŕńęŕ íîâűő öčńňĺđí č áî÷ĺę, ŕ ňŕęćĺ íŕíĺńĺíčĺ ďîëîń č íŕäďčńĺé íŕ íčő äîëćíű ďđîčçâîäčňüń˙ ďđĺäďđč˙ňč˙ěč-čçăîňîâčňĺë˙ěč â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč, ňĺőíč÷ĺńęčěč óńëîâč˙ěč íŕ öčńňĺđíű č áî÷ęč, ŕ äë˙ öčńňĺđí č áî÷ĺę, íŕőîä˙ůčőń˙ â ýęńďëóŕňŕöčč, - îđăŕíčçŕöč˙ěč, îńóůĺńňâë˙ţůčěč čő íŕďîëíĺíčĺ.
8.8. Öčńňĺđíű äîëćíű áűňü îńíŕůĺíű:
âĺíňčë˙ěč ń ńčôîííűěč ňđóáęŕěč äë˙ ńëčâŕ č íŕëčâŕ ńđĺäű;
âĺíňčëĺě äë˙ âűďóńęŕ ďŕđîâ čç âĺđőíĺé ÷ŕńňč öčńňĺđíű;
ďđóćčííűě ďđĺäîőđŕíčňĺëüíűě ęëŕďŕíîě;
řňóöĺđîě äë˙ ďîäńîĺäčíĺíč˙ ěŕíîěĺňđŕ;
óęŕçŕňĺëĺě óđîâí˙ ćčäęîńňč.
8.9. Ďđĺäîőđŕíčňĺëüíűé ęëŕďŕí, óńňŕíîâëĺííűé íŕ öčńňĺđíĺ, äîëćĺí ńîîáůŕňüń˙ ń ăŕçîâîé ôŕçîé öčńňĺđíű č čěĺňü ęîëďŕę ń îňâĺđńňč˙ěč äë˙ âűďóńęŕ ăŕçŕ â ńëó÷ŕĺ îňęđűňč˙ ęëŕďŕíŕ. Ďëîůŕäü îňâĺđńňčé â ęîëďŕęĺ äîëćíŕ áűňü íĺ ěĺíĺĺ ďîëóňîđíîé ďëîůŕäč đŕáî÷ĺăî ńĺ÷ĺíč˙ ďđĺäîőđŕíčňĺëüíîăî ęëŕďŕíŕ.
8.10. Ęŕćäűé íŕëčâíîé č ńďóńęíîé âĺíňčëü öčńňĺđíű č áî÷ęč äë˙ ńćčćĺííîăî ăŕçŕ äîëćĺí áűňü ńíŕáćĺí çŕăëóřęîé.
8.11. Íŕ ęŕćäîé áî÷ęĺ, ęđîěĺ áî÷ĺę äë˙ őëîđŕ č ôîńăĺíŕ, äîëćĺí áűňü óńňŕíîâëĺí íŕ îäíîě čç äíčů âĺíňčëü äë˙ íŕďîëíĺíč˙ č ńëčâŕ ńđĺäű. Ďđč óńňŕíîâęĺ âĺíňčë˙ íŕ âîăíóňîě äíčůĺ áî÷ęč îí äîëćĺí çŕęđűâŕňüń˙ ęîëďŕęîě, ŕ ďđč óńňŕíîâęĺ íŕ âűďóęëîě äíčůĺ, ęđîěĺ ęîëďŕęŕ, îá˙çŕňĺëüíî óńňđîéńňâî îáőâŕňíîé ëĺíňű (ţáęč).
Ó áî÷ĺę äë˙ őëîđŕ č ôîńăĺíŕ äîëćíű áűňü íŕëčâíîé č ńëčâíîé âĺíňčëč, ńíŕáćĺííűĺ ńčôîíŕěč.
8.12. Áîęîâűĺ řňóöĺđŕ âĺíňčëĺé äë˙ ńëčâŕ č íŕëčâŕ ăîđţ÷čő ăŕçîâ äîëćíű čěĺňü ëĺâóţ đĺçüáó.
8.13. Ďđîďóńęíŕ˙ ńďîńîáíîńňü ďđĺäîőđŕíčňĺëüíűő ęëŕďŕíîâ, óńňŕíŕâëčâŕĺěűő íŕ öčńňĺđíŕő äë˙ ńćčćĺííîăî ęčńëîđîäŕ, ŕçîňŕ č äđóăčő ęđčîăĺííűő ćčäęîńňĺé, äîëćíŕ îďđĺäĺë˙ňüń˙ ďî ńóěěĺ đŕń÷ĺňíîé čńďŕđ˙ĺěîńňč ćčäęîńňĺé č ěŕęńčěŕëüíîé ďđîčçâîäčňĺëüíîńňč óńňđîéńňâŕ äë˙ ńîçäŕíč˙ äŕâëĺíč˙ â öčńňĺđíĺ ďđč ĺĺ îďîđîćíĺíčč.
Ďîä đŕń÷ĺňíîé čńďŕđ˙ĺěîńňüţ ďđčíčěŕĺňń˙ ęîëč÷ĺńňâî ćčäęîăî ęčńëîđîäŕ, ŕçîňŕ (ęđčîăĺííîé ćčäęîńňč) â ęčëîăđŕěěŕő, ęîňîđîĺ ěîćĺň čńďŕđ˙ňüń˙ â ňĺ÷ĺíčĺ ÷ŕńŕ ďîä äĺéńňâčĺě ňĺďëŕ, ďîëó÷ŕĺěîăî öčńňĺđíîé čç îęđóćŕţůĺé ńđĺäű ďđč ňĺěďĺđŕňóđĺ íŕđóćíîăî âîçäóőŕ 50 °Ń.
Ďîä ěŕęńčěŕëüíîé ďđîčçâîäčňĺëüíîńňüţ óńňđîéńňâŕ äë˙ ńîçäŕíč˙ äŕâëĺíč˙ â öčńňĺđíĺ ďđč ĺĺ îďîđîćíĺíčč ďđčíčěŕĺňń˙ ęîëč÷ĺńňâî ăŕçŕ â ęčëîăđŕěěŕő, ęîňîđîĺ ěîćĺň áűňü ââĺäĺíî â öčńňĺđíó â ňĺ÷ĺíčĺ ÷ŕńŕ ďđč đŕáîňĺ ń ďîëíîé íŕăđóçęîé čńďŕđčňĺë˙ čëč äđóăîăî čńňî÷íčęŕ äŕâëĺíč˙.
8.14. Îđăŕíčçŕöčč, îńóůĺńňâë˙ţůčĺ íŕďîëíĺíčĺ, č íŕďîëíčňĺëüíűĺ ńňŕíöčč îá˙çŕíű âĺńňč ćóđíŕë íŕďîëíĺíč˙ ďî óńňŕíîâëĺííîé ŕäěčíčńňđŕöčĺé ôîđěĺ, â ęîňîđîě, â ÷ŕńňíîńňč, äîëćíű áűňü óęŕçŕíű:
äŕňŕ íŕďîëíĺíč˙;
íŕčěĺíîâŕíčĺ čçăîňîâčňĺë˙ öčńňĺđíű č áî÷ĺę;
çŕâîäńęîé č đĺăčńňđŕöčîííűé íîěĺđŕ äë˙ öčńňĺđí č çŕâîäńęîé íîěĺđ äë˙ áî÷ĺę;
ďîäďčńü ëčöŕ, ďđîčçâîäčâřĺăî íŕďîëíĺíčĺ.
Ďđč íŕďîëíĺíčč íŕďîëíčňĺëüíîé ńňŕíöčĺé öčńňĺđí č áî÷ĺę đŕçëč÷íűěč ăŕçŕěč ŕäěčíčńňđŕöč˙ äîëćíŕ âĺńňč ďî ęŕćäîěó ăŕçó îňäĺëüíűé ćóđíŕë íŕďîëíĺíč˙.
8.15. Öčńňĺđíű č áî÷ęč ěîćíî çŕďîëí˙ňü ňîëüęî ňĺě ăŕçîě, äë˙ ďĺđĺâîçęč č őđŕíĺíč˙ ęîňîđîăî îíč ďđĺäíŕçíŕ÷ĺíű.
8.16. Ďĺđĺä íŕďîëíĺíčĺě öčńňĺđí č áî÷ĺę ăŕçŕěč îňâĺňńňâĺííűě ëčöîě, íŕçíŕ÷ĺííűě ŕäěčíčńňđŕöčĺé, äîëćĺí áűňü ďđîčçâĺäĺí ňůŕňĺëüíűé îńěîňđ íŕđóćíîé ďîâĺđőíîńňč, ďđîâĺđĺíű čńďđŕâíîńňü č ăĺđěĺňč÷íîńňü ŕđěŕňóđű, íŕëč÷čĺ îńňŕňî÷íîăî äŕâëĺíč˙ č ńîîňâĺňńňâčĺ čěĺţůĺăîń˙ â íčő ăŕçŕ íŕçíŕ÷ĺíčţ öčńňĺđíű čëč áî÷ęč. Đĺçóëüňŕňű îńěîňđŕ öčńňĺđí č áî÷ĺę č çŕęëţ÷ĺíčĺ î âîçěîćíîńňč čő íŕďîëíĺíč˙ äîëćíű áűňü çŕďčńŕíű â ćóđíŕëĺ.
8.17. Çŕďđĺůŕĺňń˙ íŕďîëí˙ňü ăŕçîě íĺčńďđŕâíűĺ öčńňĺđíű čëč áî÷ęč, ŕ ňŕęćĺ ĺńëč:
čńňĺę ńđîę íŕçíŕ÷ĺííîăî ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙;
îňńóňńňâóţň čëč íĺčńďđŕâíű ŕđěŕňóđŕ č ęîíňđîëüíî-čçěĺđčňĺëüíűĺ ďđčáîđű;
îňńóňńňâóĺň íŕäëĺćŕůŕ˙ îęđŕńęŕ čëč íŕäďčńč;
â öčńňĺđíŕő čëč áî÷ęŕő íŕőîäčňń˙ íĺ ňîň ăŕç, äë˙ ęîňîđîăî îíč ďđĺäíŕçíŕ÷ĺíű.
Ďîňđĺáčňĺëü, îďîđîćí˙˙ öčńňĺđíű, áî÷ęč, îá˙çŕí îńňŕâë˙ňü â íčő čçáűňî÷íîĺ äŕâëĺíčĺ ăŕçŕ íĺ ěĺíĺĺ 0,05 ĚĎŕ (0,5 ęăń/ńě2).
Äë˙ ńćčćĺííűő ăŕçîâ, óďđóăîńňü ďŕđîâ ęîňîđűő â çčěíĺĺ âđĺě˙ ěîćĺň áűňü íčćĺ 0,05 ĚĎŕ (0,5 ęăń/ńě2), îńňŕňî÷íîĺ äŕâëĺíčĺ óńňŕíŕâëčâŕĺňń˙ ďđîčçâîäńňâĺííîé číńňđóęöčĺé îđăŕíčçŕöčč, îńóůĺńňâë˙ţůĺé íŕďîëíĺíčĺ.
8.18. Íŕďîëíĺíčĺ č îďîđîćíĺíčĺ öčńňĺđí č áî÷ĺę ăŕçŕěč äîëćíű ďđîčçâîäčňüń˙ ďî číńňđóęöčč, ńîńňŕâëĺííîé č óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
Íŕďîëíĺíčĺ öčńňĺđí č áî÷ĺę ńćčćĺííűěč ăŕçŕěč äîëćíî ńîîňâĺňńňâîâŕňü íîđěŕě, óęŕçŕííűě â ňŕáë. 16.
Äë˙ ăŕçîâ, íĺ óęŕçŕííűő â äŕííîé ňŕáëčöĺ, íîđěŕ íŕďîëíĺíč˙ óńňŕíŕâëčâŕĺňń˙ ďđîčçâîäńňâĺííűěč číńňđóęöč˙ěč îđăŕíčçŕöčé-čçăîňîâčňĺëĺé, čńőîä˙ čç ňîăî, ÷ňîáű ďđč íŕďîëíĺíčč ńćčćĺííűěč ăŕçŕěč, ó ęîňîđűő ęđčňč÷ĺńęŕ˙ ňĺěďĺđŕňóđŕ âűřĺ 50 °C, â öčńňĺđíŕő č áî÷ęŕő áűë äîńňŕňî÷íűé îáúĺě ăŕçîâîé ďîäóřęč, ŕ ďđč íŕďîëíĺíčč ńćčćĺííűěč ăŕçŕěč, ó ęîňîđűő ęđčňč÷ĺńęŕ˙ ňĺěďĺđŕňóđŕ íčćĺ 50 °C, äŕâëĺíčĺ â öčńňĺđíŕő č áî÷ęŕő ďđč ňĺěďĺđŕňóđĺ 50 °C íĺ ďđĺâűřŕëî óńňŕíîâëĺííîăî äë˙ íčő ďđîĺęňíîăî äŕâëĺíč˙.
Ďđč őđŕíĺíčč č ňđŕíńďîđňčđîâŕíčč íŕďîëíĺííűĺ áî÷ęč äîëćíű áűňü çŕůčůĺíű îň âîçäĺéńňâč˙ ńîëíĺ÷íűő ëó÷ĺé č îň ěĺńňíîăî íŕăđĺâŕíč˙.
Ňŕáëčöŕ 16
|
Ěŕńńŕ ăŕçŕ íŕ 1 ë âěĺńňčěîńňč öčńňĺđíű čëč áî÷ęč, ęă, íĺ áîëĺĺ |
Âěĺńňčěîńňü öčńňĺđíű čëč áî÷ęč íŕ 1 ęă ăŕçŕ, ë, íĺ ěĺíĺĺ |
|
|
Ŕçîň |
0,770 |
1,30 |
|
Ŕěěčŕę |
0,570 |
1,76 |
|
Áóňŕí |
0,488 |
2,05 |
|
Áóňčëĺí |
0,526 |
1,90 |
|
Ďđîďŕí |
0,425 |
2,35 |
|
Ďđîďčëĺí |
0,445 |
2,25 |
|
Ôîńăĺí, őëîđ |
1,250 |
0,80 |
|
Ęčńëîđîä |
1,080 |
0,926 |
8.19. Âĺëč÷číŕ íŕďîëíĺíč˙ öčńňĺđí č áî÷ĺę ńćčćĺííűěč ăŕçŕěč äîëćíŕ îďđĺäĺë˙ňüń˙ âçâĺřčâŕíčĺě čëč äđóăčě íŕäĺćíűě ńďîńîáîě ęîíňđîë˙.
8.20. Ĺńëč ďđč íŕďîëíĺíčč öčńňĺđí čëč áî÷ĺę áóäĺň îáíŕđóćĺí ďđîďóńę ăŕçŕ, íŕďîëíĺíčĺ äîëćíî áűňü ďđĺęđŕůĺíî, ăŕç čç öčńňĺđíű čëč áî÷ęč óäŕëĺí; íŕďîëíĺíčĺ ěîćĺň áűňü âîçîáíîâëĺíî ňîëüęî ďîńëĺ ëčęâčäŕöčč ďîâđĺćäĺíčé.
8.21. Ďîńëĺ íŕďîëíĺíč˙ öčńňĺđí čëč áî÷ĺę ăŕçîě íŕ áîęîâűĺ řňóöĺđŕ âĺíňčëĺé äîëćíű áűňü óńňŕíîâëĺíű çŕăëóřęč, ŕ ŕđěŕňóđŕ öčńňĺđí çŕęđűňŕ ďđĺäîőđŕíčňĺëüíűě ęîëďŕęîě, ęîňîđűé äîëćĺí áűňü çŕďëîěáčđîâŕí.
9. ŇĐĹÁÎÂŔÍČß Ę ÁŔËËÎÍŔĚ
9.1. Îáůčĺ ňđĺáîâŕíč˙
9.1.1. Áŕëëîíű äîëćíű ďđîĺęňčđîâŕňüń˙ č čçăîňŕâëčâŕňüń˙ ďî ÍÄ, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
9.1.2. Áŕëëîíű äîëćíű čěĺňü âĺíňčëč, ďëîňíî ââĺđíóňűĺ â îňâĺđńňč˙ ăîđëîâčíű čëč â đŕńőîäíî-íŕďîëíčňĺëüíűĺ řňóöĺđŕ ó ńďĺöčŕëüíűő áŕëëîíîâ, íĺ čěĺţůčő ăîđëîâčíű.
9.1.3. Áŕëëîíű äë˙ ńćŕňűő, ńćčćĺííűő č đŕńňâîđĺííűő ăŕçîâ âěĺńňčěîńňüţ áîëĺĺ 100 ë äîëćíű áűňü ńíŕáćĺíű ďŕńďîđňîě ďî ôîđěĺ ďđčëîćĺíč˙ 3.
9.1.4. Íŕ áŕëëîíű âěĺńňčěîńňüţ áîëĺĺ 100 ë äîëćíű óńňŕíŕâëčâŕňüń˙ ďđĺäîőđŕíčňĺëüíűĺ ęëŕďŕíű. Ďđč ăđóďďîâîé óńňŕíîâęĺ áŕëëîíîâ äîďóńęŕĺňń˙ óńňŕíîâęŕ ďđĺäîőđŕíčňĺëüíîăî ęëŕďŕíŕ íŕ âńţ ăđóďďó áŕëëîíîâ.
9.1.5. Áŕëëîíű âěĺńňčěîńňüţ áîëĺĺ 100 ë, óńňŕíŕâëčâŕĺěűĺ â ęŕ÷ĺńňâĺ đŕńőîäíűő ĺěęîńňĺé äë˙ ńćčćĺííűő ăŕçîâ, ęîňîđűĺ čńďîëüçóţňń˙ ęŕę ňîďëčâî íŕ ŕâňîěîáčë˙ő č äđóăčő ňđŕíńďîđňíűő ńđĺäńňâŕő, ęđîěĺ âĺíňčë˙ č ďđĺäîőđŕíčňĺëüíîăî ęëŕďŕíŕ, äîëćíű čěĺňü óęŕçŕňĺëü ěŕęńčěŕëüíîăî óđîâí˙ íŕďîëíĺíč˙. Íŕ ňŕęčő áŕëëîíŕő ňŕęćĺ äîďóńęŕĺňń˙ óńňŕíîâęŕ ńďĺöčŕëüíîăî íŕďîëíčňĺëüíîăî ęëŕďŕíŕ, âĺíňčë˙ äë˙ îňáîđŕ ăŕçŕ â ďŕđîîáđŕçíîě ńîńňî˙íčč, óęŕçŕňĺë˙ óđîâí˙ ńćčćĺííîăî ăŕçŕ â áŕëëîíĺ č ńďóńęíîé ďđîáęč.
9.1.6. Áîęîâűĺ řňóöĺđŕ âĺíňčëĺé äë˙ áŕëëîíîâ, íŕďîëí˙ĺěűő âîäîđîäîě č äđóăčěč ăîđţ÷čěč ăŕçŕěč, äîëćíű čěĺňü ëĺâóţ đĺçüáó, ŕ äë˙ áŕëëîíîâ, íŕďîëí˙ĺěűő ęčńëîđîäîě č äđóăčěč íĺăîđţ÷čěč ăŕçŕěč, - ďđŕâóţ đĺçüáó.
9.1.7. Ęŕćäűé âĺíňčëü áŕëëîíîâ äë˙ âçđűâîîďŕńíűő ăîđţ÷čő âĺůĺńňâ, âđĺäíűő âĺůĺńňâ 1 č 2 ęëŕńńîâ îďŕńíîńňč â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč äîëćĺí áűňü ńíŕáćĺí çŕăëóřęîé, íŕâĺđňűâŕţůĺéń˙ íŕ áîęîâîé řňóöĺđ.
9.1.8. Âĺíňčëč â áŕëëîíŕő äë˙ ęčńëîđîäŕ äîëćíű ââĺđňűâŕňüń˙ ń ďđčěĺíĺíčĺě óďëîňí˙ţůčő ěŕňĺđčŕëîâ, çŕăîđŕíčĺ ęîňîđűő â ńđĺäĺ ęčńëîđîäŕ čńęëţ÷ĺíî.
9.1.9. Íŕ âĺđőíĺé ńôĺđč÷ĺńęîé ÷ŕńňč ęŕćäîăî áŕëëîíŕ äîëćíű áűňü âűáčňű č îň÷ĺňëčâî âčäíű ńëĺäóţůčĺ äŕííűĺ:
ňîâŕđíűé çíŕę čçăîňîâčňĺë˙;
íîěĺđ áŕëëîíŕ;
ôŕęňč÷ĺńęŕ˙ ěŕńńŕ ďîđîćíĺăî áŕëëîíŕ (ęă): äë˙ áŕëëîíîâ âěĺńňčěîńňüţ äî 12 ë âęëţ÷čňĺëüíî - ń ňî÷íîńňüţ äî 0,1 ęă; ńâűřĺ 12 äî 55 ë âęëţ÷čňĺëüíî - ń ňî÷íîńňüţ äî 0,2 ęă; ěŕńńŕ áŕëëîíîâ âěĺńňčěîńňüţ ńâűřĺ 55 ë óęŕçűâŕĺňń˙ â ńîîňâĺňńňâčč ń ăîńóäŕđńňâĺííűěč ńňŕíäŕđňŕěč čëč ňĺőíč÷ĺńęčěč óńëîâč˙ěč íŕ čő čçăîňîâëĺíčĺ;
äŕňŕ (ěĺń˙ö, ăîä) čçăîňîâëĺíč˙ č ăîä ńëĺäóţůĺăî ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙;
đŕáî÷ĺĺ äŕâëĺíčĺ Đ, ĚĎŕ (ęăń/ńě2);
ďđîáíîĺ ăčäđŕâëč÷ĺńęîĺ äŕâëĺíčĺ Đďđ, ĚĎŕ (ęăń/ńě2);
âěĺńňčěîńňü áŕëëîíîâ, ë: äë˙ áŕëëîíîâ âěĺńňčěîńňüţ äî 12 ë âęëţ÷čňĺëüíî - íîěčíŕëüíŕ˙; äë˙ áŕëëîíîâ âěĺńňčěîńňüţ ńâűřĺ 12 äî 55 ë âęëţ÷čňĺëüíî - ôŕęňč÷ĺńęŕ˙ ń ňî÷íîńňüţ äî 0,3 ë; äë˙ áŕëëîíîâ âěĺńňčěîńňüţ ńâűřĺ 55 ë - â ńîîňâĺňńňâčč ń ÍÄ íŕ čő čçăîňîâëĺíčĺ;
ęëĺéěî îňäĺëŕ ňĺőíč÷ĺńęîăî ęîíňđîë˙ čçăîňîâčňĺë˙ ęđóăëîé ôîđěű äčŕěĺňđîě 10 ěě (çŕ čńęëţ÷ĺíčĺě ńňŕíäŕđňíűő áŕëëîíîâ âěĺńňčěîńňüţ ńâűřĺ 55 ë);
íîěĺđ ńňŕíäŕđňŕ äë˙ áŕëëîíîâ âěĺńňčěîńňüţ ńâűřĺ 55 ë.
Âűńîňŕ çíŕęîâ íŕ áŕëëîíŕő äîëćíŕ áűňü íĺ ěĺíĺĺ 6 ěě, ŕ íŕ áŕëëîíŕő âěĺńňčěîńňüţ ńâűřĺ 55 ë - íĺ ěĺíĺĺ 8 ěě.
Ěŕńńŕ áŕëëîíîâ, çŕ čńęëţ÷ĺíčĺě áŕëëîíîâ äë˙ ŕöĺňčëĺíŕ, óęŕçűâŕĺňń˙ ń ó÷ĺňîě ěŕńńű íŕíĺńĺííîé ęđŕńęč, ęîëüöŕ äë˙ ęîëďŕęŕ č áŕřěŕęŕ, ĺńëč ňŕęîâűĺ ďđĺäóńěîňđĺíű ęîíńňđóęöčĺé, íî áĺç ěŕńńű âĺíňčë˙ č ęîëďŕęŕ.
Íŕ áŕëëîíŕő âěĺńňčěîńňüţ äî 5 ë čëč ňîëůčíîé ńňĺíęč ěĺíĺĺ 5 ěě ďŕńďîđňíűĺ äŕííűĺ ěîăóň áűňü âűáčňű íŕ ďëŕńňčíĺ, ďđčďŕ˙ííîé ę áŕëëîíó, čëč íŕíĺńĺíű ýěŕëĺâîé čëč ěŕńë˙íîé ęđŕńęîé.
9.1.10. Áŕëëîíű äë˙ đŕńňâîđĺííîăî ŕöĺňčëĺíŕ äîëćíű áűňü çŕďîëíĺíű ńîîňâĺňńňâóţůčě ęîëč÷ĺńňâîě ďîđčńňîé ěŕńńű č đŕńňâîđčňĺë˙. Çŕ ęŕ÷ĺńňâî ďîđčńňîé ěŕńńű č çŕ ďđŕâčëüíîńňü íŕďîëíĺíč˙ áŕëëîíîâ îňâĺňńňâĺííîńňü íĺńĺň îđăŕíčçŕöč˙, íŕďîëí˙ţůŕ˙ áŕëëîí ďîđčńňîé ěŕńńîé. Çŕ ęŕ÷ĺńňâî đŕńňâîđčňĺë˙ č çŕ ďđŕâčëüíóţ ĺăî äîçčđîâęó îňâĺňńňâĺííîńňü íĺńĺň îđăŕíčçŕöč˙, ďđîčçâîä˙ůŕ˙ çŕďîëíĺíčĺ áŕëëîíîâ đŕńňâîđčňĺëĺě.
Ďîńëĺ çŕďîëíĺíč˙ áŕëëîíîâ ďîđčńňîé ěŕńńîé č đŕńňâîđčňĺëĺě íŕ ĺăî ăîđëîâčíĺ âűáčâŕĺňń˙ ěŕńńŕ ňŕđű (ěŕńńŕ áŕëëîíŕ áĺç ęîëďŕęŕ, íî ń ďîđčńňîé ěŕńńîé č đŕńňâîđčňĺëĺě, áŕřěŕęîě, ęîëüöîě č âĺíňčëĺě).
9.1.11. Íŕđóćíŕ˙ ďîâĺđőíîńňü áŕëëîíîâ äîëćíŕ áűňü îęđŕřĺíŕ â ńîîňâĺňńňâčč ń ňŕáë. 17.
Îęđŕńęŕ áŕëëîíîâ č íŕäďčńč íŕ íčő ěîăóň ďđîčçâîäčňüń˙ ěŕńë˙íűěč, ýěŕëĺâűěč čëč íčňđîęđŕńęŕěč.
Îęđŕńęŕ âíîâü čçăîňîâëĺííűő áŕëëîíîâ č íŕíĺńĺíčĺ íŕäďčńĺé ďđîčçâîä˙ňń˙ čçăîňîâčňĺë˙ěč, ŕ ďđč ýęńďëóŕňŕöčč - íŕďîëíčňĺëüíűěč ńňŕíöč˙ěč čëč čńďűňŕňĺëüíűěč ďóíęňŕěč.
Öâĺň îęđŕńęč č ňĺęńň íŕäďčńĺé äë˙ áŕëëîíîâ, čńďîëüçóĺěűő â ńďĺöčŕëüíűő óńňŕíîâęŕő čëč ďđĺäíŕçíŕ÷ĺííűő äë˙ íŕďîëíĺíč˙ ăŕçŕěč ńďĺöčŕëüíîăî íŕçíŕ÷ĺíč˙, äîëćíű áűňü ńîăëŕńîâŕíű ń Ăîńăîđňĺőíŕäçîđîě Đîńńčč.
9.1.12. Íŕäďčńč íŕ áŕëëîíŕő íŕíîń˙ň ďî îęđóćíîńňč íŕ äëčíó íĺ ěĺíĺĺ 1/3 îęđóćíîńňč, ŕ ďîëîńű - ďî âńĺé îęđóćíîńňč, ďđč÷ĺě âűńîňŕ áóęâ íŕ áŕëëîíŕő âěĺńňčěîńňüţ áîëĺĺ 12 ë äîëćíŕ áűňü 60 ěě, ŕ řčđčíŕ ďîëîńű 25 ěě. Đŕçěĺđű íŕäďčńĺé č ďîëîń íŕ áŕëëîíŕő âěĺńňčěîńňüţ äî 12 ë äîëćíű îďđĺäĺë˙ňüń˙ â çŕâčńčěîńňč îň âĺëč÷číű áîęîâîé ďîâĺđőíîńňč áŕëëîíîâ.
9.1.13. Ňĺőíč÷ĺńęîĺ îńâčäĺňĺëüńňâîâŕíčĺ áŕëëîíîâ äë˙ ÎČŔÝ ďđîâîäčňń˙ íŕ íŕďîëíčňĺëüíűő ńňŕíöč˙ő č â čńďűňŕňĺëüíűő ďóíęňŕő ńčńňĺěű ăŕçîâîăî őîç˙éńňâŕ.
Đŕçđĺřĺíčĺ íŕ îńâčäĺňĺëüńňâîâŕíčĺ áŕëëîíîâ âűäŕĺňń˙ íŕďîëíčňĺëüíűě ńňŕíöč˙ě č čńďűňŕňĺëüíűě ďóíęňŕě îđăŕíŕěč Ăîńăîđňĺőíŕäçîđŕ Đîńńčč â ńîîňâĺňńňâčč ń Ďđŕâčëŕěč ďî ńîńóäŕě.
Ęîíňđîëü çŕ ńîáëţäĺíčĺě Ďđŕâčë ďî ńîńóäŕě â îđăŕíčçŕöč˙ő-íŕďîëíčňĺë˙ő, íŕďîëíčňĺëüíűő ńňŕíöč˙ő č čńďűňŕňĺëüíűő ďóíęňŕő äîëćĺí ďđîčçâîäčňüń˙ číńďĺęňîđîě Ăîńăîđňĺőíŕäçîđîě Đîńńčč.
9.1.14. Ďđîâĺđęŕ ęŕ÷ĺńňâŕ čçăîňîâëĺíč˙, îńâčäĺňĺëüńňâîâŕíčĺ č ďđčĺěęŕ čçăîňîâëĺííűő áŕëëîíîâ ďđîčçâîä˙ňń˙ đŕáîňíčęŕěč îňäĺëŕ ňĺőíč÷ĺńęîăî ęîíňđîë˙ čçăîňîâčňĺë˙ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč ÍÄ íŕ áŕëëîíű, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
9.2. Ýęńďëóŕňŕöč˙ áŕëëîíîâ
9.2.1. Ýęńďëóŕňŕöč˙, őđŕíĺíčĺ č ňđŕíńďîđňčđîâŕíčĺ áŕëëîíîâ äîëćíű ďđîčçâîäčňüń˙ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč číńňđóęöčč çŕâîäŕ-čçăîňîâčňĺë˙, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
9.2.2. Îáńëóćčâŕţůčé áŕëëîíű ďĺđńîíŕë äîëćĺí áűňü îáó÷ĺí č ďđîčíńňđóęňčđîâŕí â ńîîňâĺňńňâčč ń ďóíęňîě 7.2.2. íŕńňî˙ůčő Ďđŕâčë.
Ňŕáëčöŕ 17
Îęđŕńęŕ č íŕíĺńĺíčĺ íŕäďčńĺé íŕ áŕëëîíű
|
Îęđŕńęŕ áŕëëîíîâ |
Ňĺęńň íŕäďčńč |
Öâĺň íŕäďčńč |
Öâĺň ďîëîńű |
|
|
Ŕçîň |
×ĺđíŕ˙ |
Ŕçîň |
Ćĺëňűé |
Ęîđč÷íĺâűé |
|
Ŕěěčŕę |
Ćĺëňŕ˙ |
Ŕěěčŕę |
×ĺđíűé |
" |
|
Ŕđăîí ńűđîé |
×ĺđíŕ˙ |
Ŕđăîí ńűđîé |
Áĺëűé |
Áĺëűé |
|
Ŕđăîí ňĺőíč÷ĺńęčé |
" |
Ŕđăîí ňĺőíč÷ĺńęčé |
Ńčíčé |
Ńčíčé |
|
Ŕđăîí ÷čńňűé |
Ńĺđŕ˙ |
Ŕđăîí ÷čńňűé |
Çĺëĺíűé |
Çĺëĺíűé |
|
Ŕöĺňčëĺí |
Áĺëŕ˙ |
Ŕöĺňčëĺí |
Ęđŕńíűé |
" |
|
Áóňčëĺí |
Ęđŕńíŕ˙ |
Áóňčëĺí |
Ćĺëňűé |
×ĺđíűé |
|
Íĺôňĺăŕç |
Ńĺđŕ˙ |
Íĺôňĺăŕç |
Ęđŕńíűé |
" |
|
Áóňŕí |
Ęđŕńíŕ˙ |
Áóňŕí |
Áĺëűé |
" |
|
Âîäîđîä |
Ňĺěíî-çĺëĺíŕ˙ |
Âîäîđîä |
Ęđŕńíűé |
" |
|
Âîçäóő |
×ĺđíŕ˙ |
Ńćŕňűé âîçäóő |
Áĺëűé |
" |
|
Ăĺëčé |
Ęîđč÷íĺâŕ˙ |
Ăĺëčé |
" |
" |
|
Çŕęčńü ŕçîňŕ |
Ńĺđŕ˙ |
Çŕęčńü ŕçîňŕ |
×ĺđíűé |
" |
|
Ęčńëîđîä |
Ăîëóáŕ˙ |
Ęčńëîđîä |
" |
" |
|
Ęčńëîđîä ěĺäčöčíńęčé |
" |
Ęčńëîđîä ěĺäčöčíńęčé |
" |
" |
|
Ńĺđîâîäîđîä |
Áĺëŕ˙ |
Ńĺđîâîäîđîä |
Ęđŕńíűé |
Ęđŕńíűé |
|
Ńĺđíčńňűé ŕíăčäđčä |
×ĺđíŕ˙ |
Ńĺđíčńňűé ŕíăčäđčä |
Áĺëűé |
Ćĺëňűé |
|
Óăëĺęčńëîňŕ |
×ĺđíŕ˙ |
Óăëĺęčńëîňŕ |
Ćĺëňűé |
" |
|
Ôîńăĺí |
Çŕůčňíŕ˙ |
Ňîćĺ |
" |
Ęđŕńíűé |
|
Ôđĺîí-11 |
Ŕëţěčíčĺâŕ˙ |
Ôđĺîí-11 |
×ĺđíűé |
Ńčíčé |
|
Ôđĺîí-12 |
" |
Ôđĺîí-12 |
" |
" |
|
Ôđĺîí-13 |
" |
Ôđĺîí-13 |
" |
2 ęđŕńíűĺ |
|
Ôđĺîí-22 |
" |
Ôđĺîí-22 |
" |
2 ćĺëňűĺ |
|
Őëîđ |
Çŕůčňíŕ˙ |
" |
" |
Çĺëĺíűé |
|
Öčęëîďđîďŕí |
Îđŕíćĺâŕ˙ |
Öčęëîďđîďŕí |
" |
" |
|
Ýňčëĺí |
Ôčîëĺňîâŕ˙ |
Ýňčëĺí |
Ęđŕńíűé |
" |
|
Âńĺ äđóăčĺ ăîđţ÷čĺ ăŕçű |
Ęđŕńíŕ˙ |
Íŕčěĺíîâŕíčĺ ăŕçŕ |
Áĺëűé |
" |
|
Âńĺ äđóăčĺ íĺăîđţ÷čĺ ăŕçű |
×ĺđíŕ˙ |
Ňîćĺ |
Ćĺëňűé |
" |
9.2.3. Áŕëëîíű ń ăŕçŕěč ěîăóň őđŕíčňüń˙ ęŕę â ńďĺöčŕëüíűő ďîěĺůĺíč˙ő, ňŕę č íŕ îňęđűňîě âîçäóőĺ; â ďîńëĺäíĺě ńëó÷ŕĺ îíč äîëćíű áűňü çŕůčůĺíű îň ŕňěîńôĺđíűő îńŕäęîâ č ńîëíĺ÷íűő ëó÷ĺé.
Ńęëŕäńęîĺ őđŕíĺíčĺ â îäíîě ďîěĺůĺíčč áŕëëîíîâ ń ęčńëîđîäîě č ăîđţ÷čěč ăŕçŕěč çŕďđĺůŕĺňń˙.
9.2.4. Áŕëëîíű ń ăŕçîě, óńňŕíŕâëčâŕĺěűĺ â ďîěĺůĺíč˙ő, äîëćíű íŕőîäčňüń˙ íŕ đŕńńňî˙íčč íĺ ěĺíĺĺ 1 ě îň đŕäčŕňîđîâ îňîďëĺíč˙ č äđóăčő îňîďčňĺëüíűő ďđčáîđîâ č ďĺ÷ĺé č íĺ ěĺíĺĺ 5 ě îň čńňî÷íčęîâ ňĺďëŕ ń îňęđűňűě îăíĺě.
9.2.5. Ďđč ýęńďëóŕňŕöčč áŕëëîíîâ íŕőîä˙ůčéń˙ â íčő ăŕç çŕďđĺůŕĺňń˙ đŕńőîäîâŕňü ďîëíîńňüţ, ńňŕňî÷íîĺ äŕâëĺíčĺ ăŕçŕ â áŕëëîíĺ äîëćíî áűňü íĺ ěĺíĺĺ 0,05 ĚĎŕ (0,5 ęăń/ńě2).
9.2.6. Âűďóńę ăŕçîâ čç áŕëëîíîâ â ĺěęîńňč ń ěĺíüřčě đŕáî÷čě äŕâëĺíčĺě äîëćĺí ďđîčçâîäčňüń˙ ÷ĺđĺç đĺäóęňîđ, ďđĺäíŕçíŕ÷ĺííűé äë˙ äŕííîăî ăŕçŕ č îęđŕřĺííűé â ńîîňâĺňńňâóţůčé öâĺň.
Ęŕěĺđŕ íčçęîăî äŕâëĺíč˙ đĺäóęňîđŕ äîëćíŕ čěĺňü ěŕíîěĺňđ č ďđóćčííűé ďđĺäîőđŕíčňĺëüíűé ęëŕďŕí, îňđĺăóëčđîâŕííűé íŕ ńîîňâĺňńňâóţůĺĺ đŕçđĺřĺííîĺ äŕâëĺíčĺ â ĺěęîńňč, â ęîňîđóţ ďĺđĺďóńęŕĺňń˙ ăŕç.
9.2.7. Ďđč íĺâîçěîćíîńňč čç-çŕ íĺčńďđŕâíîńňč âĺíňčëĺé âűďóńňčňü íŕ ěĺńňĺ ďîňđĺáëĺíč˙ ăŕç čç áŕëëîíîâ ďîńëĺäíčĺ äîëćíű áűňü âîçâđŕůĺíű íŕ íŕďîëíčňĺëüíóţ ńňŕíöčţ. Âűďóńę ăŕçŕ čç ňŕęčő áŕëëîíîâ íŕ íŕďîëíčňĺëüíîé ńňŕíöčč äîëćĺí ďđîčçâîäčňüń˙ â ńîîňâĺňńňâčč ń číńňđóęöčĺé, óňâĺđćäĺííîé â óńňŕíîâëĺííîě ďîđ˙äęĺ.
9.2.8. Íŕďîëíčňĺëüíűĺ ńňŕíöčč, ďđîčçâîä˙ůčĺ íŕďîëíĺíčĺ áŕëëîíîâ ńćŕňűěč, ńćčćĺííűěč č đŕńňâîđčěűěč ăŕçŕěč, îá˙çŕíű âĺńňč ćóđíŕë íŕďîëíĺíč˙ áŕëëîíîâ, â ęîňîđîě, â ÷ŕńňíîńňč, äîëćíű áűňü óęŕçŕíű:
äŕňŕ íŕďîëíĺíč˙;
íîěĺđ áŕëëîíŕ;
äŕňŕ îńâčäĺňĺëüńňâîâŕíč˙;
ěŕńńŕ ăŕçŕ (ńćčćĺííîăî) â áŕëëîíĺ, ęă;
ďîäďčńü ëčöŕ, íŕďîëíčâřĺăî áŕëëîí.
Ĺńëč íŕ îäíîé čç ńňŕíöčé ďđîčçâîäčňń˙ íŕďîëíĺíčĺ áŕëëîíîâ đŕçëč÷íűěč ăŕçŕěč, ňî ďî ęŕćäîěó ăŕçó äîëćĺí âĺńňčńü îňäĺëüíűé ćóđíŕë íŕďîëíĺíč˙.
9.2.9. Íŕďîëíĺíčĺ áŕëëîíîâ ăŕçŕěč äîëćíî ďđîčçâîäčňüń˙ ďî číńňđóęöčč, đŕçđŕáîňŕííîé č óňâĺđćäĺííîé îđăŕíčçŕöčĺé â óńňŕíîâëĺííîě ďîđ˙äęĺ ń ó÷ĺňîě ńâîéńňâ ăŕçŕ, ěĺńňíűő óńëîâčé č ňđĺáîâŕíčé ňčďîâîé číńňđóęöčč ďî íŕďîëíĺíčţ áŕëëîíîâ ăŕçŕěč.
Íŕďîëíĺíčĺ áŕëëîíîâ ńćčćĺííűěč ăŕçŕěč äîëćíî ńîîňâĺňńňâîâŕňü íîđěŕě, óęŕçŕííűě â ňŕáë. 18.
Ňŕáëčöŕ 18
|
Ěŕńńŕ ăŕçŕ íŕ 1 ë âěĺńňčěîńňč áŕëëîíŕ, ęă/ë, íĺ áîëĺĺ |
Âěĺńňčěîńňü áŕëëîíŕ, ďđčőîä˙ůĺăîń˙ íŕ 1 ęă ăŕçŕ, ë/ęă, íĺ ěĺíĺĺ |
|
|
Ŕěěčŕę |
0,570 |
1,76 |
|
Áóňŕí |
0,488 |
2,05 |
|
Áóňčëĺí, čçîáóňčëĺí |
0,526 |
1,90 |
|
Îęčńü ýňčëĺíŕ |
0,716 |
1,40 |
|
Ďđîďŕí |
0,425 |
2,35 |
|
Ďđîďčëĺí |
0,445 |
2,25 |
|
Ńĺđîâîäîđîä, ôîńăĺí, őëîđ |
1,250 |
0,80 |
|
Óăëĺęčńëîňŕ |
0,720 |
1,34 |
|
Ôđĺîí-11 |
1,200 |
0,83 |
|
Ôđĺîí-12 |
1,100 |
0,90 |
|
Ôđĺîí-13 |
0,600 |
1,67 |
|
Ôđĺîí-22 |
1,800 |
1,00 |
|
Őëîđčńňűé ěĺňčë, őëîđčńňűé ýňčë |
0,800 |
1,25 |
|
Ýňčëĺí |
0,286 |
3,50 |
Äë˙ ăŕçîâ, íĺ óęŕçŕííűő â ňŕáëčöĺ 18, íîđěŕ íŕďîëíĺíč˙ óńňŕíŕâëčâŕĺňń˙ ďđîčçâîäńňâĺííűěč číńňđóęöč˙ěč íŕďîëíčňĺëüíűő ńňŕíöčé.
9.2.10. Áŕëëîíű, íŕďîëí˙ĺěűĺ ăŕçîě, äîëćíű áűňü ďđî÷íî óęđĺďëĺíű č ďëîňíî ďđčńîĺäčíĺíű ę íŕďîëíčňĺëüíîé đŕěďĺ.
9.2.11. Çŕďđĺůŕĺňń˙ íŕďîëí˙ňü ăŕçîě áŕëëîíű, ó ęîňîđűő:
čńňĺę ńđîę íŕçíŕ÷ĺííîăî ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙;
čńňĺę ńđîę ďđîâĺđęč ďîđčńňîé ěŕńńű;
ďîâđĺćäĺí ęîđďóń áŕëëîíŕ;
íĺčńďđŕâíű âĺíňčëč;
îňńóňńňâóţň íŕäëĺćŕůŕ˙ îęđŕńęŕ čëč íŕäďčńč;
îňńóňńňâóĺň čçáűňî÷íîĺ äŕâëĺíčĺ ăŕçŕ;
îňńóňńňâóţň óńňŕíîâëĺííűĺ ęëĺéěŕ.
Íŕďîëíĺíčĺ áŕëëîíîâ, â ęîňîđűő îňńóňńňâóĺň čçáűňî÷íîĺ äŕâëĺíčĺ ăŕçîâ, ďđîčçâîäčňń˙ ďîńëĺ ďđĺäâŕđčňĺëüíîé čő ďđîâĺđęč â ńîîňâĺňńňâčč ń číńňđóęöčĺé îđăŕíčçŕöčč, îńóůĺńňâë˙ţůĺé íŕďîëíĺíčĺ (íŕďîëíčňĺëüíîé ńňŕíöčč).
9.2.12. Ďĺđĺíŕńŕäęŕ áŕřěŕęîâ č ęîëĺö äë˙ ęîëďŕęîâ, çŕěĺíŕ âĺíňčëĺé äîëćíű ďđîčçâîäčňüń˙ íŕ ďóíęňŕő ďî îńâčäĺňĺëüńňâîâŕíčţ áŕëëîíîâ.
Âĺíňčëü ďîńëĺ đĺěîíňŕ, ńâ˙çŕííîăî ń ĺăî đŕçáîđęîé, äîëćĺí áűňü ďđîâĺđĺí íŕ ďëîňíîńňü ďđč đŕáî÷ĺě äŕâëĺíčč.
9.2.13. Ďđîčçâîäčňü íŕńŕäęó áŕřěŕęîâ íŕ áŕëëîíű đŕçđĺřŕĺňń˙ ňîëüęî ďîńëĺ âűďóńęŕ ăŕçŕ, âűâĺđňűâŕíč˙ âĺíňčëĺé č ńîîňâĺňńňâóţůĺé äĺăŕçŕöčč áŕëëîíîâ.
Î÷čńňęŕ č îęđŕńęŕ íŕďîëíĺííűő ăŕçîě áŕëëîíîâ, ŕ ňŕęćĺ óęđĺďëĺíčĺ ęîëĺö íŕ čő ăîđëîâčíĺ çŕďđĺůŕţňń˙.
9.2.14. Áŕëëîíű ń ˙äîâčňűěč ăŕçŕěč äîëćíű őđŕíčňüń˙ â ńďĺöčŕëüíűő çŕęđűňűő ďîěĺůĺíč˙ő, óńňđîéńňâî ęîňîđűő đĺăëŕěĺíňčđóĺňń˙ ńîîňâĺňńňâóţůčěč íîđěŕěč č ďîëîćĺíč˙ěč.
9.2.15. Íŕďîëíĺííűĺ áŕëëîíű ń íŕńŕćĺííűěč íŕ íčő áŕřěŕęŕěč äîëćíű őđŕíčňüń˙ â âĺđňčęŕëüíîě ďîëîćĺíčč. Äë˙ ďđĺäîőđŕíĺíč˙ îň ďŕäĺíč˙ áŕëëîíű äîëćíű óńňŕíŕâëčâŕňüń˙ â ńďĺöčŕëüíî îáîđóäîâŕííűĺ ăíĺçäŕ, ęëĺňęč čëč îăđŕćäŕňüń˙ áŕđüĺđîě.
9.2.16. Áŕëëîíű, ęîňîđűĺ íĺ čěĺţň áŕřěŕęîâ, ěîăóň őđŕíčňüń˙ â ăîđčçîíňŕëüíîě ďîëîćĺíčč íŕ äĺđĺâ˙ííűő đŕěŕő čëč ńňĺëëŕćŕő. Ďđč őđŕíĺíčč íŕ îňęđűňűő ďëîůŕäęŕő đŕçđĺřŕĺňń˙ óęëŕäűâŕňü áŕëëîíű ń áŕřěŕęŕěč â řňŕáĺë˙ ń ďđîęëŕäęŕěč čç âĺđĺâęč, äĺđĺâ˙ííűő áđóńüĺâ čëč ëčńňîâîé đĺçčíű ěĺćäó ăîđčçîíňŕëüíűěč đ˙äŕěč.
Ďđč óęëŕäęĺ áŕëëîíîâ â řňŕáĺë˙ âűńîňŕ ďîńëĺäíčő íĺ äîëćíŕ ďđĺâűřŕňü 1,5 ě. Âĺíňčëč áŕëëîíîâ äîëćíű áűňü îáđŕůĺíű â îäíó ńňîđîíó.
9.2.17. Ńęëŕäű äë˙ őđŕíĺíč˙ áŕëëîíîâ, íŕďîëíĺííűő ăŕçŕěč, äîëćíű áűňü îäíîýňŕćíűěč ń ďîęđűňč˙ěč ëĺăęîăî ňčďŕ č íĺ čěĺňü ÷ĺđäŕ÷íűő ďîěĺůĺíčé. Ńňĺíű, ďĺđĺăîđîäęč, ďîęđűňč˙ ńęëŕäîâ äë˙ őđŕíĺíč˙ ăŕçîâ äîëćíű áűňü čç íĺńăîđŕĺěűő ěŕňĺđčŕëîâ íĺ íčćĺ II ńňĺďĺíč îăíĺńňîéęîńňč; îęíŕ č äâĺđč äîëćíű îňęđűâŕňüń˙ íŕđóćó. Îęîííűĺ č äâĺđíűĺ ńňĺęëŕ äîëćíű áűňü ěŕňîâűĺ čëč çŕęđŕřĺíű áĺëîě ęđŕńęîé. Âűńîňŕ ńęëŕäńęčő ďîěĺůĺíčé äë˙ áŕëëîíîâ äîëćíŕ áűňü íĺ ěĺíĺĺ 3,25 ě îň ďîëŕ äî íčćíčő âűńňóďŕţůčő ÷ŕńňĺé ęđîâĺëüíîăî ďîęđűňč˙.
Ďîëű ńęëŕäîâ äîëćíű áűňü đîâíűĺ ń íĺńęîëüçęîé ďîâĺđőíîńňüţ, ŕ ńęëŕäîâ äë˙ áŕëëîíîâ ń ăîđţ÷čěč ăŕçŕěč - ń ďîâĺđőíîńňüţ čç ěŕňĺđčŕëîâ, čńęëţ÷ŕţůčő čńęđîîáđŕçîâŕíčĺ ďđč óäŕđĺ î íčő ęŕęčěč-ëčáî ďđĺäěĺňŕěč.
9.2.18. Îńíŕůĺíčĺ ńęëŕäîâ äë˙ áŕëëîíîâ ń ăîđţ÷čěč ăŕçŕěč äîëćíî îňâĺ÷ŕňü íîđěŕě äë˙ âçđűâîîďŕńíűő ďîěĺůĺíčé.
9.2.19. Â ńęëŕäŕő äîëćíű áűňü âűâĺřĺíű číńňđóęöčč, ďđŕâčëŕ č ďëŕęŕňű ďî îáđŕůĺíčţ ń áŕëëîíŕěč, íŕőîä˙ůčěčń˙ íŕ ńęëŕäĺ.
9.2.20. Ńęëŕäű äë˙ áŕëëîíîâ, íŕďîëíĺííűő ăŕçîě, äîëćíű čěĺňü ĺńňĺńňâĺííóţ čëč čńęóńńňâĺííóţ âĺíňčë˙öčţ â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč ńŕíčňŕđíűő íîđě ďđîĺęňčđîâŕíč˙.
9.2.21. Ńęëŕäű äë˙ áŕëëîíîâ ń âçđűâî- č ďîćŕđîîďŕńíűěč ăŕçŕěč äîëćíű íŕőîäčňüń˙ â çîíĺ ěîëíčĺçŕůčňű.
9.2.22. Ńęëŕäńęîĺ ďîěĺůĺíčĺ äë˙ őđŕíĺíč˙ áŕëëîíîâ äîëćíî áűňü đŕçäĺëĺíî íĺńăîđŕĺěűěč ńňĺíŕěč íŕ îňńĺęč, â ęŕćäîě čç ęîňîđűő äîďóńęŕĺňń˙ őđŕíĺíčĺ íĺ áîëĺĺ 500 áŕëëîíîâ (40 ë) ń ăîđţ÷čěč čëč ˙äîâčňűěč ăŕçŕěč č íĺ áîëĺĺ 1000 áŕëëîíîâ (40 ë) ń íĺăîđţ÷čěč č íĺ˙äîâčňűěč ăŕçŕěč.
Îňńĺęč äë˙ őđŕíĺíč˙ áŕëëîíîâ ń íĺăîđţ÷čěč č íĺ˙äîâčňűěč ăŕçŕěč ěîăóň áűňü îňäĺëĺíű íĺńăîđŕĺěűěč ďĺđĺăîđîäęŕěč âűńîňîé íĺ ěĺíĺĺ 2,5 ě ń îňęđűňűěč ďđîĺěŕěč äë˙ ďđîőîäŕ ëţäĺé č ďđîĺěŕěč äë˙ ńđĺäńňâ ěĺőŕíčçŕöčč. Ęŕćäűé îňńĺę äîëćĺí čěĺňü ńŕěîńňî˙ňĺëüíűé âűőîä íŕđóćó.
9.2.23. Ďđč ýęńďëóŕňŕöčč áŕëëîíîâ íŕ ÎČŔÝ đŕçđűâű ěĺćäó ńęëŕäŕěč äë˙ áŕëëîíîâ, íŕďîëíĺííűő ăŕçŕěč, ěĺćäó ńęëŕäŕěč č ńěĺćíűěč ďđîčçâîäńňâĺííűěč çäŕíč˙ěč, îáůĺńňâĺííűěč ďîěĺůĺíč˙ěč, ćčëűěč äîěŕěč äîëćíű ńîîňâĺňńňâîâŕňü Ďđŕâčëŕě ďî ńîńóäŕě.
9.2.24. Ďĺđĺěĺůĺíčĺ áŕëëîíîâ â ďóíęňŕő íŕďîëíĺíč˙ č ďîňđĺáëĺíč˙ ăŕçîâ äîëćíî ďđîčçâîäčňüń˙ íŕ ńďĺöčŕëüíî ďđčńďîńîáëĺííűő äë˙ ýňîăî ňĺëĺćęŕő čëč ďđč ďîěîůč äđóăčő óńňđîéńňâ.
9.2.25. Ďĺđĺâîçęŕ íŕďîëíĺííűő ăŕçŕěč áŕëëîíîâ äîëćíŕ ďđîčçâîäčňüń˙ íŕ đĺńńîđíîě ňđŕíńďîđňĺ čëč íŕ ŕâňîęŕđŕő â ăîđčçîíňŕëüíîě ďîëîćĺíčč îá˙çŕňĺëüíî ń ďđîęëŕäęŕěč ěĺćäó áŕëëîíŕěč.  ęŕ÷ĺńňâĺ ďđîęëŕäîę ěîăóň ďđčěĺí˙ňüń˙ äĺđĺâ˙ííűĺ áđóńęč ń âűđĺçŕííűěč ăíĺçäŕěč äë˙ áŕëëîíîâ, ŕ ňŕęćĺ âĺđĺâî÷íűĺ čëč đĺçčíîâűĺ ęîëüöŕ ňîëůčíîé íĺ ěĺíĺĺ 25 ěě (ďî äâŕ ęîëüöŕ íŕ áŕëëîí) čëč äđóăčĺ ďđîęëŕäęč, ďđĺäîőđŕí˙ţůčĺ áŕëëîíű îň óäŕđîâ äđóă î äđóăŕ. Âńĺ áŕëëîíű âî âđĺě˙ ďĺđĺâîçęč äîëćíű óęëŕäűâŕňüń˙ âĺíňčë˙ěč â îäíó ńňîđîíó.
Đŕçđĺřŕĺňń˙ ďĺđĺâîçęŕ áŕëëîíîâ â ńďĺöčŕëüíűő ęîíňĺéíĺđŕő, ŕ ňŕęćĺ áĺç ęîíňĺéíĺđîâ â âĺđňčęŕëüíîě ďîëîćĺíčč îá˙çŕňĺëüíî ń ďđîęëŕäęŕěč ěĺćäó íčěč č îăđŕćäĺíčĺě îň âîçěîćíîăî ďŕäĺíč˙.
9.2.26. Ňđŕíńďîđňčđîâŕíčĺ č őđŕíĺíčĺ áŕëëîíîâ äîëćíű ďđîčçâîäčňüń˙ ń íŕâĺđíóňűěč ęîëďŕęŕěč.
Ňđŕíńďîđňčđîâŕíčĺ áŕëëîíîâ äë˙ óăëĺâîäîđîäíűő ăŕçîâ ďđîčçâîäčňń˙ â ńîîňâĺňńňâčč ń Ďđŕâčëŕěč áĺçîďŕńíîńňč â ăŕçîâîě őîç˙éńňâĺ ěĺňŕëëóđăč÷ĺńęčő č ęîęńîőčěč÷ĺńęčő ďđĺäďđč˙ňčé č ďđîčçâîäńňâŕ (ĎÁ 11-401-01), óňâĺđćäĺííűěč ďîńňŕíîâëĺíčĺě Ăîńăîđňĺőíŕäçîđŕ Đîńńčč îň 20.02.2001 ą 9 (íĺ íóćäŕţňń˙ â ăîńóäŕđńňâĺííîé đĺăčńňđŕöčč, ďčńüěî Ěčíţńňŕ Đîńńčč îň 14.05.2001 ą 03-35/229).
Őđŕíĺíčĺ íŕďîëíĺííűő áŕëëîíîâ äî âűäŕ÷č čő ďîňđĺáčňĺë˙ě äîďóńęŕĺňń˙ áĺç ďđĺäîőđŕíčňĺëüíűő ęîëďŕęîâ.
9.2.27. Ďĺđĺâîçęŕ áŕëëîíîâ ŕâňîěîáčëüíűě, ćĺëĺçíîäîđîćíűě, âîäíűě č âîçäóříűě ňđŕíńďîđňîě äîëćíŕ ďđîčçâîäčňüń˙ ńîăëŕńíî ďđŕâčëŕě ńîîňâĺňńňâóţůčő ěčíčńňĺđńňâ č âĺäîěńňâ.
Ďđčëîćĺíčĺ 1
Îńíîâíűĺ ňĺđěčíű č îďđĺäĺëĺíč˙
Ňĺđěčíű č îďđĺäĺëĺíč˙ čńďîëüçóţňń˙ â öĺë˙ő íŕńňî˙ůčő Ďđŕâčë
1. Ŕâŕđč˙ - íŕđóřĺíčĺ íîđěŕëüíîé ýęńďëóŕňŕöčč îáîđóäîâŕíč˙, ďđčěĺí˙ĺěîăî íŕ ÎČŔÝ, ďđč ęîňîđîě ďđîčçîřëî đŕçđóřĺíčĺ îáîđóäîâŕíč˙ čëč ĺăî íĺęîíňđîëčđóĺěűé âçđűâ.
2. Ŕđěčđîâŕííűĺ ďëŕńňěŕńńű - ěŕňĺđčŕë íĺîäíîđîäíîăî ńňđîĺíč˙, ńîńňî˙ůčé čç ďëŕńňěŕńńű (ńâ˙çóţůĺăî) č íŕďîëíčňĺë˙.
3. Áŕëëîí - ńîńóä, čěĺţůčé îäíó čëč äâĺ ăîđëîâčíű äë˙ óńňŕíîâęč âĺíňčëĺé, ôëŕíöĺâ čëč řňóöĺđîâ, ďđĺäíŕçíŕ÷ĺííűé äë˙ ňđŕíńďîđňčđîâŕíč˙, őđŕíĺíč˙ č čńďîëüçîâŕíč˙ ńćŕňűő, ńćčćĺííűő čëč đŕńňâîđĺííűő ďîä äŕâëĺíčĺě ăŕçîâ.
4. Áŕđîęŕěĺđŕ - ńîńóä, îńíŕůĺííűé ďđčáîđŕěč č îáîđóäîâŕíčĺě č ďđĺäíŕçíŕ÷ĺííűé äë˙ đŕçěĺůĺíč˙ â íĺě ëţäĺé.
5. Áî÷ęŕ - ńîńóä öčëčíäđč÷ĺńęîé čëč äđóăîé ôîđěű, ęîňîđűé ěîćíî ďĺđĺęŕňűâŕňü ń îäíîăî ěĺńňŕ íŕ äđóăîĺ č ńňŕâčňü íŕ ňîđöű áĺç äîďîëíčňĺëüíűő îďîđ, ďđĺäíŕçíŕ÷ĺííűé äë˙ ňđŕíńďîđňčđîâŕíč˙ č őđŕíĺíč˙ ćčäęčő č äđóăčő âĺůĺńňâ.
6. Âěĺńňčěîńňü - îáúĺě âíóňđĺííĺé ďîëîńňč ńîńóäŕ, îďđĺäĺë˙ĺěűé ďî çŕäŕííűě íŕ ÷ĺđňĺćŕő íîěčíŕëüíűě đŕçěĺđŕě.
7. Äŕâëĺíčĺ âíóňđĺííĺĺ (íŕđóćíîĺ) - äŕâëĺíčĺ, äĺéńňâóţůĺĺ íŕ âíóňđĺííţţ (íŕđóćíóţ) ďîâĺđőíîńňü ńňĺíęč ńîńóäŕ.
8. Äŕâëĺíčĺ čçáűňî÷íîĺ - đŕçíîńňü ŕáńîëţňíîăî äŕâëĺíč˙ č äŕâëĺíč˙ îęđóćŕţůĺé ńđĺäű, ďîęŕçűâŕĺěîăî áŕđîěĺňđîě.
9. Äŕâëĺíčĺ ďđîáíîĺ - äŕâëĺíčĺ, ďđč ęîňîđîě ďđîčçâîäčňń˙ čńďűňŕíčĺ ńîńóäŕ.
10. Äŕâëĺíčĺ đŕáî÷ĺĺ - čçáűňî÷íîĺ ěŕęńčěŕëüíîĺ âíóňđĺííĺĺ čëč íŕđóćíîĺ äŕâëĺíčĺ, âîçíčęŕţůĺĺ ďđč íîđěŕëüíîě ďđîňĺęŕíčč đŕáî÷ĺăî ďđîöĺńńŕ.
11. Äŕâëĺíčĺ đŕń÷ĺňíîĺ - äŕâëĺíčĺ, íŕ ęîňîđîĺ ďđîčçâîäčňń˙ đŕń÷ĺň íŕ ďđî÷íîńňü.
12. Äŕâëĺíčĺ ńîńóäŕ (ýëĺěĺíňŕ) đŕçđĺřĺííîĺ - ěŕęńčěŕëüíî äîďóńňčěîĺ čçáűňî÷íîĺ äŕâëĺíčĺ ńîńóäŕ (ýëĺěĺíňŕ), óńňŕíîâëĺííîĺ ďî đĺçóëüňŕňŕě ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙ čëč äčŕăíîńňčđîâŕíč˙.
13. Äŕâëĺíčĺ óńëîâíîĺ - đŕń÷ĺňíîĺ äŕâëĺíčĺ ďđč ňĺěďĺđŕňóđĺ 20 °Ń, čńďîëüçóĺěîĺ ďđč đŕń÷ĺňĺ íŕ ďđî÷íîńňü ńîńóäŕ č ĺăî óçëîâ, äĺňŕëĺé, ŕđěŕňóđű.
14. Äčŕăíîńňčęŕ ňĺőíč÷ĺńęŕ˙ - ňĺîđč˙, ěĺňîäű č ńđĺäńňâŕ îďđĺäĺëĺíč˙ ňĺőíč÷ĺńęîăî ńîńňî˙íč˙ ńîńóäŕ č ĺăî óçëîâ, äĺňŕëĺé, ŕđěŕňóđű.
15. Äčŕăíîńňčđîâŕíčĺ ňĺőíč÷ĺńęîĺ - îďđĺäĺëĺíčĺ ňĺőíč÷ĺńęîăî ńîńňî˙íč˙ ńîńóäŕ č ĺăî óçëîâ, äĺňŕëĺé, ŕđěŕňóđű. Çŕäŕ÷č ňĺőíč÷ĺńęîăî äčŕăíîńňčđîâŕíč˙ - ęîíňđîëü ňĺőíč÷ĺńęîăî ńîńňî˙íč˙, ďîčńę ěĺńňŕ č îďđĺäĺëĺíčĺ ďđč÷čí îňęŕçŕ (íĺčńďđŕâíîńňč), ďđîăíîçčđîâŕíčĺ ňĺőíč÷ĺńęîăî ńîńňî˙íč˙.
16. Äčŕăíîńňčđîâŕíčĺ ňĺőíč÷ĺńęîĺ ýęńďĺđňíîĺ - ňĺőíč÷ĺńęîĺ äčŕăíîńňčđîâŕíčĺ ńîńóäŕ, âűďîëí˙ĺěîĺ ďî čńňĺ÷ĺíčč ďđîĺęňíîăî ńđîęŕ ńëóćáű ńîńóäŕ čëč ďđîĺęňíîăî đĺńóđńŕ áĺçîďŕńíîé đŕáîňű, ŕ ňŕęćĺ ďîńëĺ ŕâŕđčč čëč îáíŕđóćĺííűő ďîâđĺćäĺíčé ýëĺěĺíňîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě, ń öĺëüţ îďđĺäĺëĺíč˙ âîçěîćíűő ďŕđŕěĺňđîâ č óńëîâčé äŕëüíĺéřĺé ýęńďëóŕňŕöčč.
17. Äíčůĺ - íĺîňúĺěíŕ˙ ÷ŕńňü ęîđďóńŕ ńîńóäŕ, îăđŕíč÷čâŕţůŕ˙ âíóňđĺííţţ ďîëîńňü ń ňîđöŕ.
18. Çŕăëóřęŕ - îáúĺěíŕ˙ äĺňŕëü ńîńóäŕ, ďîçâîë˙ţůŕ˙ ăĺđěĺňč÷íî çŕęđűâŕňü îňâĺđńňč˙ řňóöĺđŕ čëč áîáűřęč.
19. Çěĺĺâčę - ňĺďëîîáěĺííîĺ óńňđîéńňâî ńîńóäŕ, âűďîëíĺííîĺ â âčäĺ čçîăíóňîé ňđóáű.
20. Ęîđďóń - îńíîâíŕ˙ ńáîđî÷íŕ˙ ĺäčíčöŕ ńîńóäŕ, ńîńňî˙ůŕ˙ čç îáĺ÷ŕĺę č äíčů.
21. Ęđűřęŕ - îňúĺěíŕ˙ ÷ŕńňü, çŕęđűâŕţůŕ˙ âíóňđĺííţţ ďîëîńňü ńîńóäŕ čëč îňâĺđńňčĺ ëţęŕ.
22. Ëţę - óńňđîéńňâî, îáĺńďĺ÷čâŕţůĺĺ äîńňóď âî âíóňđĺííţţ ďîëîńňü ńîńóäŕ.
23. Ëĺéíĺđ - âíóňđĺííčé ăĺđěĺňčçčđóţůčé ńëîé ńîńóäŕ čç ŕđěčđîâŕííűő ďëŕńňěŕńń, ęîňîđűé ěîćĺň íĺńňč ÷ŕńňü íŕăđóçęč.
24. Ěŕňĺđčŕë ęîěďîçčöčîííűé (ęîěďîçčň) - ěŕňĺđčŕë íĺîäíîđîäíîé ńňđóęňóđű, ńîńňî˙ůčé čç íĺńęîëüęčő îäíîđîäíűő ěŕňĺđčŕëîâ (ęîěďîíĺíňîâ).
25. Ěŕňĺđčŕë îäíîđîäíűé - ěŕňĺđčŕë, ńîńňî˙ůčé čç îäíîăî âĺůĺńňâŕ, ńďëŕâŕ čëč ňâĺđäîăî đŕńňâîđŕ, íŕďđčěĺđ, ńňĺęëî, ńňŕëü, ęĺđŕěčęŕ č ň.ď.
26. Íŕďîëíčňĺëü - ěŕňĺđčŕë, ŕđěčđóţůčé ďëŕńňěŕńńó; â ęŕ÷ĺńňâĺ ŕđěčđóţůĺăî ěŕňĺđčŕëŕ ěîăóň čńďîëüçîâŕňüń˙ âîëîęíŕ, ňęŕíűĺ č íĺňęŕíűĺ ěŕňĺđčŕëű.
27. Íŕđóřĺíčĺ íîđěŕëüíîé ýęńďëóŕňŕöčč - íŕđóřĺíčĺ â đŕáîňĺ îáîđóäîâŕíč˙, ďđč ęîňîđîě ďđîčçîřëî îňęëîíĺíčĺ îň óńňŕíîâëĺííűő ďđîĺęňîě äë˙ íĺăî ýęńďëóŕňŕöčîííűő ďđĺäĺëîâ č óńëîâčé. Ďđč ýňîě ěîăóň áűňü íŕđóřĺíű č äđóăčĺ óńňŕíîâëĺííűĺ ďđîĺęňîě ďđĺäĺëű č óńëîâč˙ äë˙ ÎČŔÝ, âęëţ÷ŕ˙ ďđĺäĺëű áĺçîďŕńíîé ýęńďëóŕňŕöčč îáúĺęňŕ.
28. Íîđěŕëüíŕ˙ ýęńďëóŕňŕöč˙ - ýęńďëóŕňŕöč˙ îáîđóäîâŕíč˙ ÎČŔÝ â îďđĺäĺëĺííűő ďđîĺęňîě ýęńďëóŕňŕöčîííűő ďđĺäĺëŕő č óńëîâč˙ő.
29. Íîđěŕňčâíŕ˙ äîęóěĺíňŕöč˙ (ÍÄ) - ďđŕâčëŕ, îňđŕńëĺâűĺ č ăîńóäŕđńňâĺííűĺ ńňŕíäŕđňű, ňĺőíč÷ĺńęčĺ óńëîâč˙, đóęîâîä˙ůčĺ äîęóěĺíňű íŕ ďđîĺęňčđîâŕíčĺ, čçăîňîâëĺíčĺ, đĺěîíň, đĺęîíńňđóęöčţ, ěîíňŕć, íŕëŕäęó, ňĺőíč÷ĺńęîĺ äčŕăíîńňčđîâŕíčĺ (îńâčäĺňĺëüńňâîâŕíčĺ), ýęńďëóŕňŕöčţ.
30. Îáĺ÷ŕéęŕ - öčëčíäđč÷ĺńęŕ˙ îáîëî÷ęŕ ńîńóäŕ çŕěęíóňîăî ďđîôčë˙, îňęđűňŕ˙ ń ňîđöîâ.
31. Îáđŕçĺö-ńâčäĺňĺëü - îáđŕçĺö, čńďîëüçóĺěűé äë˙ îďđĺäĺëĺíč˙ ńîńňî˙íč˙ ěŕňĺđčŕëŕ â ďđîöĺńńĺ ýęńďëóŕňŕöčč čçăîňîâëĺííűé čç ňîăî ćĺ ěŕňĺđčŕëŕ č ďî ňîé ćĺ ňĺőíîëîăčč, ÷ňî č ńîńóä.
32. Îęíî ńěîňđîâîĺ - óńňđîéńňâî (óçĺë) ńîńóäŕ, ďîçâîë˙ţůĺĺ âĺńňč íŕáëţäĺíčĺ çŕ đŕáî÷ĺé ńđĺäîé.
33. Îďîđŕ - óńňđîéńňâî (óçĺë) äë˙ óńňŕíîâęč ńîńóäŕ â đŕáî÷ĺě ďîëîćĺíčč č ďĺđĺäŕ÷č íŕăđóçîę îň ńîńóäŕ íŕ ôóíäŕěĺíň čëč íĺńóůóţ ęîíńňđóęöčţ.
34. Îďîđŕ ńĺäëîâŕ˙ - îďîđŕ ăîđčçîíňŕëüíîăî ńîńóäŕ, îőâŕňűâŕţůŕ˙ íčćíţţ ÷ŕńňü ęîëüöĺâîăî ńĺ÷ĺíč˙ îáĺ÷ŕéęč.
35. Îđăŕíčçŕöč˙-âëŕäĺëĺö (îáîđóäîâŕíč˙) - ďîäđŕçäĺëĺíčĺ ýęńďëóŕňčđóţůĺé îđăŕíčçŕöčč, îńóůĺńňâë˙ţůĺĺ íĺďîńđĺäńňâĺííóţ ýęńďëóŕňŕöčţ âńĺăî îáîđóäîâŕíč˙ ÎČŔÝ.
36. Îđăŕíčçŕöč˙ ńďĺöčŕëčçčđîâŕííŕ˙ - îđăŕíčçŕöč˙, đŕńďîëŕăŕţůŕ˙ óńëîâč˙ěč âűďîëíĺíč˙ îäíîé čëč íĺńęîëüęčő ńďĺöčŕëčçčđîâŕííűő đŕáîň č ďîäăîňîâëĺííűě ďĺđńîíŕëîě äë˙ čő ďđîâĺäĺíč˙. Ýňî ěîăóň áűňü: ďđîĺęňíî-ęîíńňđóęňîđńęčĺ đŕáîňű, čçăîňîâëĺíčĺ, ěîíňŕć, íŕëŕäęŕ, äčŕăíîńňčęŕ, đĺěîíň č đĺęîíńňđóęöč˙ îáîđóäîâŕíč˙ äë˙ ÎČŔÝ.
37. Îđăŕíčçŕöč˙ ýęńďëóŕňčđóţůŕ˙ - îđăŕíčçŕöč˙, ęîňîđŕ˙ ýęńďëóŕňčđóĺň ńîńóä č äđóăîĺ îáîđóäîâŕíčĺ ÎČŔÝ č íĺńĺň ţđčäč÷ĺńęóţ, ŕäěčíčńňđŕňčâíóţ č óăîëîâíóţ îňâĺňńňâĺííîńňü çŕ áĺçîďŕńíóţ ýęńďëóŕňŕöčţ ÎČŔÝ.
38. Đĺçĺđâóŕđ - ńňŕöčîíŕđíűé ńîńóä, ďđĺäíŕçíŕ÷ĺííűé äë˙ őđŕíĺíč˙ ăŕçîîáđŕçíűő, ćčäęčő č äđóăčő âĺůĺńňâ.
39. Đĺęîíńňđóęöč˙ - čçěĺíĺíčĺ ęîíńňđóęöčč ńîńóäŕ, âűçűâŕţůĺĺ íĺîáőîäčěîńňü ęîđđĺęňčđîâęč ďŕńďîđňŕ ńîńóäŕ (íŕďđčěĺđ, óńňđîéńňâî äîďîëíčňĺëüíűő ýëĺěĺíňîâ), č äđóăčĺ âűçűâŕţůčĺ čçěĺíĺíč˙ ďŕđŕěĺňđîâ đŕáîňű ńîńóäŕ.
40. Đĺěîíň - âîńńňŕíîâëĺíčĺ ďîâđĺćäĺííűő, čçíîřĺííűő čëč ďđčřĺäřčő â íĺăîäíîńňü ďî ëţáîé ďđč÷číĺ ýëĺěĺíňîâ ńîńóäŕ ń äîâĺäĺíčĺě čő äî đŕáîňîńďîńîáíîăî ńîńňî˙íč˙.
41. Đĺńóđń îńňŕňî÷íűé - ńóěěŕđíŕ˙ íŕđŕáîňęŕ ńîńóäŕ îň ěîěĺíňŕ ęîíňđîë˙ ĺăî ňĺőíč÷ĺńęîăî ńîńňî˙íč˙ äî ďĺđĺőîäŕ â ďđĺäĺëüíîĺ ńîńňî˙íčĺ.
42. Đĺńóđń (ýëĺěĺíňŕ) ďđîĺęňíűé - ďđîäîëćčňĺëüíîńňü ýęńďëóŕňŕöčč ńîńóäŕ (ýëĺěĺíňŕ), â ňĺ÷ĺíčĺ ęîňîđîé ďđîĺęňŕíň č čçăîňîâčňĺëü ăŕđŕíňčđóţň íŕäĺćíîńňü ĺăî đŕáîňű ďđč óńëîâčč ńîáëţäĺíč˙ đĺćčěŕ ýęńďëóŕňŕöčč, óęŕçŕííîăî â číńňđóęöčč čçăîňîâčňĺë˙, č ďđîĺęňíîăî ÷čńëŕ ďóńęîâ čç őîëîäíîăî čëč ăîđ˙÷ĺăî ńîńňî˙íč˙.
43. Đóáŕřęŕ ńîńóäŕ - ňĺďëîîáěĺííîĺ óńňđîéńňâî, ńîńňî˙ůĺĺ čç îáîëî÷ęč, îőâŕňűâŕţůĺé ęîđďóń ńîńóäŕ čëč ĺăî ÷ŕńňü, č îáđŕçóţůĺĺ ńîâěĺńňíî ńî ńňĺíęîé ęîđďóńŕ ńîńóäŕ ďîëîńňü, çŕďîëíĺííóţ ňĺďëîíîńčňĺëĺě.
44. Ńâ˙çóţůčĺ - ěŕňĺđčŕëű, îáĺńďĺ÷čâŕţůčĺ ěîíîëčňíîńňü ęîěďîçčňŕ.
45. Ńîĺäčíĺíčĺ ńâŕđíîĺ ńňűęîâîĺ - ńîĺäčíĺíčĺ ýëĺěĺíňîâ ńîńóäŕ, â ęîňîđîě ńâŕđčâŕĺěűĺ ýëĺěĺíňű ďđčěűęŕţň äđóă ę äđóăó ňîđöĺâűěč ďîâĺđőíîńň˙ěč č âęëţ÷ŕţň â ńĺá˙ řîâ č çîíó ňĺđěč÷ĺńęîăî âëč˙íč˙.
46. Ńîĺäčíĺíčĺ ôëŕíöĺâîĺ - íĺďîäâčćíîĺ đŕçúĺěíîĺ ńîĺäčíĺíčĺ ÷ŕńňĺé ńîńóäŕ, ăĺđěĺňč÷íîńňü ęîňîđîăî îáĺńďĺ÷čâŕĺňń˙ ďóňĺě ńćŕňč˙ óďëîňíčňĺëüíűő ďîâĺđőíîńňĺé íĺďîńđĺäńňâĺííî äđóă ń äđóăîě čëč ÷ĺđĺç ďîńđĺäńňâî đŕńďîëîćĺííűő ěĺćäó íčěč ďđîęëŕäîę čç áîëĺĺ ě˙ăęîăî ěŕňĺđčŕëŕ, ńćŕňűő ęđĺďĺćíűěč äĺňŕë˙ěč.
47. Ńîńóä - ăĺđěĺňč÷ĺńęč çŕęđűňŕ˙ ĺěęîńňü, ďđĺäíŕçíŕ÷ĺííŕ˙ äë˙ âĺäĺíč˙ őčěč÷ĺńęčő, ňĺďëîâűő č äđóăčő ňĺőíîëîăč÷ĺńęčő ďđîöĺńńîâ, ŕ ňŕęćĺ äë˙ őđŕíĺíč˙ č ňđŕíńďîđňčđîâŕíč˙ ăŕçîîáđŕçíűő, ćčäęčő č äđóăčő âĺůĺńňâ. Ăđŕíčöĺé ńîńóäŕ ˙âë˙ţňń˙ âőîäíűĺ č âűőîäíűĺ řňóöĺđŕ (âęëţ÷čňĺëüíî).
48. Ńîńóä ěĺňŕëëîďëŕńňčęîâűé - ěíîăîńëîéíűé ńîńóä, â ęîňîđîě âíóňđĺííčé ńëîé (îáîëî÷ęŕ) âűďîëíĺí čç ěĺňŕëëŕ; îńňŕëüíűĺ ńëîč âűďîëíĺíű čç ŕđěčđîâŕííűő ďëŕńňěŕńń. Âíóňđĺííčé ńëîé íĺńĺň ÷ŕńňü íŕăđóçęč.
49. Ńîńóä ěíîăîęŕěĺđíűé - ńîńóä, čěĺţůčé äâĺ čëč áîëĺĺ đŕáî÷čĺ ďîëîńňč, čńďîëüçóĺěűĺ ďđč đŕçëč÷íűő čëč îäčíŕęîâűő óńëîâč˙ő (äŕâëĺíčĺ, ňĺěďĺđŕňóđŕ, ńđĺäŕ).
50. Ńîńóä íĺěĺňŕëëč÷ĺńęčé - ńîńóä, âűďîëíĺííűé čç îäíîđîäíűő čëč ęîěďîçčöčîííűő íĺěĺňŕëëč÷ĺńęčő ěŕňĺđčŕëîâ.
51. Ńîńóä ďĺđĺäâčćíîé - ńîńóä, ďđĺäíŕçíŕ÷ĺííűé äë˙ âđĺěĺííîăî čńďîëüçîâŕíč˙ â đŕçëč÷íűő ěĺńňŕő čëč âî âđĺě˙ ĺăî ďĺđĺěĺůĺíč˙.
52. Ńîńóä ńňŕöčîíŕđíűé - ďîńňî˙ííî óńňŕíîâëĺííűé ńîńóä, ďđĺäíŕçíŕ÷ĺííűé äë˙ ýęńďëóŕňŕöčč â îäíîě îďđĺäĺëĺííîě ěĺńňĺ.
53. Ńđîę ńëóćáű ńîńóäŕ ďđîĺęňíűé - íŕçíŕ÷ĺííűé â ďđîĺęňĺ ńîńóäŕ ńđîę ńëóćáű â ęŕëĺíäŕđíűő ăîäŕő, čń÷čńë˙ĺěűé ńî äí˙ ââîäŕ ńîńóäŕ â ýęńďëóŕňŕöčţ.
54. Ńďĺöčŕëčçčđîâŕííŕ˙ îđăŕíčçŕöč˙ - îđăŕíčçŕöč˙, đŕńďîëŕăŕţůŕ˙ óńëîâč˙ěč âűďîëíĺíč˙ îäíîé čëč íĺńęîëüęčő ńďĺöčŕëčçčđîâŕííűő đŕáîň č ďîäăîňîâëĺííűě ďĺđńîíŕëîě äë˙ čő ďđîâĺäĺíč˙. Ýňî ěîăóň áűňü: ďđîĺęňíî-ęîíńňđóęňîđńęčĺ đŕáîňű, čçăîňîâëĺíčĺ, ěîíňŕć, íŕëŕäęŕ, äčŕăíîńňčęŕ, đĺěîíň č đĺęîíńňđóęöč˙ îáîđóäîâŕíč˙ äë˙ ÎČŔÝ.
55. Ňĺěďĺđŕňóđŕ đŕáî÷ĺé ńđĺäű ěŕęńčěŕëüíŕ˙ (ěčíčěŕëüíŕ˙) - ěčíčěŕëüíŕ˙ (ěŕęńčěŕëüíŕ˙) ňĺěďĺđŕňóđŕ ńđĺäű â ńîńóäĺ ďđč íîđěŕëüíîě ďđîňĺęŕíčč ňĺőíîëîăč÷ĺńęîăî ďđîöĺńńŕ.
56. Ňĺěďĺđŕňóđŕ ńňĺíęč äîďóńňčěŕ˙ ěŕęńčěŕëüíŕ˙ (ěčíčěŕëüíŕ˙) - ěŕęńčěŕëüíŕ˙ (ěčíčěŕëüíŕ˙) ňĺěďĺđŕňóđŕ ńňĺíęč, ďđč ęîňîđîé äîďóńęŕĺňń˙ ýęńďëóŕňŕöč˙ ńîńóäŕ.
57. Ňĺěďĺđŕňóđŕ ńňĺíęč đŕń÷ĺňíŕ˙ - ňĺěďĺđŕňóđŕ, ďđč ęîňîđîé îďđĺäĺë˙ţňń˙ ôčçčęî-ěĺőŕíč÷ĺńęčĺ őŕđŕęňĺđčńňčęč, äîďóńęŕĺěűĺ íŕďđ˙ćĺíč˙ ěŕňĺđčŕëŕ č ďđîâîäčňń˙ đŕń÷ĺň íŕ ďđî÷íîńňü ýëĺěĺíňîâ ńîńóäŕ.
58. Öčńňĺđíŕ - ďĺđĺäâčćíîé ńîńóä, ďîńňî˙ííî óńňŕíîâëĺííűé íŕ đŕěĺ ćĺëĺçíîäîđîćíîăî âŕăîíŕ, íŕ řŕńńč ŕâňîěîáčë˙ (ďđčöĺďŕ) čëč íŕ äđóăčő ńđĺäńňâŕő ďĺđĺäâčćĺíč˙, ďđĺäíŕçíŕ÷ĺííűé äë˙ ňđŕíńďîđňčđîâŕíč˙ č őđŕíĺíč˙ ăŕçîîáđŕçíűő, ćčäęčő č äđóăčő âĺůĺńňâ.
59. Řňóöĺđ - ýëĺěĺíň, ďđĺäíŕçíŕ÷ĺííűé äë˙ ďđčńîĺäčíĺíč˙ ę ńîńóäó ňđóáîďđîâîäîâ, ňđóáîďđîâîäíîé ŕđěŕňóđű, ęîíňđîëüíî-čçěĺđčňĺëüíűő ďđčáîđîâ č ň.ď.
60. Ýëĺěĺíň ńîńóäŕ - ńáîđíŕ˙ ĺäčíčöŕ ńîńóäŕ, ďđĺäíŕçíŕ÷ĺííŕ˙ äë˙ âűďîëíĺíč˙ îäíîé čç îńíîâíűő ôóíęöčé ńîńóäŕ.
Ďđčëîćĺíčĺ 2
Ňčďîâîé ďŕńďîđň ńîńóäŕ, đŕáîňŕţůĺăî ďîä äŕâëĺíčĺě
(ôîđěŕ 210´297 ěě â ćĺńňęîé îáëîćęĺ)
|
(ńňđ. 1) Ďŕńďîđň (ńîńóäŕ đŕáîňŕţůĺăî ďîä äŕâëĺíčĺě)* * Ďîäŕííîé ôîđěĺ ňŕęćĺ îôîđěë˙ţňń˙ ďŕńďîđňŕ íŕ öčńňĺđíű č áŕëëîíű (íóćíîĺ âďĺ÷ŕňŕňü). Đĺăčńňđŕöčîííűé ą _______ Çŕđĺăčńňđčđîâŕí â _______________________ ĚŇÎ Ăîńŕňîěíŕäçîđŕ Đîńńčč Ďî˙ńíĺíč˙ (â ďŕńďîđňĺ íĺ ďđčâîä˙ňń˙): 1) Ďđč ďĺđĺäŕ÷ĺ ńîńóäŕ äđóăîé îđăŕíčçŕöčč-âëŕäĺëüöó ńîńóäŕ âěĺńňĺ ń ńîńóäîě ďĺđĺäŕĺňń˙ íŕńňî˙ůčé ďŕńďîđň. 2)  ďŕńďîđňĺ äîëćíî áűňü 32 ńňđŕíčöű. Äŕëĺĺ â ńęîáęŕő óęŕçŕíî, ę ęŕęîé ńňđŕíčöĺ îňíîńčňń˙ çŕďčńü. (ńňđ. 2) Đŕçđĺřĺíčĺ íŕ čçăîňîâëĺíčĺ ą ________ îň _____________________________ ă. âűäŕíî _____________________ îđăŕíîě Ăîńăîđňĺőíŕäçîđŕ Đîńńčč Óäîńňîâĺđĺíčĺ î ęŕ÷ĺńňâĺ čçăîňîâëĺíč˙ ńîńóäŕ** _______________________________________________________ ** Ę óäîńňîâĺđĺíčţ î ęŕ÷ĺńňâĺ čçăîňîâëĺíč˙ äîëćĺí áűňü ďđčëîćĺí ýńęčç ńâŕđíűő ńîĺäčíĺíčé ń óęŕçŕíčĺě ďđîęîíňđîëčđîâŕííűő ó÷ŕńňęîâ č ěĺňîäîâ äĺôĺęňîńęîďčč. _____________________________ ďîđ˙äęîâűé ą ____________________________ (íŕčěĺíîâŕíčĺ ńîńóäŕ) ___________________________________ čçăîňîâëĺí _________________________ ______________________________________________________________________ (äŕňŕ čçăîňîâëĺíč˙, íŕčěĺíîâŕíčĺ čçăîňîâčňĺë˙ č ĺăî ŕäđĺń) _______________________________________________________________________ Őŕđŕęňĺđčńňčęŕ ńîńóäŕ
|
(ńňđ. 3)
Ńâĺäĺíč˙ îá îńíîâíűő ýëĺěĺíňŕő ńîńóäŕ
|
ą ď/ď |
Íŕčěĺíîâŕíčĺ ýëĺěĺíňîâ ńîńóäŕ (ęîđďóń, äíčůĺ, ăîđëîâčíŕ, đĺřĺňęč, ňđóáű, đóáŕřęč) |
Ęîëč÷ĺńňâî, řň. |
Đŕçěĺđű, ěě |
Îńíîâíîé ěĺňŕëë |
Äŕííűĺ î ńâŕđęĺ (ďŕéęĺ) |
||||||
|
äčŕěĺňđ (âíóňđĺííčé) |
ňîëůčíŕ ńňĺíęč |
äëčíŕ (âűńîňŕ) |
íŕčěĺíîâŕíčĺ, ěŕđęŕ |
ăîńóäŕđńňâĺííűĺ ńňŕíäŕđňű |
ńďîńîá âűďîëíĺíč˙ ńîĺäčíĺíč˙ (ńâŕđęŕ, ďŕéęŕ) |
âčä ńâŕđęč (ďŕéęč) |
ýëĺęňđîäű, ńâŕđî÷íŕ˙ ďđîâîëîęŕ, ďđčďîé (ňčď, ěŕđęŕ, ăîńóäŕđńňâĺííűĺ ńňŕíäŕđňű čëč ŇÓ) |
ěĺňîä č îáúĺě ęîíňđîë˙ ńâŕđęč áĺç đŕçđóřĺíč˙ |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 ăđŕôĺ Îńíîâíîé ěĺňŕëë íŕđ˙äó ń íŕčěĺíîâŕíčĺě č ěŕđęîé ńňŕëč äë˙ óăëĺđîäčńňîé ńňŕëč óęŕçűâŕĺňń˙ «ęčď˙ůŕ˙» čëč «ńďîęîéíŕ˙». Ďđč čçăîňîâëĺíčč ńîńóäŕ ďî ńďĺöčŕëüíűě ňĺőíč÷ĺńęčě óńëîâč˙ě, ęîňîđűĺ ďđĺäóńěŕňđčâŕţň ďđîâĺđęó ěĺőŕíč÷ĺńęčő ńâîéńňâ ěĺňŕëëŕ ďđč đŕáî÷čő ňĺěďĺđŕňóđŕő čëč ďîńëĺ ňĺđěîîáđŕáîňęč, ŕ ňŕęćĺ â ńëó÷ŕ˙ő, ęîăäŕ ńîńóä čçăîňîâëĺí čç ěŕňĺđčŕëîâ, íŕ ęîňîđűĺ íĺň ăîńóäŕđńňâĺííűő ńňŕíäŕđňîâ, äŕííűĺ ýňîé ňŕáëčöű äîďîëí˙ţňń˙ ńâĺäĺíč˙ěč î đĺçóëüňŕňŕő ěĺőŕíč÷ĺńęčő čńďűňŕíčé č őčěč÷ĺńęîăî ŕíŕëčçŕ îńíîâíîăî ěĺňŕëëŕ, ďđîčçâĺäĺííűő â îáúĺěĺ ńîăëŕńíî ňĺőíč÷ĺńęčě óńëîâč˙ě. (ńňđ. 4) Äŕííűĺ î řňóöĺđŕő, ôëŕíöŕő, ęđűřęŕő č ęđĺďĺćíűő čçäĺëč˙ő
Äŕííűĺ î ňĺđěîîáđŕáîňęĺ ńîńóäŕ č ĺăî ýëĺěĺíňîâ (âčä č đĺćčě) _______________________________________________________________________ _______________________________________________________________________ _______________________________________________________________________ (ńňđ. 5) Îńíîâíŕ˙ ŕđěŕňóđŕ, ęîíňđîëüíî-čçěĺđčňĺëüíűĺ ďđčáîđű č ďđčáîđű áĺçîďŕńíîńňč
Ńîńóä čçăîňîâëĺí â ďîëíîě ńîîňâĺňńňâčč ń Ďđŕâčëŕěč óńňđîéńňâŕ č áĺçîďŕńíîé ýęńďëóŕňŕöčč ńîńóäîâ, đŕáîňŕţůčő ďîä äŕâëĺíčĺě, óńňŕíîâëĺííűěč Ăîńăîđňĺőíŕäçîđîě Đîńńčč, č ňĺőíč÷ĺńęčěč óńëîâč˙ěč íŕ čçăîňîâëĺíčĺ. Ńîńóä ďîäâĺđăŕëń˙ íŕđóćíîěó č âíóňđĺííĺěó îńěîňđŕě č ăčäđŕâëč÷ĺńęîěó čńďűňŕíčţ ďđîáíűě äŕâëĺíčĺě: ęîđďóńŕ ĚĎŕ (ęăń/ńě2) ňđóáíűĺ ÷ŕńňč ĚĎŕ (ęăń/ńě2) đóáŕřęč ĚĎŕ (ęăń/ńě2) č ďíĺâěŕňč÷ĺńęîěó čńďűňŕíčţ íŕ ăĺđěĺňč÷íîńňü äŕâëĺíčĺě: ęîđďóńŕ ĚĎŕ (ęăń/ńě2) ňđóáíűĺ ÷ŕńňč ĚĎŕ (ęăń/ńě2) đóáŕřęč ĚĎŕ (ęăń/ńě2). Ńîńóä ďđčçíŕí ăîäíűě äë˙ đŕáîňű ń óęŕçŕííűěč â íŕńňî˙ůĺě óäîńňîâĺđĺíčč ďŕđŕěĺňđŕěč č ńđĺäîé. Ďđîĺęňíűé ńđîę ńëóćáű ńîńóäŕ __________ ëĺň. Ăëŕâíűé číćĺíĺđ îđăŕíčçŕöčč __________________________________ (ďîäďčńü) ě.ď. Íŕ÷ŕëüíčę ÎŇĘ îđăŕíčçŕöčč ____________________________________ (ďîäďčńü) «_____» _________________ 20__ ă. Îá˙çŕňĺëüíűĺ ďđčëîćĺíč˙ ę ďŕńďîđňó: 1) ×ĺđňĺćč ńîńóäŕ ń óęŕçŕíčĺě îńíîâíűő đŕçěĺđîâ. 2) Đŕń÷ĺň íŕ ďđî÷íîńňü ń ďđčëîćĺíčĺě ýńęčçîâ îńíîâíűő íĺńóůčő ýëĺěĺíňîâ ńîńóäŕ: ńňĺíîę ńîńóäŕ, ăîđëîâčí, ęđűřĺę, ňđóáíűő đĺřĺňîę, ôëŕíöĺâ, óçëîâ âđĺçęč řňóöĺđîâ, ëţęîâ č äđ. 3) Číńňđóęöč˙ ďî ěîíňŕćó č ýęńďëóŕňŕöčč. 4) Đĺăëŕěĺíň ďóńęŕ ńîńóäŕ â çčěíĺĺ âđĺě˙. 5) Îňíîřĺíčĺ [σ]20 / [σ]t â ńîîňâĺňńňâčč ń ňđĺáîâŕíč˙ěč ďóíęňîâ 4.6.3 č 4.6.4 íŕńňî˙ůčő Ďđŕâčë. Äë˙ ńîńóäîâ, čńďűňűâŕţůčő ďĺđĺěĺííűĺ íŕăđóçęč îň äŕâëĺíč˙, ńňĺńíĺííîńňč ňĺěďĺđŕňóđíűő äĺôîđěŕöčé čëč äđóăčő âîçäĺéńňâčé, äîëćĺí áűňü ďđčëîćĺí đŕń÷ĺň íŕ óńňŕëîńňíóţ ďđî÷íîńňü ń óęŕçŕíčĺě đĺńóđńŕ áĺçîďŕńíîé ýęńďëóŕňŕöčč. Đŕń÷ĺň íŕ óńňŕëîńňíóţ ďđî÷íîńňü ěîćĺň íĺ âűďîëí˙ňüń˙, ĺńëč ýňî ďđĺäóńěîňđĺíî â ÍÄ ďî đŕń÷ĺňó íŕ óńňŕëîńňíóţ ďđî÷íîńňü. (ńňđ. 6) Ńâĺäĺíč˙ î ěĺńňîíŕőîćäĺíčč ńîńóäŕ
(ńňđ. 7) Îňâĺňńňâĺííűĺ çŕ čńďđŕâíîĺ ńîńňî˙íčĺ č áĺçîďŕńíîĺ äĺéńňâčĺ ńîńóäŕ
(ńňđ. 8) Ńâĺäĺíč˙ îá óńňŕíîâëĺííîé ŕđěŕňóđĺ
Äđóăčĺ äŕííűĺ îá óńňŕíîâęĺ ńîńóäŕ: ŕ) ęîđđîçčîííîńňü ńđĺäű _________________________________________________ á) ďđîňčâîęîđđîçčîííîĺ ďîęđűňčĺ ________________________________________ â) ňĺďëîâŕ˙ čçîë˙öč˙ ____________________________________________________ ă) ôóňĺđîâęŕ ___________________________________________________________ (ńňđ. 9 - 12) Ńâĺäĺíč˙ î çŕěĺíĺ č đĺěîíňĺ îńíîâíűő ýëĺěĺíňîâ ńîńóäŕ, đŕáîňŕţůĺăî ďîä äŕâëĺíčĺě, č ŕđěŕňóđű*
* Äîęóěĺíňű, ďîäňâĺđćäŕţůčĺ ęŕ÷ĺńňâî âíîâü óńňŕíŕâëčâŕĺěűő ŕđěŕňóđű č ýëĺěĺíňîâ ńîńóäŕ (âçŕěĺí čçíîřĺííűő), ďđčěĺíĺííűő ďđč đĺěîíňĺ ěŕňĺđčŕëîâ, ŕ ňŕęćĺ ńâŕđęč (ďŕéęč), äîëćíű őđŕíčňüń˙ âěĺńňĺ ń ďŕńďîđňîě. (ńňđ. 13 - 31) Çŕďčńü đĺçóëüňŕňîâ ňĺőíč÷ĺńęîăî îńâčäĺňĺëüńňâîâŕíč˙
(ńňđ. 32) Đĺăčńňđŕöč˙ ńîńóäŕ Ńîńóä çŕđĺăčńňđčđîâŕí çŕ ą _____________________________________________ â _____________________________________________________________________ (đĺăčńňđčđóţůčé îđăŕí)  ďŕńďîđňĺ ďđîíóěĺđîâŕíî č ďđîříóđîâŕíî ________ ńňđŕíčö č ______ ÷ĺđňĺćĺé. ______________________________________ ____________ (äîëćíîńňü đĺăčńňđčđóţůĺăî ëčöŕ) (ďîäďčńü) ě. ď. «______» ____________ _____ ă. |
Ďđčëîćĺíčĺ 3
Ďîäđŕçäĺëĺíčĺ ńňŕëĺé íŕ ňčďű, ęëŕńńű
|
Ňčď, ęëŕńń ńňŕëč |
Ěŕđęŕ ńňŕëč |
|
Óăëĺđîäčńňűé |
Ńň3, 10, 20, 15Ę, 16Ę, 18Ę, 20Ę, 22Ę, 20Ţ× |
|
Íčçęîëĺăčđîâŕííűé ěŕđăŕíöîâčńňűé, ěŕđăŕíöîâî-ęđĺěíčńňűé |
16ĂŃ, 17ĂŃ, 17Ă1Ń, 09Ă2Ń, 10Ă2ŃÔ, 09Ă2, 10Ă2Ń1, 10Ă2, 10Ă2Ń1Ä, 09Ă2ŃŢ×, 16ĂĚŢ×, 09Ă2ŃÔÁ |
|
Ěŕđňĺíńčňíűé* |
15X5, 15Ő5Ě, 15Ő5ÂÔ, 12Ő8ÂÔ, 20X13, Ő9Ě, 12X13 |
|
Ôĺđđčňíűé |
08X13, 08X17Ň, 15Ő25Ň |
|
Ŕóńňĺíčňíî-ôĺđđčňíűé |
08Ő22Í6Ň, 12Ő21Í5Ň, 08Ő18Ă8Í2Ň, 15Ő18Í12Ń4ŇŢ |
|
Ŕóńňĺíčňíűé |
10Ő14Ă14Í4Ň, 08Ő18Í10Ň, 08Ő18Í12Á, 10Ő17Í13Ě2Ň, 08Ő17Í15Ě3Ň, ÎÇŐ17Í14Ě3, 12Ő18Í12Ň, 02Ő18Í11, 02Ő8Í22Ń6, 03Ő19ŔĂÇÍ10Ň, 07ŐĂ3ŔĂ20, 12Ő18Í10Ň, 12Ő18Í9Ň, 03X21Í21Ě4ĂÁ |
|
Ńďëŕâű íŕ ćĺëĺçîíčęĺëĺâîé č íčęĺëĺâîé îńíîâĺ |
06Ő28ĚÄŇ, 03Ő28ĚÄŇ, ŐÍ32Ň |
* Ńňŕëč óęŕçŕííîăî ňčďŕ č ęëŕńńŕ ńęëîííű ę ďîäęŕëęĺ.