
ФЕДЕРАЛЬНЫЙ
НАДЗОР РОССИИ ПО ЯДЕРНОЙ
И РАДИАЦИОННОЙ БЕЗОПАСНОСТИ
(ГОСАТОМНАДЗОР РОССИИ)
ПРАВИЛА И НОРМЫ В АТОМНОЙ ЭНЕРГЕТИКЕ
ПРАВИЛА
УСТРОЙСТВА
И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
И ТРУБОПРОВОДОВ АТОМНЫХ ЭНЕРГЕТИЧЕСКИХ
УСТАНОВОК
ПНАЭ Г-7-008-89
(с Изменениями № 1 от 01.09.2000 г.)
Дата
введения
01.01.90
Москва 2003
Действует с изменением № 1 (см. постановление Госатомнадзора России от 27 декабря 1999 г. №10). Изменены: пункты 1.1.3, 1.1.9, 1.2.1, 1.2.2, 1.2.4, 1.2.5, 1.2.6, 1.2.7, 1.2.9, 1.2.10, 1.2.11, 1.3.2, 2.1.11, 3.2.3, 3.4.3, 3.4.4, 4.1.2, 4.3.7, 5.1.3, 5.3.5, 5.3.6, 5.6.2, 5.6.4, 5.6.5, 6.2.1, 6.2.8, 7.1.6, 7.2.1, 7.4.2, 7.5.1, 7.5.2, 7.7.6, 7.8.2, 7.8.3, 7.8.10, 7.8.11, 8.1.1, 8.1.2, 8.1.4, 8.1.7, 8.1.8, 8.1.9, 8.1.10, 8.1.11, 8.1.12, 8.2.4, 8.2.5, 8.2.10, 8.2.13, 8.2.14, 8.2.15, 8.2.16, 8.2.17, 8.2.21, 8.2.22, 8.2.23, 9.1.3, 9.1.4, 9.1.6, 9.1.16, 9.2.2, 9.3.1, 11.1, 11.2; Разделы 1.4, 8.3, 10, 11, 12; Таблица 3; Приложения 1, 3, 4, 5, 6, 7, 8, 9
(Измененная редакция. Изм. № 1).
Правила содержат обязательные требования к устройству и эксплуатации оборудования и трубопроводов атомных энергетических установок, обеспечивающие их надежность и безопасность. Знание правил обязательно для всех работников, участвующих в проектировании, изготовлении и аттестации эксплуатационного персонала АЭС, для получения разрешения от органов надзора на эксплуатацию, ремонт и реконструкцию оборудования АС.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Назначение Правил
1.1.1. Настоящие Правила распространяются на работающие под давлением (включая гидростатическое) и вакуумом сосуды (в том числе на корпуса реакторов и на их страховочные корпуса и кожухи, на парогенераторы и теплообменники), на корпуса насосов и арматуру и на трубопроводы систем атомных станций (АЭС, АТЭЦ, ACT, АСПТ) с водо-водяными и водографитовыми реакторами, реакторами на быстрых нейтронах с жидкометаллическим теплоносителем и установок с исследовательскими или опытными реакторами указанных типов (в дальнейшем сосуды, корпуса насосов и арматура именуются "оборудование", а все перечисленные атомные станции и установки именуются АЭУ - атомные энергетические установки), отнесенные к группам А, В и С настоящих Правил.
1.1.2. Требования настоящих Правил не распространяются на следующие элементы оборудования и трубопроводов по п. 1.1.1:
1) тепловыделяющие элементы и сборки, стержни систем управления и защиты (СУЗ) и другие конструкционные элементы внутри корпусов реакторов, технологических и иных каналов, содержащие делящиеся, поглощающие или замедляющие материалы;
2) трубы и устройства, встроенные внутрь оборудования, разрушение которых не приводит к выходу рабочей среды за пределы этого оборудования или к перетечке через разделяющие различные среды герметичные элементы (в том числе среды с разными параметрами);
3) механические и электрические устройства, расположенные внутри оборудования (например, механизмы перегрузочных устройств, исполнительные органы СУЗ);
4) элементы, расположенные в корпусах оборудования или в трубопроводах с целью изучения работоспособности этих элементов;
5) внутреннюю металлическую облицовку бетонных корпусов исследовательных реакторов;
6) корпуса оборудования, изготовленные из неметаллических материалов;
7) корпуса турбин, отсечную арматуру промперегрева, перепускные трубопроводы в пределах турбины и трубопроводы отбора пара (при наличии запорного органа на трубопроводе) от турбины до запорного органа;
8) опоры и подвески оборудования трубопроводов;
9) металлоконструкции и кожухи, герметизирующие внутреннее пространство водографитовых реакторов, включая заключенную в кожух графитовую кладку и относящиеся к ней элементы;
10) металлоконструкции перегрузочного и обмывочного боксов с находящимся в них оборудованием (кроме пробок, герметизирующих перегрузочные каналы реактора) для реакторов на быстрых нейтронах;
11) набивные прокладки и неметаллические элементы узлов уплотнений;
12) части машин, не представляющие собой самостоятельные сосуды (например, конденсаторы и теплообменники, конструктивно встроенные в машины и др.).
1.1.3. На оборудование и трубопроводы АЭУ, не указанные в п. 1.1.1, распространяются "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением" и "Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды" Госгортехнадзора России, строительные нормы и правила (СНиП) и все относящиеся к ним нормативные документы в пределах сферы действия соответствующих правил.
(Измененная редакция. Изм. № 1).
1.1.4. Оборудование и трубопроводы, на которые распространяются настоящие Правила, подразделяются на группы А, В и С в зависимости от степени влияния системы, составной частью которой они являются, на безопасность АЭУ и входят в классы безопасности 1, 2 и 3 по классификации "Общих положений обеспечения безопасности атомных станций (ОПБ-88)".
1.1.5. В группу А, относящуюся к 1 классу безопасности, входит оборудование и трубопроводы, разрушение которых является исходным событием, приводящим к превышению установленных для проектных аварий пределов повреждения тепловыделяющих элементов при проектном функционировании систем безопасности, а также корпуса реакторов и технологические каналы любых АЭУ независимо от последствий их разрушения.
1.1.6. В группу В, относящуюся к 2 классу безопасности, входит оборудование и трубопроводы, разрушение которых приводит к неустранимой штатными запорными органами утечке теплоносителя, обеспечивающего охлаждение активной зоны реактора, и (или) требует введения в действие систем безопасности, а также оборудование и трубопроводы систем АЭУ с реакторами на быстрых нейтронах, работающие в контакте с жидкометаллическим теплоносителем независимо от последствий их разрушения (за исключением оборудования и трубопроводов, относящихся к группе А).
1.1.7. В группу С, относящуюся к 3 классу безопасности, входит:
1) не вошедшее в группу А и В оборудование и трубопроводы, разрушение которых приводит к утечке теплоносителя, обеспечивающего охлаждение активной зоны реактора;
2) оборудование и трубопроводы, разрушение которых приводит к выходу из строя одной из систем безопасности или одного из ее каналов;
3) оборудование и трубопроводы, разрушение которых приводит к выходу высоко- или среднеактивных радиоактивных сред (по определению "Санитарных правил проектирования и эксплуатации атомных станций" - СПАЭС).
1.1.8. Примеры типовых перечней систем, на которые распространяются настоящие Правила, с указанием групп входящих в системы оборудования и трубопроводов приведены в рекомендуемом Приложении 2.
Подразделение арматуры трубопроводов по группам должно соответствовать требованиям нормативно-технического документа "Арматура для оборудования и трубопроводов АЭС. Общие технические требования. ОТТ-87".
(Новая редакция. Изм. № 1).
1.1.10. Оборудование и трубопроводы, в состав которых входят изделия (детали, сборочные единицы) разных групп, относятся к группе с более высокими требованиями.
1.1.11. Границами между оборудованием и (или) трубопроводами различных групп являются запорные органы и предохранительные устройства. При этом сами органы и устройства относятся к группе с более высокими требованиями.
Границами между оборудованием и трубопроводами могут являться сопрягающие их сварные соединения.
В системах с насосами, питающимися от работающих под атмосферным давлением емкостей (баков), границами являются запорные органы на всасе насосов или (в случае их отсутствия) сварные соединения всасывающих патрубков насоса с трубопроводами.
1.1.12. Категории сварных соединений устанавливаются в соответствии с НТД "Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля" (в дальнейшем именуется ПК).
Сварные соединения на границах оборудования и (или) трубопроводов разных групп относятся к более высокой категории. Сварные соединения приварки опор, подвесок, подъемных деталей, подкладных листов и т.п. непосредственно к оборудованию и трубопроводам, работающим под давлением, относятся к оборудованию и трубопроводам и должны иметь соответствующую категорию согласно ПК.
1.2. Документация
1.2.1. Вся проектная, конструкторская, технологическая, монтажная, эксплуатационная и ремонтная документация на оборудование и трубопроводы, подпадающие под действие п. 1.1.1, должна отвечать требованиям настоящих Правил.
Указанная документация должна разрабатываться предприятиями и организациями, имеющими лицензию Госатомнадзора России на выполнение соответствующих работ.
Перечисленная документация должна разрабатываться в соответствии с проектом АЭУ или техническим проектом реакторной установки.
(Измененная редакция. Изм. № 1).
1.2.3. Конструкторскими и проектными организациями на чертежах общих видов оборудования или сборочных чертежах, а также на чертежах трубопроводов должна указываться их принадлежность к соответствующей группе.
(Измененная редакция. Изм. № 1).
(Измененная редакция. Изм. № 1).
Технические задания (спецификация) и конструкторская документация (включая технические условия на полуфабрикаты) на оборудование и трубопроводы, поставляемые по импорту, должны быть одобрены Госатомнадзором России.
(Измененная редакция. Изм. № 1).
1.2.7. Предприятие-изготовитель оборудования должно передать администрации АЭУ вместе с поставляемым оборудованием паспорт, оформленный согласно обязательному Приложению 3, а также документацию в объеме, указанном в технических условиях на изделие. На корпуса насосов (за исключением главных циркуляционных) должны представляться паспорта, в которых следует указывать сведения согласно перечню, приведенному в обязательном Приложении 4.
На корпуса главных циркуляционных насосов оформляются паспорта по форме Приложения 3.
Арматура для оборудования и трубопроводов с внутренним диаметром присоединительных штуцеров (патрубков) более 150 мм и все предохранительные клапаны (основные и вспомогательные) должны иметь паспорта. Для остальной арматуры допускается оформление паспорта на партию изделий. Форма паспорта должна соответствовать приведенной в ОТТ-87.
Паспорта на арматуру и предохранительные клапаны должны прилагаться к паспортам оборудования и трубопроводов. Допускается прилагать указанные паспорта к паспортам оборудования после его монтажа.
(Измененная редакция. Изм. № 1).
1.2.8. Комплектующие приборы, арматура и предохранительные устройства должны поставляться с инструкциями по монтажу, наладке и эксплуатации.
(Измененная редакция. Изм. № 1).
1.2.10. Предприятия (организации), выполнявшие соответствующие работы, должны передать администрации АЭУ оформленные согласно обязательным Приложениям 5 - 7 свидетельство об изготовлении деталей и сборочных единиц трубопроводов или (и) свидетельство о монтаже трубопроводов и свидетельство о монтаже (доизготовлении) сосуда.
(Измененная редакция. Изм. № 1).
1.2.11. Администрация АЭУ с использованием передаваемой по п. 1.2.10 документации должно составить паспорт на трубопроводы по форме, приведенной в обязательном Приложении 8.
(Измененная редакция. Изм. № 1).
1.2.12. Предприятием-владельцем АЭУ на основе проектной (конструкторской) документации должна быть разработана и утверждена в установленном порядке эксплуатационная документация (рабочие инструкции по эксплуатации оборудования и трубопроводов, их освидетельствованию, контролю за состоянием металла и др.).
1) наименование или товарный знак предприятия-изготовителя;
2) заводской номер;
3) год изготовления;
4) расчетное давление (в корпусе, трубах, камерах);
5) расчетная температура (в корпусе, трубах, камерах);
6) давление гидравлических (пневматических) испытаний;
7) тип рабочей среды (жидкость, газ, жидкий металл).
Аналогичные данные предприятие-изготовитель должно наносить также на одной из наиболее видных частей другого оборудования. Нанесение указанных данных краской не допускается. Место и способ маркировки должны указываться в сборочном чертеже оборудования.
Табличка с такими же данными должна устанавливаться предприятием-владельцем АЭУ у входа в необслуживаемые помещения, где размещаются оборудование и трубопроводы.
1.3. Общие требования к персоналу
1.3.1. Все должностные лица, инженерно-технические работники (ИТР) и другой персонал обязаны выполнять требования настоящих Правил при проектировании (конструировании), изготовлении, монтаже, эксплуатации и ремонте оборудования и трубопроводов АЭУ.
(Измененная редакция. Изм. № 1).
1.3.3. К обслуживанию оборудования и трубопроводов могут быть допущены лица, достигшие 18-летнего возраста, прошедшие медицинское освидетельствование, обучение по соответствующей программе и имеющие удостоверение на право обслуживания оборудования и трубопроводов.
1.4. Ответственность за выполнение правил
1.4.1. Должностные лица на предприятиях, занятых изготовлением, монтажом, эксплуатацией и ремонтом оборудования и трубопроводов АЭУ, а также должностные лица и ИТР проектных (конструкторских) организаций, виновные в нарушении настоящих Правил, несут дисциплинарную, административную и уголовную ответственность.
(Измененная редакция. Изм. № 1).
1.4.2. Выдача должностными лицами указаний или распоряжений, принуждающих подчиненных им лиц нарушать правила безопасности и инструкции, самовольное возобновление работ, остановленных органами Госатомнадзора России, а также непринятие мер по устранению нарушений правил и инструкций, совершенных рабочими или другими подчиненными им лицами, являются грубейшими нарушениями Правил. В зависимости от характера нарушений и их последствий все указанные лица несут ответственность в дисциплинарном, административном или судебном порядке.
(Измененная редакция. Изм. № 1).
1.4.3.-1.4.5. (Исключены. Изм. № 1).
2. КОНСТРУКЦИИ
2.1. Общие требования
2.1.1. Конструкции оборудования и трубопроводов должны отвечать требованиям настоящих Правил и "Норм расчета на прочность" оборудования и трубопроводов атомных энергетических установок. ПНАЭ Г-7-002-86" (в дальнейшем именуются "Нормы расчета на прочность").
2.1.3. Конструкция и компоновка оборудования и трубопроводов должны обеспечивать возможность проведения их осмотра, ремонта, гидравлических (пневматических) испытаний, контроля основного металла и сварных соединений неразрушающими методами после изготовления (монтажа) и в процессе эксплуатации, а также замены оборудования и трубопроводов со сроком службы менее установленного для эксплуатации АЭУ в целом.
2.1.4. При проектировании (конструировании) следует предусматривать применение материалов, обеспечивающих работоспособность конструкций в рабочих средах, включая среды, используемые при очистке, промывке и дезактивации, в течение предусмотренного срока службы.
2.1.5. В конструкциях оборудования и трубопроводов с радиоактивным теплоносителем должна быть предусмотрена возможность дренажа теплоносителя, дезактивации поверхностей и удаления дезактивирующих растворов.
В указанных конструкциях не должно быть зон, из которых невозможно удаление продуктов загрязнений вместе с моющими и дезактивирующими растворами. Если подвод и удаление промывочных и дезактивирующих растворов, а также дренаж теплоносителя из контура нельзя осуществлять через рабочие коммуникации, то должны быть предусмотрены подводящие и сливные трубопроводы или другие устройства, обеспечивающие промывку и удаление растворов из контура и дренаж теплоносителя.
В оборудовании и трубопроводах, контактирующих с жидкометаллическим теплоносителем или продуктами его выделений, по решению конструкторской организации допускается неполное удаление продуктов загрязнений, если этого невозможно избежать по условиям ведения технологического процесса.
2.1.6. В оборудовании и трубопроводах должна быть предусмотрена возможность удаления воздуха при заполнении средой, а также рабочей среды и конденсата, образующегося в процессе разогрева или расхолаживания контура.
2.1.8. В проекте АЭУ должны быть предусмотрены стационарные или съемные (разборные) площадки, лестницы и другие приспособления для удобства обслуживания и осмотров.
Конструкция оборудования должна предусматривать его надежное крепление к строительным конструкциям.
Изоляция должна быть также съемной в местах установки табличек по п. 1.2.13.
На импульсные трубные проводки КИПиА теплоизоляцию допускается не устанавливать.
2.1.10. При наличии разъемов оборудование группы А во всех случаях и оборудование группы В в случаях, определяемых конструкторской документацией, должно комплектоваться устройствами, обеспечивающими контролируемый затяг шпилек. Эти устройства должны входить в объем поставки оборудования или в состав соответствующего технологического оборудования (перегрузочного, ремонтного).
(Измененная редакция. Изм. № 1).
2.2. Оборудование
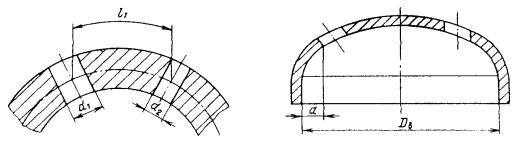
2.2.1.1. Для оборудования групп А и В следует применять крышки и днища сферической, эллиптической, торо-сферической (кроме арматуры), тарельчатой (в виде приваренного к фланцу сферического сегмента) формы.
Для оборудования группы С, кроме указанных выше типов крышек и днищ, допускается применение конических и плоских крышек и днищ.
2.2.1.2. Отношение номинальной высоты эллиптических крышек и днищ, измеренной от внутренней поверхности, к номинальному внутреннему диаметру цилиндрической части Н/Dв должно быть не менее 0,2, а отношение номинального диаметра центрального отверстия, если таковое имеется, к номинальному внутреннему диаметру крышки для днища d/Dв - не более 0,6 (рис. 1).
2.2.1.3. Отношение номинальной высоты выпуклой части торо-сферических и тарельчатых крышек и днищ, измеренной от их внутренней поверхности, к номинальному внутреннему диаметру цилиндрической части H/DB должно быть не менее 0,25, а отношение номинального диаметра центрального отверстия, если таковое имеется, к номинальному внутреннему диаметру крышки или днища d/DВ - не более 0,6 (рис. 2). Отношение номинальных радиусов R и r, определяющих форму сферического сегмента и тора, к номинальному внутреннему диаметру цилиндрической части крышки или днища должны составлять соответственно не более 1,0 и не менее 0,1 (рис. 2).

|
Рис. 1. Эллиптическое днище без отверстия (а) и с отверстием (б) (Н/Dв ≥ 0,2; d/Dв ≤ 0,6; l - согласно п. 2.2.1.5) |
Рис.
2. Торо-сферическое днище без отверстия (а)
и с отверстием (б) |
2.2.1.4. Сварные соединения крышек и днищ с обечайками (трубами) и фланцами должны быть стыковыми. Применение угловых и тавровых сварных соединений допускается только при обеспечении возможности контроля их качества неразрушающими методами в объеме, установленном ПК.
Минимальная длина отбортовки (расточки) крышек и днищ (рис. 1 и 2) должна соответствовать нормам табл. 1.
Таблица 1
|
Номинальная толщина стенки крышки или днища в месте отбортовки SИ, мм |
Длина отбортовки (расточки), мм, не менее |
|
До 5 включительно |
15 |
|
Свыше 5 до 10 |
2SИ + 5 |
|
Свыше 10 до 20 |
SИ + 15 |
|
Свыше 20 до 150 |
0,5SИ + 25 |
|
Свыше 150 |
100 |
Указанные требования по длине отбортовки (расточки) не распространяются на днища и крышки, изготавливаемые по стандартам, в которых имеются специальные требовать по выполнению и размерам отбортовки (расточки).
2.2.1.6. На отбортованных плоских крышках и днищах радиус кривизны перехода от плоской части к цилиндрической должен быть не менее 5 мм.
2.2.2. Расположение люков
2.2.2.1. Оборудование должно иметь съемные крышки или достаточное для его осмотра и ремонта количество люков, расположенных в доступных для обслуживания местах. При наличии съемных деталей, обеспечивающих возможность проведения внутреннего осмотра оборудования, устройство в нем люков не требуется.
2.2.2.2. Оборудование групп В и С, состоящее из цилиндрического корпуса с днищами и вваренными в него решетками с закрепленными в них трубками, допускается изготавливать без люков.
2.2.2.3. Проходные размеры люков овальной формы по наименьшей и наибольшим осям должны быть соответственно не менее 320 и 420 мм. Допускается устройство люков круглой формы диаметром в свету не менее 400 мм.
Сосуды с номинальным внутренним диаметром менее 800 мм, а также сосуды групп В и С АЭУ с реакторами на быстрых нейтронах с жидкометаллическим теплоносителем с номинальным внутренним диаметром до 1400 мм должны иметь круглые или овальные люки с минимальным размером в свету не менее 80 мм.
2.2.2.4. Крышки люков, как правило, следует выполнять съемными или шарнирно-откидными. Крышки люков, используемых только для осмотра оборудования при изготовлении, монтаже и перед пуском в эксплуатацию, допускается выполнять приварными. Допускается применение люков с приварными крышками, конструкция которых предусматривает их удаление перед осмотром и последующую повторную приварку крышки к уплотняемому люку после осмотра оборудования с последующим контролем сварного соединения.
|
Рис.
3. Расположение отверстий по криволинейной поверхности |
Рис. 4. Расположение отверстий в днище а ≥ 0,1 DВ |
2.2.2.5. Крышки люков, для подъема которых требуется прикладывать усилие более 196 Н (20 кгс), должны иметь приспособления, облегчающие их открытие или позволяющие применять грузоподъемные механизмы.
2.2.2.6. Конструкция шарнирно-откидных и вставных болтов, хомутов, а также зажимных приспособлений люков, крышек и фланцев должна обеспечивать их фиксацию в заданном положении (предохранять от сдвига).
2.2.3. Расстояния между отверстиями
2.2.3.1. Минимальное расстояние по срединной линии между центрами двух соседних отверстий не должно быть менее 1,4 полусуммы диаметров этих отверстий (рис. 3). Контроль указанного расстояния допускается проводить путем измерения расстояний по наружной и внутренней поверхностям с последующим пересчетом.
2.2.3.2. Расстояние по внутренней поверхности от кромки отверстия в сферических, эллиптических, торо-сферических и тарельчатых крышках и днищах до их цилиндрической части, измеренное по проекции, должно быть не менее 0,1 внутреннего диаметра цилиндрической части (рис. 4).
2.2.3.3. Расстояние между центром отверстия под болт или шпильку во фланцах, крышках или нажимных кольцах и их кромкой (внутренней или наружной) должно быть не менее 0,85 диаметра отверстия (рис. 5). Указанное требование не распространяется на фланцы с откидными болтами.
2.2.3.4. В случае технической необходимости, определяемой конструкторской (проектной) организацией, допускаются отступления от требований п. 2.2.1 - 2.2.3 при условии выполнения расчета на прочность в полном объеме, требуемом "Нормами расчета на прочность", или проведения соответствующих экспериментальных исследований.
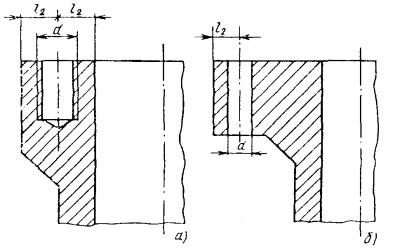
Рис. 5. Расположение отверстий под шпильки (а) и болты (б) (l2 ≥ 0,85d)
2.2.4. Разъемные соединения
С целью повышения сопротивления циклической повреждаемости крепежных деталей рекомендуется использовать положения, изложенные в Приложении 14.
2.3. Трубопроводы
2.3.3. Средний радиус кривизны колен (гнутых отводов) трубопроводов должен составлять:
1) при изготовлении методом холодной гибки - не менее 3,5 номинального наружного диаметра колена (нормально изогнутые колена);
2) при изготовлении методами горячего деформирования с применением гибки, протяжки, штамповки, осадки, а также для штампо-сварных колен - не менее номинального наружного диаметра колена (крутоизогнутые колена, если средний радиус их кривизны менее 3,5 номинального наружного диаметра колена).
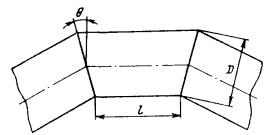
Рис.
6. Схема секторного отвода ![]()
Номинальный наружный диаметр принимается равным его значению на концах колена (в местах присоединения колена к другим деталям трубопроводов).
2.3.4. Допускается применение штампосварных колен, изготовленных из двух заготовок, сваренных двумя продольными швами или кольцевым швом, при соблюдении требований п. 2.3.3.
2.3.5. Применение сварных секторных отводов, сварных тройников и переходов допускается для трубопроводов группы В с рабочим давлением до 1,57 МПа (16 кгс/см2) и расчетной температурой до 100 °С, а также для трубопроводов группы С с рабочим давлением до 3,9 МПа (40кгс/см2) и расчетной температурой до 350°С.
В сварных секторных отводах угол q должен быть не более 15°, расстояние l - не менее 100 мм (рис. 6).
2.3.6. Расположение отверстий на прямых участках трубопроводов должно удовлетворять требованиям п. 2.2.3. Расположение отверстий на криволинейных участках колен не допускается, за исключением отверстий диаметром, не более 0,1 номинального наружного диаметра колена, но не более 20 мм для приварки штуцеров, труб и бобышек систем контрольно-измерительных устройств в количестве, не более одного отверстия на колено.
2.3.7. В нижних точках каждого отключаемого задвижками участка трубопровода, не имеющего естественного стока за счет уклона, следует предусматривать устройства для дренажа трубопровода. Для трубопроводов с номинальным наружным диаметром до 89 мм, изготовленных из коррозионно-стойких сталей аустенитного класса, указанное требование не является обязательным.
Устройство дренажей должно обеспечивать возможность проверки исправности их состояния.
2.3.8. В верхних точках трубопроводов (при отсутствии возможности удаления воздуха через оборудование) для отвода воздуха должны устанавливаться воздушники. На трубопроводах, работающих под вакуумом, воздушники допускается не устанавливать при наличии возможности удаления воздуха при гидравлических испытаниях другим способом.
2.3.9. На дренажных трубопроводах и линиях воздушников контуров с радиоактивным теплоносителем должны устанавливаться два запорных органа, причем для воздушников допускается устанавливать один дроссельный и один запорный орган.
Допускается объединение линий отвода воздуха и линий дренажа в общий трубопровод после первых запорных органов с установкой на нем общего запорного органа. Линии отвода воздуха из неотключаемых друг от друга участков оборудования или трубопроводов допускается объединять после дроссельных вентилей.
2.3.10. Все участки паропроводов, которые могут быть отключены запорными органами, для возможности прогрева и продувки должны быть снабжены в концевых точках штуцером с вентилем, а при рабочем давлении свыше 2,15 МПа (22 кгс/см2) и на паропроводах систем группы В независимо от давления - штуцером и двумя последовательно расположенными вентилями - запорным и дроссельным. В случае прогрева участка паропровода в двух направлениях должна быть предусмотрена продувка с каждого конца участка.
2.3.11. Горизонтальные участки трубопроводов должны иметь уклон не менее 0,004 в сторону организованного дренажа. Для паропроводов указанный уклон должен сохраняться при температуре, равной температуре насыщения пара при рабочем давлении.
На горизонтальных участках трубопроводов с номинальным наружным диаметром до 60 мм из коррозионно-стойких сталей аустенитного класса, работающих в контакте с водой, пароводяной смесью и паром, допускается отсутствие уклона при условии обеспечения возможности промывки трубопроводов. На горизонтальных участках трубопроводов с номинальным наружным диаметром более 60 мм из сталей того же структурного класса или из плакированных сталей перлитного класса, работающих в контакте с указанными средами, допускается отсутствие уклона, если отношение длины этих участков к номинальному внутреннему диаметру трубопровода не превышает 25.
2.3.12. Для паропроводов насыщенного пара и для тупиковых участков паропроводов перегретого пара должен обеспечиваться непрерывный отвод конденсата.
2.4. Сварные соединения
2.4.1. Общие требования
2.4.1.1. Сварка и наплавка должны проводиться в соответствии с требованиями и указаниями ОП.
2.4.1.2. Стыковые сварные соединения должны выполняться с полным проплавлением.
Примечание. Сварные соединения с остающимися стальными подкладками (в том числе с подкладными кольцами) считаются сварными соединениями с полным проплавлением.
2.4.1.3. Угловые сварные соединения с конструкционным зазором допускается применять при их расположении в зонах, не подверженных воздействию внешних силовых изгибающих нагрузок (например, при вварке труб в трубные доски, при приварке технологических каналов к стоякам, защитных антикоррозионных рубашек и измерительных устройств к корпусам и др.), а также при наличии специальных креплений, опор, связок или других конструкторских решений, разгружающих сварные соединения от указанных нагрузок.
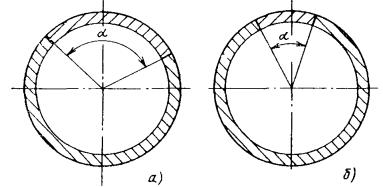
Рис. 7. Труба, изготовленная из двух секторов:
а - а ≥ 90 °- допускается; б - а < 90 ° - не допускается
2.4.1.4. Тавровые сварные соединения с конструкционным зазором допускается применять для приварки опор и вспомогательных деталей (подвесок, скоб, ребер жесткости) к оборудованию и трубопроводам, а также направляющих ребер в арматуре (последнее только при расчетном давлении не выше 4,9 МПа (50 кгс/см2)).
2.4.1.5. Применение нахлесточных сварных соединений допускается при приварке к оборудованию и трубопроводам укрепляющих накладок, опорных плит, подкладных листов, пластин, планок под площадки, лестницы, кронштейны, мембраны и т.п. Привариваемые изнутри корпусов оборудования кольца, укрепляющие отверстия люков, штуцеров и т.п., должны иметь сигнальные отверстия для контроля герметичности.
2.4.1.6. В стыковых сварных соединениях элементов с различной номинальной толщиной стенки должен быть обеспечен плавный переход от одного элемента к другому. Конкретные формы указанного перехода должны устанавливаться конструкторской (проектной) организацией исходя из требований расчета на прочность и необходимости обеспечения контроля сварных соединений всеми предусмотренными методами.
2.4.2. Расположение сварных соединений
2.4.2.1. Изготовление сварных труб и обечаек с номинальным наружным диаметром до 920 мм с продольными швами из трех и более секторов не допускается. При изготовлении труб и обечаек из двух секторов центральный угол малого сектора а должен быть не менее 90 (рис. 7).
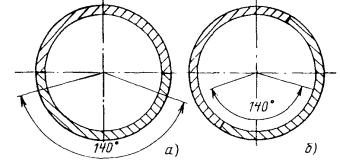
Рис. 8. Расположение сварных швов в нижней части оборудования и трубопроводов:
а - рекомендуемое; б - нерекомендуемое
Допускается изготовление сварных труб и обечаек с номинальным наружным диаметром более 920 мм из трех секторов; при этом центральный угол каждого сектора должен быть не менее 90°.
2.4.2.2. Продольные сварные соединения корпусов оборудования, предназначенного для работы в горизонтальном положении, не следует располагать в пределах нижнего центрального угла, равного 140° (рис. 8), за исключением случаев, когда обеспечена доступность указанных соединений для осмотра и контроля и процессе эксплуатации.
2.4.2.3. Сварные соединения должны располагаться, как правило, вне опор.
Расположение опор над (под) сварными соединениями допускается при одновременном соблюдении следующих условий:
1) конструкция и размещение опоры обеспечивают возможность контроля сварного соединения под опорой в процессе эксплуатации (рис. 9);
2) при изготовлении или монтаже оборудования выполненное сварное соединение подвергается сплошному ультразвуковому или радиографическому контролю, а участок сварного соединения, расположенный под опорой, кроме того, подвергается магнитопорошковому или капиллярному контролю.
Во всех случаях не допускается перекрывать опорами зоны пересечения и сопряжения сварных соединений.
2.4.2.4. Наличие сварных швов на участках труб, подлежащих гибке, как правило, не допускается.
2.4.2.5. В пределах криволинейного участка сварных колен допускается только одно поперечное кольцевое соединение.
Штампосварные колена должны удовлетворять следующим требованиям:
1) номинальный наружный диаметр колена должен быть больше 100 мм, а средний радиус его кривизны должен соответствовать нормам, приведенным в п. 2.3.3;
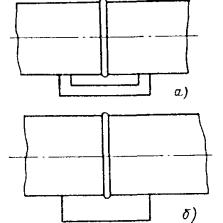
Рис. 9. Расположение опор в зоне сварных швов:
а - допускаемое; б - недопускаемое

Рис. 10. Расположение сварных швов в секторных отводах (l ³ 100 мм)
2) все сварные соединения колена должны быть подвергнуты сплошному неразрушающему контролю методами, предусмотренными для сварных соединений соответствующей категории;
3) на коленах с продольными сварными соединениями в пределах криволинейного участка не допускается наличие поперечных кольцевых сварных соединений.
2.4.2.6. В секторных отводах, изготовленных из сварных труб, расстояние между сопряжениями поперечного кольцевого шва отвода с продольными или спиральными швами соединяемых секторов или труб должно быть не менее 100 мм (рис. 10). Указанное расстояние измеряется между точками сопряжения осей соответствующих швов.
2.4.2.7. Расположение поперечных сварных соединений на кольцевых коллекторах и спирально изогнутых трубах поверхностей теплообмена допускается при условии сплошного радиографического или ультразвукового контроля указанных соединений.
В случае недоступности поперечных сварных соединений спирально изогнутых труб поверхностей теплообмена для сплошного контроля после окончания их изготовления допускается выполнение сварных соединений и проведение указанного контроля до гибки труб.
2.4.3. Расстояния между сварными швами
2.4.3.1. В поперечных стыковых сварных соединениях деталей (сборочных единиц) с продольными сварными соединениями совмещение осей продольных швов двух соседних деталей не допускается. Оси указанных швов должны быть смещены относительно друг друга на расстояние, составляющее не менее трехкратной номинальной толщины более толстостенной из соединяемых деталей, но не менее, чем на 100 мм (последнее условие не распространяется на сварные соединения деталей с номинальным наружным диаметром менее 100 мм).
Для цилиндрических деталей (сборочных единиц) с продольными швами, выполненными автоматической сваркой, допускается уменьшение указанного расстояния (в том числе расположение продольных швов соединяемых деталей по одной оси) при условии радиографического и ультразвукового, а также капиллярного или магнитопорошкового контроля участков сопряжения или пересечения продольных и поперечных сварных соединений (ультразвуковой контроль сварных соединений деталей из сталей аустенитного класса не является обязательным).
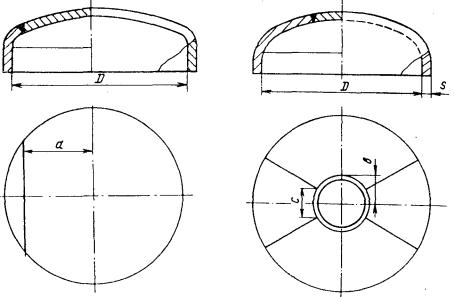
2.4.3.2. При сварке днищ или крышек из нескольких деталей (листов) с расположением сварных швов по хорде расстояние от внешнего края шва до параллельного хорде диаметра днища или крышки должно быть не менее 0,2 номинального внутреннего диаметра днища или крышки (рис. 11).
Расстояние между внешним краем кругового сварного шва на днищах и крышках (за исключением сферических и тарельчатых) и центром днища или крышки должно быть не более 0,25 номинального внутреннего диаметра днища или крышки, а минимальное расстояние между краями двух соседних радиальных или меридиональных сварных швов должно быть не менее трех номинальных толщин днища или крышки, но не менее 100 мм (рис. 12). При этом требование по расположению кругового шва не распространяется на швы приварки крышек и днищ к фланцам и обечайкам.
2.4.3.3. Расстояние С между краем углового сварного шва приварки штуцера, люка, трубы или других цилиндрических полых деталей и краем ближайшего стыкового сварного шва оборудования или трубопровода должно быть одновременно не меньше трехкратной расчетной высоты углового шва h и трехкратной номинальной толщины стенки привариваемой детали (рис. 13).
2.4.3.4. Расстояние l между краем стыкового сварного шва оборудования или трубопровода и центром ближайшего к нему отверстия должно быть не менее 0,9 диаметра отверстия при одновременном соблюдении требований п. 2.4.3.3 (см. рис. 13).
2.4.3.5. Допускается уменьшение указанных в п. 2.4.3.3 и 2.4.3.4 расстояний (в том числе расположение отверстий в стыковом сварном шве) при одновременном соблюдении следующих требований:
1) сверление отверстий должно быть произведено после термической обработки (если таковая предусмотрена) стыкового сварного соединения и его сплошного неразрушающего контроля методами, предусмотренными для сварных соединений соответствующей категории; сверление отверстий допускается производить до термической обработки стыкового сварного соединения, если после приварки патрубков (штуцеров) и выполнения термической обработки производится расточка (рассверловка) отверстия с удалением корневой части шва; в этом случае термическую обработку стыковых сварных соединений, в которых выполнены отверстия для приварки патрубков, допускается совмещать с термической обработкой (если таковая предусмотрена) угловых сварных соединений приварки патрубков;
|
Рис. 11. Расположение хордовых швов на днище (а £ 0,2D) |
Рис.
12. Расположение радиальных и круговых швов на днище |
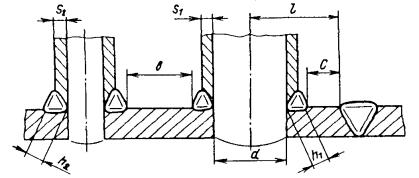
Рис. 13. Расположение сварных швов приварки патрубков:
C ³ 3h; C ³ 3S1; l ³ 0,9d; b ³ 3h2; b ³ 3S2 (S2 > S1, h2 > h1)
2) предел текучести металла шва стыкового сварного соединения при расчетной температуре должен быть не ниже предела текучести основного металла (пределы текучести принимаются по стандартам или техническим условиям на материалы и (или) таблицам Норм расчета на прочность и ПК; при отсутствии таких сведений в указанной документации допускается использовать сертификатные данные); это требование не является обязательным в случае приварки патрубков (штуцеров) и труб без развальцовки, если напряжения в стыковом сварном соединении оборудования или трубопровода не превышают пределы текучести металла шва и основного металла при расчетной температуре;
3) внутренняя поверхность отверстий должна быть подвергнута капиллярному или магнитопорошковому контролю.
Указанные требования должны быть оговорены в конструкторской документации на изделие.
2.4.3.6. Расстояние между осями соседних поперечных стыковых сварных швов на цилиндрических и конических изделиях должно быть не менее трехкратной номинальной толщины стенки сваренных деталей (по большей толщине), но не менее 100 мм для изделий, имеющих в зоне сварных соединений номинальный наружный диаметр свыше 100 мм, и не менее указанного диаметра при его значении до 100 мм включительно. Указанное требование не распространяется на сварные швы приварки трубопроводов к патрубкам оборудования и арматуры, если указанные патрубки подвергались термической обработке в составе оборудования и арматуры, а также на сварные швы приварки трубных досок и элементов типа колец, имеющих толщину более, чем в два раза превышающую толщину отбортовки под сварку.
2.4.3.7. Расстояние от края сварного шва штуцера до края ближайшего поперечного сварного шва трубы при приварке штуцеров к камерам измерительных диафрагм должно быть одновременно не менее трех толщин стенки привариваемого штуцера и трехкратной расчетной высоты углового шва. Допускается размещение штуцеров с наружным диаметром до 30 мм в зоне термического влияния кольцевых швов измерительных устройств с соплами и диафрагмами.
2.4.3.8. Расстояние в между краями ближайших угловых швов приварки патрубков (штуцеров) или труб к оборудованию или трубопроводам должно быть не менее трех расчетных высот углового шва или трех номинальных толщин стенок привариваемых патрубков или труб (см. рис. 13). При различных значениях указанных высот или толщин следует принимать их большее значение. Требования настоящего пункта не распространяются на вварку труб в трубные доски (решетки) и коллекторы, трубные доски технологических каналов, каналов СУЗ и других каналов.
2.4.3.9. При приварке не нагружаемых давлением плоских деталей к поверхностям оборудования и трубопроводов расстояние между краем углового шва приварки этих деталей и краем ближайшего стыкового шва оборудования или трубопровода а, а также между краями угловых швов ближайших привариваемых деталей в должно быть не менее трех расчетных высот угловых швов (рис. 14).
Рис. 14. Расположение сварных швов приварки деталей к поверхностям оборудования и трубопроводов
Расстояние в определяется по наибольшей расчетной высоте углового шва (при различных ее значениях).
При приварке внутрикорпусных (внекорпусных) деталей и устройств допускается пересечение стыковых швов оборудования угловыми швами с расчетной высотой не более 0,5 номинальной толщины стенки корпуса, но не более 10 мм.
2.4.3.10. Расстояние между краем шва стыкового сварного соединения трубопровода с патрубком (штуцером) оборудования и краем шва ближайшего стыкового сварного соединения на трубопроводе должно быть не менее 100 мм для трубопроводов с номинальным наружным диаметром свыше 100 мм и не менее номинального наружного диаметра для трубопроводов меньшего диаметра (рис. 15).
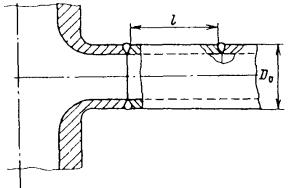
Рис. 15. Расположение сварных швов при приварке трубопровода к патрубку (при D0 > 100 мм l > 100 мм; при D0 £ 100 мм l >D0)
Таблица 2
|
Номинальная толщина сваренных деталей (по большему значению) SИ, мм |
Длина свободного прямого участка l, мм, не менее |
|
До 15 включительно |
100 |
|
Свыше 15 до 30 включительно |
5SИ + 25 |
|
Свыше 30 до 36 включительно |
175 |
|
Свыше 36 |
4SИ + 30 |
2.4.3.11. В подлежащих местной термической обработке стыковых сварных соединениях цилиндрических деталей длина свободного прямого участка в каждую сторону от оси шва (или от осей крайних швов при одновременной местной термической обработке группы сварных соединений) должна быть не менее значения, определяемого по формуле:
![]()
где L - длина свободного прямого участка; DИ - номинальный наружный диаметр соединяемых деталей; SИ - номинальная толщина соединяемых деталей.
При этом длина указанных участков должна быть не менее номинального наружного диаметра сваренных деталей при его значениях до 100 мм включительно и не менее 100 мм при значениях диаметра более 100 мм.
Примечание. Свободным прямым участком считается участок (с наклоном не более 15°) от оси шва до края ближайшей приварной детали, начала гиба, края соседнего поперечного сварного шва и т.д.
2.4.3.12. В подлежащих ультразвуковому контролю стыковых сварных соединениях длина свободного прямого участка в каждую сторону от оси шва должна быть не менее указанной в табл. 2.
2.4.3.13. Расстояние от края стыкового сварного шва до начала криволинейного участка гиба па трубопроводах с номинальным наружным диаметром 100 мм и более должно быть не менее 100 мм, а для трубопроводов с номинальным наружным диаметром до 100 мм - не менее номинального наружного диаметра трубы (рис. 16).
Для штампованных, кованых и штампосварных колен (отводов), гнутых труб поверхностей теплообмена и крутоизогнутых колен допускается уменьшение прямого участка колена (отвода), а также расположение поперечного сварного шва на границе прямого и криволинейного участков.
2.4.3.14. При приварке к оборудованию или трубопроводам деталей (сборочных единиц), прямые участки которых имеют ограниченную длину или отсутствуют (тройники, арматура, крутоизогнутые колена, штампованные и штампосварные переходы и т.п.), требования п. 2.4.3.1-2.4.3.13 не являются обязательными при условии обеспечения возможности проведения местной термической обработки или (и) ультразвукового контроля сварных соединений. При этом возможность выполнения указанного условия должна быть подтверждена предприятием-изготовителем (монтажной организацией) в процессе разработки чертежей изделий конструкторской организацией.
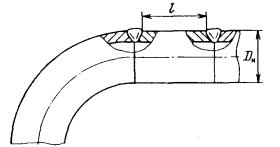
Рис. 16. Расположение сварных швов при приварке колена к трубе (при DH > 100 мм l ³ 100 мм; при DH £ 100 мм l ³ DH
Рис. 17. Вварка штуцеров в трубопроводы со спиральными швами:
а - не допускается; б - допускается; 1,2 - угловые точки пересечения образующих штуцера и трубопроводов (а ³ 100 мм)
2.4.3.15. При вварке патрубков (штуцеров) в трубопроводы из труб с продольными или спиральными швами не допускается выход сварных швов труб в угловые (верхние и нижние) точки пересечения образующих трубы и штуцера. Измеряемое на наружной поверхности минимальное расстояние от указанных точек до осей сварных швов труб должно быть не менее 100 мм (рис. 17).
При приварке накладок под опоры и подвески к трубопроводам из труб со спиральными швами минимальное расстояние между краем углового шва приварки накладки и краем стыкового спирального шва трубы должно быть не менее трех номинальных толщин стенки трубы.
2.5. СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ И ТРУБОПРОВОДАМ АЭУ С РЕАКТОРАМИ НА БЫСТРЫХ НЕЙТРОНАХ С ЖИДКОМЕТАЛЛИЧЕСКИМ ТЕПЛОНОСИТЕЛЕМ
2.5.1. На оборудование и трубопроводы АЭУ с реакторами на быстрых нейтронах с жидкометаллическим теплоносителем распространяются все требования п. 2.1 - 2.4, а также требования, изложенные в настоящем пункте.
2.5.2. Корпус реактора и примыкающие к нему трубопроводы первого контура с жидкометаллическим теплоносителем должны быть заключены в страховочные корпуса (кожухи) до максимально возможного уровня теплоносителя (с учетом повышения уровня при эксплуатации) в корпусе реактора.
На трубопроводах страховочные кожухи следует выполнять до запорной (отсечной) арматуры включительно.
Угловые сварные швы приварки страховочных корпусов (кожухов) к оборудованию и трубопроводам допускается выполнять с конструкционным зазором.
Необходимость установки страховочных кожухов за первой запорной арматурой, дополнительной арматуры и т.п. определяется конструкторской организацией в соответствии с требованиями ОПБ-88.
Присоединение патрубков вспомогательных трубопроводов к страховочному корпусу ниже уровня теплоносителя по первому контуру допускается при условии их демонтажа и глушения патрубков на страховочном корпусе после заполнения реактора теплоносителем.
2.5.4. Устройство люков в пределах зоны, заполняемой жидкометаллическим теплоносителем до максимально возможного уровня, не допускается.
2.5.5. Приварка трубопроводов с номинальным наружным диаметром более 300 мм к корпусу реактора или страховочному корпусу должна выполняться стыковым сварным швом к отбортованной части корпуса.
2.5.6. При изготовлении страховочных корпусов (кожухов) допускается применение секторных отводов и сварных переходов.
2.5.7. При проектировании оборудования с жидкометаллическим теплоносителем должны предусматриваться меры по поддержанию температуры теплоносителя выше температуры его затвердевания (для натрия рекомендуется минимальная температура разогрева, равная 200 °С). С этой целью все оборудование и трубопроводы, постоянно или периодически заполняемые жидкометаллическим теплоносителем или его парами, должны оснащаться системой электрического или газового обогрева и приборами для контроля и регулирования температуры. Системы электрического обогрева и температурного контроля оборудования и трубопроводов первого контура должны иметь необходимое резервирование.
2.5.8. Оборудование и трубопроводы с жидкометаллическим теплоносителем должны иметь системы контроля утечек теплоносителя и контроля герметичности страховочных корпусов (кожухов), как правило, со 100%-ным резервированием.
2.5.9. Системы обогрева оборудования и трубопроводов, в которых жидкометаллический теплоноситель может охлаждаться ниже температуры плавления ("замораживаться"), должны обеспечивать возможность их последовательного разогрева, начиная от объемов со свободной поверхностью теплоносителя.
2.5.10. Коммуникации, заполненные жидкометаллическим теплоносителем, которые могут быть отсечены от объема со свободной поверхностью указанного теплоносителя, должны иметь устройства, предохраняющие их от повышения давления выше расчетного значения.
2.5.11. В оборудовании и трубопроводах должна быть предусмотрена возможность дренирования жидкометаллического теплоносителя за исключением оборудования, для которого в связи с функциональным назначением или требованиями безопасности такое дренирование нецелесообразно (например, холодные фильтры-ловушки очистки теплоносителя первого и второго контуров, промежуточные теплообменники).
2.5.12. Конструкция насосов, приводов СУЗ, арматуры и других устройств должна исключать возможность попадания масла, воды и других веществ из систем охлаждения и смазки в теплоноситель (полностью или сверх установленных в проекте пределов).
2.5.13. На всех трубопроводах сдувки (сброса) газа из полостей с жидкометаллическим теплоносителем (сдувочных, вакуумно-отборных) должны устанавливаться ловушки паров жидкого металла.
3. МАТЕРИАЛЫ
3.1. Общие требования
3.1.1. Материалы для изготовления оборудования и трубопроводов должны выбираться с учетом требуемых физико-механических характеристик, технологичности, свариваемости и работоспособности в условиях эксплуатации в течение срока службы.
3.1.2. Для изготовления, монтажа и ремонта оборудования и трубопроводов следует применять основные материалы, приведенные в обязательном Приложении 9. Допускается применение плакированных и наплавленных основных материалов, если материалы основного и плакирующего слоев указаны в Приложении 9, а наплавочные материалы - в ОП.
3.1.3. Качество и свойства основных материалов (полуфабрикатов и заготовок) должны удовлетворять требованиям соответствующих стандартов и технических условий и должны быть подтверждены сертификатами заводов-поставщиков.
3.1.4. Данные сертификатов должны подтверждать соответствие поставляемых основных материалов требованиям стандартов или технических условий на конкретные полуфабрикаты и заготовки. При неполноте сертификатных данных применение материалов допускается только после проведения предприятием-изготовителем оборудования и трубопроводов необходимых испытаний и исследований, подтверждающих полное соответствие материалов требованиям стандартов или технических условий.
3.1.5. Предприятие-изготовитель оборудования и трубопроводов должно осуществлять входной контроль качества поступающих основных материалов по номенклатуре и в объеме, устанавливаемыми техническими условиями на изделие. Оценка качества материалов проводится в соответствии с требованиями стандартов и технических условий на конкретные полуфабрикаты и заготовки.
3.1.6. Методы и объем контроля основных материалов должны определяться на основании стандартов и технических условий конструкторской (проектной) организацией, указываться в конструкторской документации и согласовываться с предприятием-изготовителем (монтажной организацией). Для головного объекта (проекта первой АЭУ с реактором данного типа) методы и объемы контроля основных материалов должны согласовываться также с головной материаловедческой организацией.
3.1.7. Для сварки и наплавки оборудования и трубопроводов следует применять сварочные и наплавочные материалы, допущенные ОП. Входной контроль сварочных и наплавочных материалов должен проводиться согласно требованиям и указаниям ПК.
3.2. Полуфабрикаты
3.2.1. Качество полуфабрикатов должно удовлетворять требованиям стандартов и (или) технических условий.
3.2.2. При составлении технических условий на полуфабрикаты для оборудования и трубопроводов групп А и В рекомендуется включать в них требования, изложенные в рекомендуемом Приложении 10.
Для труб с продольными или спиральными швами должен быть предусмотрен сплошной ультразвуковой или радиографический контроль сварных соединений независимо от категории сварных соединений подлежащих изготовлению (монтажу) трубопроводов. Остальные требования должны быть не ниже установленных для бесшовных труб того же сортамента из стали той же марки и для сварных соединений соответствующей категории.
Требование настоящего пункта в части согласования стандартов и технических условий с Госатомнадзором России не распространяется на трубы, изготавливаемые из штампованных полуобечаек.
(Измененная редакция. Изм. № 1).
3.2.4. Плакированные и наплавленные листы должны подвергаться ультразвуковому контролю или контролю другими методами, обеспечивавшими выявление отслоений плакирующего (наплавленного) слоя от основного слоя металла. При этом нормы оценки качества устанавливаются стандартами или техническими условиями на плакированные или наплавленные листы.
3.2.5. Качество литых полуфабрикатов, используемых для изготовления крышек и корпусных деталей оборудования, должно удовлетворять требованиям "Правил контроля стальных отливок для атомных энергетических установок".
3.3. Крепежные детали
3.3.1. Материалы крепежных деталей должны удовлетворять требованиям стандартов, указанных в обязательном Приложении 9.
3.3.2. Крепежные детали (болты, шпильки, гайки) для соединения фланцев, узлов уплотнения разъемов и присоединения крышек, как правило, должны изготавливаться из сталей того же структурного класса, что и соединяемые элементы.
Допускается применение крепежных деталей из материалов различных структурных классов в следующих случаях:
1) если расчетная температура эксплуатации крепежных, деталей не превышает 50 °С;
2) во всех других случаях, когда работоспособность соединения подтверждена расчетом или экспериментально.
3.4. Новые материалы
3.4.1. К новым материалам относятся:
1) основные материалы, не приведенные в Приложении 9 настоящих Правил;
2) основные материалы, приведенные в Приложении 9, в случае их применения при температурах, превышающих максимально допустимые по указанному приложению;
3) сварочные и наплавочные материалы (покрытые электроды, сварочные и наплавочные проволоки и ленты, флюсы и защитные газы), не предусмотренные ОП для сварки (наплавки) деталей из сталей (сплавов) соответствующих марок (сочетаний марок) применительно к конкретным способам сварки (наплавки).
3.4.2. Основные материалы, марки которых приведены в Приложении 9, выплавляемые методами, не предусмотренными указанными в приложении стандартами и техническими условиями (в том числе вакуумно-дуговым или электрошлаковым переплавом), к новым материалам не относятся.
3.4.3. Для включения в настоящие Правила или ОП новых материалов министерство (ведомство) или эксплуатирующая организация, заинтересованные в применении новых материалов, должны обратиться с соответствующим предложением в Госатомнадзор России, приложив к нему отчет, содержащий данные испытаний и исследований новых материалов, а также стандарты или технические условия на полуфабрикаты и сварочные (наплавочные) материалы.
Перечень сведений, которые должны быть представлены в отчете, приведен в обязательном Приложении 11.
Отчет должен быть согласован с головной материаловедческой организацией.
(Измененная редакция. Изм. № 1).
К указанному решению должны быть приложены стандарты или технические условия на полуфабрикаты и (или) сварочные (наплавочные) материалы и сведения о физико-механических, технологических и коррозионных свойствах основного металла и (или) сварных соединений (наплавленного металла), определяющих возможность изготовления оборудования и трубопроводов с обеспечением требуемой работоспособности. При этом объем и номенклатура представляемых сведений, из числа указанных в Приложении 11, должны определяться организациями, составившими техническое решение, в зависимости от конкретных условий эксплуатации оборудования и трубопроводов.
(Измененная редакция. Изм. № 1).
4. ИЗГОТОВЛЕНИЕ И МОНТАЖ
4.1. Общие требования
4.1.1. Изготовление, монтаж и ремонт оборудования и трубопроводов следует вести в соответствии с производственно-технологической документацией (технологическими инструкциями, картами технологических процессов и др.), регламентирующей содержание и порядок выполнения всех технологических и контрольных операций. Производственно-технологическая документация должна быть разработана предприятием-изготовителем (монтажной или ремонтной организацией) или привлеченной им специализированной организацией с соблюдением требований настоящих Правил и других распространяющихся на соответствующее оборудование и трубопроводы нормативно-технических документов, а также чертежей и технических условий на изделие. Технологическая документация на монтаж головных образцов оборудования и трубопроводов, а также вносимые в нее изменения (в том числе и для последующих серийных образцов) должны согласовываться с конструкторской организацией.
Указанное согласование не является обязательным, если производственно-технологическая документация составлена в полном соответствии с отраслевыми технологическими стандартами, руководящими техническими материалами или инструкциями (при наличии таковых), разработанными, согласованными и утвержденными в установленном порядке. При этом отраслевые документы должны содержать конкретные технологические требования и указания (включая режимы сварки, наплавки, термической обработки и т.п.), полностью отражающие требования настоящих Правил и ОП.
При наличии согласованных с головной отраслевой материаловедческой организацией технологических инструкций согласование карт технологических процессов не требуется.
(Измененная редакция. Изм. № 1).
4.1.3. При изготовлении, монтаже и ремонте предприятие-изготовитель (монтажная, ремонтная организация) должно осуществлять производственный технический контроль в объеме, предусмотренном конструкторской, производственно-технологической и производственно-контрольной документацией. Результаты указанного контроля должны удовлетворять требованиям настоящих Правил, ОП, ПК и другой нормативно-технической и конструкторской документации, распространяющейся на контролируемые оборудование и трубопроводы.
4.1.4. Сварку и наплавку, включая все операции по подготовке и сборке под сварку и наплавку, выполнению сварных соединений и наплавленных деталей, их последующей термической обработке и т.п. следует проводить в соответствии с требованиями и указаниями ОП за исключением выполнения наплавок твердыми сшивами (в том числе наплавки уплотнительных поверхностей арматуры), которое должно проводиться в соответствии с требованиями отраслевых нормативно-технических документов и (или) ОТТ-87.
Контроль качества сварных соединений и наплавок следует осуществлять в соответствии с требованиями и указаниями ПК за исключением наплавок твердыми сплавами, контролируемых по отраслевым нормативно-техническим документам и (или) ОТТ-87.
4.1.5. Детали и сборочные единицы должны иметь указанную на чертеже маркировку, позволяющую идентифицировать их в процессе изготовления.
Маркировка деталей и сборочных единиц выполняется красками, электрографическим или ударным (клеймение) способами.
Маркировка деталей и сборочных единиц из сталей аустенитного класса и железоникелевых сплавов электрографическим способом не допускается.
Глубина отпечатков при нанесении маркировки ударным способом не должна превышать 0,3 мм. Кромки клейм не должны иметь острых граней.
4.1.6. Изготовленные изделия (сборочные единицы, детали) перед отправлением на монтаж подлежат очистке, консервации и упаковке (включая заглушку отверстий) в соответствии с требованиями технических условий на изделия.
4.1.7. Транспортирование и хранение материалов, предназначенных для изготовления, монтажа и ремонта оборудования и трубопроводов, а также готового оборудования и сборочных единиц оборудования и трубопроводов должны проводиться в соответствии с требованиями стандартов и технических условий на конкретные материалы, технических условий на изделия и соответствующих инструкций.
4.2. Методы изготовления и монтажа
4.2.1. Резка полуфабрикатов (заготовок) и вырезка отверстий должны проводиться по технологии, исключающей образование трещин. После термической резки следует проводить механическую обработку кромок, предусмотренную производственно-технологической документацией.
4.2.2. Днища и крышки, а также их детали следует изготавливать штамповкой из целого листа или из сварной листовой заготовки (из предварительно сваренных между собой листов).
Допускается изготовление днищ, крышек и их деталей свободной ковкой машинным способом при условии их последующего сплошного ультразвукового или радиографического контроля.
4.2.3. Высадку горловин в обечайках, днищах, крышках и других деталях или сборочных единицах следует выполнять машинным способом.
4.2.4. Допускается раздача или обжатие концов труб для обеспечения сопряжения их внутренних поверхностей при выполнении сварных соединений.
Холодная раздача (обжатие) допускается только на трубах, для которых регламентированное стандартами или техническими условиями минимальное значение относительного удлинения металла при температуре 20 °С составляет не менее 18%. При этом изменение фактического наружного диаметра концов труб должно быть не более 3% его номинального значения.
Допустимость применения и условия горячей раздачи (обжатия) концов труб устанавливаются производственно-технологической документацией.
4.2.5. Сопрягаемые поверхности приварных деталей (накладок, ребер жесткости, скоб, подвесок и др.) должны иметь ту же конфигурацию, что и поверхность изделия в местах приварки указанных деталей. Допустимый зазор между краями поверхности подлежащей приварке детали и поверхностью изделия должен быть не менее половины расчетной высоты углового шва, но не более 5 мм, если в конструкторской документации не установлены более жесткие требования.
4.2.6. Холодный натяг трубопроводов следует проводить после выполнения всех сварных соединений (за исключением замыкающего) на участке натяга, их термической обработки (если предусмотрено ее проведение), контроля качества выполненных сварных соединений всеми предусмотренными методами и окончательного закрепления неподвижных опор на концах участка натяга. Величина холодного натяга (расстояние между концами сближаемых труб) должна быть указана в проектной документации.
Выполнение холодного натяга монтажная организация должна оформить актом, прилагаемым к паспорту трубопровода.
4.2.7. При изготовлении из листов, труб, поковок и сортового проката деталей с номинальной толщиной стенки менее 8 мм, подлежащих эксплуатации при рабочем абсолютном давлении менее 0,133 Па (вакуум) или в средах, содержащих гелий, следует соблюдать требования конструкторской документации по расположению волокон для исключения возможности проникновения наружной или внутренней среды вдоль волокон детали в местах их перерезывания.
4.3. Допуски
На отдельных участках цилиндрических изделий (сборочных единиц) в местах расположения сварных соединений, в том числе в местах приварки штуцеров (патрубков), труб, опор, цапф и других деталей, допускается увеличение отклонения наружного диаметра и овальности до 1,5% его номинального значения, но не более, чем до 30 мм.
Указанные требования действительны, если технической документацией на изделие не установлены меньшие значения отклонений наружного диаметра и величины овальности.
Овальность определяют по формуле:
![]()
где Dmax и Dmin - наибольший и наименьший наружные диаметры изделия, измеренные в одном поперечном сечении.
4.3.2. Отклонение наружного диаметра и овальность конических изделий должны удовлетворять требованиям конструкторской документации.
4.3.3. Отклонение наружного диаметра и овальность цилиндрических изделий, изготавливаемых из труб без дополнительной обработки, связанной с изменением диаметра, должны удовлетворять требованиям стандартов или технических условий на применяемые трубы за исключением прямых участков, примыкающих к гибам на длине, равной двум номинальным наружным диаметрам трубы. На указанных участках, а также на деталях (сборочных единицах), изготавливаемых из труб с дополнительной обработкой, связанной с изменением диаметра, отклонения наружного диаметра и овальность должны удовлетворять требованиям конструкторской документации.
4.3.4. Отклонение внутреннего диаметра сферических днищ и крышек должно быть не более 1% его номинального значения, но не более 20 мм, если технической документацией на изделие не установлены меньшие значения.
4.3.5. Отклонения от заданного чертежом профиля эллиптических и других выпуклых (вогнутых) днищ и крышек (кроме сферических) должны быть не более 1 % номинального значения внутреннего диаметра днища (крышки), но не более 20 мм, если технической документацией на изделие не установлены меньшие значения.
4.3.6. В высаженных горловинах радиус галтели на наружной поверхности горловины R должен быть не менее номинальной толщины стенки детали в месте высадки горловины S, но не менее 20 мм (рис. 18).
Допускается уменьшение значения R до 0,25S при значениях S свыше 20 мм и до 5 мм при значениях S до 20 мм включительно при условии, что после высадки горловины деталь подвергают термической обработке (для деталей из сталей аустенитного класса и из углеродистых и кремнемарганцовистых сталей перлитного класса допускается совмещение операций горячей высадки горловины и термической обработки), а после ее выполнения проводят капиллярный или магнитопорошковый контроль наружной и внутренней поверхностей горловины в пределах зоны, указанной на рис. 18. При номинальном внутреннем диаметре высаженной горловины менее 200 мм указанный контроль ее внутренней поверхности может не проводиться по совместному решению конструкторской и головной материаловедческой организаций. Капиллярный и магнитопорошковый контроль следует проводить после механической обработки горловины (в случае выполнения такой обработки).
Приведенные требования к радиусам галтелей должны быть выдержаны как до, так и после механической обработки горловин.
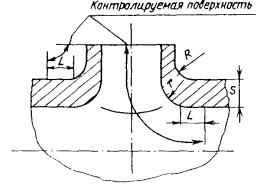
Рис. 18. Схема высаженной горловины (L = 30 мм)
4.3.7. Овальность гнутых участков труб (определяемая по формуле п. 4.3.1) не должна превышать 6 % на деталях трубопроводов (коленах, отводах и др.) группы А, 8 % на деталях трубопроводов группы В и 12 % на деталях трубопроводов группы С, если меньшие значения овальности не установлены технической документацией на изделие.
Для гнутых участков труб на деталях трубопроводов групп В и С допускаются более высокие значения овальности при условии выполнения расчета на прочность, подтверждающего допустимость соответствующей овальности. Расчет должен быть согласован с организацией, определяемой Госатомнадзором России в каждом конкретном случае.
Овальность гнутых участков труб поверхностей теплообмена оборудования всех групп не должна превышать 12 %, если меньшие значения не установлены технической документацией на изделие.
(Измененная редакция. Изм. № 1).
4.3.8. Приведенные в настоящем пункте требования по овальности не распространяются на тонкостенные цилиндрические изделия с отношением номинальной толщины стенки к номинальному наружному диаметру менее 0,02, изменяющие свою форму под действием собственной массы и (или) массы присоединяемых деталей. В этом случае значения овальности должны соответствовать установленным техническими условиями на изделие.
4.3.9. Утонение (утолщение) b стенки гнутых участков труб должно удовлетворять требованиям чертежей и технических условий на изделие.
Значение утонения (утолщения) определяют по формуле:
![]()
где S1 - фактическая толщина стенки по измерениям прямого участка трубы до изготовления гиба; S2 - фактическая толщина стенки по измерениям гнутого участка после изготовления.
4.3.10. На внутреннем обводе гнутых участков труб высота волнистости (гофр) не должна превышать норм, установленных чертежами и техническими условиями на изделие. Ширина каждой гофры должна превышать ее высоту не менее, чем в три раза.
Исправление недопустимой волнистости с помощью механической обработки или термической резки (строжки) не допускается. Технология исправления такой волнистости другими методами должна быть согласована с головной материаловедческой организацией.
Местные неровности в начале и конце гиба допускается исправлять с помощью механической обработки или термической резки (строжки) по технологии, согласованной с головной материаловедческой организацией.
4.4. Термическая обработка
4.4.1. Термической обработке следует подвергать заготовки, детали, сборочные единицы и другие изделия, если ее проведение предусмотрено настоящими Правилами, ОП, другими нормативно-техническими документами, конструкторской или производственно-технологической документацией.
Необходимость проведения термической обработки сборочных единиц и деталей в процессе изготовления или монтажа должна указываться в конструкторской документации.
4.4.2. Вид термической обработки (отпуск, нормализация или закалка с последующим отпуском, аустенизация и т.п.) и ее режимы (скорость нагрева, температура и время выдержки, условия охлаждения и т.п.) устанавливаются стандартами или техническими условиями на полуфабрикаты или изделия, а при отсутствии в стандартах и технических условиях соответствующих указаний - производственно-технологической документацией.
4.4.5. Термическую обработку деталей из углеродистых и кремнемарганцовистых сталей после горячей вальцовки, гибки или штамповки допускается не проводить, если в момент окончания операции деформирования температура металла была не ниже 700 °С.
4.4.6. В случаях, не указанных в п. 4.4.3 и 4.4.4, необходимость термической обработки деталей после деформации устанавливается стандартами, чертежами изделия и производственно-технологической документацией в зависимости от свойств материала деталей и максимального значения деформации.
4.4.7. В случаях, предусмотренных производственно-технологической документацией, допускается совмещение термической обработки после деформирования деталей (сборочных единиц) из углеродистых и кремнемарганцовистых сталей, а также из сталей аустенитного класса с последующей термической обработкой изделия после двух технологических операций (например, сварки).
4.4.8. В процессе проведения термической обработки должен быть обеспечен контроль за соблюдением заданных производственно-технологической документацией режимов нагрева и выдержки с фиксацией их параметров.
4.4.9. При закалке и нормализации изделие следует помещать в термическую печь целиком.
4.4.10. При отпуске и аустенизации изделий большой длины допускается термическая обработка изделия в печи по частям с обеспечением перепада температур металла изделия в зоне границы нагрева и на расстоянии 1 м от края печи не более 100 °С по технологии, согласованной с головной материаловедческой организацией.
4.4.11. В случаях, указанных в конструкторской и (или) производственно-технологической документации, при отпуске и аустенизации гнутых участков труб допускается местная термическая обработка участка гиба и примыкающих к нему с каждой стороны прямых участков трубы протяженностью не менее трехкратной номинальной толщины ее стенки, но не менее 100 мм.
Примечание. Под термином "тот же режим термической обработки" следует понимать термическую обработку одного вида (отпуск, нормализация или закалка с отпуском, аустенизация и т.п.) с одинаковой температурой и продолжительностью выдержки с учетом допусков, установленных производственно-технологической документацией.
Примечание. Здесь и далее под термином "продолжительность выдержки" следует понимать номинальную (среднюю) продолжительность выдержки, установленную производственно-технологической документацией для отдельного отпуска. Суммарная продолжительность выдержки определяется как сумма номинальных (средних) продолжительностей выдержки, установленных для отдельных отпусков.
4.4.14. Если контролируемые производственные изделия подлежат многократным технологическим отпускам при одной температуре с одинаковой суммарной продолжительностью выдержки, контрольную пробу допускается подвергать однократному отпуску при той же температуре с продолжительностью выдержки не менее 80% и не более 100% суммарной продолжительности выдержки производственных отпусков.
В случаях, когда среди предусмотренных для производственных изделий многократных отпусков при различных температурах имеются отпуски с одной и той же температурой и одинаковой суммарной продолжительностью выдержки, в процессе проведения однократного отпуска контрольной пробы продолжительность выдержки при каждой такой температуре должна составлять не менее 80% и не более 100% суммарной продолжительности соответствующих производственных отпусков.
4.4.16. Допускается проверка свойств металла на одной контрольной пробе с соблюдением указаний п. 4.4.13 - 4.4.15 в случаях, когда предусмотренная при одной и той же температуре продолжительность (суммарная продолжительность) выдержки производственных отпусков различна, но разница между максимальной и минимальной продолжительностью (суммарной продолжительностью) выдержки не превышает 20% максимальной продолжительности (суммарной продолжительности) выдержки. При этом в процессе проведения отпуска контрольной пробы продолжительность выдержки должна составлять не менее 80% и не более 100% максимальной продолжительности выдержки производственного отпуска (максимальной суммарной продолжительности выдержки соответствующих производственных отпусков).
4.4.17. Если контролируемые производственные изделия подлежат отпускам при различных температурах (кроме случаев, указанных в и. 4.4.15) или (и) с различной продолжительностью выдержки (кроме случаев, указанных в п. 4.4.16), проверку свойств металла следует проводить на двух отдельных контрольных пробах.
Первая контрольная проба должна быть подвергнута (с учетом указаний п. 4.4.13 - 4.4.15) тому же отпуску, что и производственное изделие, для которого предусмотрена наименьшая температура отпуска и (или) минимальная продолжительность выдержки (при однократном отпуске) или наиболее низкие температуры и (или) наименьшая суммарная продолжительность выдержки при наибольшей для данного изделия температуре отпуска (при многократных отпусках).
Если среди контролируемых производственных изделий имеются как подлежащие, так и не подлежащие технологическому отпуску, первую контрольную пробу отпуску не подвергают.
Проверку свойств металла на первой пробе допускается не проводить, если до начала изготовления (монтажа) производственных изделий свойства металла заготовок были проверены и соответствовали установленным требованиям.
Вторая контрольная проба должна быть подвергнута (с учетом указаний п. 4.4.13 - 4.4.15) тому же отпуску, что и производственное изделие, для которого предусмотрены наиболее высокая температура отпуска и (или) максимальная продолжительность выдержки (при однократном отпуске) или наиболее высокие температуры отпусков и (или) максимальная суммарная продолжительность выдержки при наибольшей для данного изделия температуре отпуска (при многократных отпусках).
При определении максимальной суммарной продолжительности выдержки следует учитывать все предусмотренные производственно-технологической документацией обязательные и возможные отпуски, в том числе отпуски после исправления дефектов в основном материале и сварных соединениях.
4.4.18. Если контролируемые производственные изделия из углеродистых и кремнемарганцовистых сталей подлежат многократной нормализации (закалке) или нагревам под деформацию при температурах нормализации (закалки), контрольную пробу допускается подвергать только нормализации (закалке) по последнему режиму.
4.5. Контроль качества основных материалов
4.5.1. После резки и механической обработки торцы деталей (сборочных единиц) и кромки отверстий должны быть проконтролированы на отсутствие трещин, расслоений и других дефектов. Необходимость, методы и объемы контроля, а также нормы оценки качества устанавливаются производственно-технологической документацией с учетом требований стандартов и технических условий на соответствующие полуфабрикаты (заготовки) или конструкторской документацией.
4.5.2. Объем контроля на соответствие изделий требованиям п. 4.3 устанавливается конструкторской документацией (таблицами контроля) и (или) производственно-технологической документацией.
4.5.3. Крутоизогнутые колена (отводы) с номинальным наружным диаметром свыше 57 мм и нормально изогнутые колена с номинальным наружным диаметром свыше 150 мм, предназначенные для изготовления оборудования и трубопроводов групп А и В, подлежат сплошному контролю на овальность (п. 4.3.7) и на утонение (утолщение) стенки (п. 4.3.9).
В остальных случаях контроль овальности и утонения (утолщения) стенки колен на криволинейных участках проводят выборочно в объеме не менее 10% колен каждого типоразмера, изготовленных по одному заказу и по одной и той же технологии (но не менее двух колен).
4.5.4. При проверке свойств основного металла после термической обработки (п. 4.4.12) определяют механические свойства металла и его стойкость против межкристаллитной коррозии (последнее только для коррозионно-стойких сталей аустенитного класса и железоникелевых сплавов). Необходимость, объем и температуры испытаний, определяемые характеристики и показатели, их нормативные значения, а также типы и количество образцов устанавливаются конструкторской документацией (таблицами контроля) и производственно-технологической документацией с учетом требований стандартов и (или) технических условий на соответствующие полуфабрикаты (заготовки).
4.5.5. Результаты контроля должны быть зафиксированы в отчетной документации, форма которой устанавливается предприятием-изготовителем (монтажной организацией).
5. ГИДРАВЛИЧЕСКИЕ (ПНЕВМАТИЧЕСКИЕ) ИСПЫТАНИЯ
5.1. Общие требования
5.1.1. Гидравлические (пневматические) испытания проводят с целью проверки прочности и плотности оборудования, трубопроводов, их деталей и сборочных единиц, нагружаемых давлением.
5.1.2. Гидравлические испытания проводят:
1) после изготовления предприятием-изготовителем оборудования или элементов трубопроводов, поставляемых на монтаж;
2) после монтажа оборудования и трубопроводов;
3) в процессе эксплуатации оборудования и трубопроводов, нагружаемых давлением воды, пара или пароводяной смеси.
5.1.3. Допускается вместо гидравлических испытаний проводить пневматические испытания оборудования и трубопроводов, нагружаемых давлением газа, работающих под вакуумом, находящихся в контакте с жидкометаллическим теплоносителем, а также страховочных корпусов (кожухов) АЭУ с реакторами на быстрых нейтронах и защитных оболочек ACT. Возможность такой замены должна быть одобрена с Госатомнадзором России.
Допускается не проводить гидравлические испытания (после изготовления и в процессе эксплуатации) корпусов опытных и исследовательских ядерных реакторов, работающих под давлением веса наполняющей их жидкости, при условии проведения в процессе изготовления 100%-ного контроля сварных швов ультразвуковой дефектоскопией или радиографическим методом и методами поверхностной дефектоскопии.
(Измененная редакция. Изм. № 1).
5.1.4. Гидравлические (пневматические) испытания после монтажа и в процессе эксплуатации проводятся в сроки, указанные в п. 8.2.6.
5.1.5. Проведение гидравлических (пневматических) испытаний после монтажа при сдаче оборудования и трубопроводов в эксплуатацию, а также в процессе эксплуатации (за исключением случаев ремонта, специально оговоренных в настоящем документе), является обязательным.
5.1.6. Проведение гидравлических испытаний деталей или сборочных единиц трубопроводов, изготовленных на монтажных площадках, допускается совмещать с гидравлическими испытаниями после завершения монтажа.
5.1.7. Оборудование и трубопроводы после изготовления и монтажа должны подвергаться гидравлическим испытаниям до нанесения защитных антикоррозионных покрытий или тепловой изоляции.
На оборудовании и трубопроводах, в процессе эксплуатации контактирующих с жидкометаллическим теплоносителем, допускается нанесение тепловой изоляции до гидравлических испытаний указанным теплоносителем.
Допускается проводить металлизацию (без нанесения лакокрасочных покрытий) сварных соединений трубопроводов до гидравлических испытаний, если это невозможно провести после окончания монтажа, что должно быть оговорено в конструкторской документации.
5.1.8. Гидравлические (пневматические) испытания оборудования и трубопроводов в процессе эксплуатации должны проводиться после снятия тепловой изоляции в местах, указанных в п. 2.1.9, а также оговоренных в конструкторской документации.
1) предприятие-изготовитель осуществляет гидравлические испытания этих деталей и сборочных единиц в составе укрупненных сборочных единиц или изделий;
2) предприятие-изготовитель не содержащего сварных соединений I и Iи категории оборудования группы В из сталей перлитного класса или высокохромистых сталей осуществляет сплошной ультразвуковой и радиографический контроль основного металла и сварных соединений, а из сталей аустенитного класса и железоникелевых сплавов - сплошной радиографический контроль основного металла и сварных соединений при соблюдении всех других требований ПК и конструкторской документации;
3) предприятие-изготовитель оборудования группы С из сталей перлитного класса и из высокохромистых сталей осуществляет сплошной ультразвуковой контроль всех сварных соединений, а также их радиографический контроль в удвоенном объеме по сравнению с предусмотренным ПК, а из сталей аустенитного класса и железоникелевых сталей - сплошной радиографический контроль всех сварных соединений; при этом должны соблюдаться все другие требования ПК и конструкторской документации;
4) предприятие-изготовитель деталей и сборочных единиц трубопроводов групп В и С из сталей перлитного класса и из высокохромистых сталей осуществляет сплошной ультразвуковой контроль всех сварных соединений, а также радиографический контроль сварных соединений IIа, IIна категорий в объеме 100%, IIв, IIнв и IIIа категорий - в объеме 50%, IIIв - в объеме 25%, а из сталей аустенитного класса - сплошной радиографический контроль всех сварных соединений, при этом должны соблюдаться все другие требования ПК и конструкторской документации; кроме того, должен быть проведен дополнительный капиллярный или магнитопорошковый контроль механически обработанных поверхностей (расточек, переходов, гибов труб и т. и.) и ультразвуковой или радиографический контроль металла в зонах концентрации напряжений и в зонах, подвергавшихся деформации более 5% при изготовлении (гибов и раздаваемых концов труб, вытянутых горловин и т.п.) и в объеме, устанавливаемом конструкторской документацией (для трубопроводов группы С указанный дополнительный контроль допускается не проводить).
5.1.10. Нормы оценки качества при контроле по п. 5.1.9 должны приниматься для основного металла по стандартам или техническим условиям на соответствующие материалы и полуфабрикаты, а для сварных соединений - по ПК.
5.1.11. Гидравлические (пневматические) испытания отдельных деталей (например, труб) на предприятии-изготовителе допускается не проводить, если они прошли гидравлические испытания на предприятии-поставщике этих изделий и после этого не подвергались операциям, в процессе которых материал указанных деталей претерпевал пластические деформации.
5.1.12. Гидравлические (пневматические) испытания после изготовления элементов оборудования и трубопроводов, нагружаемых в процессе эксплуатации наружным давлением, допускается проводить при нагружении внутренним давлением.
5.2. Определение давления гидравлических (пневматических) испытаний
5.2.1. Давление гидравлических испытаний должно быть не менее определяемого по формуле:
![]() (нижняя
граница)
(нижняя
граница)
и не более давления, при котором в испытуемом изделии возникнут общие мембранные напряжения, равные 1,35 [s]Th , а сумма общих или местных мембранных и общих изгибных напряжений достигнет 1,7 [s]Th (верхняя граница).
В вышеприведенной формуле К = 1,25 для оборудования и трубопроводов и К = 1 для защитных оболочек и страховочных корпусов (кожухов), Р - расчетное давление при испытаниях на предприятии-изготовителе или рабочее давление при испытаниях после монтажа и в процессе эксплуатации, [s]Th - номинальное допустимое напряжение при температуре гидравлических испытаний Th для рассматриваемого элемента конструкции, [s]T - номинальное допускаемое напряжение при расчетной температуре Т рассматриваемого элемента конструкции.
Для элементов, нагружаемых наружным давлением, должно также выполняться условие:
Рh £ 1,25 [Р].
Примечание. Значения [s]Th, [s]T, общие и местные мембранные и общие изгибные напряжения; [Р] - допускаемое наружное давление при температуре гидравлических испытаний определяют по Нормам расчета на прочность.
5.2.2. При давлении Р до 0,49 МПа (5 кгс/см2) значение Рh должно быть более 1,5Р, но не менее 0,2 МПа (2 кгс/см2).
При давлении Р более 0,49 МПа (5 кгс/см2) значение Ph должно определяться из условий п. 5.2.1, но быть не менее (Р + 0,29) МПа ((Р + 3) кгс/см2).
Указанные требования не распространяются на оборудование и трубопроводы с жидкометаллическим теплоносителем.
5.2.3. В случае, если гидравлическим (пневматическим) испытаниям подвергаются система или контур, состоящие из оборудования и трубопроводов, работающих при разных рабочих давлениях и (или) расчетных температурах, или изготовленных из материалов с различными [s]Th и (или) [s]T, то давление гидравлических (пневматических) испытаний этой системы (контура) следует принимать равным минимальному значению верхней границы давлений испытаний, выбранному из всех соответствующих значений для оборудования и трубопроводов, составляющих систему (контур).
Значения давлений гидравлических (пневматических) испытаний систем (контуров) должны определяться проектной организацией и сообщаться предприятию-владельцу оборудования и трубопроводов, которое уточняет эти значения на основе данных, содержащихся в паспортах оборудования и трубопроводов, комплектующих систему (контур).
5.3. Определение температуры гидравлических (пневматических) испытаний
5.3.2. Допускается проведение гидравлических (пневматических) испытаний после изготовления или монтажа без проведения расчета по п. 5.3.1 при температуре металла не менее 5 °С в следующих случаях:
1) изделие изготовлено из коррозионно-стойкой стали аустенитного класса, цветного или железоникелевого сплава;
2) изделие изготовлено из материалов с пределом текучести при температуре 20 °С менее 295 МПа (30 кгс/мм2) и имеет наибольшую толщину стенки не более 25 мм;
3) изделие изготовлено из материалов с пределом текучести при температуре 20 °С менее 590 МПа (60 кгс/мм2) и. имеет наибольшую толщину стенки не более 16 мм.
Допускается также без проведения расчета по п. 5.3.1 определять минимальную допускаемую температуру металла при гидравлических испытаниях Th из следующих соотношений:

где Тко
- критическая температура хрупкости материала в исходном состоянии, °С; S - наибольшая
номинальная толщина стенки изделия, мм; ![]() - предел
текучести материала при температуре 20 °С, МПа.
- предел
текучести материала при температуре 20 °С, МПа.
Значение Тко должно либо задаваться в конструкторской документации и подтверждаться в процессе изготовления, либо определяться по методикам, приведенным в Нормах расчета на прочность.
5.3.3. Допускаемая температура металла при гидравлических испытаниях, проводимых после изготовления, должна определяться конструкторской (проектной) организацией согласно п. 5.3.1, 5.3.2 и указываться в чертежах, паспортах оборудования и свидетельствах об изготовлении деталей и сборочных единиц трубопроводов.
Указанную температуру допускается определять с использованием фактических свойств металла, примененного при изготовлении.
5.3.4. Допускаемая температура металла при гидравлических (пневматических) испытаниях оборудования и трубопроводов в составе системы (контура) после монтажа принимается максимальной из всех, указанных согласно п. 5.3.3 в паспортах оборудования (свидетельствах об изготовлении деталей и сборочных единиц трубопроводов), и приводится предприятием-владельцем в комплексной программе (инструкции) проведения гидравлических (пневматических) испытаний.
5.3.5. Допускаемая температура металла при гидравлических (пневматических) испытаниях в процессе эксплуатации (в том числе после ремонта) устанавливается администрацией АЭУ на основе данных расчета на прочность, паспортов оборудования и трубопроводов, чисел циклов нагружения, зафиксированных в процессе эксплуатации, фактических флюенсов нейтронов с энергией Е ³ 0,5 МэВ, данных испытаний образцов-свидетелей, устанавливаемых в корпуса ядерных реакторов.
(Измененная редакция. Изм. № 1).
5.3.6. Если на основе анализа на стадии проектирования по пп. 5.3.1-5.3.3 допускаемая температура металла при гидравлических (пневматических) испытаниях окажется такой, что ее невозможно обеспечить штатными средствами данной АЭУ, то разработчик проекта АЭУ должен предусмотреть в составе проекта специальное устройство для обеспечения требуемой температуры.
(Измененная редакция. Изм. № 1).
5.4. Требования к проведению гидравлических (пневматических) испытаний
5.4.1. Время выдержки оборудования и трубопроводов под давлением Рh при гидравлических испытаниях должно быть не менее 10 мин. После выдержки давление гидравлических испытаний снижается до значений 0,8Рh и проводится осмотр оборудования и трубопроводов в доступных местах в течение времени, необходимого для осмотра. Минимально допускаемая температура металла при выдержке должна определяться по нормам расчета на прочность.
Измерение давления при гидравлических испытаниях должно проводиться по двум независимым поверенным манометрам или каналам измерений.
Погрешность измерения давления при гидравлических испытаниях с учетом класса точности датчика (манометра) не должна превышать ± 5% номинального значения давления испытаний. Класс точности датчика (манометра) должен быть не менее 1,5.
5.4.2. Время выдержки под давлением Ph при испытаниях после изготовления арматуры с внутренним диаметром присоединительных патрубков не более 100 мм допускается устанавливать по технической документации на изделие.
5.4.3. В процессе гидравлических испытаний допускается колебание давления вследствие изменения температуры жидкости. Допускаемые значения колебаний температуры и давления в каждом конкретном случае должно устанавливаться расчетом или экспериментально, при этом давление не должны выходить за нижнюю и верхнюю границы по п. 5.2.1, 5.2.3. Понижение температуры ниже устанавливаемой по п. 5.3 не допускается.
Допускается компенсировать предусмотренные конструкцией уплотнений валов насосов протечки путем подкачки испытательной среды.
5.4.4. Гидравлические испытания должны проводиться с использованием негорючей среды, не оказывающей вредного влияния на оборудование или трубопровод.
Требования к качеству испытательной среды устанавливаются техническими условиями на изделие и должны указываться в паспортах оборудования и трубопроводов или в свидетельствах об изготовлении деталей и сборочных единиц трубопроводов.
5.4.5. Контроль температуры металла должен проводиться приборами термоконтроля. Контроль температуры допускается не проводить, если температура жидкости и температура окружающей среды выше температуры гидравлических испытаний, установленной по п. 5.3
Температура должна контролироваться датчиками и приборами с суммарной погрешностью, не превышающей ± 3% максимального значения измеряемой температуры.
5.4.6. При проведении гидравлических испытаний оборудования и трубопроводов должны быть приняты меры для исключения скопления газовых пузырей в полостях, заполненных жидкостью.
5.5. Пневматические испытания
5.5.1. Давление пневматических испытаний Рр должно быть не менее определяемого по формуле:
![]() (нижняя граница),
(нижняя граница),
где Кр = 1,15 для оборудования и трубопроводов; Кр = 1 для защитных оболочек и страховочных корпусов (кожухов).
Верхняя граница та же, что и в п. 5.2.1.
Для элементов, нагружаемых наружным давлением, должно выполняться также условие
![]()
Требования п. 5.2.2 при пневматических испытаниях не имеют силы.
5.5.2. Если в оборудовании и трубопроводах в процессе эксплуатации имеется столб жидкого металла, который невозможно иметь в процессе пневматических испытаний, то нижняя граница давления пневматических испытаний должна определяться по формуле
![]()
где Н - высота столба жидкого металла; g - удельная масса жидкого металла при расчетной температуре; Р - рабочее давление газа над уровнем жидкого металла.
5.5.3. При пневматических испытаниях защитных оболочек, страховочных корпусов (кожухов) охватываемые ими оборудование или трубопроводы могут находиться под наружным давлением, вследствие чего в оборудовании или трубопроводах может оказаться необходимым создавать противодавление Pg. В этом случае должно выполняться следующее условие:
![]()
5.5.4. При определении минимально допустимой температуры металла следует руководствоваться указаниями п. 5.3.
5.5.5. При пневматических испытаниях должны соблюдаться требования п. 5.2.3, 5.2.4, 5.3, 5.4.1 (в части требований к погрешности и измерений и класса точности прибора), п. 5.4.3, 5.4.5.
5.5.6. Время выдержки оборудования и трубопроводов под давлением Рр при пневматических испытаниях должно быть не менее 30 мин. После выдержки давление снижается, и проводится осмотр оборудования и трубопроводов в доступных местах в течение необходимого времени. Осмотр проводится при давлении, определяемом лицом, ответственным за проведением испытаний исходя из условий безопасности, но во всех случаях это давление не должно превышать 0,85Рр.
Время выдержки под давлением арматуры с внутренним диаметром присоединительных патрубков не более 100 мм при пневматических испытаниях устанавливается техническими условиями на поставку.
5.5.7. Предназначенные для пневматических испытаний вентили наполнительного трубопровода и приборы измерения давления и температуры должны быть выведены за пределы помещения, в котором находится испытываемое оборудование, в безопасное для персонала место. Во время подъема давления газа в испытываемом оборудовании и трубопроводах, выдержки под давлением Рр и снижения давления до значения, установленного для осмотра, персонал должен находиться в безопасном месте.
5.6. Программы проведения гидравлических (пневматических) испытаний
5.6.1. Перед проведением гидравлических (пневматических) испытаний оборудования и сборочных единиц (деталей) трубопроводов предприятием-изготовителем должна быть составлена производственная программа (или технологическая инструкция, технологический процесс) испытаний.
(Измененная редакция. Изм. № 1).
5.6.3. Производственная программа (технологическая инструкция, технологический процесс) гидравлических (пневматических) испытаний оборудования и сборочных единиц (деталей) трубопроводов после изготовления должна включать следующие данные:
1) наименование оборудования или сборочных единиц (деталей) трубопроводов;
2) расчетное давление;
3) давление гидравлических (пневматических) испытаний;
4) температура гидравлических (пневматических) испытаний;
5) испытательные среды и требования к их качеству;
6) допустимые скорости повышения и снижения давления;
7) допустимые скорости повышения и снижения температуры;
8) время выдержки при давлении испытаний Ph (Pp);
9) давление, при котором должен проводиться осмотр;
10) источник давления;
11) метод нагрева испытательной среды (при необходимости);
12) точки установки датчиков (приборов) контроля давления и их класс точности;
13) точки установки датчиков (приборов) контроля температур и их класс точности;
14) допускаемые пределы колебания давления и температуры в процессе выдержки;
15) требования по технике безопасности;
16) места установки технологических заглушек;
17) перечень организационных мероприятий, включая назначение ответственных за испытания лиц.
Программа должна быть утверждена главным инженером (директором) предприятия-изготовителя и согласована с соответствующей конструкторской организацией.
1) наименование и границы испытуемой системы (части системы, оборудования, трубопроводов);
2) рабочее давление;
3) давление гидравлических (пневматических) испытаний;
4) температура гидравлических (пневматических) испытаний;
5) испытательные среды и требования к их качеству;
6) допустимые скорости повышения и понижения давления;
7) допустимые скорости повышения и понижения температуры;
8) давление, при котором должен проводиться осмотр;
9) способы заполнения и дренирования испытательной среды;
10) источник создания давления;
11) метод нагрева испытательной среды (при необходимости);
12) точки установки датчиков (приборов) контроля давления;
13) точки установки датчиков (приборов) контроля температуры;
14) допускаемые пределы колебания давления и температуры в процессе выдержки.
Комплексная программа должна быть согласована руководством проектной организации и утверждена администрацией АЭУ.
(Измененная редакция. Изм. № 1).
5.6.5. Рабочая программа гидравлических (пневматических) испытаний помимо сведений, перечисленных в п. 5.6.4, должна содержать следующие данные:
1) уточнение по паспортам комплектующих испытуемых оборудования и трубопроводов значений давления и температуры гидравлических (пневматических) испытаний;
2) место подключения источника давления;
3) перечень используемых датчиков и приборов контроля давления и температуры с указанием класса точности;
4) график проведения испытаний (ступени подъема и сброса давления, подъема и снижения температуры, время выдержки и т.п.);
5) способы контроля состояния испытуемого оборудования и трубопроводов в процессе осмотра и после завершения испытаний;
6) меры по подготовке к проведению испытаний (с указанием перекрываемой и открываемой арматуры, ограничивающей испытуемую систему или ее часть);
7) перечень мест снятия тепловой изоляции;
8) меры защиты от превышения давления свыше испытательного;
9) требования по технике безопасности;
10) организационные мероприятия (включая назначение ответственного за испытания лица);
11) номер комплексной программы, на основе которой составлена рабочая программа.
Рабочая программа должна быть утверждена администрацией АЭУ.
(Измененная редакция. Изм. № 1).
5.6.6. После завершения испытаний должен быть составлен протокол, включающий следующие данные:
1) наименование предприятия, проводившего испытания;
2) наименование испытанной системы (части системы, оборудования, трубопроводов, сборочных единиц, деталей);
3) расчетное (рабочее) давление;
4) расчетные температуры;
5) давление испытаний;
6) температура испытаний;
7) испытательная среда;
8) время выдержки при давлении испытаний;
9) давление, при котором проводится осмотр;
10) номер рабочей (производственной) программы;
11) результат испытаний;
12) подпись ответственного лица и дата.
5.7. Оценка результатов гидравлических (пневматических) испытаний
Оборудование и трубопроводы считаются выдержавшими гидравлические (пневматические) испытания, если в процессе испытаний и при осмотре не обнаружено течей и разрывов металла, в процессе выдержки по п. 3.4.1 падение давления не выходило за пределы, указанные в п. 5.4.3, а после испытаний не выявлено видимых остаточных деформаций.
При гидравлических (пневматических) испытаниях оборудования и сборочных единиц (деталей) трубопроводов течи через технологические уплотнения, предназначенные для проведения испытаний, не являются браковочным признаком.
6. ТРЕБОВАНИЯ ПО ОСНАЩЕНИЮ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ АРМАТУРОЙ И КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫМИ ПРИБОРАМИ
6.1. Общие требования
6.1.1. Количество, тип, места установки и другие требования к арматуре и контрольно-измерительным устройствам оборудования и трубопроводов определяются проектной (конструкторской) организацией исходя из конкретных условий эксплуатации и требований настоящих правил.
6.1.2. Резервирование арматуры и контрольно-измерительных устройств должно осуществляться в соответствии с требованиями ОПБ.
6.1.3. Установка арматуры и контрольно-измерительных устройств должна обеспечивать возможность обслуживания, контроля, ремонта и замены.
6.1.4. Арматура должна отвечать требованиям ОТТ.
6.1.5. Закрытие всех видов приводной арматуры должно происходить при вращении маховика по часовой стрелке, открытие - против часовой стрелки.
6.1.6. На арматуре должны быть указатели крайних положений затвора и указатель промежуточных положений затвора. Необходимость установки указателя промежуточных положений определяется проектной (конструкторской) организацией.
6.1.7. Предприятие-изготовитель должно поставлять арматуру с паспортом и инструкцией по эксплуатации.
6.1.8. Арматура, требующая для открытия и закрытия усилий более 295 Н (30 кгс) или управляемая дистанционно, должна быть снабжена механизированным приводом.
Допускается для уменьшения усилий при открытии использование обводных линий с соответствующей запорной арматурой на них.
Допускается применение арматуры с ручным приводом с усилием страгивания и дожатия не более 735 Н (75 кгс), если открытие и закрытие ее проводится не чаще, чем один раз в сутки.
6.1.9. Использование регулирующей арматуры в качестве запорной и запорной арматуры в качестве регулирующей не допускается.
6.1.10. Необходимость установки на напоре и всасе насосов запорной арматуры, а также обратного клапана, размещаемого между насосом и запорной арматурой, определяется проектной (конструкторской) документацией.
Установка опорной арматуры на всасе насосов, подключаемых к емкостям, работающим под атмосферным давлением, не требуется.
6.1.11. Участки трубопроводов и оборудование, которые в процессе эксплуатации могут подвергаться осмотру или ремонту, а также трубопроводы низкого давления, подключенные к коммуникациям давлением 2,2 МПа (22 кгс/см2) и выше, должны отключаться двумя последовательно расположенными запорными арматурами с дренажем между ними. Трубопроводы систем безопасности, присоединенные к главному циркуляционному контуру, контуру многократной принудительной циркуляции, должны отключаться от него двумя последовательно установленными обратными клапанами и одной запорной арматурой; между запорной арматурой и первым по ходу среды обратным клапаном должен быть установлен дренаж с пропускной способностью, превышающей не менее, чем в 10 раз проектную протечку обратного клапана. При выполнении ремонтных работ в процессе эксплуатации блока на мощности запорная арматура должна быть закрыта, вентили на линии дренажа открыты, схемы электрического силового питания разобраны, шкафы питания закрыты и опечатаны, сделаны записи в оперативных журналах. При работе блока на мощности и нахождении системы безопасности в дежурном состоянии запорная арматура может находиться в открытом состоянии.
В период отключения дренажные вентили должны быть открыты, а арматура закрыта и механическим способом исключено перемещение ее подвижных частей, схемы управления разобраны, а маховики либо сняты, либо заперты замком.
Требование по установке дренажных вентилей между запорными на границах высокого и низкого давления не распространяется на импульсные линии КИП.
Проектом должны быть предусмотрены технические и организационные меры, исключающие возможность изменения состояния указанной арматуры при ошибочных действиях обслуживающего персонала.
Участки трубопроводов и оборудование, подключенные к коммуникациям более высокого давления, но не более 2,2 МПа (22 кгс/см2), которые в процессе эксплуатации подвергаются осмотру или ремонту, могут отключаться одной запорной арматурой. В период осмотра или ремонта в процессе эксплуатации арматура должна быть закрыта и механическим способом исключено перемещение ее подвижных частей (кроме арматуры, находящейся внутри защитной оболочки), маховики сняты, либо заперты замком, схемы электропитания разобраны, шкафы питания закрыты и опечатаны и сделаны записи в оперативных журналах.
6.1.12. Арматура оборудования и трубопроводов групп А и В, непредусмотренное перемещение запорных органов которой может привести к последствиям, влияющим на безопасность АЭУ, должна иметь замковые устройства и сигнализацию положения запорных органов. Необходимость установки замковых устройств и сигнализации определяется проектной (конструкторской) организацией.
6.2. Предохранительные устройства
6.2.1. Предохранительные устройства должны устанавливаться на оборудовании или трубопроводах, давление в которых может превысить рабочее как за счет происходящих в них физических и химических процессов, так и за счет внешних источников повышения давления, рассчитанных с учетом условий, указанных в п. 2.1.7.
Если давление в оборудовании или трубопроводах не может превысить рабочее, то установка предохранительных устройств не требуется. Это обстоятельство должно быть обосновано в проекте.
Оборудование первого контура и страховочный корпус должны быть рассчитаны на нагрузки, возникающие при разгерметизации корпуса реактора и истечении теплоносителя в страховочный корпус.
Все отсекаемые с двух сторон участки оборудования и трубопроводов с однофазной средой (вода, жидкий металл), которые могут прогреваться любым образом, должны быть оснащены предохранительными устройствами.
(Измененная редакция. Изм. № 1).
Допускается учитывать при расчете динамики роста давления в защищаемом оборудовании и трубопроводах опережающее срабатывание аварийной защиты атомной энергетической установки.
Для систем с возможным кратковременным локальным повышением давления (например, при химическом взаимодействии жидкометаллического теплоносителя и воды) допускается местное повышение давления выше давления, при котором должны срабатывать предохранительные устройства (с учетом гидравлического сопротивления на участке от места повышения давления до предохранительных устройств). Такая возможность должна быть предусмотрена в проекте и обоснована расчетом на прочность.
6.2.4. Если предохранительное устройство защищает несколько связанных между собой единиц оборудования, то оно должно выбираться и настраиваться исходя из меньшего рабочего давления для каждой из этих единиц оборудования.
Указанное требование не распространяется на предохранительные мембраны и гидрозатворы.
6.2.6. Уставка на посадку импульсно-предохранительных устройств с механизированным (электромагнитным или другим) приводом должна устанавливаться проектной (конструкторской) организацией исходя из конкретных условий работы оборудования и трубопроводов.
6.2.7. Количество предохранительной арматуры и (или) предохранительных мембран с принудительным разрывом, устанавливаемых для защиты оборудования и трубопроводов групп А и В, должно быть больше количества, определенного по п. 6.2.2, не менее, чем на одну единицу.
Указанное требование не распространяется на мембраны прямого разрыва и гидрозатворы.
Пропускная способность предохранительных устройств должна проверяться при соответствующих испытаниях головного образца данной конструкции, проводимых предприятием-изготовителем предохранительной арматуры.
(Измененная редакция. Изм. № 1).
6.2.10. На напорных трубопроводах между поршневым насосом, у которого нет предохранительного клапана, и запорным органом должен быть установлен предохранительный клапан, исключающий возможность повышения давления в трубопроводах выше рабочего.
6.2.11. Установка запорной арматуры между предохранительным устройством (мембраной или другим защитным устройством по п. 2.1.7) и защищаемым ею оборудованием или трубопроводом, а также на отводящих и дренажных трубопроводах предохранительной арматуры не допускается.
Допускается установка запорной арматуры перед импульсными клапанами импульсных предохранительных устройств (ИПУ) и после этих клапанов, если ИПУ снабжены не менее, чем двумя импульсными клапанами, а механическая блокировка указанной запорной арматуры допускает выход из работы только одного из этих клапанов.
6.2.12. Применение импульсных клапанов с рычажным приводом не допускается.
6.2.13. Диаметр условного прохода предохранительной арматуры и импульсного клапана должен быть не менее 15 мм.
6.2.14. В предохранительной арматуре должна быть исключена возможность изменения настройки пружины и других элементов регулировки. У предохранительных пружинных клапанов и у импульсных клапанов ИПУ пружины должны быть защищены от прямого воздействия среды и перегрева.
6.2.15. Допускается установка переключающих устройств перед предохранительной арматурой при наличии удвоенного количества импульсно-предохранительных устройств или предохранительных клапанов и обеспечения при этом защиты оборудования и трубопроводов от превышения давления при любом положении переключающих устройств.
6.2.16. Конструкция предохранительной арматуры должна предусматривать возможность проверки ее исправного действия путем открытия вручную или с пульта управления. У импульсно-предохранительных устройств это требование относится к импульсному клапану. Усилие открытия вручную не должно превышать 196 Н (20 кгс).
В случае невозможности проверки действия предохранительной арматуры на работающем оборудовании должны применяться переключающие устройства, устанавливаемые перед арматурой и позволяющие проводить проверку каждой из них с отключением от оборудования.
Переключающие устройства должны быть такими, чтобы при любом их положении с оборудованием или трубопроводами было соединено столько единиц арматуры, сколько требуется, чтобы обеспечить выполнение требований п. 6.2.2.
Указанные в этом пункте требования не распространяются на мембраны и гидрозатворы.
6.2.17. Предохранительные клапаны (для ИПУ - импульсные каналы), защищающие оборудование и трубопроводы групп А и В, должны иметь механизированные (электромагнитные или другие) приводы, обеспечивающие своевременное открытие и закрытие указанных клапанов в соответствии с требованиями и. 6.2.2 или 6.2.3 и 6.2.5. Эти клапаны должны быть устроены и отрегулированы таким образом, чтобы при отказе привода они срабатывали как клапаны прямого действия и обеспечивали выполнение требований перечисленных выше пунктов. При наличии нескольких клапанов на защищаемом объекте механизированные приводы этих клапанов должны иметь независимые друг от друга каналы управления и энергообеспечения. Механизированные приводы могут быть использованы для проверки исправного действия и принудительного снижения давления в защищаемом объекте. Для оборудования группы С необходимость установки клапанов с таким приводом должна определяться проектной организацией.
6.2.18. Предохранительные устройства должны устанавливаться на патрубках или трубопроводах, непосредственно присоединенных к оборудованию. Допускается установка предохранительных устройств на патрубках, присоединенных к трубопроводам. При установке на одном коллекторе (трубопроводе) нескольких единиц предохранительной арматуры площадь поперечного сечения коллектора (трубопровода) должна быть не менее 1,25 расчетной суммарной площади сечения присоединительных патрубков предохранительной арматуры, установленной на нем. Импульс давления на открытие предохранительной арматуры должен браться от защищаемого оборудования. Допускается отбор импульса от трубопровода, на котором установлена предохранительная арматура с учетом гидравлического сопротивления трубопровода.
6.2.19. На оборудовании и трубопроводах с жидкометаллическим теплоносителем, а также группы С допускается применение предохранительных мембранных устройств, разрушающихся при повышении давления в защищаемом оборудовании на 25% рабочего давления среды (если это подтверждено расчетом). Допускается установка предохранительных мембранных устройств перед предохранительным клапаном при условии, что между ними будет установлено устройство, позволяющее контролировать исправность разрывной мембраны, а также исключающее возможность попадания частей разрушенной разрывной мембраны в предохранительный клапан. При этом испытанием должна быть подтверждена работоспособность сочетания разрывного предохранительного устройства и предохранительного клапана.
Площадь проходного сечения устройства с разрушившейся мембраной должна быть не меньше площади сечения входного патрубка предохранительной арматуры. Маркировка мембраны должна быть видна после ее установки.
6.2.20. В паспорте на предохранительную арматуру должно быть указано значение коэффициента расхода и площадь наименьшего проходного сечения седла при полностью открытом клапане.
На импульсно-предохранительные клапаны требования по указанию этих данных в паспорте не распространяются.
6.2.21. Оборудование, работающее под давлением меньшим, чем давление питающего его источника, должно иметь на подводящем трубопроводе автоматическое редуцирующее устройство (регулятор давления после себя) с манометром и предохранительной арматурой, размещенными на стороне меньшего давления.
Для группы оборудования, работающего от одного питающего источника при одном и том же давлении, допускается устанавливать одно автоматическое редуцирующее устройство с манометром и предохранительной арматурой, расположенными на общей магистрали до первого ответвления. В случаях, когда поддержание постоянного давления за редуцирующим устройством по технологическим причинам невозможно или не требуется, на трубопроводах от питающего источника могут устанавливаться нерегулируемые редуцирующие устройства (шайбы, дроссели и т.п.).
На трубопроводах, соединяющих регенеративные подогреватели турбоустановок по конденсату греющего пара, роль редуцирующих устройств могут выполнять клапаны, регулирующие уровень конденсата в корпусах аппаратов.
6.2.22. Если трубопровод на участке от автоматического редуцирующего устройства до оборудования рассчитан на максимальное давление питающего источника и на оборудовании имеется предохранительное устройство, установка предохранительного устройства после редуцирующего устройства на трубопроводе не требуется.
6.2.23. Если расчетное давление оборудования равно или больше давления питающего источника и в оборудовании исключена возможность повышения давления за счет внешних и внутренних источников энергии, то установка предохранительных устройств не обязательна.
6.2.24. Автоматические регулирующие устройства и предохранительная арматура не требуются:
1) на трубопроводах рециркуляции насосов;
2) на трубопроводах после регуляторов уровня;
3) на трубопроводах продувочных, дренажных и удаления воздуха при сбросе среды в оборудование, оснащенное предохранительными устройствами в соответствии с п. 6.2.9.
Необходимость установки дроссельных шайб на этих трубопроводах определяется проектной документацией.
6.2.25. Предохранительные устройства оборудования и трубопроводов должны устанавливаться в местах, доступных для обслуживания и ремонта.
6.2.26. Отводящие трубы при отсутствии самодренируемости должны быть снабжены дренажным устройством. Установка запорной арматуры на дренажных трубах не допускается.
Внутренний диаметр отводящего трубопровода должен быть не менее диаметра выходного патрубка предохранительного клапана и рассчитан таким образом, чтобы при максимальном расходе противодавление у выходного патрубка не превышало максимального значения противодавления, установленного для данного клапана. Рабочая среда, выходящая из предохранительных устройств, должна отводиться в безопасное для персонала место.
6.2.27. Проверка функциональной способности (исправности) действия предохранительной арматуры, в том числе схем управления, с выбросом рабочей среды должна проводиться перед первым пуском оборудования на рабочие параметры и последующими плановыми пусками, но не реже одного раза в 12 месяцев. Если в результате проверки выявляются дефекты или отказы срабатывания арматуры или схемы управления, следует выполнить ремонт и провести повторную проверку.
6.2.29. Проверка исправности действия и настройки систем, защищающих оборудование и трубопроводы от превышения давления, или температуры (п. 2.1.7) должна проводиться в сроки, установленные в п. 6.2.2 и 6.2.28.
6.2.30. Проверка исправности действия гидрозатворов, замена предохранительных мембран и проверка устройств принудительного разрыва их должны проводиться по графику, утвержденному главным инженером АЭУ.
6.3. Оснащение контрольно-измерительными устройствами
6.3.2. На парогенераторах, компенсаторах давления, барабан-сепараторах, деаэраторах должно быть установлено не менее трех независимых указателей уровня и предусмотрена звуковая и световая сигнализация верхнего и нижнего уровней.
6.3.3. На реакторах, парогенераторах, барабан-сепараторах, компенсаторах давления, главных паропроводах, а также другом оборудовании и трубопроводах, работающих при температуре более 150 °С, для которых конструкторской (проектной) документацией регламентирована скорость изменения температуры, должны предусматриваться устройства по фиксации изменений температуры теплоносителя и (или) металла стенки. Точки контроля температур должны указываться в конструкторской (проектной) документации.
6.3.5. Схема установки контрольно-измерительных устройств должна предусматривать возможность периодической проверки в лабораторных условиях и (или) по месту установки правильность их функционирования. Порядок и сроки проверки должны указываться в производственных инструкциях по эксплуатации оборудования и трубопроводов.
6.3.6. Объем контроля по п. 6.3.1 - 6.3.4, места установки датчиков и отборных устройств, способы контроля, точность, пределы безопасной эксплуатации должны определяться проектной (конструкторской) организацией и указываться в проектной (конструкторской) документации.
6.3.7 Первичные датчики и отборные устройства, находящиеся в контакте с жидкометаллическим теплоносителем, должны устанавливаться таким образом, чтобы место встройки датчика не было наиболее холодной точкой контура (с целью исключения выпадания в этой зоне примесей, содержащихся в жидкометаллическом теплоносителе). Если длина коммуникаций, содержащих жидкий металл, от датчика к месту подключения к контуру превышает пять номинальных наружных диаметров труб этих коммуникаций, должен быть обеспечен подогрев труб до температуры контура.
6.3.8. Первичные датчики, постоянно работающие на границе раздела жидкий металл-газ (например, уровнемеры), должны быть стойкими к шлакованию их поверхностей примесями, находящимися на свободной поверхности жидкого металла.
6.3.9. Класс точности контрольно-измерительных приборов, применяемых для контроля параметров оборудования и трубопроводов, должен быть не ниже 1,5, а требуемая точность измерения параметров контроля должна быть указана в проектной документации. При этом погрешность измерения температуры не должна превышать 2%.
7. КОНТРОЛЬ ЗА СОСТОЯНИЕМ МЕТАЛЛА ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ ПРИ ЭКСПЛУАТАЦИИ.
ОБЩИЕ ТРЕБОВАНИЯ
7.1. Общие положения
7.1.1. Оборудование и трубопроводы систем групп А и В должны подвергаться периодическому обследованию персоналом АЭУ в объеме, устанавливаемом настоящими Правилами и технической документацией, регламентирующей конкретный порядок осуществления контроля на АЭУ.
Необходимость и объем контроля оборудования и трубопроводов группы С устанавливается конструкторской (проектной) организацией.
7.1.2. Целью контроля за состоянием металла оборудования и трубопроводов в процессе эксплуатации является:
1) выявление и фиксация дефектов металла;
2) выявление и фиксация изменения физико-механических свойств и структуры металла;
3) оценка состояния металла.
7.1.3. Контроль за состоянием металла подразделяется на предэксплуатационной, периодический и внеочередной.
7.1.4. Предэксплуатационный контроль проводится до пуска АЭУ в эксплуатацию.
7.1.5. Периодический контроль проводится планово в процессе эксплуатации АЭУ.
7.1.6. Внеочередной контроль проводится:
1) после землетрясения, соответствующего по бальности проектному или превышающему его;
2) при нарушении нормальных условий эксплуатации или в аварийных ситуациях, приведших к изменению параметров работы оборудования и трубопроводов до уровня, превышающего расчетный;
3) по решению администрации АЭУ, эксплуатирующей организации или межрегионального территориального органа Госатомнадзора России.
(Измененная редакция. Изм. № 1)
7.2. Объекты контроля
Типовые программы должны быть согласованы разработчиком проекта РУ и АЭУ, утверждены эксплуатирующей организацией и одобрены Госатомнадзором России в установленном порядке.
(Измененная редакция. Изм. № 1).
7.2.2. Обязательному контролю подлежат:
1) оборудование группы А (корпуса реакторов ВВЭР, ACT) - сварные соединения и антикоррозионные наплавки, основной металл в зонах концентрации напряжений и зонах, расположенных напротив активной зоны, сварные соединения и радиусные переходы патрубков присоединения трубопроводов, уплотнительные поверхности разъемных соединений корпусов и крышек, сварные швы присоединения опор, шпильки, металл в резьбовых отверстиях под шпильки и опорные бурты нажимных колец;
3) оборудование группы А [кроме указанного в 1) и 2)], оборудование группы В - все сварные соединения корпусов и основной металл в зонах концентрации напряжений, швы приварки патрубков к корпусу и крышке, сварные швы коллекторов или трубных досок парогенераторов, внутренняя поверхность корпусов в зоне пар-вода, радиусные переходы патрубков, зоны перемычек между отверстиями в корпусе, сварные швы присоединения опор, болты и шпильки, металл в резьбовых отверстиях под болты и шпильки;
4) трубопроводы группы В - сварные соединения и антикоррозионные наплавки труб и коллекторов, гибы, сварные швы приварки патрубков и труб в местах отводов, сварные швы тройников, переходов, присоединения опор (на трубопроводах систем АЭУ с реакторами на быстрых нейтронах указанный контроль должен осуществляться в зонах отсутствия страховочных кожухов и зонах приварки этих кожухов к трубопроводам);
5) страховочные корпуса ACT - зоны проходки трубопроводов.
7.2.3. Допускается осуществлять контроль в отдельных участках перечисленных выше зон оборудования и трубопроводов, указываемых в рабочих программах контроля.
7.3. Методы контроля
7.3.1. Контроль за состоянием металла в процессе эксплуатации осуществляется неразрушающими и разрушающими методами.
7.3.2. При осуществлении контроля за состоянием металла неразрушающими методами применяются:
1) визуальный контроль;
2) капиллярный или магнитопорошковый контроль;
3) ультразвуковой контроль;
4) радиографический контроль;
5) другие методы контроля, обеспечивающие выявление дефектов металла, регламентированные типовой программой контроля, при наличии утвержденных в установленном порядке технологических инструкций и правил их применения.
7.3.3. При проведении контроля за состоянием металла разрушающими методами контроль механических свойств основного металла и сварных соединений оборудования групп А и В проводится путем испытания образцов-свидетелей, устанавливаемых в оборудование согласно требованиям конструкторской документации.
7.3.4. Контроль механических свойств основного металла и сварных соединений трубопроводов групп А и В проводится разрушающими и (или) неразрушающими методами. При этом контроль разрушающими методами осуществляется путем вырезки образцов из трубопроводов.
7.3.5. С помощью образцов-свидетелей контролируются: изменение механических свойств (предел текучести, временное сопротивление, относительное удлинение, относительное сужение), характеристик сопротивления хрупкому разрушению (критическая температура хрупкости, вязкость разрушения или критическое раскрытие трещины), характеристик сплошной и местной коррозии (в том числе язвенной, коррозии под напряжением, межкристаллитной коррозии).
7.3.6. В местах, где контроль не может быть осуществлен обычными устройствами по условиям радиационной обстановки или размещения оборудования, должны быть предусмотрены соответствующие дистанционные средства для обследования оборудования в этих зонах.
Перечень дистанционных средств и технических заданий на их разработку должен быть представлен в техническом проекте оборудования, а разработка осуществлена специализированной организацией или конструкторской (проектной) организацией.
7.4. Содержание типовой программы контроля
7.4.1. Типовая программа (инструкция, регламент) контроля должна составляться для каждого типа АЭУ.
7.4.2. Типовая программа (инструкция, регламент) контроля должна включать в себя:
1) указание конкретных видов контролируемых оборудования и трубопроводов;
2) перечень зон, контролируемых неразрушающими методами;
3) перечень зон трубопроводов, контролируемых разрушающими методами;
4) перечень и места установки образцов-свидетелей с указанием характеристик, определяемых по этим образцам;
5) виды контроля и их объем для каждой из контролируемых зон;
6) методики контроля (указания на вид документа, где содержится описание методик контроля, или непосредственное описание методик);
7) периодичность каждого из видов контроля;
8) требования к разрешающей способности аппаратуры контроля;
9) нормы оценки результатов контроля (по всем видам контроля);
10) перечень специальных средств контроля.
(Измененная редакция. Изм. № 1).
7.5. Содержание рабочей программы контроля
(Измененная редакция. Изм. № 1).
7.5.2. В рабочей программе (инструкции) контроля должно указываться:
1) конкретный для данной АЭУ перечень контролируемого оборудования и трубопроводов;
2) перечень и координаты зон неразрушающего контроля для конкретных видов оборудования и трубопроводов;
3) координаты зон вырезки образцов для разрушающего контроля;
4) виды и количество образцов-свидетелей с указанием конкретных зон их размещения;
5) описание (или ссылка на соответствующие документы) методик контроля;
6) перечень необходимых для осуществления контроля технических и организационных мероприятий;
7) потребность в персонале для проведения контроля;
8) фамилия и должность ответственного за проведение контроля лица;
9) требования по технике безопасности;
10) указания по организационным вопросам проведения контроля;
11) указания по способам обработки полученных результатов и отчетной документации.
Рабочая программа утверждается администрацией АЭУ.
(Измененная редакция. Изм. № 1).
7.6. Периодичность контроля
7.6.1. Предэксплуатационный контроль должен проводиться до пуска оборудования и трубопроводов в эксплуатацию для фиксации начального состояния металла, с которым впоследствии сопоставляются данные периодического контроля.
7.6.2. Периодический контроль неразрушающими методами должен проводиться в следующие сроки:
1) первый - не позже, чем через 20000 ч работы оборудования и трубопроводов;
2) последующие - для оборудования группы А и оборудования и трубопроводов группы В, изготовленных из труб или обечаек с продольными сварными швами, не позднее, чем через каждые 30000 ч работы, отсчитываемых от проведенного предыдущего периодического контроля;
для остального оборудования и трубопроводов, подлежащих контролю, - через каждые 45 000 ч работы, отсчитываемых от проведенного предыдущего контроля.
Выполнение предусмотренного контроля (после первого) может быть распределено по промежуточным этапам в рамках указанной периодичности длительностью не менее 5000 ч.
7.6.3. Контроль механических свойств трубопроводов разрушающими и (или) неразрушающими методами должен проводиться не реже, чем через каждые 100000 ч эксплуатации для АЭУ с водо-водяными (ВВЭР) и водографитовыми (РБМК) реакторами и через каждые 50000 ч для АЭУ с реакторами на быстрых нейтронах с жидкометаллическим теплоносителем (БН).
7.6.4. Испытания образцов-свидетелей, установленных в корпус реактора, должны осуществляться не менее 6 раз за расчетный срок службы корпуса. При этом в первый раз выгрузка и испытания образцов-свидетелей проводятся через 1 год после начала эксплуатации, а последующие 3 раза - через каждые 3 года в первые 10 лет эксплуатации при условии, что к моменту первой выгрузки флюенс нейтронов на корпусе реактора будет составлять не менее 1022 нейтр/м2, но не более 1023 нейтр/м2 (Е > 0,5 МэВ).
Для корпусов реакторов, в которых это условие не выполняется, периодичность выгрузки и испытаний образцов-свидетелей устанавливается конструкторской организацией.
В зависимости от результатов испытаний образцов-свидетелей первой выгрузки последующие сроки выгрузки могут быть изменены по согласованию между предприятием-владельцем и конструкторской организацией.
7.6.5. На оборудовании и трубопроводах в зонах действия общих и местных мембранных и общих изгибных напряжений при скорости установившейся ползучести более 10-5%/ч должно проводиться измерение наружных или внутренних размеров в местах, указанных в проектной (конструкторской) документации, в следующие сроки:
первое - перед пуском в эксплуатацию,
второе - через 30 000 ч после пуска,
последующие - через каждые 50000 ч после предыдущего измерения.
Из мест, где обнаружена недопустимая остаточная деформация, обязательна вырезка образцов для последующих исследований структуры, свойства и состояния материала.
7.7. Специальные требования к образцам-свидетелям
7.7.1. Перечень характеристик, определяемых на образцах-свидетелях, места их установки и способы крепления в оборудовании и трубопроводах, а также программа испытаний должны быть разработаны (или указаны) конструкторской (проектной) организацией и приведены в конструкторской документации.
7.7.2. С помощью образцов-свидетелей контролируют:
1) изменение механических свойств (предел текучести, временное сопротивление, относительное удлинение, относительное сужение);
2) изменение характеристик сопротивления хрупкому разрушению (критическая температура хрупкости, вязкость разрушения или критическое раскрытие трещины);
3) изменение характеристик циклической прочности (кривые усталости);
4) характеристики сплошной и местной коррозии (в том числе язвенной, коррозии под напряжением и межкристаллитной коррозии).
1) в водо-водяной реактор - вблизи зон корпуса, расположенных напротив активной зоны;
2) в водографитовый реактор РБМК - в технологические каналы;
3) в реактор на быстрых нейтронах - вблизи зон корпуса, на которые воздействует максимальный поток нейтронов.
7.7.4. Установка образцов-свидетелей по п. 7.7.3 в корпуса реакторов для контроля влияния излучения при флюенсе нейтронов в конце эксплуатации, не превышающем 1022 нейтр/м2 (Е ³ 0,5 МэВ), не является обязательной при условии, что расчетная температура корпуса реактора превышает 250 °С.
При каждой выгрузке должно быть испытано:
1) не менее шести образцов для определения механических свойств (не менее трех при комнатной температуре и не менее трех при расчетной температуре);
2) не менее пятнадцати образцов для определения критической температуры хрупкости;
3) не менее пятнадцати образцов для определения характеристик циклической прочности;
4) не менее восьми образцов для определения вязкости разрушения или критического раскрытия трещины;
5) не менее пяти образцов для изучения характеристик коррозии.
7.7.6. В случае технической невозможности размещения образцов-свидетелей в количестве, определяемом п. 7.7.5, конструкторская организация после одобрения Госатомнадзором России может уменьшить это количество, но не менее, чем требуется для проведения контроля один раз в каждые восемь лет эксплуатации.
(Измененная редакция. Изм. № 1).
7.7.7. В зоне размещения образцов-свидетелей в корпусах реакторов и технологических каналах в контейнер (сборку) с образцами должны быть установлены индикаторы (детекторы) для определения флюенсов нейтронов, а также температуры (с погрешностью не более ± 10 °С).
7.7.8. Образцы-свидетели должны изготавливаться предприятием-изготовителем оборудования. Для изготовления образцов-свидетелей должны использоваться припуски штатных заготовок, из которых выполняются элементы оборудования и трубопроводов или (при невозможности изготовления из припусков) из штатных материалов или полуфабрикатов.
7.7.9. Образцы-свидетели для контроля изменения свойств основного металла корпусов реакторов должны вырезаться из припусков штатных обечаек, располагаемых напротив активной зоны реактора. Места вырезки образцов-свидетелей и их количество на комплект оборудования и (или) трубопроводов определяются конструкторской организацией и указываются в конструкторской документации.
7.7.10. Образцы-свидетели сварных соединений, набирающих к концу эксплуатации флюенс нейтронов не менее 1022 нейтр/м2 (Е ³ 0,5 МэВ), должны быть выполнены сварочными материалами той же партии (проволокой одной партии в сочетании с флюсом одной партии при автоматической сварке под флюсом, электродами одной партии при ручной дуговой сварке, проволокой одной партии при аргонодуговой сварке), что и сварные швы корпуса реактора напротив активной зоны. Если проволока одной марки, одной плавки, одного диаметра и одного вида поверхности поставлена разными партиями, ее следует рассматривать как проволоку одной партии (плавки) с присвоением ей общего номера.
Если конструкторской документацией предусматривается размещение образцов-свидетелей корневой части шва, то при выполнении сварных соединений с заваркой корневой части шва низколегированными присадочными материалами указанное требование следует соблюдать отдельно по сварочным материалам для сварки корневой части шва и по сварочным материалам для заварки остальной части шва.
7.7.11. Заготовки (включая сварные соединения) для изготовления образцов-свидетелей должны подвергаться той же термической обработке, что и контролируемые изделия в процессе их изготовления и монтажа.
7.8. Организация контроля за состоянием металла
7.8.1. Типовая программа (инструкция, регламент) контроля должна иметься в наличии на предприятии-владельце оборудования и трубопроводов.
(Измененная редакция. Изм. № 1).
7.8.4. Поставка средств контроля предприятию-владельцу оборудования и трубопроводов, монтаж средств контроля, их опробование должны быть завершены до момента первого обследования состояния металла.
7.8.5. Образцы-свидетели вместе с контейнерами для их размещения в оборудовании должны поставляться предприятием-изготовителем вместе с оборудованием. При этом должен, быть также поставлен контрольный комплект образцов-свидетелей для контроля исходного состояния металла.
7.8.6. Испытания образцов-свидетелей должны проводиться на предприятии-владельце оборудования и трубопроводов или в специализированной организации. Определение этой организации, выгрузку, хранение и отправку образцов-свидетелей для испытаний должно осуществлять предприятие-владелец оборудования и трубопроводов.
7.8.8. В отчетной документации по неразрушающему контролю должны быть приведены:
1) номер типовой программы (инструкции, регламента) контроля;
2) номер рабочей программы (инструкции) контроля;
3) зоны контроля, применявшиеся методы контроля;
4) описание методик проведения контроля, включая использованную аппаратуру, чувствительность и другие основные характеристики;
5) результаты контроля (при обнаружении недопустимых показателей контроля необходимо указать вид, точное расположение и значение показателя);
6) зафиксированные отступления от рабочей программы (инструкции);
7) сравнение выполненного объема контроля с требуемым типовой программой;
8) оценка результатов контроля;
9) подпись ответственного за проведение контроля лица.
7.8.9. В отчетной документации по результатам испытаний образцов должны быть приведены:
1) номер типовой программы (инструкции, регламента) контроля;
2) номер рабочей программы (инструкции) контроля;
3) зоны вырезки образцов из трубопроводов или зоны расположения образцов-свидетелей;
4) материалы, из которых были изготовлены образцы, и характеристики их исходного состояния;
5) характеристики зон расположения образцов (вид теплоносителя, рабочее давление, температура образцов, поток и флюенс нейтронов, время эксплуатации);
6) виды проводившихся испытаний и методики их проведения;
7) полученные результаты;
8) оценка результатов контроля;
9) подпись ответственного за проведение контроля лица.
7.8.10. Протоколы или акты по п. 7.8.7 должны утверждаться администрацией АЭУ. После каждого контроля производится запись в паспорте сосудов и трубопроводов.
(Измененная редакция. Изм. № 1).
7.8.11. При неудовлетворительных результатах контроля отчетные документы о проведенном контроле и предлагаемые решения направляются в межрегиональный территориальных округ и центральный аппарат Госатомнадзора России.
(Измененная редакция. Изм. № 1).
7.8.12. Документация по контролю за состоянием металла должна храниться на предприятии-владельце оборудования и трубопроводов в течение всего их срока службы.
8. РЕГИСТРАЦИЯ И ТЕХНИЧЕСКОЕ ОСВИДЕТЕЛЬСТВОВАНИЕ
8.1. Регистрация оборудования и трубопроводов
8.1.1. Оборудование и трубопроводы, на которые распространяются настоящие Правила, должны быть зарегистрированы межрегиональных территориальных округах Госатомнадзора России и взяты на учет на предприятии-владельце оборудования и трубопроводов после окончания их монтажа до проведения технического освидетельствования.
(Измененная редакция. Изм. № 1).
8.1.2. Регистрации в межрегиональных территориальных округах Госатомнадзора России подлежат:
1) оборудование и трубопроводы группы А;
2) оборудование группы В;
3) оборудование группы С при любом из следующих условий:
разрушение оборудования приводит к выходу средне- или высокоактивных радиоактивных сред (по определению "Санитарных правил проектирования и эксплуатации атомных станций");
температура теплоносителя превышает 200 °С;
температура теплоносителя не превышает 200 °С, но произведение емкости, м3 (л), на рабочее давление, МПа (кгс/см2), превышает 1 (10000 л-кгс/см2);
4) трубопроводы группы В наружным диаметром 57 мм и более;
5) трубопроводы группы С:
наружным диаметром 57 мм и более, содержащие средне- или высокоактивный теплоноситель;
остальные трубопроводы наружным диаметром 108 м и более;
6) корпуса главных циркуляционных насосов.
(Измененная редакция. Изм. № 1).
8.1.3. Оборудование и трубопроводы, не перечисленные в п. 8.1.2, подлежат регистрации на предприятии-владельце инженерно-техническим работником этого предприятия, назначенным приказом для осуществления надзора за оборудованием и трубопроводами (лицом по надзору).
8.1.4. Конкретная номенклатура оборудования и трубопроводов, подлежащих регистрации в межрегиональных территориальных округах Госатомнадзора России, границы регистрации оборудования и трубопроводов определяются перечнями, подготовленные разработчиками проектов АЭУ совместно с администрацией АЭУ, и должны быть одобрены межрегиональными территориальными округами Госатомнадзора России.
(Измененная редакция. Изм. № 1).
Примечание: Указанное в п. 1, 2, 3 п. 8.1.2 оборудование включает в себя элементы реакторов и сосуды, работающие под давлением, а также страховочные корпуса реакторов БН и ACT.
8.1.5. При определении границ регистрации оборудования и трубопроводов необходимо руководствоваться следующими требованиями:
границами регистрации сосуда являются входные (выходные) патрубки и штуцера (сварной шов приварки трубопровода к штуцеру сосуда относится к трубопроводу). Совместно с сосудом допускается регистрировать только отдельные непротяженные участки трубопровода (например, для присоединения предохранительной арматуры);
допускается регистрировать раздельно узлы реактора (корпус, крышки, чехлы приводов СУЗ, технологические каналы и т.п.), баки и головки деаэраторов и т.п. при наличии паспортов на эти изделия;
если по параметрам среды или по принадлежности к определенным группам регистрации подлежит хотя бы одна полость оборудования, то такое оборудование подлежит регистрации целиком по высшей группе;
арматура подлежит регистрации в составе трубопровода; если же арматура установлена непосредственно на патрубке сосуда, она регистрируется в составе оборудования;
участки трубопроводов низкого давления после РУ, БРУ, РОУ, БРОУ и т.п. совместно с предохранительными устройствами и первым по ходу среды запорным устройством регистрируются совместно с трубопроводами высокого давления;
сбросные трубопроводы от предохранительных и редукционных устройств не регистрируются, если выброс среды производится в емкость, находящуюся под действием атмосферного давления или вакуумом;
границами насоса являются входные и выходные патрубки;
главные паропроводы регистрируются до сварного шва их приварки к патрубку корпуса стопорного клапана турбины;
если на трубопроводе отбора пара от турбины до сосуда отсутствует запорный орган, то границей неотключаемой части трубопровода является обратный клапан, а при отсутствии последнего - сварной шов приварки трубопровода к сосуду.
8.1.6. Все оборудование и трубопроводы, на которые распространяются настоящие Правила, должны быть взяты на учет на предприятии-владельце оборудования и трубопроводов в журнале учета и освидетельствования инженерно-техническим работником этого предприятия, назначенного приказом по предприятию для осуществления надзора за оборудованием и трубопроводами (лицом по надзору).
8.1.7. Для регистрации в межрегиональных территориальных округах Госатомнадзора России оборудования должны быть представлены:
1. Письменное заявление администрации предприятия-владельца.
2. Паспорт на оборудование установленной формы с соответствующим приложением.
3. Исполнительная схема включения оборудования с указанием параметров рабочей среды, источников давления и их параметров (максимально создаваемое давление и расход), арматуры, предохранительных и контрольно-измерительных устройств, спускных, продувочных и дренажных устройств.
4. Акт, удостоверяющий, что монтаж и установка оборудования проведены в соответствии с проектом, требованиями настоящих Правил, и оборудование находится в исправном состоянии, утвержденный главным инженером или руководителем монтажной организации и предприятия-владельца оборудования и трубопроводов с приложением чертежа, на котором указываются фактические данные по установке оборудования, а также данные об установке опор, ограничителей перемещения, амортизаторов.
(Измененная редакция. Изм. № 1).
8.1.8. Для регистрации в межрегиональных территориальных округах Госатомнадзора России трубопроводов должны быть предоставлены:
1. Письменное заявление администрации АЭУ.
2. Паспорт трубопровода установленной формы с соответствующим приложением.
3. Исполнительная пространственная схема трубопровода с указанием параметров рабочей среды, диаметров и толщин стенок труб, расположения компенсаторов, коллекторов, арматуры, контрольно-измерительных и предохранительных устройств, опор, подвесок, ограничителей перемещений, амортизаторов, реперов перемещений, реперов ползучести, всех сварных стыков с указанием их номеров, фактических уклонов трубопровода.
4. Акт, удостоверяющий, что монтаж произведен в соответствии с проектом и настоящими Правилами, и трубопроводы находятся в исправном состоянии. Акт утверждается главным инженером или руководителем монтажной организации и предприятия-владельца трубопровода.
(Измененная редакция. Изм. № 1).
8.1.9. Представленные для регистрации документы должны быть рассмотрены в течение 5 дней со дня получения заявления. В этот же срок межрегиональным территориальным органом Госатомнадзора России должна быть проверена фактическая завершенность монтажных и строительных работ в проектном объеме на представленных для регистрации оборудовании и трубопроводах (законченность монтажа, установка опор и подвесок, площадок и лестниц для обслуживания оборудования и трубопроводов, монтаж трубопроводов и импульсных линий, за исключением нанесения защитных покрытий, теплоизоляции и пр., затрудняющих последующее проведение технического освидетельствования).
(Измененная редакция. Изм. № 1).
8.1.10. При положительных результатах рассмотрения представленных документов и проверки завершенности работ в соответствии с п. 8.1.9 настоящих Правил оборудование и трубопроводы регистрируются межрегиональным территориальным органом Госатомнадзора России в установленном порядке. Паспорт с прилагаемыми к нему документами возвращается администрации АЭУ.
(Измененная редакция. Изм. № 1).
8.1.11. В случае выявления в представленных для регистрации документах отступлений от настоящих Правил или проектной документации, а также незавершенности работ в соответствии с п. 8.1.9 настоящих Правил межрегиональным территориальным округом Госатомнадзора России дается письменный отказ в регистрации. Отказ в регистрации должен быть обоснован ссылкой на соответствующие статьи Правил.
(Измененная редакция. Изм. № 1).
8.1.12. Снятие с регистрации оборудования и трубопроводов производится межрегиональным территориальным органом Госатомнадзора России по письменному заявлению администрации АЭУ. В заявлении должна быть указана обоснованная причина снятия с регистрации.
(Измененная редакция. Изм. № 1).
8.2. Техническое освидетельствование
8.2.1. Техническому освидетельствованию подлежат оборудование и трубопроводы, на которые распространяются настоящие Правила:
элементы реакторов (корпус, крышки, чехлы СУЗ и ДП, технологические каналы);
сосуды;
корпуса насосов;
элементы арматуры (корпус, крышка);
трубопроводы;
страховочные корпуса реакторов (АЭУ с БН и ACT).
8.2.2. Оборудование и трубопроводы должны подвергаться техническому освидетельствованию после регистрации до начала пусконаладочных работ, связанных с повышением параметров (давления и температуры) среды, периодически в процессе эксплуатации и досрочно при необходимости.
8.2.3. Цель технического освидетельствования - установить, что оборудование и трубопроводы изготовлены, смонтированы в соответствии с проектом, Правилами и представленными отчетными документами, а также, что они находятся в исправном состоянии и возможно их использование на этапах пусконаладочных работ и при эксплуатации объекта для работы при установленных параметрах среды (давлении и температуре).
8.2.4. Техническое освидетельствование включает в себя:
проверку документации;
наружный осмотр оборудования и трубопроводов в доступных местах;
внутренний осмотр оборудования и трубопроводов в доступных местах;
гидравлические (пневматические) испытания оборудования и трубопроводов;
оформление результатов технического освидетельствования.
Примечание: Под доступными местами понимаются зоны оборудования и трубопроводов, которые можно осмотреть визуально или с помощью специальных оптических средств после удаления выемных и съемных частей оборудования, снятия тепловой изоляции, отсоединения закрепленных на болтах и шпильках элементов. Места, не доступные по условиям радиационной обстановки для осмотра оборудования и трубопроводов, определяются и обосновываются эксплуатирующей организацией и одобряются межрегиональным территориальным округом Госатомнадзора России, а недоступность места для внешнего осмотра по другим причинам устанавливается проектной (конструкторской) организацией и администрацией АЭУ и одобряется межрегиональным территориальным округом Госатомнадзора России.
(Измененная редакция. Изм. № 1).
8.2.5. Администрация АЭУ должна составить перечень оборудования, которое по конструкционным особенностям или радиационной обстановке недоступно (или ограниченно доступно) для внутренних (наружных) осмотров. Указанный перечень должен быть одобрен межрегиональным территориальным округом Госатомнадзора России.
Техническое освидетельствование такого оборудования должно проводиться с применением дистанционных средств и неразрушающих методов контроля металла и сварных соединений. В каждом конкретном случае для такого оборудования администрацией АЭУ должна быть разработана инструкция по проведению технического освидетельствования. Инструкция должна быть одобрена Госатомнадзором России в установленном порядке.
(Измененная редакция. Изм. № 1).
Таблица 3
|
п. п. |
Объекты освидетельствования, условия и сроки проведения |
Операции технического освидетельствования |
Примечание |
|||
|
Наружный осмотр |
Внутренний осмотр |
Гидравлическое (пневматическое) испытание |
||||
|
1 |
Оборудование и трубопроводы после регистрации до начала пусконаладочных работ, связанных с повышением параметров (давления и температуры) среды до нанесения теплоизоляции |
Проводится |
Проводится |
Проводится |
|
|
|
2 |
Оборудование и трубопроводы перед нанесением защитных покрытий (только поверхности, подлежащие покрытию) |
Проводится |
Проводится |
Не проводится |
|
|
|
3 |
Оборудование в процессе: эксплуатации со снятием теплоизоляции |
|
|
|
|
|
|
3.1 |
Не реже одного раза в четыре года для оборудования групп А и В, а также оборудования группы С в случае невозможности проведения внутреннего осмотра по условиям радиационной обстановки или из-за особенностей конструкции |
Проводится |
Проводится |
Проводится |
|
|
|
3.2 |
Не реже одного раза в восемь лет для остального оборудования группы С |
Проводится |
Проводится |
Проводится |
|
|
|
4 |
Трубопроводы и арматура со снятием съемной теплоизоляции (на участках, указанных в п. 2.19) |
|
|
|
|
|
|
4.1 |
Не реже одного раза в четыре года для трубопроводов групп А и В |
Проводится |
Не проводится |
Проводится |
При наличии следов просачивания рабочей среды через теплоизоляцию она должна быть частично или полностью снята |
|
|
4.2 |
Не реже одного раза в восемь лет для трубопроводов группы С |
Проводится |
Не проводится |
Проводится |
|
|
|
5 |
Оборудование и трубопроводы при рабочем давлении без снятия теплоизоляции - не реже одного раза в год, без снятия теплоизоляции - не реже одного раза в год |
Проводится |
Не проводится |
Не проводится |
|
|
|
6 |
Оборудование и трубопроводы, расположенные в страховочных корпусах реакторов ACT при остановках на перегрузку не реже одного раза в два года |
Проводится |
Не проводится |
Не проводится |
|
|
|
7 |
Оборудование и трубопроводы после ремонта или реконструкции с применением сварки |
Проводится |
Проводится |
Проводится |
Внутренний и наружный осмотр проводится только в местах ремонтируемых сварных соединении. Осмотр внутренней поверхности проводится в доступных местах с соблюдением требований п. 8.2.4 и 8.2.5. Допускается, если это будет обосновано эксплуатирующей организацией и одобрено межрегиональным территориальным округом Госатомнадзора России, не проводить гидравлических (пневматических) испытаний зарегистрированных трубопроводов, отремонтированных в процессе эксплуатации с помощью сварки участков трубопроводов (за исключением участков с продольными сварными швами) непосредственно после ремонта, а выполнить их при очередных испытаниях по п. 3 или 4 настоящей таблицы при условии проведения контроля всех новых сварных соединений и мест ремонта в установленном объеме |
|
|
8 |
Корпуса арматуры и насосов при проведении их капитального ремонта |
Не проводится |
Проводится |
Не проводится |
|
|
|
9 |
Оборудование после землетрясения, равного или превышающего по бальности проектное |
Проводится |
Проводился |
Проводится |
Объем технического освидетельствования после землетрясения устанавливается комиссией по обследованию оборудования и трубопроводов |
|
|
10 |
Трубопроводы после землетрясения, равного или превышающего по бальности проектное |
Проводится |
Не проводится |
Не проводится |
То же |
|
|
11 |
Досрочное освидетельствование |
Проводится |
Проводится |
Проводится |
Объем досрочного технического освидетельствования устанавливается межрегиональным территориальным округом Госатомнадзора России или администрацией АЭУ, по требованию которых должно осуществляться досрочное техническое освидетельствование |
|
|
Примечание. Результаты технического освидетельствования по п. 1 , 3, 4, 7, 9, 10 и 11 настоящей таблицы фиксируются в паспортах оборудования и трубопроводов. По остальным позициям результаты фиксируются в актах, предусмотренных в п. 8.2.13. |
||||||
(Измененная редакция. Изм. № 1).
8.2.6. Техническое освидетельствование оборудования и трубопроводов должно проводиться в объеме и в сроки, указанные в табл. 3.
8.2.7. Техническое освидетельствование оборудования и трубопроводов, имеющих страховочные корпуса, должно проводиться до приварки страховочных корпусов.
8.2.8. При наличии в составе АЭУ с реакторами на быстрых нейтронах устройств контроля герметичности оборудования и трубопроводов и их страховочных корпусов с помощью анализаторов протечек теплоносителя, датчиков контроля появления радиоактивного газа, датчиков давления и других средств, предусмотренных проектом, при техническом освидетельствовании допускается не проводить:
1) осмотр внутренней поверхности оборудования первого и второго контуров со стороны жидкометаллического теплоносителя;
2) осмотр внутренней поверхности страховочных корпусов оборудования и трубопроводов;
3) осмотр внешних поверхностей оборудования и трубопроводов, заключенных в страховочные корпуса.
8.2.9. Эксплуатационный контроль металла оборудования и трубопроводов должен предшествовать проведению технического освидетельствования. Результаты контроля должны быть проанализированы перед проведением технического освидетельствования.
8.2.10. Техническое освидетельствование оборудования и трубопроводов, на которые распространяются настоящие Правила, проводится комиссией, назначенной приказом директора АЭУ. При проведении технического освидетельствования оборудования и трубопроводов, зарегистрированных в межрегиональных территориальных округах Госатомнадзора России, администрация АЭУ должна проинформировать инспекцию Госатомнадзора России на АЭУ об ее образовании, месте и времени начала работы комиссии.
(Измененная редакция. Изм. № 1).
8.2.11. В состав комиссии должны быть включены:
инженерно-технический работник предприятия-владельца, осуществляющий надзор за оборудованием и трубопроводами (лицо по надзору);
лицо, ответственное за исправное состояние и безопасную эксплуатацию данного оборудования и трубопроводов;
инженерно-технический работник лаборатории металлов АЭУ;
инженерно-технические работники служб технического контроля монтажных, ремонтных предприятий и организаций по согласованию с этими предприятиями и организациями (при проведении технических освидетельствований после монтажа, ремонта).
8.2.12. Перед проведением технического освидетельствования комиссия должна рассмотреть и проанализировать следующие документы:
1) паспорта на оборудование и трубопроводы и содержание и них записей о проведении предыдущего технического освидетельствовании, контроля металла и проведенных ремонтов;
2) сведения о происшедших в процессе эксплуатации нарушениях пределов безопасной эксплуатации и оценка их возможного влияния на последующую работоспособность и надежность.
8.2.13. Конкретная дата технического освидетельствования оборудования и трубопроводов должна устанавливаться администрацией АЭУ, но должна быть не позже даты, указанной в паспортах оборудования и трубопроводов.
8.2.14. Администрация АЭУ не позднее, чем за 10 суток должна уведомить инспекцию Госатомнадзора России о готовности оборудования и трубопроводов к освидетельствованию.
(Измененная редакция. Изм. № 1).
8.2.15. Отсрочка проведения технического освидетельствования зарегистрированных в межрегиональном территориальном округе Госатомнадзора России оборудования и трубопроводов может быть разрешена инспекцией Госатомнадзора России не более чем на три месяца по технически обоснованному письменному ходатайству администрации АЭУ и при положительных результатах их осмотра в рабочем состоянии представителем Госатомнадзора России.
(Измененная редакция. Изм. № 1).
8.2.16. Отсрочка проведения технического освидетельствования оборудования и трубопроводов, не регистрируемых в межрегиональных территориальных округах Госатомнадзора России не более чем на три месяца, может быть допущена по письменному разрешению главного инженера или директора АЭУ, по согласованию с лицом, осуществляющим надзор от эксплуатирующей организации.
(Измененная редакция. Изм. № 1).
8.2.17. Перед техническим освидетельствованием оборудование должно быть остановлено, надежно отключено от всех источников давления, освобождено от заполняющей его рабочей среды, а поверхности, подлежащие осмотру, при необходимости очищены от загрязнений, накипи и т.п.
Для оборудования и трубопроводов, которые по техническим причинам невозможно опорожнить на период осмотра, проектной (конструкторской) организацией должны быть разработаны и указаны в составе технического проекта специальные методы их осмотра, и составлена инструкция по осмотру.
(Измененная редакция. Изм. № 1).
8.2.18. Оборудование и трубопроводы, находящиеся в контакте с радиоактивным теплоносителем, до начала проведения освидетельствования и предшествующих ему подготовительных работ должно быть подвергнуто тщательной обработке и промывке дезактивирующими растворами с соблюдением инструкций по безопасному ведению работ и санитарных норм и правил.
8.2.19. Оборудование и трубопроводы должны быть при необходимости оснащены лестницами, настилами, площадками и другими приспособлениями, обеспечивающими безопасное проведение осмотра оборудования и трубопроводов.
8.2.20. При осмотрах особое внимание следует обращать на выявление следующих дефектов:
1) на внутренней и внешней поверхностях основного металла - трещин, надрывов, язв, раковин;
2) на внутренней и внешней поверхностях сварных соединений - трещин, надрывов, подрезов, несоответствия форм и размеров требованиям чертежей;
3) на поверхностях антикоррозионных покрытий - трещин, пор, вздутий, коррозионных повреждений.
8.2.21. По результатам технического освидетельствования [наружный и внутренний осмотры, гидравлическое (пневматическое) испытание] комиссия составляет акты, в которых делаются выводы о возможности проведения последующих операций технического освидетельствования и эксплуатации с указанием допустимых параметров среды.
На основании выводов указанных актов, результатов контроля и личного участия в проведении освидетельствования зарегистрированных в органах Госатомнадзором России оборудования и трубопроводов представителем Госатомнадзора России принимает окончательное решение и делает записи в паспортах этих объектов о результатах освидетельствования, о разрешенных параметрах среды при их работе и о сроках очередных технических освидетельствований. Записи в паспортах остального оборудования и трубопроводов делаются лицом, осуществляющим надзор на предприятии-владельце. Акты комиссии хранятся наравне с паспортами на оборудование и трубопроводы.
(Измененная редакция. Изм. № 1).
8.2.22. Если при техническом освидетельствовании выявлены дефекты, наличие которых ставит под сомнение работоспособность оборудования или трубопроводов, представитель Госатомнадзора России имеет право запретить работу этого оборудования и потребовать от администрации предприятия-владельца оборудования и трубопроводов заключения специализированных организаций или отдельных специалистов о причинах появления дефектов, возможности и условиях дальнейшей эксплуатации оборудования и трубопроводов и в необходимых случаях проведения соответствующих исследований.
(Измененная редакция. Изм. № 1).
8.2.23. В случаях обнаружения дефектов в основном металле или сварном соединении результаты обследования дефектного узла должны быть оформлены актом (Приложение 12), который вместе с выпиской из заводского сертификата (Приложение 13), расчетом на прочность и данными экспериментальной оценки напряжений и температур, заключением специалистов при обнаружении коррозионных повреждений направляются (по одному экземпляру) в межрегиональный территориальный округ и центральный аппарат Госатомнадзора России. Один экземпляр акта подшивается в паспорт на оборудование или трубопроводы.
Кроме того, в указанные организации должны направляться протоколы или акты по п. 7.8.7 и 7.8.11, отражающие результаты контроля состояния металла в процессе эксплуатации в зонах обнаружения дефектов.
Решение о мерах по устранению дефектов и возможности дальнейшей эксплуатации оборудования и трубопроводов принимается комиссией, назначенной эксплуатирующей организацией или администрацией АЭУ (в зависимости от характера и масштабов выявленных дефектов). В состав комиссии при необходимости могут входить представители предприятия-изготовителя (монтажной организации), проектной (конструкторской) организации и головной материаловедческой организации.
Межрегиональный территориальный округ Госатомнадзора России должен быть проинформирован администрацией АЭУ об образовании, месте и времени начала работы комиссии.
(Измененная редакция. Изм. № 1).
9. ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ. ОБЩИЕ ТРЕБОВАНИЯ
9.1. Общие положения
9.1.1. Администрация АЭУ обязана обеспечить надежную и безопасную эксплуатацию оборудования и трубопроводов, надзор за ними, контроль металла и ремонт, для чего на предприятии-владельце оборудования и трубопроводов должны быть созданы соответствующие подразделения. Администрация АЭУ обязана до начала регистрации оборудования и трубопроводов закрепить их приказом за соответствующими подразделениями и назначить лиц, ответственных за исправное состояние и безопасную эксплуатацию из числа руководителей данных подразделений.
9.1.2. Ответственность за общее руководство и безопасную эксплуатацию оборудования и трубопроводов возлагается на директора и главного инженера АЭУ соответственно.
9.1.3. На каждой АЭУ до начала пусконаладочных работ оборудования и трубопроводов должна быть завершена комплектация, подготовка и проверка знаний инженерно-технического и обслуживающего персонала. Требования к квалификации персонала и его подготовке определяются в соответствии с нормативными документами Госатомнадзора России.
(Измененная редакция. Изм. № 1).
9.1.4. Перед включением в работу оборудования АЭУ должны быть проверены и введены в работу проектные технологические защиты, а блокировки технологических защит, введенные в эксплуатацию, должны быть включены в течение всего времени работы оборудования. Запрещается вывод из работы исправных технологических защит.
Вывод из работы технологических защит на работающем оборудовании разрешается только в следующих случаях:
необходимость отключения защиты, обусловленная инструкцией по эксплуатации;
очевидная неисправность защиты.
Отключение должно выполняться по распоряжению главного инженера АЭУ с обязательным уведомлением инспекции Госатомнадзора России на АЭУ.
(Измененная редакция. Изм. № 1).
9.1.5. Основным документом, определяющим безопасную эксплуатацию АЭУ, является технологический регламент, разрабатываемый в соответствии с ОПБ. При разработке технологического регламента должны быть учтены требования настоящих Правил, технических условий и инструкций по монтажу и эксплуатации на оборудование, и трубопроводы.
9.1.6. Дирекция АЭУ на основании действующих правил, требований проектной и конструкторской документации, утвержденного технологического регламента до регистрации оборудования и трубопроводов в межрегиональном территориальном округе Госатомнадзора России должна обеспечить разработку инструкций по их эксплуатации.
Инструкции по эксплуатации оборудования и систем должны содержать:
а) порядок подготовки к пуску, порядок пуска, остановки и обслуживания во время нормальной эксплуатации;
б) случаи, когда оборудование и трубопроводы должны быть отключены немедленно, в частности:
при обнаружении трещин или свищей в основном металле и сварных соединениях оборудования и трубопроводов;
при разрушении опор и подвесок;
при увеличении давления, температуры или активности в необслуживаемых помещениях, где расположено оборудование и трубопроводы;
при появлении шумов, вибраций, ударов в оборудовании и трубопроводах;
в случаях, предусмотренных проектом и инструкциями по эксплуатации;
при повышении давления сверх рабочего более, чем на 15%, и дальнейшем его повышении несмотря на соблюдение всех требований, указанных в инструкциях;
при неисправности 50% предохранительных устройств;
при неисправности устройств измерения давления или уровня;
в) случаи, когда должны быть приняты меры к выводу из работы оборудования и трубопроводов в плановом порядке, в частности:
при обнаружении течей во фланцевых соединениях;
при ухудшениях качества теплоносителя сверх установленных норм;
г) действие персонала при нарушениях и отказах оборудования и систем;
д) порядок вывода в ремонт оборудования и трубопроводов.
(Измененная редакция. Изм. № 1).
9.1.7. На каждой АЭУ должна быть разработана инструкция по проверке и настройке предохранительных клапанов. В инструкции должны быть учтены требования п. 6.2 настоящих Правил, требования инструкций заводов-изготовителей и предусматриваться организационные и технические мероприятия, исключающие возникновение аварий и травматизма персонала при проведении проверки и настройки предохранительных клапанов.
9.1.8. Эксплуатационные инструкции выдаются на рабочие места согласно перечню технической документации. Перечень технической документации по каждому рабочему месту утверждается главным инженером (директором) АЭУ.
Обслуживающий персонал знакомится с содержанием инструкций па эксплуатации под расписку.
Инструкции по эксплуатации должны быть откорректированы по результатам пусконаладочных работ на АЭУ.
9.1.9. В случае изменения состояния или условий эксплуатации оборудования в инструкции должны вноситься соответствующие изменения с доведением их до обслуживающего персонала с записью в журнале распоряжений.
Эксплуатационные инструкции должны пересматриваться не реже 1 раза в 3 года.
9.1.10. Оборудование, в котором в процессе эксплуатации возможно накопление водорода, должно снабжаться средствами для контроля. Контроль за концентрацией водорода должен проводиться автоматически или при помощи лабораторных анализов не реже 1 раза в смену. Концентрация водорода в газе более 3% не допускается.
Оборудование, подлежащее контролю на возможное накопление водорода, должно быть указано в инструкции на основании проекта.
9.1.11. Водный режим атомных станций и качество теплоносителя должны соответствовать требованиям стандартов. Для опытных и исследовательских ядерных реакторов и установок водный режим определяется проектом или устанавливается инструкцией.
9.1.12. Перед включением в работу оборудования после ремонта или длительной остановки (более 3 сут) должна быть проверена исправность технологических защит, предохранительных и автоматических устройств, арматуры, а также контрольно-измерительных приборов.
9.1.13. На каждой АЭУ должна быть установлена очередность пуска, остановки и загрузки основного и вспомогательного оборудования. Проверку включения резервных насосов, плановый переход с работающих насосов на резервные следует проводить по графику.
9.1.14. На АЭУ с реакторами, имеющими страховочные корпуса, а также трубопроводы, имеющие страховочные кожухи, должны быть приняты меры по немедленному выводу из работы оборудования и трубопроводов при срабатывании сигнализации систем контроля утечки теплоносителя.
9.1.15. Перед подъемом давления в системах высокого давления должны быть отключены от этих систем оборудование и трубопроводы низкого давления вспомогательных систем (расхолаживания, заполнения, опорожнения, подачи сжатого газа низкого давления и др.). Проектом и инструкциями по эксплуатации должны быть предусмотрены организационные и технические мероприятия по исключению ошибочного подключения систем низкого давления к системам высокого давления.
9.1.16. Запрещается проведение различного рода исследований и экспериментов на действующем оборудовании и трубопроводах без предварительного согласования разработчиками проектов РУ и АС, без получения разрешения от эксплуатирующей организации и одобрения Госатомнадзором России.
(Измененная редакция. Изм. № 1).
9.1.17. На АЭУ начиная с этапов пусконаладочных работ должен вестись учет количества циклов работы оборудования, флюенса нейтронов, времени работы на мощности и других параметров, определяющих его ресурсный срок эксплуатации в соответствии с расчетами на прочность и техническими условиями.
9.2. Специальные требования
9.2.1. На остановленном водо-водяном реакторе при закрытом крышкой корпусе предохранительные устройства на компенсаторе давления должны быть в рабочем состоянии (за исключением случаев проведения гидравлических испытаний).
9.2.2. Изменение предельных параметров оборудования (расчетное давление, расчетная температура, максимальная мощность, расход теплоносителя, скорости разогрева и расхолаживания, максимальный флюенс на корпусе или каналах реактора) может быть допущено только на основании обоснованного соответствующими расчетами или экспериментами технического решения, составленного эксплуатирующей организацией и согласованного с разработчиками проектов РУ и АЭУ, предприятием-изготовителем (монтажной организацией), головной материаловедческой организацией и после одобрения Госатомнадзором России.
После внесения изменений в проектные параметры АЭУ в порядке, установленном Госатомнадзором России, эти изменения должны быть отражены в паспортах оборудования и трубопроводов.
(Измененная редакция. Изм. № 1).
9.3. Общие требования к организации проведения ремонтов оборудования и трубопроводов
9.3.1. При эксплуатации оборудования и трубопроводов АЭУ должны соблюдаться требования по проведению планово-предупредительных ремонтов, утвержденных эксплуатирующей организацией.
Перенос сроков ремонта и уменьшение объема работ должны быть обоснованы администрацией АЭУ, утверждены эксплуатирующей организацией и доведены до сведения инспекции Госатомнадзора России.
(Измененная редакция. Изм. № 1).
9.3.2. Сроки проведения планово-предупредительных и капитальных ремонтов оборудования и трубопроводов должны устанавливаться с учетом сроков технического освидетельствования оборудования и трубопроводов, проведения эксплуатационного контроля металла, межремонтного периода оборудования согласно требованиям технических условий и инструкций заводов-изготовителей.
9.3.3. График производства ремонтных работ должен предусматривать, в частности:
а) подготовку и проведение технических освидетельствований оборудования и трубопроводов;
б) подготовку и проведение эксплуатационного контроля металла;
в) подготовку и проведение проверки защитных и предохранительных устройств.
9.3.4. Уплотнение разъемных соединений оборудования и трубопроводов должно проводиться в соответствии с производственной инструкцией с применением специального инструмента, исключающего возможность создания в крепежных деталях недопустимых напряжений.
9.3.5. Величины затяжки шпилек с контролируемой вытяжкой должны оформляться актами и заноситься в специальные формуляры.
9.3.6. Ремонт или другие работы с разъемными соединениями оборудования и трубопроводов, находящихся под давлением, не допускаются за исключением специальных операций по дистанционной перегрузке тепловыделяющих сборок без остановки реактора с помощью специальных машин или механизмов.
9.3.7. При приведении ремонтных работ, связанных с разуплотнением оборудования и трубопроводов, должны быть приняты меры, исключающие загрязнение внутренних полостей или попадания туда посторонних предметов.
9.3.8. Проведение сварочных работ на оборудовании и трубопроводах, находящихся под давлением, запрещается.
11. РАССЛЕДОВАНИЕ ПРОИСШЕСТВИЙ И АВАРИЙ
(Измененная редакция. Изм. № 1).
11.1. Расследование происшествий и аварий при эксплуатации оборудования и трубопроводов, а также уведомление эксплуатирующей организации, органов государственного регулирования безопасности и других федеральных органов исполнительной власти должны проводиться в соответствии с федеральными нормами и правилами в области использования атомной энергии.
(Измененная редакция. Изм. № 1).
11.2. (Исключен. Изм. № 1).
12. ЗАКЛЮЧЕНИЕ
Необходимость, сроки и объем приведения АЭУ в соответствие с настоящими Правилами определяются в каждом конкретном случае в порядке, установленном Госатомнадзором России при лицензировании деятельности по сооружению и эксплуатации АЭУ.
(Измененная редакция. Изм. № 1).
ПРИЛОЖЕНИЕ 1
(справочное)
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
|
Термин |
Определение |
|
Трубопроводы |
Совокупность деталей и сборочных единиц из труб с относящимися к ним элементами (коллекторами, тройниками, переходами, отводами, арматурой и т.п.), предназначенная для транспортировки рабочей среды от одного оборудования к другому |
|
Корпуса насосов |
Совокупность сборочных единиц и деталей насосов (кроме встроенных), образующих емкость, ограниченную патрубками и концевыми уплотнениями |
|
Запорное устройство |
Запорная арматура (вентиль, задвижка, кран и т.п.) или сочетание нескольких видов такой арматуры (включая дренажи и воздушники между ними), предназначенные для отключения систем, оборудования и участков трубопроводов друг от друга, в том числе и быстродействующие редуцирующие устройства |
|
Предохранительное устройство |
Предохранительная арматура всех типов, мембраны, гидрозатворы или сочетания их (включая трубопроводную связку между ними), предназначенная для защиты систем оборудования я трубопроводов от превышения давления путем массоотвода (отвода) среды |
|
Колено |
Деталь или сборочная единица трубопровода, в которой изменяется направление потока внутренней среды |
|
Гиб |
Колено, изготовленное из трубы с применением деформации изгиба |
|
Штампо-сварное колено |
Колено, изготовленное из листа, трубы или поковки с применением штамповки и сварки |
|
Штампованное колено |
Колено, изготовленное из трубы или поковки с применением штамповки без сварки |
|
Секторное колено или отвод |
Колено или отвод, изготовленные из отрезков труб, сваренных под углом друг к другу |
|
Сварной переход |
Переход трубопровода с конической частью, имеющий продольные сварные швы |
|
Рабочее давление |
Максимальное избыточное давление в оборудовании и трубопроводах при нормальных условиях эксплуатации, определяемой с учетом гидравлического сопротивления и гидростатического давления |
|
Расчетное давление |
Максимальное избыточное давление в оборудовании или трубопроводах, используемое при расчете на прочность при выборе основных размеров, при котором предприятием-изготовителем допускается работа данного оборудования или трубопровода при расчетной температуре при нормальных условиях эксплуатации. Для страховочных корпусов - максимальное избыточное давление, возникающее при разгерметизации защищаемого оборудования или трубопроводов (включая аварийную ситуацию) |
|
Расчетная температура |
Температура стенки оборудования или трубопровода, равная максимальному среднеарифметическому значению температур на его наружной и внутренней поверхностях в одном сечении при нормальных условиях эксплуатации (для частей корпусов ядерных реакторов расчетная температура определяется с учетом внутренних тепловыделений как среднеинтегральное значение распределения температур по толщине стенки корпуса) |
|
Конструкторская организация |
Организация, выполняющая проект оборудования или отдельных сборочных единиц и деталей трубопроводов |
|
Проектная организация |
Организация, выполняющая проект компоновки оборудования и трубопроводов в пределах АЭУ |
|
Монтажная организация |
Организация, осуществляющая монтаж оборудования и трубопроводов на АЭУ и (или) разрабатывающая технологию монтажа |
|
Головная материаловедческая организация |
Организация, признанная соответствующим органом использования атомной энергии оказывать услуги эксплуатирующим или другим организациям по выбору материалов, сварке, обеспечению качества изготовления оборудования и трубопроводов и осуществлять экспертизу проектной, конструкторской, технологической документации и документов, обосновывающих ядерную и радиационную безопасность АЭУ, и имеющая на эту деятельность лицензия Госатомнадзора России |
|
Предприятие-изготовитель |
Предприятие, изготавливающее оборудование и трубопроводы, их сборочные единицы и детали |
|
Согласование головной материаловедческой организации |
Положительное заключение головной материаловедческой организации, подготовленное по запросу эксплуатирующей или других организаций |
|
Предприятие-владелец оборудования и трубопроводов |
Предприятие, осуществляющее эксплуатацию оборудования и трубопроводов АЭУ |
Примечание. В приложении не приведены термины, либо имеющие общетехническое значение, либо определения которых приведены в других стандартах или в другой нормативно-технической документации.
(Измененная редакция. Изм. № 1).
ПРИЛОЖЕНИЕ 2
(рекомендуемое)
ПРИМЕРЫ ОТНЕСЕНИЯ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ К ГРУППАМ А, В И С
1. АЭС с реакторами ВВЭР
1.1. Группа А - корпус реактора.
1.2. Группа В - оборудование и трубопроводы следующих систем:
1.2.1. Главный циркуляционный контур (ГЦК), включая главные циркуляционные насосы, компенсатор давления, парогенератор, трубопроводы.
1.2.2. Система управления и защиты реактора.
1.2.3. Система компенсации давления теплоносителя реактора, включая систему разгрузки.
1.2.4. Система борного регулирования реактора.
1.2.5. Система спецводоочистки, работающие под полным давлением ГЦК, расположенные в герметичной оболочке.
1.2.6. Система аварийной подачи питательной воды в парогенератор (ПГ).
1.2.7. Система аварийного охлаждения активной зоны реактора высокого давления.
1.2.8. Система аварийного охлаждения активной зоны реактора низкого давления.
1.2.9. Паропроводы от парогенераторов до запорных и предохранительных клапанов ПГ, устанавливаемых на паропроводы (включая эти клапаны).
1.2.10. Система питательной воды от парогенератора до первой запорной арматуры (включая ее) после клапана, регулирующего уровень в парогенераторе.
1.2.11. Система питательной воды деаэратора до первой запорной арматуры перед регулятором уровня в парогенераторе.
1.3. Группа С - оборудование и трубопроводы следующих систем:
1.3.1. Система деаэрации питательной воды.
1.3.2. Системы расхолаживания байпасной очистки, непосредственно не подключенные к ГЦК.
1.3.3. Системы конденсации пара от предохранительных и защитных устройств.
1.3.4. Системы подпитки и продувки ГЦК (регенеративные теплообменники, доохладители продувки и подпитки, подпиточные насосные агрегаты).
1.3.5. Системы конденсатного тракта.
1.3.6. Системы воздушников ГЦК.
1.3.7. Системы разгрузки и газоудаления из ГЦК.
1.3.8. Системы сброса пара из второго контура (БРУ-А, БРУ-К, БРУ-СН).
1.3.9. Паропроводы от запорных клапанов (п. 1.2.9) до стопорных клапанов турбин включительно.
1.3.10. Система сепараторов-перегревателей (СПП).
1.3.11. Системы спецводоочисток для переработки средне- и высокоактивных жидких отходов (за исключением указанной в п. 1.2.5).
2. АЭС с реакторами РБМК
2.1. Группа А.
2.1.1. Барабан-сепаратор.
2.1.2. Технологические каналы.
2.2. Группа В - оборудование и трубопроводы следующих систем:
2.2.1. Система трубопроводов контура многократной принудительной циркуляции (КМПЦ), включая главные циркуляционные насосы, коллекторы, трубопроводы, раздаточные групповые коллектора, верхние и нижние паровые и водяные коммуникации.
2.2.2. Система управления и защиты реактора.
2.2.3. Системы спецводоочистки, непосредственно присоединенные к КМПЦ.
2.2.4. Системы аварийной подачи воды в барабан-сепаратор.
2.2.5. Система аварийного охлаждения реактора.
2.2.6. Паропроводы от барабан-сепаратора до отсечных клапанов турбины.
2.2.7. Система питательной воды от деаэратора до барабан-сепаратора.
2.2.8. Скафандр разгрузочно-загрузочной машины.
2.3. Группа С - оборудование и трубопроводы следующих систем:
2.3.1. Система деаэрации питательной воды.
2.3.2. Система конденсатного тракта.
2.3.3. Система конденсации пара от предохранительных и защитных устройств.
2.3.4. Системы сброса пара из второго контура (БРУ-А, БРУ-К).
2.3.5. Система СПП.
2.3.6. Системы спецводоочисток для переработки средне- и высокоактивных жидких отходов (за исключением указанных в п. 2.2.3).
3. АЭС с реакторами БН
3.1. Группа А
3.1.1. Корпус реактора.
3.1.2. Корпус барабана отработавших сборок (БОС).
3.2. Группа В - оборудование и трубопроводы следующих систем:
3.2.1. Первый контур (за исключением корпуса реактора).
3.2.2. Система очистки теплоносителя первого контура.
3.2.3. Система дренирования и заполнения первого контура теплоносителем.
3.2.4. Система компенсации давления газа первого контура (до первой арматуры со стороны реактора).
3.2.5. Система отбора проб теплоносителя первого контура.
3.2.6. Страховочный корпус реактора.
3.2.7. Система второго контура (парогенератор, электронасосный агрегат, основные трубопроводы со страховочными кожухами, включая врезки вспомогательных систем до первой арматуры включительно со стороны основных трубопроводов).
3.2.8. Система аварийной защиты парогенераторов по натрию (САЗ ПГ).
3.2.9. Система расхолаживания реактора воздушными теплообменниками (ВТО) по натриевой стороне.
3.2.10. Система компенсации давления второго контура (до первой арматуры со стороны основного оборудования второго контура).
3.2.11. Система охлаждения БОС по натрию.
3.2.12. Система третьего контура (оборудование и трубопроводы основного пароводяного контура за исключением системы конденсатного тракта до деаэратора включительно, а также врезки вспомогательных систем до первой арматуры включительно со стороны основных трубопроводов).
3.3. Группа С - оборудование и трубопроводы следующих систем:
3.3.1. Система конденсатного тракта третьего контура.
3.3.2. Система очистки теплоносителя второго контура.
3.3.3. Система дренирования и заполнения второго контура теплоносителя.
3.3.4. Система приготовления теплоносителя.
3.3.5. Система отбора проб теплоносителя второго контура.
3.3.6. Система аварийной защиты парогенератора по пароводяному контуру.
3.3.7. Система деаэрации питательной воды.
3.3.8. Система спецводоочистки для переработки средне- и высокорадиоактивных жидких отходов.
3.3.9. Система очистки газа газовой подушки первого контура.
ПРИЛОЖЕНИЕ 3
(обязательное)
ПАСПОРТ СОСУДА АЭУ
Настоящее приложение устанавливает форму паспорта сосуда.
1. Основным документом, подтверждающим характеристики сосуда, качество изготовления, монтажа, работоспособность в процессе эксплуатации и соответствие производственно-технологической документации, является паспорт сосуда.
3. Паспорт сосуда составляется предприятием-изготовителем и передается заказчику. Данные, включаемые в паспорт с учетом указаний п. 2 настоящего приложения, приведены в табл. П3.1 - П3.8 настоящего приложения, заполняемых предприятием-изготовителем, и в табл. П3.9 - П3.14 настоящего приложения, заполняемых монтажной организацией и предприятием-владельцем. При монтаже (доизготовлении) сосуда на предприятии-владельце оборудования составляется свидетельство о монтаже согласно Приложению 7 предприятием или организацией, проводившей монтаж (доизготовление), и прилагается к паспорту сосуда.
Обязательными документами, которые представляются вместе с паспортом сосуда, являются:
1) комплект чертежей (общий вид и (или) сборочные единицы), которые должны давать возможность проверки основных размеров и контроля соответствия сосуда требованиям проекта и оснащения арматурой и предохранительными устройствами*;
* Комплект чертежей устанавливается конструкторской организацией или предприятием-изготовителем по согласованию с конструкторской организацией.
2) расчет на прочность элементов, работающих под давлением, или выписка** из него с указанием обозначения расчета;
** В выписке из расчета на прочность должны быть представлены: перечень рассчитываемых узлов конструкций и действующих на них нагрузок и температурных воздействий; перечень режимов эксплуатации (включая нарушения нормальных условий эксплуатации и аварийные ситуации), на которые проводился расчет; число циклов нагружений при каждом режиме эксплуатации; флюенс нейтронов на корпусе реактора; данные оценки прочности по всем критериям, требуемым нормами расчета на прочность.
3) таблицы контроля качества сварных соединений и основных материалов***;
*** Прилагается при наличии требований в конструкторской и технологической документации.
|
ПАСПОРТ ______________________________________________________________ (наименование сосуда) Регистрационный №______________________________________________________
Примечания: 1. Регистрационный номер присваивается межрегиональным территориальным округом Госатомнадзора России (при регистрации сосуда в этом органе) или предпринимателем-владельцем (при регистрации сосуда на этом предприятии). 2. Свободные графы оставлены для перевода. (Измененная редакция. Изм. № 1). |
|||||||||||||||||
|
СОДЕРЖАНИЕ ПАСПОРТА СОСУДА
ПЕРЕЧЕНЬ ДОКУМЕНТОВ, ПРИЛАГАЕМЫХ К ПАСПОРТУ
|
|
||||||||||||||||
|
|
Лицензия на изготовление №________ от __________________19__ г. выдано _________________________________ _________________________________ _________________________________ (Измененная редакция. Изм. № 1). |
||||||||||||||||
|
|
П3.1* |
Общие данные |
|
||||||||||||||
|
|
|||||||||||||||||
* Здесь и далее для конкретных паспортов первые буква и цифра в нумерации таблиц не приводятся.
|
Наименование и адрес предприятия-изготовителя |
|
|
|
|
|
Наименование и адрес поставщика |
|
|
|
|
|
Наименование и адрес заказчика |
|
|
|
|
|
Наименование (назначение) |
|
|
|
|
|
Заводской номер |
|
|
|
|
|
Год изготовления |
|
|
|
|
|
Обозначение чертежа |
|
|
|
|
|
Группа оборудования |
|
|
|
|
П3.2 |
Технические характеристики и параметры |
|
|
|
Наименование рабочего пространства |
Корпус |
* |
* |
* |
|
|
|
|
|
|
|
|
|
Расчетное давление, МПа (кгс/см2) |
|
|
|
|
|
|
|
|||||
|
Расчетная температура стенок, °С |
|||||
|
|
|||||
|
Давление испытания, МП (кгс/см2) |
гидравлическое |
|
|
|
|
|
|
|||||
|
пневматическое |
|||||
|
|
|||||
|
Испытательная среда и продолжительность испытания, мин |
|
|
|
|
|
|
|
|||||
|
Температура испытательной среды, °С |
|||||
|
|
|
|
|
|
|
|
Минимально допустимая температура стенок при гидравлических (пневматических) испытаниях после изготовления, °С |
|
|
|
|
|
|
|
|||||
|
Рабочая среда |
|
|
|
|
|
|
|
|||||
|
Внутренний объем, м3 |
|
|
|
|
|
|
|
|||||
|
Масса оборудования без рабочей среды, кг |
|
|
|
|
|
|
|
|||||
|
Допустимая скорость разогрева, °С/ч, не более** |
|
|
|
|
|
|
|
|||||
|
Допустимая скорость расхолаживания, °С/ч, не более** |
|
|
|
|
|
|
|
|||||
|
Срок службы, ч |
|
|
|
|
|
|
|
|||||
* Наименование других рабочих пространств (труб, нагревательного кожуха и т.п.).
** Указывается в случаях, предусмотренных проектно-конструкторской документацией.
4) паспорта (сертификаты, аттестаты) на поставляемую вместе с сосудом арматуру;
5) техническое описание и инструкция по эксплуатации, включая требования по хранению, консервации и расконсервации, пуску, монтажу и технике безопасности, а также перечень приборов контроля, измерения, управления, сигнализации и автоматизации, входящих в комплект поставки сосуда АЭС, и схема или указания по их установке;
6) документация по отклонениям от конструкторской документации, одобренная Госатомнадзором России.
4. Форма таблиц паспортов является обязательной. Допускается изменение размеров листов и граф, а также замена таблиц копиями сертификатов, содержащих необходимые данные.
5. Паспорта вместе с приложениями и результаты контроля оборудования на АЭС должны храниться на предприятии-владельце в течение всего срока эксплуатации.
6. Подлинники сертификатов и протоколы результатов контроля хранятся на предприятии-изготовителе оборудования (или передаются предприятию-владельцу, о чем должна быть сделана запись в паспорте в течение всего срока службы сосуда).
7. Объем паспорта допускается сократить за счет исключения сведений, не относящихся к данному сосуду, по согласованию с конструкторской организацией.
8. На каждом листе паспорта сосудов, поставляемых на экспорт, и на прилагаемой к ним документации должно быть оставлено место для перевода текста владельцем оборудования на другой язык.
9. В паспорта сосудов могут быть внесены дополнительные сведения по требованию Госатомнадзора России.
(Измененная редакция. Изм. № 1).
|
П3.3 |
Данные об основных элементах сосуда и материалах |
|
|
|
Наименование элемента |
Обозначение чертежа элемента и (или) позиции |
Размер (диаметр, толщина, длина), мм |
Марка материала и вид заготовки |
Обозначение стандарта или технических условий |
Номер плавки |
Номер партии или полуфабриката |
Обозначение (номер) и дата сертификата |
Данные механических испытаний |
Химический состав |
Стойкость против межкристаллитной коррозии |
Дополнительные данные (неразрушающий контроль и др.) |
||||||||||||||||||||||
|
При температуре 20 °С |
при расчетной температуре* |
Критическая температура хрупкости, °С |
|||||||||||||||||||||||||||||||
|
RP0,2, МПа (кгс/см2) |
Rm, МПа (кгс/м2) |
А5, % |
ударный изгиб |
|
|
|
zT,% |
Температура, °С |
|||||||||||||||||||||||||
|
z, % |
ударная вязкость, Дж/ см2 |
% вязкого излома |
тип образца |
|
|
|
Метод контроля |
Объем контроля |
Обозначение и дата документа о контроле |
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
||||||||||||||||||||||||||||||
|
* Вместо данных механических испытаний при расчетной температуре от 100 до 350 °С допускается приводить данные испытаний при температуре 350 °С. Примечания: 1. В таблицу заносятся данные в объеме, определяемом стандартами, техническими условиями на материал (полуфабрикаты). 2. Перечень элементов сосуда, в том числе крепежа, для материалов которых должна составляться настоящая таблица, определяется конструкторской организацией или предприятием-изготовителем по согласованию с конструкторской организацией. 3. Представление указанных в таблице данных в полном объеме обязательно для оборудования группы А. Для оборудования, входящего в системы групп В и С, объем представляемых данных определяется в соответствии с указаниями пп. 2 и 7 настоящего документа. |
|||||||||||||||||||||||||||||||||


|
П3.4 |
Данные о сварных соединениях и наплавке** |
|
|
|
Наименование соединяемых элементов** |
Обозначение сварного соединения или наплавки по схеме |
Категория сварного соединения или наплавки |
Обозначение контрольных сварных швов (наплавки) или производственных контрольных сварных соединений |
Обозначение и дата протоколов испытаний контрольных сварных швов (наплавки) или производственных контрольных сварных соединений |
Способ сварки (наплавки) |
Клеймо (обозначение) сварщика |
Свариваемые материалы |
Сварочные (наплавочные) материалы |
Данные механических испытаний |
Критическая температура хрупкости металла шва или наплавленного металла, °С |
Стойкость против межкристаллитной коррозии |
Содержание ферритной фазы, % |
Данные о неразрушающем контроле сварных соединений и наплавок |
||||||||||||||||||
|
наименование, марка |
обозначение стандарта или технических условий |
наименование, марка |
обозначение стандарта или технических условий |
номер партии и (или) плавки |
обозначение (номер) и дата сертификата |
сварного соединения |
металла шва или наплавленного металла |
метод контроля |
объем контроля |
обозначение и дата документа о контроле |
|||||||||||||||||||||
|
при температуре 20 °С |
при расчетной температуре °С |
при температуре 20 °С |
при расчетной температуре, °С |
||||||||||||||||||||||||||||
|
Rm, МПа (кгс/см2) |
угол загиба |
|
Температура, °С |
RP0,2, МПа (кгс/см2) |
Rm, МПа (кгс/см2) |
А5, % |
z, % |
|
|
|
zT, % |
Температура, °С |
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
* Данные представляются в объеме, устанавливаемом таблицами (схемами) контроля качества сварных соединений и наплавки. ** Перечень сварных соединений элементов и наплавок, для которых должны представляться сведения в данной таблице, определяется конструкторской организацией. *** Вместо данных механических испытаний при расчетной температуре от 100 До 350 °С допускается приводить данные испытаний при температуре 350 °С. Примечание. Представление указанных в таблице данных в полном объеме обязательно для оборудования группы А. Для оборудования, входящего в системы групп В и С, объем представляемых данных определяется в соответствии с указаниями пп. 2 и 7 настоящего документа. |
|||||||||||||||||||||||||||||||
|
П3.5 |
Данные о термической обработке деталей, сборочных единиц и изделий |
|
|
|
Наименование детали, сборочной единицы или изделия |
Обозначение чертежа |
Марка основного материала |
Вид термической обработки* |
Температура термической обработки, °С* |
Продолжительность выдержки, ч* |
Способ охлаждения |
Количество термических обработок и суммарная продолжительность выдержки** |
Обозначение и дата документа о термической обработке |
|
|
|
|
|
|
|
|
|
|
* Допускается замена таблицы диаграммой по термической обработке, включающей все указанные данные.
** Указывается, если регламентировано производственно-технологической документацией.
|
П3.6 |
Данные об арматуре* |
|
|
|
Наименование арматуры, тип |
Обозначение стандарта или технических условий |
Количество |
Заводской номер |
Условный проход, мм |
Расчетные параметры |
Материал корпуса |
Обозначение паспорта (сертификата, аттестата) |
Место установки |
||
|
Давление, МПа (кгс/см2) |
Температура, °С |
Марка |
Обозначение стандарта или технических условий |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
* Указывается для арматуры, установленной предприятием-изготовителем на сосуде.
|
П3.7 |
Данные о предохранительной арматуре* |
|
|
|
Наименование, тип |
Количество |
Место установки |
Площадь минимального проходного сечения**, мм |
Пропускная способность или коэффициент расхода и среда |
Обозначение паспорта |
Давление начала открытия клапана, МПа** (кгс/см2 ) |
|
|
|
|
|
|
|
|
* Заполняется предприятием-изготовителем в случае поставки предохранительной арматуры вместе с сосудом. В случае установки предохранительных мембранных пластин указываются их размеры, материал и пределы разрушающих давлений, а при установке других устройств, ограничивающих давление, указывается их характеристика; для предохранительных клапанов прилагается расчет пропускной способности.
** Указывается величина, принятая при расчете пропускной способности клапана.
|
П3.8 |
Результаты гидравлических (пневматических) испытаний* |
|
|
|
Наименование элемента, пространства |
Испытательная среда |
Давление гидравлических (пневматических) испытаний, МПа (кгс/см2) |
Продолжительность выдержки, мин |
Минимальная температура стенки, °С |
Результаты испытаний |
Дата и обозначение протокола |
|
|
|
|
|
|
|
|
* Если испытания проводились после монтажа на месте установки, то протокол испытаний, составленный организацией, проводившей испытания, должен быть приложен к настоящему паспорту.
ЗАКЛЮЧЕНИЕ
|
На основании проверок и испытаний удостоверяется нижеследующее: 1.________________ изготовлен в соответствии с требованиями "Правил устройства (наименование сосуда) и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок" и согласно техническим условиям на изделие:____________________________________________________________________ (наименование технических условий) 2. _________________ и его элементы подвергались проверке и испытаниям и (наименование сосуда) соответствуют указанным выше Правилам и техническим условиям. 3. _______________ и его элементы подвергались и выдержали гидравлическое (наименование сосуда) (пневматическое) испытание. 4.__________________ признан годным для работы с параметрами, указанными в (наименование сосуда) настоящем паспорте. 5. Настоящий раздел паспорта, заполненный предприятием-изготовителем, содержит _____ листов.
Дата ________
|
|
П3.9 |
Данные о рабочих параметрах и местонахождении сосуда |
|
|
|
Наименование предприятия-владельца |
Местонахождение сосуда на АЭС |
Рабочее давление, МПа (кгс/см2) |
Температура рабочей среды, °С |
Дата установки |
|
|
|
|
|
|
|
П3.10 |
Данные о лицах, ответственных за исправное состояние и безопасную эксплуатацию сосуда |
|
|
|
Номер и дата приказа о назначении |
Должность, фамилия, имя, отчество |
Подпись ответственного лица |
|
|
|
|
|
П3.11 |
Данные об арматуре, установленной при монтаже сосуда |
|
|
|
Наименование арматуры, тип |
Обозначение стандарта или технических условий |
Количество |
Заводской номер |
Условный проход, мм |
Рабочее давление, МПа (кгс/см2 ) |
Температура теплоносителя, °С |
Расчетные параметры |
Материал корпус» |
Обозначение (номер) пас-аорта (сертификата, аттестата) |
Место установки по схеме (чертежу) |
Дата установки |
Подпись ответственного лица |
||
|
Давление, МПа (кгс/см2) |
Температура, ° С |
Марка |
Обозначение стандарта или технических условий |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|||||||||||
|
П3.12 |
Результаты технического освидетельствования* |
|
|
|
П3.12.1 |
Результаты осмотров |
|
|
|
|
|
Дата и обозначение акта осмотра |
Результаты осмотра |
Срок следующего осмотра |
Подпись ответственного лица, осуществляющего надзор |
|
|
|
|
|
* Техническое освидетельствование включает осмотр и измерения в доступных местах внешней и внутренней поверхностей сосуда и гидравлическое (пневматическое) испытание.
|
П3.12.2 |
Результаты гидравлических (пневматических) испытаний |
|
|
|
Дата и обозначение протокола испытания |
Испытательная среда |
Давление гидравлических (пневматических) испытаний, МПа (кгс/см2) |
Продолжительность выдержки, мин |
Минимальная температура стенки, °С |
Результаты испытаний |
Срок следующего испытания |
Подпись ответственного лица, осуществляющего надзор |
|
|
|
|
|
|
|
|
|
|
П3.13 |
Результаты контроля за состоянием металла в процессе эксплуатации |
|
|
|
Дата контроля и обозначение документа |
Результаты контроля |
Срок следующего контроля |
Подпись ответственного лица |
|
|
|
|
|
|
П3.14 |
Данные о замене и ремонте элементов сосуда |
|
|
|
Дата |
Данные о замене и ремонте |
Подпись ответственного лица |
|
|
|
|
|
РЕГИСТРАЦИЯ _____________________________________ (наименование сосуда) ___________________________ зарегистрирован _____________________ за № _______ в__________________________________________________________________________ (регистрирующий орган) В паспорте пронумеровано _____ страниц и прошнуровано всего _____листов, в том числе чертежей на _______листах. _____________________________________________ (должность регистрирующего лица, подпись) Дата _______
|
ПРИЛОЖЕНИЕ 4
(обязательное)
СВЕДЕНИЯ, УКАЗЫВАЕМЫЕ В ПАСПОРТЕ НАСОСА АЭУ
В общий паспорт насоса должны заноситься следующие данные:
1. Номер лицензии на изготовление, дата его выдачи, наименование межрегионального территориального округа Госатомнадзора России, выдавшего лицензию.
(Измененная редакция. Изм. № 1).
2. Номер чертежа насоса.
3. Марка насоса.
4. Заводской номер.
5. Дата изготовления, наименование предприятия-изготовителя и его адрес.
6. Характеристики насоса.
6.1. Давление насоса.
6.2. Максимальный и номинальный напор насоса.
6.3. Давление на входе.
6.4. Расчетная температура.
6.5. Рабочая среда.
6.6. Номинальная подача.
6.7. Давление гидравлических испытаний корпуса насоса.
6.8. Температура гидравлических испытаний насоса.
6.9. Срок службы.
|
7. |
Сведения об элементах насоса |
|
Наименование элемента |
Количество |
Внутренний диаметр, мм |
Толщина стенки, мм |
Длина (высота) , мм |
Основной материал |
Данные о сварке |
|||||||
|
Марка |
Стандартные технические условия |
Соединяемые части |
Способ выполнения соединения |
Вид сварки |
Марки сварочных материалов с указанием стандартов или ТУ |
Методы и объемы контроля |
|||||||
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|||||||
|
8. |
Арматура и КИП |
|
Наименование |
Стандарт или ТУ |
Количество |
Заводской номер |
Условный проход, мм |
Рабочее давление, МПа (кгс/см2) |
Расчетная температура, °с |
Материал |
Номер паспорта (сертификата) |
||
|
Марка |
Стандарт или ТУ |
|||||||||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|||||||||
ПРИЛОЖЕНИЕ 5
(обязательное)
|
П5.1* |
Данные о трубах |
|
|
|
Наименование деталей и сборочных единиц |
Обозначение чертежа (схемы) или позиция |
Количество |
Марка материала |
Номинальный наружный диаметр и толщина стенки трубы, мм |
Обозначение стандарта или технических условий |
Номер партии и плавки** |
Обозначение (номер) и дата сертификата* |
|
|
|
|
|
|
|
|
|
* Здесь и далее для конкретных свидетельств первые буквы и цифра в нумерации таблиц не приводятся.
** Заполняется для труб из сталей аустенитного класса с наружным диаметром 57 мм и выше и для труб из сталей других структурных классов наружным диаметром 108 мм и выше, работающих под давлением 3,93 МПа (40 кгс/см7) и более. Для труб систем группы В указанных типоразмеров дополнительно представляются данные контроля качества металла (сертификаты) в объеме, предусмотренном стандартами или техническими условиями.
|
П5.2 |
Данные о фасонных частях (литых, сварных, штампованных, кованых и из листа) |
|
|
|
Наименование |
Обозначение чертежа или позиция |
Условный проход, мм |
Расчетная температура,°С |
Расчетное давление, МПа (кгс/см2) |
Материал* |
|
|
Марка |
Обозначение стандарта или технических условий |
|||||
|
|
|
|
|
|
|
|
|
|
||||||
* Для труб систем группы В из сталей аустенитного класса наружным диаметром 57 мм и выше и из сталей других структурных классов наружным диаметром 108 мм и выше, работающих под давлением 3,93 МПа (40 кгс/см2) и более, дополнительно представляются данные контроля качества металла (сертификаты) в объеме, предусмотренном технической документацией.
|
П5.3 |
Данные о крепежных деталях |
|
|
|
Наименование |
Размеры |
Количество |
Обозначение стандарта или технических условий |
Материал |
|
|
Марка |
Обозначение стандарта или технических условий |
||||
|
|
|
|
|
|
|
|
|
|
||||
|
П5.4 |
Данные об арматуре* |
|
|
|
Наименование арматуры, тип |
Обозначение стандарта или технических условий |
Количество |
Заводской номер |
Условный проход, мм |
Расчетные параметры |
Материалы корпуса |
Обозначение паспорта (сертификата, аттестата) |
Место установки |
||
|
Давление, МПа (кгс/см2) |
Температура, °С |
Марка |
Обозначение стандарта или технических условий |
|||||||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|||||||
* Указывается для арматуры, установленной предприятием-изготовителем на деталях и сборочных единицах трубопровода.
|
П5.5 |
Данные о сварных соединениях |
|
|
|
Наименование соединяемых деталей и сборочных единиц |
Обозначение сварного соединения по схеме или чертежу |
Категория сварного соединения |
Клеймо (обозначение) сварщика |
Способ сварки |
Сварочные материалы |
Данные о неразрушающем контроле |
Обозначение (номер) и дата протокола контроля |
||||||
|
Марка |
Обозначение стандарта или технических условий |
Метод контроля |
Объем контроля |
Результаты контроля |
|||||||||
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|||||||||
|
П5.6 |
Данные о термической обработке труб, гибов и сварных соединений |
|
|
|
Наименование деталей (сборочных единиц) |
Обозначение чертежа |
Марка основного материала |
Вид термической обработки* |
Температура термической обработки, °С* |
Продолжительность выдержки, ч* |
Способ охлаждения* |
Количество термических обработок и суммарная продолжительность выдержки** |
Обозначение и дата документа о термической обработке |
|
|
|
|
|
|
|
|
|
|
* Указываются виды и режимы термической обработки, включая использовавшиеся при ремонте сварных соединений. Допускается замена таблицы диаграммой по термической обработке, включающей все указанные данные.
** Указывается, если регламентировано производственно-технологической документацией.
|
П5.7 |
Результаты гидравлических (пневматических) испытаний |
|
|
|
Наименование деталей и сборочных единиц |
Испытательная среда |
Давление гидравлических (пневматических) испытаний, МПа (кгс/см ) |
Продолжительность выдержки, мин |
Минимальная температура стенки, °С |
Результаты испытаний |
Дата и обозначение протокола испытания |
|
|
|
|
|
|
|
|
ЗАКЛЮЧЕНИЕ
|
1. Детали (сборочные единицы) трубопровода_________________________________ ___________________________________________________________________________ (наименование трубопровода) ___________________________________________________________________________ (перечень деталей и сборочных единиц) изготовлены в соответствии с требованиями "Правил устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок", стандартов и технической документации ________________________________________ ___________________________________________________________________________ (обозначение и наименование документов) 2. Детали (сборочные единицы) трубопровода признаны годными к эксплуатации при расчетных параметрах.
Дата _______________
|
ПРИЛОЖЕНИЕ 6
(обязательное)
|
П6.1* |
Данные о трубах** |
|
|
|
Наименование |
Обозначение позиции по схеме (чертежу) |
Количество |
Номинальный наружный диаметр и толщина стенки трубы, мм |
Марка материала |
Обозначение стандарта или технических условий |
Номер партии и плавки*** |
Обозначение (номер) и дата сертификата*** |
|
|
|
|
|
|
|
|
|
* Здесь и далее для конкретных свидетельств первые буква и цифра в нумерации таблиц не приводятся.
** Указываются только для труб, данные о которых не включены в "Свидетельство об изготовлении деталей и сборочных единиц трубопроводов".
*** Заполняется для труб аустенитного класса наружным диаметром 57 мм и выше и для труб из сталей других структурных классов наружным диаметром 108 мм и выше, работающих под давлением 3,93 МПа (40 кгс/см2) и более. Для труб систем группы В указанных типоразмеров дополнительно представляются данные контроля качества металла (сертификаты) в объеме, предусмотренном стандартами или техническими условиями.
|
П6.2 |
Данные о фасонных частях (сварных, литых, кованых, штампованных и из листа) |
|
|
|
Наименование |
Обозначение чертежа или позиции |
Условный проход, мм |
Температура рабочей среды, °С |
Рабочее давление, МПа (кгс/см2) |
Материал* |
|
|
Марка |
Обозначение стандарта или технических условий |
|||||
|
|
|
|
|
|
|
|
|
|
|
|||||
* Для труб систем группы В из сталей аустенитного класса с наружным диаметром 57 мм и выше и из сталей других структурных классов с наружным диаметром 108 мм и выше, работающих под давлением 3,93 МПа (40 кгс/см2) и более, дополнительно представляются данные контроля качества металла (сертификаты) в объеме, предусмотренном технической документацией.
|
П6.3 |
Данные о крепежных деталях |
|
|
|
Наименование |
Размеры |
Количество |
Обозначение стандарта или технических условий |
Материал |
||
|
Марка |
Обозначение стандарта или технических условий |
|||||
|
|
|
|
|
|
||
|
|
|
|||||
|
П6.4 |
Данные об арматуре* |
|
|
|
Наименование арматуры, тип |
Обозначение стандартных или технических условий |
Количество |
Заводской номер |
Условный проход, мм |
Рабочее давление МПа (кгс/см2) |
Температура теплоносителя, °С |
Расчетные параметры |
Материал корпуса |
Обозначение (номер) паспорта (сертификата, аттестата) |
Место установки по схеме (чертежу) |
Дата установки |
Подпись ответственного лица |
|||
|
Давление, МПа (кгс/см ) |
Температура, °С |
Марка |
Обозначение стандарта или технических условий |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
||||||||||||
* Указываются только для арматуры, установленной при монтаже трубопровода.
|
П6.5 |
Данные о предохранительной арматуре** |
|
|
|
Наименование, тип |
Количество |
Место установки |
Площадь минимального проходного сечения**, мм |
Пропускная способность или коэффициент расхода и среда |
Обозначение паспорта |
Давление начала открытия клапана, МПа (кгс/см ) |
|
|
|
|
|
|
|
|
* В случае установки предохранительных мембранных пластин указываются их размеры, материал и пределы разрушающих давлений, а при установке других устройств, ограничивающих давление, указывается их характеристика; для предохранительных клапанов прилагается расчет пропускной способности.
** Указывается значение, принятое при расчете пропускной способности клапана.
|
П6.6 |
Данные о сварных соединениях* |
|
|
|
Наименование соединяемых элементов |
Обозначение сварного соединения по схеме |
Категория сварного соединения |
Клеймо (обозначение) сварщика |
Способ сварки |
Сварочные материалы |
Данные о неразрушающем контроле сварных соединений |
Обозначение (номер) и дата протокола контроля |
|||
|
Марка |
Обозначение стандарта или технических условий |
Метод контроля |
Объем контроля |
Результаты контроля |
||||||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
||||||
* Указываются только для сварных соединений, выполненных при монтаже.
|
П6.7 |
Данные о термической обработке* |
|
|
|
Наименование сборочной единицы или изделия |
Обозначение чертежа |
Марка основного материала |
Вид термической обработки |
Температура термической обработки, °С |
Продолжительность выдержки, ч |
Количество термических обработок и суммарная продолжительность выдержки** |
Обозначение и дата документа о термической обработке |
|
|
|
|
|
|
|
|
|
|
П6.7 |
Результаты гидравлических (пневматических) испытаний |
|
|
|
Наименование участка трубопровода |
Испытательная среда |
Давление гидравлических (пневматических) испытаний, МПа (кгс/см2) |
Продолжительность выдержки, мин |
Минимальная температура стенки, °С |
Результаты испытаний |
Дата и обозначение протокола испытания |
|
|
|
|
|
|
|
|
* Указываются для сварных соединений, выполненных при монтаже, а также при ремонте сварных соединений.
** Указывается, если регламентировано производственно-технологической документацией.
ЗАКЛЮЧЕНИЕ
|
1. Трубопровод ___________________________________________________________ (наименование трубопровода по назначению) изготовлен и смонтирован в соответствии с требованиями "Правил устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок", стандартов и технических условий___________________________________ ___________________________________________________________________________ (обозначение и наименование документа) и согласно проекту __________________________________________________________, (обозначение чертежа) разработанному _____________________________________________________________ (наименование проектной организации) из сборочных единиц, изготовленных __________________________________________ _________________________________________________________________________ (наименование предприятия-изготовителя) 2. Трубопровод подвергался и выдержал гидравлическое (пневматическое) испытание согласно требованиям Правил и технических условий ___________________ ___________________________________________________________________________ (обозначение технических условий) 3. Трубопровод признан годным к эксплуатации при давлении, МПа (кгс/см2) ______ и температуре, °С ________ Руководитель монтажной организации _________________________________ (подпись, печать) Дата _____________________________ |
ПРИЛОЖЕНИЕ 7
(обязательное)
|
Разрешение на монтаж №____________ от____________ 19___г. выдано ______ Управлением______________________ СВИДЕТЕЛЬСТВО № ___
|
|
|
|
П7.1* |
Данные о крепежных деталях** |
|
|
|
Наименование |
Размеры |
Количество |
Обозначение стандарта или технических условий |
Материал |
|
|
Марка |
Обозначение стандарта и технических условий |
||||
|
|
|
|
|
|
|
|
|
|
||||
* Здесь и далее для конкретных свидетельств первые буква и цифра в нумерации таблиц не приводятся.
** Указываются только для деталей, данные о которых не включены в паспорт сосуда.
|
П7.2 |
Данные об основных элементах сосуда и материалах |
|
|
|
Наименование элемента |
Обозначение чертежа элемента и (или) позиции |
Размеры (диаметр, толщина, длина), мм |
Марка материала и вид заготовки |
Обозначение стандарта или технических условий |
Номер плавки |
Номер партии или полуфабриката |
Обозначение (номер) идата сертификата |
Стойкость против межкристаллитной коррозии |
Данные о неразрушающем контроле |
Обозначение и дата документа о контроле |
||
|
Метод контроля |
Объем контроля |
Результаты контроля |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
||||||||||
Примечание. В таблицу заносятся данные об элементах, не включенных в паспорт сосуда, в объеме, определяемом стандартами, техническими условиями на материал (полуфабрикат).
|
П7.3 |
Данные о сварных соединениях и наплавке* |
|
|
|
Наименование соединяемых элементов |
Обозначение сварного соединения или наплавки по схеме |
Категория сварного соединения или наплавки |
Способ сварки (наплавки) |
Клеймо (обозначение) сварщика |
Свариваемые материалы |
Сварочные (наплавочные) материалы |
Данные о неразрушающем контроле сварных соединений и наплавок |
Обозначение и дата документа о контроле |
|||||||
|
Наименование, марка |
Обозначение стандарта или технических условий |
Наименование, марка |
Обозначение стандарта или технических условий |
Номер партии и (или) плавки |
Обозначение (номер) и дата сертификата |
Метод контроля |
Объем контроля |
Результаты контроля |
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
* Указываются только для сварных соединений, выполненных при монтаже.
|
П7.4 |
Данные о термической обработке* |
|
|
|
Наименование изделия |
Обозначение чертежа |
Мерка основного материала |
Вид термической обработки |
Температура термической обработки, °С |
Продолжительность выдержки, ч |
Способ охлаждения |
Количество термических обработок и суммарная продолжительность выдержки** |
Обозначение и дата документа о термической обработке |
|
|
|
|
|
|
|
|
|
|
*Указываются для сварных соединений, выполненных при монтаже.
** Указывается, если регламентировано производственно-технологической документацией.
|
П7.5 |
Данные об арматуре* |
|
|
|
Наименование арматуры, тип |
Обозначение стандарта или технических условий |
Количество |
Заводской номер |
Условный проход, мм |
Рабочее давление, МПа, (кгс/см2) |
Температура теплоносителя, °С |
Расчетные параметры |
Материал корпуса |
Обозначение (номер) паспорта (сертификата, аттестата) |
Место и дата установки |
||
|
Давление, МПа (кгс/см2) |
Температура, °С |
Марка |
Обозначение стандарта или технических условий |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|||||||||
*Указываются только для арматуры, установленной при монтаже сосуда.
|
П7.6 |
Данные о предохранительной арматуре* |
|
|
|
Наименование, тип |
Количество |
Место установки |
Площадь минимального проходного сечения, ** мм2 |
Пропускная способность или коэффициент расхода и среда |
Обозначение паспорта |
Давление начала открытия клапана, МПа (кгс/см2) |
|
|
|
|
|
|
|
|
* Указывается только для арматуры, установленной при монтаже сосуда. В случае установки предохранительных мембранных пластин указываются их размеры, материал и пределы разрушающих давлений, а при установке других устройств, ограничивающих давление, - их характеристика; для предохранительных клапанов прилагается расчет пропускной способности.
** Указывается значение, принятое при расчете пропускной способности клапана.
|
П7.7 |
Результаты гидравлических (пневматических) испытаний |
|
|
|
Наименование сосуда |
Испытательная среда |
Давление гидравлических (пневматических) испытаний, МПа (кгс/см2) |
Продолжительность выдержки, мин |
Минимальная температура стенки, °С |
Результаты испытаний |
Дата и обозначение протокола испытания |
|
|
|
|
|
|
|
|
ЗАКЛЮЧЕНИЕ
|
На основании проведенных проверок и испытаний удостоверяется нижеследующее: 1. _______________ смонтирован в соответствии с требованиями "Правил (наименование сосуда) устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок" и согласно техническим условиям на изделие____________________________________________________________________ (наименование технических условий) 2.________________________ и его элементы подвергались проверке и испытаниям (наименование сосуда) и соответствуют вышеуказанным Правилам и техническим условиям. 3. ____________________ и его элементы подвергались и выдержали гидравлическое (наименование сосуда) (пневматическое) испытание. 4. ___________________ признан годным для работы с параметрами, указанными в (наименование сосуда) настоящем паспорте.
Дата _____________
|
ПРИЛОЖЕНИЕ 8
(обязательное)
ПАСПОРТ ТРУБОПРОВОДА АЭУ
Настоящее приложение устанавливает форму паспорта трубопровода.
1. Основным документом, подтверждающим характеристики трубопровода, качество изготовления, монтажа, работоспособность в процессе эксплуатации и соответствие производственно-технологической документации, является паспорт трубопровода.
2. Приложение не устанавливает обязательного заполнения всех таблиц и граф паспорта. Виды и объем данных, подлежащих включению в паспорт, определяются технологическими условиями на изделие и стандартами.
3. Паспорт трубопровода АЭС составляется предприятием-владельцем трубопроводов.
Обязательными документами, которые представляются вместе с паспортом, являются:
1) комплект схем и чертежей трубопровода, которые должны давать возможность контроля соответствия трубопровода требованиям проекта, оснащения арматурой и контрольно-измерительными приборами, расположения сварных соединений и опор*;
2) свидетельство об изготовлении элементов трубопровода, составляемое предприятием-изготовителем согласно Приложению 5;
3) свидетельство о монтаже трубопроводов, составляемое монтажной организацией согласно Приложению 6;
4) паспорта (сертификаты, аттестаты) трубопроводной арматуры;
5) расчет на прочность или выписка** из него с указанием обозначения расчета;
6) таблицы контроля качества сварных соединений и основных материалов***;
7) документация по отклонениям от проектной (конструкторской) документации.
* Комплект чертежей устанавливается проектной (конструкторской) организацией.
** В выписке из расчета на прочность должны быть представлены: перечень рассчитываемых узлов конструкций и действующих на них нагрузок и температурных воздействий, перечень режимов эксплуатации (включая нарушения нормальных условий и аварийные ситуации, на которые проводился расчет; число циклов нагружений при каждом режиме эксплуатации; данные оценки прочности по всем критериям, требуемым нормами расчета на прочность.
*** Прилагается при наличии требований в конструкторской и технологической документации.
4. Форма таблиц паспортов является обязательной. Допускается изменение размеров листов и граф, а также замена таблиц копиями сертификатов, содержащих необходимые данные.
5. Паспорта вместе с приложениями и результатами контроля трубопроводов на АЭС должны храниться на предприятии-владельце в течение всего срока эксплуатации.
6. Подлинники сертификатов и протоколы результатов контроля должны храниться на предприятии, проводившем этот контроль, или на предприятии-владельце трубопровода в течение всего срока службы трубопровода.
7. Объем паспорта и объем свидетельств допускается сократить за счет исключения сведений, не относящихся к данному трубопроводу, по согласованию с проектной организацией.
8. На каждом листе паспорта трубопроводов, поставляемых на экспорт, и на прилагаемой к нему документации должно быть оставлено место для перевода текста владельцем трубопровода на другой язык.
9. В паспорта и свидетельства трубопроводов могут быть внесены дополнительные сведения по требованию Госатомнадзора России.
(Измененная редакция. Изм. № 1).
|
ПАСПОРТ ТРУБОПРОВОДА__________________________ (наименование)
Регистрационный № ______
Примечание. Регистрационный номер присваивается межрегиональным территориальным округом Госатомнадзора России (при регистрации в этом органе) или предприятием-владельцем (при регистрации трубопровода на этом предприятии). (Измененная редакция. Изм. № 1). СОДЕРЖАНИЕ ПАСПОРТА ТРУБОПРОВОДА ______________________________ (наименование)
ПЕРЕЧЕНЬ ДОКУМЕНТОВ, ПРИЛАГАЕМЫХ К ПАСПОРТУ ТРУБОПРОВОДА _______________ (наименование)
|
|
П8.1* |
Общие данные |
|
|
|
Наименование и адрес предприятия-владельца |
|
|
|
|
|
Наименование и адрес предприятия-изготовителя деталей и сборочных единиц трубопроводов |
|
|
|
|
|
Наименование монтажной организации |
|
|
|
|
|
Обозначение свидетельств об изготовлении деталей и сборочных единиц трубопроводов |
|
|
|
|
|
Год изготовления |
|
|
|
|
|
Обозначение свидетельства о монтаже трубопровода |
|
|
|
|
|
Обозначение чертежа трубопровода |
|
|
|
|
|
Назначение |
|
|
|
|
|
Группа |
|
|
|
* Здесь и далее для конкретных паспортов первые буква и цифра в нумерации таблиц не приводятся.
|
П8.2 |
Технические характеристики |
|
|
|
Наименование рабочей среды |
|
|
|
|
|
Температура рабочей среды, °С |
|
|
|
|
|
Рабочее давление, МПа (кгс/см2) |
|
|
|
|
|
Давление гидравлических (пневматических) испытаний, МПа (кгс/см2) |
|
|
|
|
|
Минимальная температура стенки при гидравлических (пневматических) испытаниях, °С |
|
|
|
|
|
Испытательная среда и продолжительность испытаний |
|
|
|
|
|
Срок службы, ч |
|
|
|
|
П8.3 |
Данные о трубах |
|
|
|
Номинальный наружный диаметр и толщина стенки трубы, мм |
Обозначение участков на схеме трубопровода |
Протяженность участков трубопроводов, м |
|
|
|
|
|
П8.4 |
Данные об установленной в составе трубопровода арматуре |
|
|
|
Наименование арматуры, тип |
Количество |
Условный проход, мм |
Обозначение (номер) паспорта (сертификата, аттестата) |
Место установки по схеме (чертежу) |
|
|
|
|
|
|
|
П8.5 |
Данные о предохранительной арматуре |
|
|
|
Наименование, тип предохранительной арматуры |
Количество |
Обозначение паспорта |
Место установки |
|
|
|
|
|
|
На основании проведенных испытаний удостоверяется следующее: 1. Трубопровод изготовлен и смонтирован согласно технической документации_______________________________________________________________ (наименование и обозначение документов) 2. Трубопровод подвергался и выдержал гидравлическое (пневматическое) испытание при условиях, указанных в настоящем паспорте. 3. Трубопровод предназначен для работы с параметрами, указанными в настоящем паспорте. 4. Настоящий паспорт содержит ______ листов. Директор или главный инженер предприятия-владельца трубопровода _____________________________ (подпись, печать) Дата __________
|
|
П8.6 |
Данные о лицах, ответственных за исправное состояние и безопасную эксплуатацию трубопровода |
|
|
|
Номер и дата приказа о назначении |
Должность, фамилия, имя, отчество |
Подпись ответственного лица |
|
|
|
|
|
П8.7 |
Результаты технического освидетельствования* |
|
|
|
П8.7.1 |
Результаты осмотров |
|
|
|
|
|
|
|
Дата и обозначение акта осмотра |
Результаты осмотра |
Срок следующего осмотра |
Подпись ответственного лица, осуществляющего надзор |
|
|
|
|
|
* Техническое освидетельствование включает осмотр и измерения в доступных местах внешней и внутренней поверхностей сосуда и гидравлическое (пневматическое) испытание.
|
П8.7.2 |
Результаты гидравлических (пневматических) испытаний |
|
|
|
Дата и обозначение протокола испытания |
Испытательная среда |
Давление гидравлических (пневматических) испытаний, МПа (кгс/см2) |
Продолжительность выдержки, мин |
Минимальная температура стенки, °С |
Результаты испытаний |
Срок следующего испытания |
Подпись ответственного лица, осуществляющего надзор |
|
|
|
|
|
|
|
|
|
|
П8.8 |
Результаты контроля за состоянием металла в процессе эксплуатации |
|
|
|
Дата контроля обозначение документа |
Результаты контроля |
Срок следующего контроля |
Подпись ответственного лица |
|
|
|
|
|
|
П8.9 |
Данные о ремонте и реконструкции трубопровода |
|
|
|
Дата |
Перечень проведенных работ по ремонту, реконструкции и контролю трубопровода с указанием даты их проведения |
Подпись ответственного лица |
|
|
|
|
РЕГИСТРАЦИЯ ТРУБОПРОВОДА
|
Трубопровод зарегистрирован за № _________________в _______________________ ___________________________________________________________________________ (регистрирующий орган) В паспорте пронумеровано _____страниц и прошнуровано всего _____листов, в том числе чертежей (схем) на _____листах __________________________________________ ___________________________________________________________________________ (должность регистрирующего лица, подпись) Дата______________
|
ПРИЛОЖЕНИЕ 9
(обязательное)
ОСНОВНЫЕ МАТЕРИАЛЫ (ПОЛУФАБРИКАТЫ), ДОПУСКАЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ АЭУ
В табл. П9.1 настоящего приложения перечислены марки допущенных к применению материалов, документация (с обязательными требованиями, изложенными в примечаниях к таблице) и предельные температуры использования материалов. Стандарты и технические условия, около которых стоит ссылка на примечание к таблице, можно использовать только при соблюдении требований, указанных в этих примечаниях.
Конструкторская (проектная) организация по согласованию с головной материаловедческой организацией и Госатомнадзором России может использовать другие, не указанные в табл. П9.1 стандарты и технические условия на поставку материалов (полуфабрикатов), марки которых приведены в таблице, при условии, что механические свойства, объем контроля и нормы оценки показателей контроля по этим стандартам и техническим условиям, обеспечивают качество материала (полуфабриката) на том же или большем уровне, что и стандарты и технические условия, указанные в табл. П9.1.
Применение материалов (полуфабрикатов), получаемых по импорту, осуществляется в соответствии с указаниями настоящих Правил (п. 3.4).
Материалы (полуфабрикаты) должны быть термически обработаны в соответствии с указаниями стандартов и технических условий на поставку.
(Измененная редакция. Изм. № 1).
Перечень материалов (полуфабрикатов), допускаемых для использования при изготовлении оборудования и трубопроводов АЭУ
|
Тип материала |
Марка материала |
Стандарт или технические условия на материалы |
Стандарт или технические условия на полуфабрикат или изделие |
Максимальная допускаемая температура применения, °С |
||||||
|
Вид полуфабриката или изделия |
||||||||||
|
Листы |
Трубы |
Поковки |
Крепежные изделия |
Сортовой прокат |
Отливки |
|||||
|
Стали углеродистые |
Ст3сп5 |
ГОСТ 380-88 |
ГОСТ 14637-79 |
|
|
350 |
||||
|
|
|
(прим. 1) |
(прим. 10) |
(прим. 2) |
|
(прим. 3) |
|
|
||
|
|
|
ГОСТ 16523-70 |
|
|
|
|
|
|
||
|
10 |
ГОСТ 1050-74 |
ГОСТ 1577-81 |
ТУ 14-3190-82 |
|
|
|
350 |
|||
|
|
|
(прим. 4) |
(прим. 5) |
(прим. 2) |
|
|
|
|
||
|
15 |
ГОСТ 1050-74 |
ГОСТ 1577-81 |
|
|
|
|
350 |
|||
|
|
|
(прим. 4) |
|
(прим. 2) |
|
|
|
|
||
|
15Л |
ГОСТ 9777-75 |
|
|
|
|
|
ГОСТ 9777-75 |
350 |
||
|
|
ТУ 5.961-11151-80 |
|
|
|
|
|
ТУ 5.961-11151-80 |
|
||
|
20 |
ГОСТ 1050-74 |
ГОСТ 1577-81 |
ТУ 14-3-190-82 |
ГОСТ 1050-75 |
|
350 |
||||
|
|
|
(прим. 4) |
|
(прим. 2) |
(прим. 6) |
ОСТ 3-1686-80 |
|
|
||
|
|
|
|
ТУ 95.499-83 |
|
|
(прим. 7) |
|
|
||
|
|
|
|
(прим. 30) |
|
|
|
|
|
||
|
|
ТУ 108.11.902-87 |
ТУ 108.11.902-87 |
ТУ 14-3-808-78 |
ТУ 108-11-596-81 |
|
|
|
|
||
|
|
ТУ 14-3-808-78 |
|
ТУ 14-3-460-75 |
|
|
|
|
|
||
|
|
ТУ 14-3-460-75 |
|
|
|
|
|
|
|
||
|
|
ОСТ 108.030.113-87 |
|
|
ОСТ 108.030.113-87 |
|
|
|
|
||
|
|
ТУ 14-1-3987-85 |
|
|
|
|
ТУ 14-1-3987-85 |
|
|
||
|
20Л |
ГОСТ 977-75 |
|
|
|
|
|
ГОСТ 977-75 |
350 |
||
|
|
ТУ 5-961-11151-80 |
|
|
|
|
|
ТУ 5-961-11151-80 |
|
||
|
20Ш |
ТУ 108.667-86 |
|
|
|
|
|
ТУ 108.667-86 |
350 |
||
|
20К |
|
|
|
|
|
350 |
||||
|
|
|
(прим. 8) |
|
|
|
|
|
|
||
|
22К |
ТУ 108-11-543-80 |
ТУ 108-11-543-80 (прим. 9) |
|
ТУ 108-11-543-80 (прим. 9) |
|
|
|
|
||
|
|
|
ТУ 108.11.906-87 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|||||
|
|
|
(прим. 8) |
|
(прим. 2) |
|
|
|
|
||
|
22К-ВД, 22К-Ш |
ТУ 108-11-543-80 |
ТУ 108-11-543-80 |
|
ТУ 108-11-543-80 |
|
|
|
350 |
||
|
|
|
(прим. 9) |
|
(прим. 9) |
|
|
|
|
||
|
|
|
ТУ 108.11.906-87 |
|
|
|
|
|
|
||
|
22К+ |
ТУ 108.1.84-83 |
ТУ 108.1184-83 |
|
|
|
|
|
350 |
||
|
08Х18Н10Т |
|
ТУ 108.11.906-87 |
|
|
|
|
|
|
||
|
22К (плакированная) |
ТУ 108-11-543-80 |
ТУ 108.1152-82 |
|
|
|
|
|
350 |
||
|
25 |
ГОСТ 1050-74 |
|
|
|
ГОСТ 1050-74 |
|
350 |
|||
|
|
|
|
|
(прим. 2) |
|
|
|
|
||
|
|
|
|
|
ОСТ 3-1686-80 |
|
ОСТ 3-1686-8- |
|
|
||
|
|
|
|
|
(прим. 7) |
|
(прим. 7) |
|
|
||
|
25Л |
ГОСТ 977-75 |
|
|
|
|
|
ГОСТ 977-75 |
350 |
||
|
|
ТУ 5.961-11151-80 |
|
|
|
|
|
ТУ 5.961-11151-80 |
|
||
|
|
ОСТ 108.961.03-79 |
|
|
|
|
|
ТУ 108.671-84 |
|
||
|
30 |
ГОСТ 1050-74 |
|
|
ГОСТ 1050-74 |
|
350 |
||||
|
|
|
|
|
(прим. 2) |
(прим. 6) |
ОСТ 3-1686-80 |
|
|
||
|
35 |
ГОСТ 1050-74 |
|
|
ОСТ 3-1686-80 |
|
(прим. 7) |
|
|
||
|
|
|
|
|
(прим. 7) |
|
|
|
|
||
|
|
|
|
|
ГОСТ 1050-74 |
|
350 |
||||
|
|
|
|
|
(прим. 2) |
(прим. 6) |
|
|
|
||
|
40 |
ГОСТ 1050-74 |
|
|
ОСТ 3-1686-80 |
|
|
|
|||
|
|
|
|
|
(прим. 7) |
|
|
|
|
||
|
|
|
|
|
ГОСТ 1050-74 |
|
350 |
||||
|
|
|
|
|
(прим. 2) |
(прим. 6) |
ОСТ 3-1686-80 |
|
|
||
|
45 |
ГОСТ 1050-74 |
|
|
ОСТ 3-1686-80 |
|
(прим. 7) |
|
|
||
|
|
|
|
|
(прим. 7) |
|
|
|
|
||
|
|
|
|
|
ГОСТ 1050-74 |
|
350 |
||||
|
|
|
|
|
(прим. 2) |
(прим. 6) |
|
|
|
||
|
|
|
|
|
|
|
|
|
|||
|
Стали кремнемарганцовистые |
09Г2С |
|
|
|
|
|
450 |
|||
|
|
|
(прим. 8) |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|||
|
15ГС |
ТУ 108.1268-84 |
ТУ 108.1268-84 |
|
|
|
|
|
400 |
||
|
|
ТУ 14-3-460-75 |
ТУ 14-3-420-75 |
|
ТУ 1081267-84 |
|
|
|
|
||
|
|
ОСТ 108.030.113-87 |
|
|
ОСТ 108.030.113-87 |
|
|
|
|
||
|
15ГС-Ш |
ТУ 14-3-460-75 |
|
|
|
|
|
ТУ 24.11.006-89 |
400 |
||
|
16ГС |
ТУ 95.499-83 |
|
|
|
|
400 |
||||
|
|
|
(прим. 8) |
(прим. 34) |
|
|
|
|
|
||
|
|
|
ТУ 3-923-75 |
|
|
|
|
|
|||
|
|
|
(прим. 11) |
|
ОСТ 108.030.113-87 |
|
|
|
|
||
|
20ГСЛ |
ТУ 5.961-111518 |
|
|
|
|
|
ТУ 5.961-11151-80 |
350 |
||
|
|
ОСТ 108.961-03-79 |
|
|
|
|
|
ТУ 108.671-84 |
|
||
|
Стали легированные |
20Х |
|
|
|
|
|
500 |
|||
|
|
|
|
|
(прим. 2) |
|
|
|
|
||
|
|
|
|
|
ОСТ 3-1686-80 |
|
|
|
|
||
|
|
|
|
|
(прим. 7) |
|
|
|
|
||
|
30Х |
|
|
|
|
|
500 |
||||
|
35Х |
|
|
|
|
500 |
|||||
|
|
|
|
|
(при. 2) |
(при. 6) |
|
|
|
||
|
|
|
|
|
ОСТ 3-1686-80 |
|
|
|
|||
|
|
|
|
|
(при. 7) |
|
|
|
|
||
|
40Х |
|
|
ГОСТ 2070075 |
|
|
500 |
||||
|
|
|
|
|
(при. 2) |
(при. 6) |
|
|
|
||
|
|
|
|
|
ОСТ 3-1686-80 |
|
|
|
|||
|
|
|
|
|
(прим. 7) |
|
|
|
|
||
|
45Х |
|
|
ГОСТ 233304-78 |
|
500 |
|||||
|
45ХН |
|
|
|
|
|
500 |
||||
|
10ХСНД |
|
|
|
|
|
400 |
||||
|
|
|
(прим. 11) |
|
|
|
|
|
|
||
|
10ХН1М |
ТУ 14-1-2587-78 |
ТУ 14-1-2587-78 |
|
|
|
|
|
400 |
||
|
10ХН1М-Ш |
ТУ 14-3-794-79 |
ТУ 14-3-799-79 |
|
|
|
|
|
|
||
|
|
ТУ 14-3-799-79 |
|
|
|
|
|
|
|
||
|
10Х2М |
ТУ 108.11.934-87 |
ТУ 108.11.934-87 |
|
ТУ 108.11.934-87 |
|
|
|
510 |
||
|
|
ТУ 14-1-3409-82 |
ТУ 14-1-3409-82 |
|
|
|
|
|
|
||
|
|
|
(при. 12) |
|
|
|
|
|
|
||
|
|
ТУ 14-3-350-75 |
|
ТУ 14-3-350-75 |
|
|
|
|
|
||
|
|
|
|
(прим. 14) |
|
|
|
|
|
||
|
|
ТУ 14-3-866-79 |
|
ТУ 14-3-866-79 |
|
|
|
|
|
||
|
|
|
|
(прим. 14) |
|
|
|
|
|
||
|
|
ТУ 14-3-756-78 |
|
ТУ 14-3-756-78 |
|
|
|
|
|
||
|
|
|
|
(прим. 14) |
|
|
|
|
|
||
|
|
ТУ 14-1-1093-74 |
ТУ 14-1-1093-74 |
|
ТУ 108.11.934-87 |
|
|
|
510 |
||
|
|
ТУ 14-1-3409-82 |
ТУ 14-1-3409-82 |
|
|
|
|
|
|
||
|
|
|
(прим. 12) |
|
|
|
|
|
|
||
|
|
ТУ 14-3-1260-84 |
|
ТУ 14-3-1260-84 |
|
|
|
|
|
||
|
|
|
|
(прим. 14) |
|
|
|
|
|
||
|
10Х2М1ФБ |
ТУ 108.11.934-87 |
ТУ 108.11.934-87 |
|
ТУ 108.11.934-87 |
|
|
|
500 |
||
|
|
ТУ 14-1-3409-82 |
ТУ 14-1-3409-82 |
|
|
|
|
|
|
||
|
|
|
(прим. 12) |
|
|
|
|
|
|
||
|
10Х2М1ФБ-ВД |
ТУ 108.11.934-87 |
ТУ 108.11.934-87 |
|
|
|
|
|
|
||
|
12ХМ |
|
ТУ 108.11.934-87 |
|
|
|
500 |
||||
|
|
|
(прим. 8) |
|
|
|
|
|
|
||
|
|
ТУ 14-1-42-73 |
ТУ 14-1-642-73) |
|
|
|
|
|
|
||
|
|
|
(прим. 15) |
|
|
|
|
|
|
||
|
|
ТУ 108.1263-84 |
ТУ 108.1263-84 |
|
|
|
|
|
|
||
|
|
|
(прим. 15) |
|
|
|
|
|
|
||
|
12МХ |
ТУ 14-1-642-73 |
|
|
|
|
|
|
|||
|
|
|
(прим. 15) |
|
|
|
|
|
|
||
|
|
|
ТУ 108.1263-84 |
|
|
|
|
500 |
|||
|
|
|
(прим. 15) |
|
(прим. 2) |
|
|
|
|
||
|
15ХМ |
ТУ 14-3-460-75 |
|
ТУ 14-3-460-75 |
|
|
|
|
500 |
||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
||
|
20ХМ |
|
|
|
|
|
|
||||
|
20ХМА |
ОСТ 95-40-73 |
|
|
(прим. 2) |
|
|
|
|
||
|
|
|
|
|
|
|
|
500 |
|||
|
20ХМЛ |
ТУ 5.961-11151-80 |
|
|
ОСТ 95-40-73 |
|
|
|
|
||
|
|
|
|
|
(прим. 17) |
|
|
|
|
||
|
20ХМФЛ |
|
|
|
|
|
|
ТУ 5.961-11151-80 |
500 |
||
|
15Х1М1ФЛ |
|
|
|
|
|
|
|
500 |
||
|
30ХМ |
|
|
|
|
|
|
||||
|
30ХМА |
|
|
|
|
|
500 |
||||
|
|
|
|
|
|
(прим. 6) |
|
|
|
||
|
35ХМ |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
500 |
|||
|
|
|
|
|
|
(прим. 6) |
|
|
|
||
|
35 ХМ |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
500 |
|||
|
|
|
|
|
|
(прим. 6) |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
|
38ХМ |
|
|
|
|
|
|
||||
|
30ХГСА |
ГОСТ 1542-71 |
|
|
|
500 |
|||||
|
|
|
|
|
|
|
|
|
|||
|
12Х1МФ |
ТУ 14-3-460-75 |
|
ТУ 14-3-460-75 |
|
|
|
|
150 |
||
|
|
|
|
|
|
|
550 |
||||
|
|
|
|
|
|
|
(прим. 17) |
|
|
||
|
|
ТУ 14-1-3987-85 |
|
|
|
|
ТУ 14-1-3987-85 |
|
|
||
|
15Х1М1Ф |
ТУ 3-923-75 |
|
ТУ 3-923-75 |
ТУ 108.1267-84 |
|
|
|
510 |
||
|
|
ОСТ 108.030.113-87 |
|
|
|
|
|
|
|
||
|
|
ТУ 14-3460-75 |
|
ТУ 14-3460-75 |
ТУ 108.1267-84 |
|
|
|
|
||
|
|
ТУ 14-3420-75 |
|
ТУ 14-3420-75 |
|
|
|
|
|
||
|
15ХШ1ФЛ |
ТУ 5.961-11151-80 |
|
|
|
|
ТУ5.961-11151-80 |
510 |
|||
|
|
|
|
|
|
(прим. 6) |
|
|
|
||
|
20ХШ1Ф1БР |
|
|
|
ТУ 14-1-552-72 |
|
|
||||
|
|
|
|
|
|
|
(прим. 19) |
|
|
||
|
|
ТУ 14-1-552-72 |
|
|
|
|
500 |
||||
|
|
|
|
|
|
(прим. 18) |
|
|
|||
|
|
|
|
|
|
(прим. 6) |
ТУ 108.11.853-87 |
|
|
||
|
|
|
|
|
|
|
ТУ 14-1-552-72 |
|
|
||
|
|
|
|
|
|
|
(прим. 19) |
|
|
||
|
|
ТУ 14-1-552-72 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
(при. 6) |
|
|
|
||
|
25Х2М1Ф |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
||
|
|
ТУ 14-1-552-72 |
|
|
|
|
ТУ 14-1-552-72 |
|
500 |
||
|
|
|
|
|
|
|
(при. 19) |
|
|
||
|
12Х2МФА |
ТУ 108.131-86 |
ТУ 108.131-86 |
ТУ 108.131-86 |
|
ТУ 108.131-86 |
|
|
|
||
|
12Х2МФА-А |
ТУ 5.961-11060-77 |
ТУ 5.961-11060-77 |
|
|
ТУ 5.961-11060-77 |
|
|
|
||
|
15Х2МФА |
|
|
|
|
(прим. 18) |
|
|
|
||
|
15Х2МФА-А |
|
|
|
|
|
|
|
|
||
|
15Х2МФА |
ТУ 108.131-86 |
ТУ 108.11.906-87 |
|
|
|
|
|
|
||
|
18Х2МФА |
ТУ 108.131-86 |
ТУ 108.131-86 |
|
|
ТУ 108.131-86 |
|
|
500 |
||
|
|
ТУ 5.961-11060-77 |
ТУ 5.961-11060-77 |
|
|
ТУ 5.961-11060-77 |
|
|
500 |
||
|
|
|
(прим. 18) |
|
|
(прим. 18) |
|
|
|
||
|
12Х2МФА (плакированная) |
ТУ 108.131-86 |
ТУ 108.1152-82 |
|
|
|
|
|
500 |
||
|
25Х2МФА |
ТУ 108.131-86 |
ТУ 108.131-86 |
|
|
ТУ 108.131-86 |
|
|
500 |
||
|
|
ТУ 5.961-11060-77 |
ТУ 5.961-11060-77 |
|
|
ТУ 5.961-11060-77 |
|
|
|
||
|
|
|
(прим. 18) |
|
|
(прим. 18) |
|
|
|
||
|
25Х3МФА |
ТУ 108.131-86 |
ТУ 108.131-86 |
|
|
ТУ 108.131-86 |
|
|
500 |
||
|
|
|
|
|
|
ТУ 5.961-11060-77 |
|
|
|
||
|
|
|
|
|
|
(прим. 18) |
|
|
|
||
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
(прим. 6) |
|
|
||
|
15Х3НМФА |
ТУ 5.961-11307-86 |
ТУ 5.961-11307-86 |
|
|
ТУ 5.961-11307-86 |
|
|
|
||
|
15Х2НМФА-А |
|
|
|
|
|
|
|
|
||
|
15Х2НМФА |
ТУ 108.765-78 |
ТУ 108.765-78 |
|
ТУ 108.765-78 |
|
|
|
350 |
||
|
15Х2НМФА-А |
|
|
|
|
|
|
|
|
||
|
38ХН3МФА |
ТУ 108.11.906-87 |
ОСТ 3-1686-80 |
ТУ 108.11.853-87 |
|
500 |
|||||
|
|
|
|
(прим. 7) |
|
|
|
|
|
||
|
38Х2МЮА* |
|
|
ОСТ 3-1686-80 |
|
|
|
500 |
|||
|
|
|
|
|
(прим. 7) |
|
|
|
|
||
|
16ГНМА |
ОСТ 108.030.118-78 |
ОСТ 108.030.118-78 |
|
|
|
|
|
450 |
||
|
10ГН2МФА |
ТУ 108.766-36 |
ТУ 108.766-36 |
ТУ 108.1197-83 |
ТУ 108.766-86 |
|
|
|
350 |
||
|
|
|
ТУ 108.1152-82 |
|
|
|
|
|
|
||
|
10ГН2МФА (плакированная) |
ТУ 108.766-86 |
ТУ 108.1152-82 |
|
|
|
|
|
350 |
||
|
|
ТУ 108.1197-83 |
|
|
|
|
|
|
|
||
|
Высокохромистые стали |
08X13 |
|
|
|
|
300 |
||||
|
|
|
(прим. 20) |
(прим. 21) |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||||
|
|
|
|
(прим. 21) |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
|
12X13 |
|
|
|
|
300 |
|||||
|
|
|
|
|
(прим. 23) |
|
|
|
|
||
|
|
|
|
|
ОСТ 95-10-72 |
|
|
|
|
||
|
|
|
|
|
(прим. 22) |
|
|
|
|
||
|
20X13 |
|
ГОСТ 250-81 |
|
300 |
||||||
|
|
|
(прим. 20) |
|
(прим. 23) |
ГОСТ 2070075 |
ТУ 108.11.853 |
|
|
||
|
|
|
|
ОСТ 95-10-72 |
(прим. 6) |
|
|
|
|||
|
|
|
|
|
(прим. 22) |
|
|
|
|
||
|
20X13Л |
ТУ 5.961-11100-79 |
|
|
|
|
|
|
|
||
|
30X13 |
|
|
|
|
||||||
|
|
ТУ 14-1-2186-77 |
ТУ 14-1-2186-77 |
|
(прим. 23) |
|
ТУ 108.11.853-87 |
|
300 |
||
|
|
|
|
|
ОСТ 95-10-72 |
|
|
|
|
||
|
|
|
|
|
(прим. 22) |
|
|
|
|
||
|
08Х14МФ |
ТУ 14-1-1529-84 |
|
ТУ 14-3-815-79 |
ТУ 14-1-1529-76 |
|
|
|
350 |
||
|
|
|
|
ТУ 14-159-188-89 |
|
|
|
|
|
||
|
|
ТУ 108-11-665-82 |
|
|
|
|
|
|
|
||
|
14Х17Н2 |
|
|
ТУ 108-11-665-82 |
|
|
|
|
|||
|
|
|
|
|
ТУ 108.11.853-87 |
|
|
350 |
|||
|
|
|
|
|
(прим. 23) |
|
|
|
|||
|
|
|
|
|
ОСТ 95-10-72 |
|
|
|
|
||
|
|
|
|
|
(прим. 22) |
|
|
|
|
||
|
05Х12Н2М* |
ТУ 5.961-11224-84 |
ТУ 5-961-11224-84 |
|
|
|
|
|
550 |
||
|
|
ТУ 14-3-873-79 |
|
ТУ 14-3-873-79 |
|
|
|
|
|
||
|
|
ТУ 14-1-2761-79 |
|
|
ТУ 14-1-2761-79 |
|
|
|
|
||
|
20Х12ВНМФ |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
500 |
|||
|
|
|
|
|
|
(прим. 6) |
|
|
|
||
|
06Х12НЗД |
ТУ 108.1425-86 |
|
|
ТУ 108.1425-86 |
|
|
ТУ 108.11-670-82 |
350 |
||
|
06Х12НЗДЛ |
ТУ 108.11-670-82 |
|
|
|
|
|
ТУ 108.1024-83 |
|
||
|
|
ТУ 108.1024-83 |
|
|
|
|
|
|
|
||
|
06Х13Н7Д2 |
|
|
|
|
|
300 |
||||
|
|
ТУ 14-1-3613-83 |
|
|
|
|
ТУ 14-1-3613-83 |
|
|
||
|
07Х16Н4Б, |
|
|
ТУ 14-1-3573-83 |
|
|
|
350 |
|||
|
07Х16И4Б-Ш |
ТУ 14-1-3573-83 |
|
|
|
ТУ 14-1-3573-83 |
|
|
|||
|
|
|
|
|
|
|
ТУ 108.11.853-87 |
ТУ 26-07-1367-85 |
|
||
|
09X17Н* |
ОСТ 95-41-73 |
|
|
ОСТ 95-41-73 |
|
ОСТ 95-41-73 |
|
100 |
||
|
|
|
|
|
(прим. 34) |
|
(прим. 34) |
|
|
||
|
09Х17Н-Ш, |
|
|
|
ТУ 108.11.940-87 |
|
|
|
350 |
||
|
09ХГ7Н-ВД |
ТУ 14-1-2889-80 |
|
|
(прим. 35) |
|
|
|
|
||
|
Коррозионно-стойкие стали аустенитного класса |
09Х18Н9* |
ТУ 108-11-328-78 |
ТУ 108-11-328-78 |
|
|
|
|
|
600 |
|
|
(1Х18Н9) |
ТУ 14-1-3409-82 |
ТУ 14-1-3409-82 |
|
|
|
|
|
|
||
|
|
|
(прим. 12) |
|
|
|
|
|
|
||
|
|
ТУ 14-3-760-78 |
|
ТУ 14-3-760-78 |
|
|
|
|
|
||
|
|
ТУ 14-3-1061-81 |
|
ТУ 14-3-1061-81 |
|
|
|
|
|
||
|
|
ТУ 14-3-52-72 |
|
ТУ 14-3-52-72 |
|
|
|
|
|
||
|
|
ТУ 14-1-1288-75 |
|
|
ТУ 14-1-1288-75 |
|
ТУ 14-1-1288-75 |
|
|
||
|
|
|
|
|
(прим. 24) |
|
(прим. 24) |
|
|
||
|
10X1 8119* |
ТУ 108.11.937-87 |
ТУ 108.11.937-87 |
|
ТУ 108.11.937-87 |
|
|
|
600 |
||
|
10Х18Н9-ВД |
|
|
|
|
|
|
|
|
||
|
10Х18Н9-Ш |
|
|
|
|
|
|
|
|
||
|
12Х18Н9* |
ТУ 14-3-1233-84 |
|
|
|
600 |
|||||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|||
|
|
|
(прим. 20) |
|
|
|
|
|
|
||
|
|
|
ТУ 14-1-3199-88 |
|
|
|
|
|
|
||
|
08X18Н10* |
|
|
|
600 |
||||||
|
|
|
(прим. 20) |
(прим. 21) |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|||
|
|
|
ТУ 14-1-3199-88 |
|
|
|
|
|
|
||
|
06X1 81Н10Т |
ТУ 14-1-3935-85 |
|
ТУ 141-3935-85 |
ТУ 141-3935-85 |
|
ТУ 141-3935-85 |
|
600 |
||
|
08Х18Н10Т |
ОСТ 108.109.01-79 |
|
600 |
|||||||
|
|
|
(прим. 21) |
|
(прим. 6) |
ОСТ 95-29-72 |
|
|
|||
|
|
|
(прим. 20) |
|
(прим. 26) |
|
|
||||
|
|
|
ОСТ 108.109.01-79 |
(прим. 21) |
|
|
|
|
|
||
|
|
|
ТУ 14-1-2542-78 |
ОСТ 95-29-72 |
ОСТ 95-29-72 |
|
|
|
|
||
|
|
|
ТУ 14-1-3199-88 |
(прим. 26) |
(прим. 26) |
|
|
|
|
||
|
|
|
ТУ 108-11-930-80 |
ТУ 3-316-87 |
|
|
|
|
|||
|
|
|
(прим. 25) |
ТУ 95.349-85 |
(прим. 23) |
|
|
|
|
||
|
|
|
|
(прим. 31) |
|
|
|
|
|
||
|
|
|
ОСТ 95-29-72 |
ТУ 14-3-1109-82 |
|
|
|
|
|
||
|
|
|
(прим. 26) |
|
|
|
|
|
|
||
|
|
|
ТУ 14-1-394-72 |
|
|
|
|
|
|
||
|
|
|
(прим. 33) |
|
|
|
|
|
|
||
|
|
ТУ 14-1-2583-78 |
|
ТУ 14-3-1490-87 |
|
|
|
|
|
||
|
08Х18Н10Т |
ГОСТ 24030-80 |
|
ГОСТ 24030-80 |
|
|
|
|
|
||
|
|
|
|
(прим. 36) |
|
|
|
|
|
||
|
|
ТУ 14-3-197-73 |
|
ТУ 14-3-197-73 |
|
|
|
|
|
||
|
|
ТУ 14-3-935-80 |
|
ТУ 14-3-935-80 |
|
|
|
|
|
||
|
|
|
|
(прим. 27) |
|
|
|
|
|
||
|
|
ТУ 21-4-83 |
|
ТУ 21-4-83 |
|
|
|
|
|
||
|
|
ТУ 108-713-77 |
|
ТУ 108-713-77 |
|
|
|
|
|
||
|
|
ТУ 108-668-86 |
|
|
|
|
|
|
|
||
|
08Х18Н10ТШ |
ТУ 108-668-86 |
|
|
ТУ 108-668-86 |
|
|
ТУ 108-668-86 |
600 |
||
|
08Х18Н12Т |
|
|
|
|
|
|||||
|
|
|
(прим. 21) |
|
|
|
|
|
|||
|
|
|
(прим. 20) |
|
|
|
|
|
|||
|
|
|
ТУ 14-1-394-72 |
(прим. 21) |
|
|
|
|
|
||
|
|
|
(прим. 33) |
ТУ 3-3 16-87 |
|
|
|
|
|
||
|
|
ТУ 14-3-197-73 |
|
ТУ 14-3-197-73 |
|
|
|
|
|
||
|
|
ТУ 14-3-1109-82 |
|
ТУ 14-3-1109-82 |
|
|
|
|
|
||
|
12Х18Н10Т |
ОСТ 108.109.01-79 |
|
600 |
|||||||
|
|
|
(прим. 21) |
ОСТ 95-29-72 |
ОСТ 95-29-72 |
|
|
||||
|
|
|
(прим. 20) |
(прим. 26) |
(прим. 6) |
(прим. 26) |
|
|
|||
|
|
|
ОСТ 108.109.01-79 |
(прим. 21) |
|
|
|
|
|||
|
|
|
ТУ 14-1-2542-78 |
ТУ 14-3-1109-82 |
(прим. 23) |
|
|
|
|
||
|
|
|
ТУ 14-1-3199-81 |
ОСТ 95-29-72 |
|
|
|
|
|
||
|
|
|
|
(прим. 26) |
|
|
|
|
|
||
|
|
|
ОСТ 95-29-72 |
|
|
|
|
|
|
||
|
|
|
(прим. 26) |
|
|
|
|
|
|
||
|
12Х18Н9Т |
ГОСТ 7350-77 (прим. 20) |
|
ОСТ 95-29-72 |
|
|
600 |
||||
|
|
|
|
|
(прим. 26) |
|
ОСТ 95-29-72 |
|
|
||
|
|
|
|
|
|
|
(прим. 26) |
|
|
||
|
12Х18Н12Т |
ОСТ 95-29-72 |
|
|
600 |
||||||
|
|
|
(прим. 20) |
(прим. 21) |
(прим. 26) |
|
ОСТ 95-29-72 |
|
|
||
|
|
|
|
|
(прим. 26) |
|
|
||||
|
|
|
ТУ 14-1-394-72 |
(прим. 21) |
|
|
|
|
|
||
|
|
|
(прим. 33) |
ОСТ 95-29-72 |
|
|
|
|
|
||
|
|
|
|
(прим. 26) |
|
|
|
|
|
||
|
|
|
|
ТУ 14-3-1109-82 |
|
|
|
|
|
||
|
|
ТУ 14-3-460-75 |
|
ТУ 14-3-460-75 |
|
|
|
|
|
||
|
12Х18Н9ТЛ |
ГОСТ 2176-77 |
|
|
|
|
|
ГОСТ 2176-77 |
600 |
||
|
12Х18Н12М3ТЛ |
ТУ 5.961-11151-80 |
|
|
|
|
|
ТУ 5.961-11151-80 |
600 |
||
|
12Х18Н12М3Л* |
ТУ 5.961-11185-81 |
|
|
|
|
|
|
|
||
|
10Х11Н20Т3Р |
|
|
|
|
|
ТУ 5.961-11185-81 |
560 |
|||
|
|
|
|
|
|
|
600 |
||||
|
31Х19Н9МВБТ |
|
|
|
|
ТУ 108.11.853-87 |
|
|
|||
|
10X11H23T3MP |
|
|
|
|
|
600 |
||||
|
|
|
|
|
|
|
|
600 |
|||
|
03X16H9M2* |
ТУ 108.11.595-87 |
ТУ 108.11.595-87 |
|
ТУ 108.11.595-87 |
|
|
|
|
||
|
03Х16Н9Н2-ВД, |
|
|
|
|
|
|
|
|
||
|
03Х16Н9Н2-Ш |
|
|
|
|
|
|
|
|
||
|
08Х16Н11М3 |
ТУ 14-1-3409-82 |
ТУ 14-1-3409-82 |
|
|
|
|
|
|
||
|
10X17H13M2T |
|
|
|
|
|
|||||
|
|
|
(прим. 21) |
|
|
|
|
600 |
|||
|
|
|
(прим. 20) |
ОСТ 95-29-72 |
|
ОСТ 95-29-72 |
|
600 |
|||
|
|
|
|
(прим. 21) |
(прим. 26) |
|
(прим. 26) |
|
|
||
|
03Х17Н14М3 |
ТУ 14-1-1541-75 |
ТУ 14-1-1541-75 |
|
|
|
|
|
600 |
||
|
Железоникелевые сплавы |
03Х21Н32МЗБ* |
ТУ 14-1-769-73 |
ТУ 14-1-2511-78 |
ТУ 3-342-78 |
ОСТ 95-29-72 |
|
ОСТ 95-29-72 |
|
550 |
|
|
|
ТУ 14-3-758-78 |
|
ТУ 14-3-758-78 |
(прим. 26) |
|
(прим. 26) |
|
|
||
|
ХН35ВТ |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
(прим. 6) |
|
|
|
||
|
|
ТУ 14-1-272-72 |
|
|
|
|
ТУ 14-1-272-72 |
|
|
||
|
|
|
|
|
|
|
ТУ 108.11.853-87 |
|
|
||
|
|
|
|
|
|
|
ТУ 108.11.853-87 |
|
600 |
||
|
ХН35ВТ-ВД |
ТУ 14-1-1665-76 |
|
|
|
|
|
|
600 |
||
|
Х20Н46Б |
ТУ 14-3-1202-83 |
|
ТУ 14-3-1202-83 |
|
|
|
|
|
||
|
|
ТУ 14-1-516-73 |
|
|
ТУ 14-1-516-73 |
|
|
|
|
||
|
Циркониевые сплавы |
Сплавы с 1 и 2,5% ниобия |
ТУ 95.166-83 |
ТУ 95.252-74 |
ТУ 95.535-78 |
|
|
|
ТУ 95.535-78 |
|
360 |
|
|
|
ТУ 95.405-81 |
|
|
|
ТУ 001.205-82 |
|
|
||
|
|
|
ТУ 95 240-74 |
|
|
|
|
|
|
||
|
Титановые сплавы |
ВТ1-0, |
ГОСТ 19807-74 |
АМТУ 475-2-67 |
АМТУ 386-2-65 |
|
|
|
|
|
250 |
|
ВТ1-1 |
ОСТ 1-90013-71 |
|
|
|
|
|
|
|
|
|
|
ОТЧ-1 |
ГОСТ 19807-74 |
АМТУ 475-2-67 |
АМТУ 386-4-65 |
|
|
|
|
|
350 |
|
|
|
ОСТ 1-90013-71 |
|
|
|
|
|
|
|
|
|
|
ВТ5-1 |
ГОСТ 19807-74 |
АМТУ 47 5-7 -67 |
|
|
|
|
|
|
500 |
|
|
|
ОСТ 1-900 13-71 |
|
|
|
|
|
|
|
|
|
|
ОТЧ |
ГОСТ 19807-74 |
АМТУ 475-3-67 |
АМТУ 386-5-65 |
|
|
|
|
|
400 |
|
|
|
ОСТ 1-90013-71 |
|
|
|
|
|
|
|
|
|
|
АТ-2 |
ОСТ 1-90013-71 |
СТУ 559-6-69 |
|
|
|
|
|
|
520 |
|
|
Алюминиевые |
АД00, АД0, |
ГОСТ 4784-74 |
ГОСТ 4784-74 |
|
|
ГОСТ 21488-76 |
|
150 |
||
|
АД1, АД, АВ, |
|
|
ГОСТ 17232-79 |
|
|
|
|
|
|
|
|
АМГ2, АМГ3 |
|
|
|
|
|
|
|
|
|
|
|
САВ1 |
ОСТ 95-42-73 |
|
|
ОСТ 95-42-73 |
|
|
|
|
190 |
|
|
|
|
|
|
(прим. 32) |
|
|
|
|
|
|
|
|
ТУ 1-1-21-71 |
|
|
|
|
|
|
|
||
|
САВ2 |
ОСТ 95-42-73 |
|
|
ОСТ 95-42-43 |
|
|
|
|
190 |
|
|
|
|
|
|
(прим. 32) |
|
|
|
|
|
|
|
Латунь |
ЛО61-1 |
ГОСТ 15527-70 |
ГОСТ 931-78 |
ГОСТ 21646-76 |
|
|
|
ГОСТ 2060-73 |
|
250 |
|
Медь |
М1, М2, М3 |
ГОСТ 859-78 |
ГОСТ 495-77 |
|
|
|
|
|
|
360 |
|
Эвтектический сплав |
42,1% олова ОВЧ-00 и 57,9% висмута ВЧ00 |
ГОСТ 860-75 |
|
|
|
|
|
|
|
360 |
|
ГОСТ 10928-75 |
|
|
|
|
|
|
|
|
||
|
Медноникелевый сплав |
МНЖ5-1 |
|
ГОСТ 17217-79 |
|
|
|
|
|
200 |
|
|
Примечания: 1. ГОСТ 14637-79 - с обязательным выполнением пп. 3.17 и 5.10. 2. ГОСТ 8479-70 - IV и V группы поковок с обязательным выполнением УЗК по п. 1.3. 3. ГОСТ 535-88 - II и III группы по назначению. 4. ГОСТ 1577-81 - с обязательным выполнением п. 2.16 и УЗК по п. 4.3. 5. ТУ 14-3-190-82 - только для трубопроводов группы С. 6. ГОСТ 20700-75 - только для оборудования и трубопроводов группы С. 7. ОСТ 3-1686-80 - 4 и 5 группы с обязательным выполнением УЗК, без пп. 4.6 и 4.10. 8. ГОСТ 5520-79 - 16 и 18 категории с обязательным выполнением УЗК по п. 5.18. 9. ТУ 108-11-543-80 - 2-5 группы заготовок. 10. ГОСТ 10706-76 - для трубопроводов группы С. 11. ГОСТ 19282-73 - с обязательным выполнением п. 2.11 и УЗК по п. 4.9. 12. ТУ 14Л-3409-82 - без примечания 4 к табл. 2. 13. ТУ 108-11-604-81 - 3 и 5 группы с обязательным выполнением УЗК. 14. ТУ 14-3-866-79, ТУ 14-3-350-79, ТУ 14-3-1260-84, ТУ 14-3-756-79 - с проведением гидравлических испытаний согласно требованиям настоящих Правил. 15. ТУ 14-1-642-73, ТУ 108.1263-84 - с обязательным выполнением УЗК. 16. ОСТ 95-40-73 - с обязательным выполнением УЗК по п. 1.14. 17. ГОСТ 20072-74 - с обязательным выполнением УЗК по п. 2.13*. 18. ТУ 5.961-11060-77 - без п. 2.13е. 19. ТУ 14-1-552-72 - с установлением норм к примечаниям к табл. 2, пп. 2.5 и 2.6. 20. ГОСТ 7350-77 - с обязательным выполнением УЗК по п. 3.100. 21. ГОСТ 9940-81, ГОСТ 9941-81 - только для трубопроводов группы С с обязательным выполнением УЗК. 22. ОСТ 95-10-72 - IV и V группы, без п. 2.13. 23. ГОСТ 25054-81 - группы 4, 4К, 5 и 5К с обязательным выполнением УЗК по п. 3.3. 24. ТУ 14-1-1288-75 - в термообработанном состоянии с обязательным выполнением УЗК. 25. ТУ 108-11-930-80 - без п. 4.7, с обязательным выполнением п. 1.3.6, УЗК и контроля макроструктуры. 26. ОСТ 95-29-72 - с обязательным выполнением УЗК. 27. ТУ 14-3-935-80 - только для трубопроводов группы С. 28. ТУ 95.349-85 - только для трубопроводов группы С при максимально допустимой температуре применения 350 °С. 29 ТУ 5.961-11255-84 - 3-5 группы с обязательным выполнением УЗК, без п. 3 примечания к табл. 3. 30. ТУ 95.499-83 - максимальная допускаемая температура применения 200 С. 31. ТУ 24-3-15-768-74 - II-V группы поковок с обязательным выполнением УЗК. 32. ОСТ 95-42-73 - II группа поковок. 33. ТУ 14-394-72 - с обязательным выполнением УЗК. 34. ОСТ 95-41-73 - для изготовления магнитопроводов электромагнитных муфт механизмов СУЗ, Группы III и IV с обязательным контролем макроструктуры по п.1.15 и УЗК по п. 1.16. 35. ТУ 108.11.940-87 - для приборов электрических установок. 36. ГОСТ 24030-80 - группа А. * Материалы, применяемые только для изделий, работающих в контакте с жидкометаллическим теплоносителем. |
||||||||||
ПРИЛОЖЕНИЕ 10
(рекомендуемое)
ТРЕБОВАНИЯ К ТЕХНИЧЕСКИМ УСЛОВИЯМ НА ПОЛУФАБРИКАТЫ
При составлении технических условий на полуфабрикаты (листы, поковки, отливки, прутки, трубы и т.п.) рекомендуется предусматривать следующие виды контроля:
1) анализ химического состава материала;
2) контроль геометрических размеров;
3) внешний осмотр состояния поверхности;
4) металлографическое исследование и макроконтроль с целью выявления усадочных раковин, пузырей, неметаллических включений, размеров зерен, количества a-фазы (для сталей аустенитного класса) , микроструктуры (для перлитных сталей);
5)
определение механических свойств (Rm, ![]() A5,
z)
при 20°С и расчетной температуре;
A5,
z)
при 20°С и расчетной температуре;
6) определение или подтверждение критической температуры хрупкости;
7) оценка пластичности и технологических свойств при холодной штамповке и гибке (раздача, сплющивание, загиб и т.п.);
8) контроль неразрушающими методами;
9) гидравлические испытания (для полых полуфабрикатов);
10) испытания на стойкость против межкристаллитной коррозии (для сталей аустенитного класса).
В технических условиях также должны быть приведены нормы оценки качества.
Указанный выше объем технических условий рекомендуется для оборудования и трубопроводов групп А и В и может быть сокращен для оборудования и трубопроводов группы С.
ПРИЛОЖЕНИЕ 11
(обязательное)
ТРЕБОВАНИЯ К ПРИМЕНЕНИЮ И АТТЕСТАЦИИ НОВЫХ МАТЕРИАЛОВ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Принципы отнесения основных и сварочных (наплавочных) материалов к новым указаны в п. 3.4.1 основного текста настоящих Правил.
1.2. Порядок представления аттестационных отчетов и получения права на применение новых материалов указан в п. 3.4.3 основного текста Правил.
1.3. В настоящем Приложении устанавливаются перечень и объем данных, которые должны содержаться в аттестационном отчете.
2. СВЕДЕНИЯ О НОВЫХ МАТЕРИАЛАХ
2.1. Общие положения
2.1.1. При представлении новых материалов для включения их в качестве разрешенных при изготовлении оборудования и трубопроводов должны быть указаны:
1) общие сведения;
2) физико-механические свойства;
3) характеристики сопротивления хрупкому разрушению;
4) характеристики циклической прочности;
5) характеристики длительной прочности и ползучести;
6) характеристики коррозионной стойкости.
2.2. Общие сведения
2.2.1. Для основного металла должны быть представлены следующие сведения:
1) химический состав (с указанием содержания вредных примесей);
2) вид и способ получения полуфабрикатов;
3) предельная температура, до которой разрешается использовать материал, Тmax;
4) рабочие среды, в которых разрешается использовать материал;
5) термическая обработка;
6) предельный допускаемый флюенс нейтронов [если материал предназначается для работы в условиях нейтронного облучения при флюенсе F ³ 1022 нейтр/м2 (Е ³ 0,5 МэВ)], а также флюенс нейтронов и температура при испытаниях;
7) сертификатные данные на полуфабрикаты, использованные при проведении испытаний, номера плавок;
8) схема вырезки образцов из полуфабрикатов;
9) перечень стандартов и (или) технических условий на полуфабрикаты;
10) назначение материала.
2.2.2. Для сварных и наплавочных материалов должны быть представлены следующие сведения:
1) способ сварки;
2) сочетание сварочных (наплавочных) и основных материалов (по их маркам);
3) химический состав наплавленного металла (металла шва) с указанием пределов содержания элементов и вредных примесей;
4) необходимость и режимы предварительного и сопутствующего подогрева;
5) необходимость, вид и режимы термической обработки сварных соединений и наплавленных изделий;
6) предельный допускаемый флюенс нейтронов [если материал предназначается для работы в условиях нейтронного облучения при флюенсе F ³ 1022 нейтр/м2 (F ³ 0,5 МэВ)], а также флюенс нейтронов и температура при испытаниях.
2.2.3. Для материалов, предназначающихся для работы в контакте с жидкометаллическим теплоносителем должны быть представлены данные, характеризующие склонность материалов к обезуглероживанию и локальным разрушениям.
2.3. Физико-механические свойства
2.3.1. Для основного металла и наплавленного металла (металла шва) должны быть представлены гарантируемые и фактически полученные при испытаниях значения следующих свойств:
1) предел прочности Rm;
2)
предел текучести ![]() ;
;
3) относительное удлинение А5;
4) относительное сужение z.
2.3.2. Для сварного соединения должны быть представлены гарантируемые и полученные при испытаниях значения предела прочности и угла загиба.
2.3.3. Указанные в п. 2.3.1 и 2.3.2 характеристики должны быть определены в пределах температур от 20 °С до Tmах через каждые 50 °С, а также при температурах (Ттах + 25) и (Тmах + 50) °С. Угол загиба сварного соединения определяется только при температуре 20 °С.
2.3.4. Для основных материалов, наплавленного металла (металла шва) и сварных соединений, антикоррозионной наплавки, предназначенных для работы в условиях нейтронного облучения, должны быть представлены данные по изменению механических свойств по п. 2.3.1 и 2.3.2 (кроме угла загиба) при температурах 20 °С, 270 °С и Tmах при максимальном допускаемом для рассматриваемого материала флюенсе нейтронов.
2.3.5. Для предлагаемых новых материалов должно быть подтверждено отсутствие снижения механических свойств (в условиях отсутствия нейтронного облучения) ниже гарантируемого уровня за полный ресурс эксплуатации или должны быть представлены количественные данные, характеризующие изменение механических свойств во времени.
1) модуль упругости Е;
2) коэффициент линейного расширения a;
3) коэффициент теплопроводности l;
4) плотность g.
2.3.7. Указанные в п. 2.3.6 характеристики должны быть определены в пределах температур от 20 °С до Ттax через каждые 100 °С, а также при температуре (Tmах + 50) °С.
2.4. Характеристики сопротивления хрупкому разрушению
2.4.1. Для основного металла, металла шва и околошовной зоны должны быть определены:
1) температурная зависимость вязкости разрушения в диапазоне температур от (Тк - 100) до (Тк + 50) °С (при температурах, превышающих Tк, допускается представление значений К1с, полученных пересчетом по критическим значениям контурного интеграла K1с);
2) критическая температура хрупкости материала в исходном состоянии Тко;
3) сдвиг критической температуры хрупкости вследствие температурного старения ∆ТТ;
4) сдвиг критической температуры хрупкости вследствие влияния циклической повреждаемости ∆ТN;
5) сдвиг критической температуры хрупкости вследствие влияния, облучения ∆ТF.
2.4.2. Указанные в п. 2.4.1 значения Tко, ∆ТТ, ∆ТN, ∆ТF должны определяться по методикам, приведенным в "Нормах расчета на прочность оборудования и трубопроводов атомных энергетических установок" (Приложение 2).
Значения КIс (или I1с) должны определяться по ГОСТ 25.506-85.
Представление указанных данных не требуется для не подвергающихся нейтронному облучению (F ≤ 1022 нейтр/м2 при Е ≥ 0,5 МэВ) материалов с пределом прочности не более 590 МПа (60 кгс/мм2) при температуре 20 °С, а также для любых материалов, защищенных со стороны рабочей среды антикоррозионным покрытием.
2.4.4. Представление характеристик, указанных в п. 2.4.1 и 2.4.3 не требуется для материалов, предназначенных для изготовления изделий, не подвергающихся нейтронному облучению (F ≤ 1022 нейтр/м2 при Е ≥ 0,5 МэВ), в следующих случаях:
1) при толщине деталей не более 25 мм для материала с пределом текучести при температуре 20 °С до 295 МПа (30 кгс/мм2) включительно;
2) при толщине деталей не более 16 мм для материала с пределом текучести при температуре 20 °С свыше 295 МПа (30 кгс/мм2);
3) для материалов, изготовленных из коррозионно-стойких сталей аустенитного класса и цветных сплавов.
2.5. Характеристики длительной прочности, пластичности и ползучести
450 °С - для коррозионно-стойких сталей аустенитного класса, хромоникелевых сплавов и жаропрочных хромомолибденовых сталей;
350 °С - для углеродистых и легированных сталей (кроме жаропрочных хромомолибденовых сталей);
250 °С - для циркониевых сплавов;
20 °С - для алюминиевых и титановых сплавов.
2.5.3. Для сварных соединений должны быть представлены только гарантируемые и фактически полученные при испытаниях значения пределов длительной прочности.
2.5.4. Характеристики, указанные в п. 2.5.2 и 2.5.3, должны быть представлены в диапазоне температур от Тп (см. п. 2.1.2) до Тmах через каждые 50 °С, а также при температурах (Tmах + 25) и (Tmах + 50) °С.
Характеристики длительной прочности должны быть представлены при испытаниях продолжительностью до 2 ∙ 104 ч. При этом гарантированные значения должны быть представлены в пределах от 1 ∙ 104 до 2 ∙105 ч.
2.5.5. Для основных материалов и металла шва при температурах, указанных в п. 2.5.4, должны быть представлены изохронные кривые деформирования в координатах напряжения - деформации для 10; 30; 102; 3 ∙ 102; 103; 3 ∙ 103; 104; 3 ∙ 104; 105; 2 ∙ 105 ч.
2.5.6. Для материалов, предназначенных для работы в условиях нейтронного облучения, должны быть представлены коэффициенты или зависимости, отражающие влияние облучения на характеристики длительной прочности, пластичности и ползучести.
2.5.7. Должно быть подтверждено, что контакт материала с рабочей средой не снижает характеристики длительной прочности, пластичности и ползучести ниже гарантированных значений, или представлены данные, отражающие влияние рабочих сред.
2.5.8. Соответствующие испытания должны проводиться по методикам, указанным в "Нормах расчета на прочность оборудования и трубопроводов атомных энергетических установок" (Приложение 2).
2.6. Характеристики циклической прочности
2.6.1. Для основных материалов, их сварных соединений и антикоррозионных наплавок, предназначенных для работы при температурах ниже Тп (см. п. 2.5.1), должны быть представлены кривые усталости при гарантированных значениях характеристик прочности и пластичности для основного металла и коэффициента снижения циклической прочности сварных соединений при температурах 20 °С и Tmax.
2.6.2. Для основных материалов и их сварных соединений и антикоррозионных наплавок, предназначенных для работы при температурах выше Тп, должны быть представлены кривые усталости и коэффициенты снижения циклической прочности сварных соединений для гарантированных характеристик кратковременной и длительной прочности и пластичности с учетом времени эксплуатации материала в интервале циклов от 102 до 107.
Указанные кривые должны быть представлены в интервале температур от Tп до (Tmах +50)°С через каждые 50°С.
2.6.3. При представлении нового материала должно быть подтверждено отсутствие снижения циклической прочности вследствие контакта с рабочими средами, деформационного старения, наводороживания, нейтронного облучения или должны быть представлены количественные данные по учету влияния этих факторов на циклическую прочность для расчетных температур и интервала их изменения в процессе нагружения при заданных числе циклов и длительности эксплуатации. Если материал предназначен для работы в условиях, когда влияние того или иного фактора из числа вышеперечисленных заведомо отсутствует, то это должно быть специально указано в отчете об аттестационных испытаниях, и представление соответствующих данных в этом случае не требуется.
2.7. Характеристики коррозионной стойкости
При представлении новых материалов должны быть указаны:
2) для коррозионно-стойких сталей и их сварных соединений дополнительно к данным по п. 1) - подтверждение стойкости против межкристаллитной коррозии.
3. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ АТТЕСТАЦИОННЫХ ОТЧЕТОВ
3.1. После завершения испытаний должен быть представлен отчет, содержащий данные исследований и гарантированные характеристики, предусмотренные п. 2 Приложения 11, а также стандарты или технические условия на полуфабрикаты и сварочные материалы.
3.2. Все сведения, характеристики и показатели должны представляться в виде таблиц, графиков и сопроводительного текста с указанием методик проведения испытаний (или ссылок на документы, где содержится описание методик), типов образцов, зон их вырезки, ориентации в полуфабрикате или сварном соединении.
3.3. Допускается в зависимости от предполагаемых условий эксплуатации материала с учетом степени отличия (сходства) характеристик новых и аналогичных, допущенных к применению материалов, сокращать объем сведений по сравнению с полным объемом, предусмотренным настоящим приложением.
3.4. Количество проведенных кратковременных и длительных испытаний, их продолжительность, а также число исследованных плавок, типоразмеров полуфабрикатов должно быть достаточным для достоверного определения соответствующих характеристик, их зависимости от температуры и других факторов, оценки пределов разброса данных с учетом влияния допускаемых отклонений в химическом составе материалов и в технологии изготовления полуфабрикатов и изделий.
3.5. Рекомендуется до проведения испытаний составить программу аттестационных испытаний и согласовать ее с головной организацией по разработке настоящих Правил и головной межведомственной материаловедческой организацией.
ПРИЛОЖЕНИЕ 12
(обязательное)
АКТ ОБСЛЕДОВАНИЯ ДЕФЕКТНОГО УЗЛА
В акте обследования дефектного узла должны содержаться следующие сведения:
дата аварии или обнаружения дефекта;
наименование изделия, сборочной единицы или детали;
номер чертежа сборочной единицы или детали;
номер предприятия-изготовителя (монтажной организации);
номер предприятия-владельца;
марка металла детали в месте дефекта;
срок службы изделия до обнаружения дефекта;
признаки, по которым обнаружен дефект;
условия эксплуатации: среда, рабочее давление, температура, параметры режимов, число циклов каждого из переходных режимов, число гидравлических испытаний, флюенс нейтронов, интенсивность и спектр потока нейтронов (для изделий, находившихся под воздействием потока нейтронов с Е ≥ 0,5 МэВ), характер напряженного состояния и его изменение в процессе эксплуатации (с указанием конкретных параметров эксплуатации в различные промежутки времени), случаи нарушения нормальных условий эксплуатации и аварийные ситуации, состав внешней среды, воздействовавшей на поврежденную поверхность, время контакта среды с поверхностью при различных температурах;
оценка общего состояния поверхности поврежденного металла;
место расположения, характер, размеры (протяженность, глубина, раскрытие) и конфигурация дефекта;
методы, применявшиеся при обследовании;
фотографии, слепок или схематическое изображение дефекта;
результаты лабораторных испытаний по определению механических свойств;
результаты металлографических исследований;
причины повреждения металла;
случаи повреждения этого или аналогичного узла ранее;
мероприятия по ликвидации дефекта и предотвращению подобных повреждений при дальнейшей эксплуатации;
номера протоколов и заключений.
Подписи:
Главный инженер (директор) АЭУ,
начальник цеха,
начальник лаборатории металлов
Дата
ПРИЛОЖЕНИЕ 13
(обязательное)
ВЫПИСКА ИЗ ЗАВОДСКОГО СЕРТИФИКАТА НА ОБСЛЕДОВАННЫЙ ДЕФЕКТНЫЙ УЗЕЛ
В выписке должны содержаться следующие сведения:
наименование узла;
характерные размеры (номинальный наружный диаметр, толщина стенки, параметры резьбы, толщина листа и т.п.);
завод-изготовитель и заводской номер;
способ изготовления;
номер плавки, поковки, отливки и т.п.;
окончательный режим термической обработки;
химический состав;
механические и технологические свойства (предел текучести, предел прочности, относительное сужение, относительное удлинение, ударная вязкость, технологические пробы);
бальность по неметаллическим включениям;
результаты металлографического анализа.
Подписи: начальник лаборатории металлов
Примечание. Указанные данные должны представляться как для основного металла, так и для сварных соединений и антикоррозионных наплавок (если они имеются в дефектном узле).
ПРИЛОЖЕНИЕ 14
(рекомендуемое)
РЕКОМЕНДАЦИИ ПО ПОВЫШЕНИЮ СОПРОТИВЛЕНИЯ ЦИКЛИЧЕСКОЙ ПОВРЕЖДАЕМОСТИ КРЕПЕЖНЫХ ДЕТАЛЕЙ
Для повышения сопротивления циклической повреждаемости рекомендуется осуществление следующих мероприятий:
1) для резьбовых соединений из сталей с Rm ≤ 1175 МПа (120 кгс/мм ) и отношением пределов прочности материала гайки (или корпуса) Rm1 и шпильки Rm в пределах 0,8 ≤ Rm1/Rm2 ≤ 1,0 при диаметре метрической резьбы более 48 мм и шагом более 4 мм профилировать резьбу шпильки (гайки или гнезда в корпусе) с конусностью по среднему диаметру 1 : 200 (в сторону свободного торца шпильки или гайки);
2) профиль впадины метрической резьбы выполнять закругленным с радиусом r = (0,14 - 0,18)М, где М - шаг резьбы;
3) при определении длины резьбовой части шпильки к числу витков резьбы, находящихся в сопряжении, добавлять 4-5 свободных витка, которые должны находиться со стороны опорной поверхности гайки (корпуса);
4) для резьбовых соединений с диаметром метрической резьбы от 150 до 300 мм применять резьбу с шагом 8 мм закруглением профиля впадины;
5) опорную поверхность гаек выполнять плоской или сферически вогнутой (применение сферически выпуклой поверхности не рекомендуется);
6) при термическом или механическом упрочнении опорной поверхности гайки или торцевой поверхности корпуса витки резьбы в гайке (корпусе) не выводить на опорную поверхность, для чего на опорной поверхности выполнять проточку по диаметру резьбы на глубину не менее толщины упрочненного слоя;
7) для резьбовых соединений с применением вытяжки шпилек, осуществлять предварительное упрочнение методами поверхностной пластической деформации сопряженных опорных торцевых поверхностей гаек, шайб, фланцев (в зонах действия напряжений сжатия и износа поверхностей);
8) для снижения изгибающих усилий на фланцы применять во фланцевых соединениях сопрягаемые выпуклые и вогнутые сферические шайбы.
СОДЕРЖАНИЕ
|
1.3. Общие требования к персоналу. 5 1.4. Ответственность за выполнение правил. 5 4.2. Методы изготовления и монтажа. 24 4.4. Термическая обработка. 27 4.5. Контроль качества основных материалов. 29 5. Гидравлические (пневматические) испытания. 30 5.2. Определение давления гидравлических (пневматических) испытаний. 32 5.3. Определение температуры гидравлических (пневматических) испытаний. 33 5.4. Требования к проведению гидравлических (пневматических) испытаний. 34 5.5. Пневматические испытания. 35 5.6. Программы проведения гидравлических (пневматических) испытаний. 36 5.7. Оценка результатов гидравлических (пневматических) испытаний. 37 6.2. Предохранительные устройства. 39 6.3. Оснащение контрольно-измерительными устройствами. 43 7. Контроль за состоянием металла оборудования и трубопроводов при эксплуатации. Общие требования. 44 7.4. Содержание типовой программы контроля. 46 7.6. Периодичность контроля. 47 7.7. Специальные требования к образцам-свидетелям.. 48 7.8. Организация контроля за состоянием металла. 49 8. Регистрация и техническое освидетельствование. 50 8.1. Регистрация оборудования и трубопроводов. 50 8.2. Техническое освидетельствование. 53 9. Эксплуатация оборудования и трубопроводов. Общие требования. 59 9.2. Специальные требования. 61 9.3. Общие требования к организации проведения ремонтов оборудования и трубопроводов. 61 11. Расследование происшествий и аварий. 62 Приложение 1. Основные термины и определения. 62 Приложение 2. Примеры отнесения оборудования и трубопроводов к группам а, в и с.. 63 Приложение 3. Паспорт сосуда аэу.. 65 Приложение 4. Сведения, указываемые в паспорте насоса аэу.. 74 Приложение 5. Свидетельство об изготовлении деталей и сборочных единиц трубопровода аэу.. 75 Приложение 6. Свидетельство о монтаже трубопровода аэу.. 77 Приложение 7. Свидетельство о монтаже (доизготовлении) сосуда. 80 Приложение 8. Паспорт трубопровода аэу.. 82 Приложение 9. Основные материалы (полуфабрикаты), допускаемые при изготовлении оборудования и трубопроводов аэу.. 87 Приложение 10. Требования к техническим условиям на полуфабрикаты.. 103 Приложение 11. Требования к применению и аттестации новых материалов. 103 Приложение 12. Акт обследования дефектного узла. 107 Приложение 13. Выписка из заводского сертификата на обследованный дефектный узел. 108 Приложение 14. Рекомендации по повышению сопротивления циклической повреждаемости крепежных деталей. 109 |