
|
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ INTERSTATE COUNCIL FOR STANDARDIZATION,
METROLOGY AND CERTIFICATION |
|
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
ФЕРРОСПЛАВЫ, ХРОМ И МАРГАНЕЦ МЕТАЛЛИЧЕСКИЕ
Общие требования к отбору и подготовке проб
ISO 3713:1987
Ferroalloys - Sampling and preparation of samples - General
rules
(MOD)
|
|
Москва Стандартинформ 2010 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 008 «Ферросплавы»
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 36 от 11 ноября
За принятие стандарта проголосовали:
|
Краткое наименование страны |
Код страны |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Минэкономики Республики Армения |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Федеральное агентство по техническому регулированию и метрологии |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 3713:1987 «Ферросплавы. Отбор и подготовка проб. Общие правила» (ISO 3713:1987 «Ferroalloys - Sampling and preparation of samples - General rules») путем изменения отдельных фраз, слов, которые носят уточняющий и корректирующий характер и выделены в тексте курсивом, а также путем включения дополнительных положений, учитывающих потребности национальной экономики указанных выше государств и опыт использования действующих стандартов, которые выделены путем заключения в рамки из тонких линий.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5-2001 (подраздел 3.6).
5
Приказом Федерального агентства по техническому регулированию и метрологии от 30 апреля
6 ВЗАМЕН ГОСТ 17260-87
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
Содержание
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ФЕРРОСПЛАВЫ, ХРОМ И МАРГАНЕЦ МЕТАЛЛИЧЕСКИЕ Общие требования к отбору и подготовке проб Ferroalloys, metal chromium and metal manganese. General requirements for sampling and preparation of samples |
Дата введения - 2011-01-01
1 Область применения
Настоящий стандарт устанавливает общие требования к отбору и подготовке проб ферросплавов всех видов.
Стандарт распространяется на ферросплавы всех видов, металлический хром, металлический и азотированный марганец (далее - ферросплавы).
Методы, установленные настоящим стандартом, применяют для отбора точечных проб от поставок, поставляемых как без упаковки, так и в упакованном виде при перемещении их в процессе погрузки-разгрузки, а также для отбора проб от поставок, находящихся в штабелях в стационарном положении.
Настоящий стандарт предусматривает как ручные, так и механические методы отбора проб.
Стандарт следует применять вместе с соответствующими стандартами на отдельные виды ферросплавов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ ИСО 7347-94 Ферросплавы. Экспериментальные методы контроля систематической погрешности отбора и подготовки проб (ИСО 7347:1987, IDT)
ГОСТ 22310-93 Ферросплавы. Методы определения гранулометрического состава (ИСО 4551:1987 «Ферросплавы. Отбор проб и ситовый анализ», MOD)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на территории государства по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положения, в которых дана ссылка на него, применяются в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями по [1] - [3]:
3.1 партия (lot): Количество ферросплава, произведенного и обработанного в условиях, которые считаются одинаковыми, и имеющего ограниченные пределы химического и гранулометрического состава.
3.1а партия поплавочная (tapped lot): Партия, составленная из материала одной плавки.
3.1б партия помарочная (graded lot): Партия, составленная из материала одной марки поплавочных партий после того, как они были отсортированы по средним значениям определенных показателей качества.
3.1в партия смешанная (blended lot): Партия, составленная путем объединения материала
поплавочных партий с размерами частиц менее
3.2 поставка (consignment): Количество ферросплава, поставляемое за один раз и оформленное одним документом о качестве. Поставка может состоять из одной или нескольких партий или частей партии.
3.3 упаковочная единица (packet unit): Часть поставки, четко выделенная и помещенная в ящик, бочку, контейнер и т.п.
3.3а проба (sample): Часть ферросплава, отобранная от поставки и являющаяся представительной с точки зрения этой поставки.
3.4 проба точечная (increment): Количество ферросплава, взятое пробоотборным устройством за один раз от упакованной или неупакованной поставки, а также количество ферросплава, полученное методом сокращения единичных точечных проб.
3.5 подпроба (subsample): Количество ферросплава, состоящее из двух или более точечных проб, взятых от части поставки. Это относится к количеству, состоящему из точечных проб, произвольно по отдельности раздробленных и/или сокращенных по необходимости.
3.6 проба объединенная (gross sample): Количество ферросплава, состоящее из всех точечных проб, отобранных от одной поставки. Это относится к количеству, состоящему из всех точечных проб или подпроб, каждая из которых по отдельности произвольно раздроблена и/или произвольно сокращена по необходимости.
3.7 проба сокращенная (divided sample): Проба, полученная методом сокращения.
3.8 проба лабораторная, проба для испытания (test sample): Проба, готовая для определения химического или гранулометрического состава поставки или части поставки, подготовленная из объединенной пробы, каждой подпробы или каждой точечной пробы методом, установленным для данного вида пробы.
3.9 представительный показатель качества (representative quality characteristic): Содержание элемента (или элементов) или гранулометрический состав, определяющие параметры отбора проб и стоимость ферросплава.
3.10 сокращение (division): Процесс уменьшения массы пробы согласно установленным правилам с целью получения требуемой массы пробы для испытаний.
3.11 погрешность (error): Максимальное отклонение от оценки среднего значения представительного показателя качества, выраженное удвоенным стандартным (среднеквадратическим) отклонением оценки этого показателя.
3.12 отбор проб произвольный (random sampling): Метод отбора точечных проб, при котором каждая часть опробуемого ферросплава имеет равную вероятность быть отобранной.
3.13 отбор проб систематический (systematic sampling): Метод отбора проб, при котором точечные пробы отбирают через заданные равные интервалы, установленные по массе или времени, или месту; первую точечную пробу внутри первого интервала отбирают произвольно.
3.14 отбор проб двустадийный (two-stage sampling): Метод произвольного отбора проб в две стадии. На первой стадии проводят отбор первичных единиц (например, упаковочных единиц или частей поставки). На второй стадии от каждой выбранной первичной единицы отбора проб произвольно отбирают несколько точечных проб (вторичных единиц отбора проб).
3.15 номинальный верхний размер частиц (nominal top size): Верхний предел диапазона размеров частиц, установленный в стандартах на технические требования и условия поставки конкретных видов ферросплавов.
3.16 верхний размер (top size): Размер частиц, выраженный размером квадратного отверстия сита, на котором остается не более 1 % массы пробы.
3.17 опробование партии (поставки): Процесс отбора, подготовки и проведения количественного химического анализа проб для определения значений установленных показателей качества партии (поставки).
4 Общие положения
4.1 Неоднородность поставки
4.1.1 Поставка ферросплавов как предмет пробоотбора характеризуется неоднородностью, выраженной стандартным (среднеквадратическим) отклонением σi представительного показателя качества между точечными пробами.
4.1.2 Неоднородность поставки определяют экспериментально для каждого вида ферросплава, вида пробоотбора и метода формирования поставок в соответствии с [4].
Примечание - Неоднородность поставки может быть определена также по методике, изложенной в приложении А.
4.1.3 Метод формирования поставки указывают в соответствующих стандартах или других нормативных документах, регламентирующих технические условия поставки ферросплавов.
Примечание - Если по какой-либо причине при составлении поставки, в частности при выполнении требований контракта, возможно увеличение неоднородности поставки, необходимо согласовать с потребителем параметры отбора проб от такой поставки.
4.2 Общая погрешность
4.2.1 Общая погрешность (βобщ = 2σобщ) оценки представительного показателя качества поставки складывается из погрешности отбора проб (βот = 2σот), погрешности подготовки проб (βп = 2σп) и погрешности метода измерения (βм = 2σм).
Здесь σобщ - стандартное (среднеквадратическое) отклонение, характеризующее общую погрешность (прецизионность) оценки представительного показателя качества поставки, %; σот - стандартное (среднеквадратическое) отклонение, характеризующее погрешность (прецизионность) отбора проб от поставки, %; σп - стандартное (среднеквадратическое) отклонение, характеризующее погрешность (прецизионность) подготовки проб, %; σм - стандартное (среднеквадратическое) отклонение, характеризующее погрешность (прецизионность) метода анализа проб, %.
При этом имеет место соотношение вида:
![]() (1а)
(1а)
4.2.2 Истинное значение представительного показателя качества поставки с доверительной
вероятностью Р = 0,95 должно накрываться интервалом(![]() ), где
), где ![]() - результат измерения показателя качества.
- результат измерения показателя качества.
Примечание - Приведенные изменения уточняют понятие результата измерения показателя качества.
4.2.3 Представительные показатели качества, по которым устанавливают погрешность, указывают в стандартах на опробование отдельных видов или групп ферросплавов.
4.2.4 Если от поставки отобрана проба путем произвольного отбора проб и эта проба подготовлена и проанализирована стандартными методами, то общая погрешность определения представительного показателя качества может быть выражена одним из следующих способов.
При определении химического состава:
а) если образована объединенная проба и проанализирована т раз, то
|
|
(1) |
где σi - мера неоднородности или стандартное (среднеквадратическое) отклонение показателя качества между точечными пробами, взятыми от поставки произвольно, %;
n - количество точечных проб, отобранных от поставки;
Примечание - Если проба проанализирована m раз, это означает, что стандартный цикл определения массовой доли контролируемого элемента с усреднением результатов по двум или более параллельным определениям повторен m раз, по возможности, разными аналитиками в разное время.
b) если образовано k подпроб (состоящих в среднем из n/k точечных проб) и каждая подпроба проанализирована один раз, то
где k- количество подпроб, отобранных от одной поставки;
c) если каждая точечная проба проанализирована один раз, то
|
|
(3) |
При определении гранулометрического состава, если образована объединенная проба, сокращена и просеяна один раз, то
|
|
(4) |
где σсп - объединенное стандартное (среднеквадратическое) отклонение, характеризующее общую погрешность (прецизионность) сокращения и просеивания, %.
4.2.5 Общая погрешность определения среднего значения представительного показателя качества поставки (партии) должна быть указана в соответствующих стандартах на опробование отдельных видов или групп ферросплавов. Она должна удовлетворять требованиям потребителей ферросплавов и в то же время обеспечивать пробоотбор, приемлемый с экономической точки зрения.
В этих же стандартах приводятся необходимые значения стандартных отклонений для выполнения расчетов по формулам (1) - (4).
4.3 Отбор и подготовка проб
4.3.1 Отбор и подготовку проб проводят по соответствующим межгосударственным стандартам на опробование отдельных видов или групп ферросплавов.
По согласованию сторон могут быть использованы другие методы отбора и подготовки проб при условии, что по точности они соответствуют стандартам на методы опробования.
Оценка погрешности методов опробования должна проводиться экспериментально по [4].
4.3.2 Необходимо убедиться в том, что методы опробования не имеют систематической погрешности. Оценку систематической погрешности проводят экспериментально по ГОСТ ИСО 7347.
4.3.3 Опробование поставки ферросплавов проводят в следующей последовательности (рисунок 1):
a) определяют поставку или часть поставки, подлежащую опробованию;
b) определяют номинальный верхний размер частиц в соответствии с заказом на определенный вид ферросплавов;
c) определяют массу точечной пробы;
d) определяют количество точечных проб;
e) определяют место и метод отбора точечных проб;
f) составляют объединенную пробу или подпробы;
g) для определения химического состава объединенную пробу, подпробы или точечные пробы последовательно дробят и сокращают до проб для испытания.
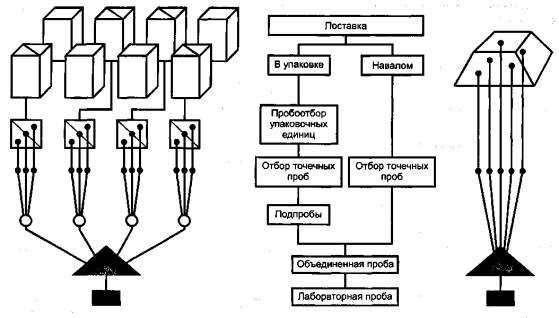
Рисунок 1 - Последовательность операций отбора проб
4.4 Оценка результатов контроля показателя качества поставки4.4.1 Если имеются два независимых результата определения величины показателя качества
В случае выполнения условия (4а) по согласованию сторон за окончательный результат принимают среднее значение двух результатов или один из них. 4.4.2 В случае невыполнения условия (4а) по согласованию сторон за окончательный результат
принимают одно из значений
|
5 Отбор проб
5.1 Виды отбора проб
5.1.1 В зависимости от состояния поставки отбор проб подразделяют на следующие виды:
a) отбор проб от поставки без упаковки;
b) отбор проб от поставки в упаковке,
5.1.2 В зависимости от методов отбор проб подразделяют на следующие виды:
a) механический отбор проб;
b) ручной отбор проб.
5.1.3 Отбор точечных проб проводят в процессе погрузки-разгрузки или других перемещений материала поставки.
Допускается отбор точечных проб от неподвижного ферросплава при небольшой массе поставки, частей поставки или упаковочных единиц. При этом предварительно необходимо убедиться в том, что весь ферросплав доступен для взятия точечных проб.
![]() 5.1.4 Для труднодробимых ферросплавов точечные пробы отбирают от кусков путем сверления, фрезерования или строгания. Подробно эти методы должны быть изложены в соответствующих стандартах на опробование этих видов ферросплавов.
5.1.4 Для труднодробимых ферросплавов точечные пробы отбирают от кусков путем сверления, фрезерования или строгания. Подробно эти методы должны быть изложены в соответствующих стандартах на опробование этих видов ферросплавов.
При поставке труднодробимого ферросплава по классам крупности для размера частиц менее
5.2 Масса точечной пробы
5.2.1 Минимальная масса точечной пробы должна быть указана в стандартах на опробование отдельных видов или групп ферросплавов.
5.2.2 При отборе проб вручную минимальная масса точечной пробы должна быть установлена в зависимости от номинального верхнего размера частиц в поставке, во избежание систематических ошибок.
5.2.3 При отборе проб от потока масса точечной пробы mi кг, можетбыть вычислена по формуле
где qm - средняя скорость потока, кг/с;
b - ширина пробоотсекающего устройства, м;
v - скорость движения пробоотсекающего устройства, м/с.
5.2.4 Массы точечных проб, отобранные от одной поставки, должны быть почти одинаковыми.
Примечание - Почти одинаковые массы в данном случае означают, что коэффициент вариации по массе точечных проб не должен превышать 20 %.
5.2.5 Если невозможно отобрать точечные пробы одинаковой массы, например, от движущегося потока, то объединенную пробу или подпробы составляют из сокращенных проб, имеющих почти одинаковую массу.
5.2.6 При отборе проб по времени массы точечных проб, отобранных от партии, должны быть пропорциональны скорости потока.
5.2.7 Если каждую точечную пробу анализируют по отдельности, то их масса может быть неодинаковой (но не менее установленной).
5.3 Количество точечных проб
5.3.1 Минимальное количество точечных проб, отбираемых от поставки, устанавливают в зависимости от требуемой (принятой) погрешности отбора проб и неоднородности поставки конкретного вида ферросплава.
5.3.2 Погрешность отбора проб устанавливают в зависимости от метода формирования поставки и ее массы и указывают в стандартах на опробование отдельных видов или групп ферросплавов.
Примечания
1 Данное положение соответствует стандартному способу опробования ферросплавов, когда формируется одна объединенная проба, которая готовится и анализируется один раз.
2 В случае, если составляющие погрешности (прецизионности) контроля, обусловленные подготовкой и методом анализа проб, составляют существенную часть общей погрешности или требуется проверить точность опробования данной поставки, возможен вариант формирования нескольких подпроб или анализа всех точечных проб отдельно [4.2.4, перечисления b), с)]. Методы формирования подпроб и определения количества точечных проб для данного случая приведены в приложении В.
5.3.3 Для поставки без упаковки минимальное количество точечных проб определяют по формуле
|
|
(6) |
где N - количество точечных проб, составляющих поставку.
|
где mc - масса поставки, кг. |
(6a) |
Примечания
1 Формула (6) получена из следующей формулы
|
|
(7) |
2 Если n/N ≤ 0,1, то (N - n)/(n - 1) принимают равным единице.
5.3.4 Для поставок в упакованном виде минимальное количество упаковочных единиц Mр, отбираемых на первой стадии двухстадийного отбора, вычисляют по следующей формуле
|
|
(8) |
где Mt - количество упаковочных единиц в поставке;
σм,y - стандартное (среднеквадратическое) отклонение показателя качества между упаковочными единицами в поставке;
σв,y - стандартное (среднеквадратическое) отклонение показателя качества между точечными пробами внутри упаковочных единиц.
Если известны значения σв,y и σм,y, то минимальное количество точечных проб, подлежащих отбору от каждой выбранной единицы, определяют по следующей формуле
|
|
(9) |
где ns - количество точечных проб, отбираемых от выбранной упаковочной единицы (вторичные единицы пробоотбора).
Примечания
1 Формулу (8) получают из следующего выражения
|
|
(8a) |

2 Если ![]() принимают равным единице. При этом используют следующее выражение
принимают равным единице. При этом используют следующее выражение
|
|
(8б) |
3 Если Мр = Мt, используют следующее выражение
|
|
(8в) |
5.3.5 В стандартах на опробование отдельных видов или групп ферросплавов минимальное количество отбираемых упаковочных единиц и/или точечных проб указывают в виде таблиц или графиков, рассчитываемых по формуле (6) или (8).
5.4 Механический метод отбора точечных проб
5.4.1 При погрузке-разгрузке вагонов, судов, бункеров для хранения и т.д. с помощью транспортных устройств непрерывного действия отбор проб проводят на перепаде потока механическими пробоотборниками с равными интервалами по массе или по времени.
5.4.2 Число отсечек за время отбора объединенной пробы механическими пробоотборниками должно быть не менее установленного количества точечных проб.
5.4.3 Интервалы между взятием точечных проб должны быть одинаковыми для всей партии и рассчитываются по времени или массе ферросплава в соответствии с массой партии количеством точечных проб.
5.4.4 Интервал по массе вычисляют по формуле
|
|
(10) |
где Δmi - интервал по массе между отбором точечных проб, кг;
mс - см. формулу (6а).
Примечание - Если систематический отбор проб от всей партии дает систематическую погрешность, то партию следует разделить на количество частей, равное требуемому количеству точечных проб, а точечную пробу следует отбирать произвольно в каждой части.
5.4.5 Интервал по времени вычисляют по формуле
|
|
(10) |
где Δt - интервал по времени между отбором точечных проб, мин;
Примечание - Интервал между отбором точечных проб рассчитывают по времени только в том случае, когда поток ферросплава постоянен во времени.
5.4.6 Первую точечную пробу в течение первого интервала отбирают произвольно.
5.4.7 Если запланированное количество точечных проб уже отобрано, а перемещение материала поставки не закончено, то следует продолжать отбор проб до тех пор, пока не завершится перемещение материала.
5.4.8 При отборе проб с ленты остановленного конвейера точечную пробу берут в установленном месте в направлении движения потока. При этом пробоотборник должен захватывать всю ширину и толщину потока соответствующей длины.
Примечание - Эта длина должна быть достаточной, чтобы можно было отобрать точечную пробу минимальной массы, и не менее чем в три раза превышать номинальный верхний размер кусков ферросплава.
5.5 Ручной метод отбора точечных проб
5.5.1 При опробовании вручную точечную пробу отбирают одним движением за один прием специальным совком (7.2.1), позволяющим отбирать пробы постоянной массы.
Если трудно отобрать пробу одним движением, то ее отбирают несколькими движениями из одного и того же места, выбранного произвольно. Для того чтобы масса точечных проб в этом случае была постоянной и почти одинаковой, необходимо пользоваться емкостью для отбора точечных проб (7.2.2).
5.5.2
При опробовании поставки, находящейся в неподвижном состоянии, с размером частиц
менее
5.5.3
При отборе проб для определения химического состава поставки ферросплава, состоящей
из кусков размером более
5.5.4 При отборе проб для определения химического состава поставки, состоящей из частиц разного размера, гранулометрический состав точечной пробы должен соответствовать гранулометрическому составу поставки, известному по результатам ситового анализа (ГОСТ 22310) или прошлого опыта.
5.5.5 При ручном отборе проб от неподвижного ферросплава точки отбора проб располагают в определенном порядке на его поверхности. В каждой точке отбора делают лунку и по стенке лунки снизу вверх по прямой линии совком отбирают точечную пробу. При этом ферросплав не должен пересыпаться через края совка. При применении этого метода отбора точечных проб необходимо убедиться в том, что он не дает систематической погрешности.
5.5.6 При погрузке-разгрузке ферросплава с помощью циклично действующих механизмов точечные пробы отбирают вручную на вновь образованных поверхностях или от ферросплава, высыпанного на специальную площадку из захватывающего устройства (грейфера).
5.5.6.1 Количество опробованных захватывающих устройств должно быть не менее требуемого количества точечных проб.
5.5.6.2 Интервал между опробуемыми захватывающими устройствами рассчитывают по формуле
|
|
(12) |
где r - интервал, рассчитанный по количеству захватывающих устройств;
mq - масса ферросплава, перемещаемая одним захватывающим устройством за один цикл, кг.
5.6 Отбор проб от упакованной поставки
5.6.1 Отбор проб от упакованной поставки проводят в две стадии (двухстадийный отбор проб). На первой стадии следует отобрать требуемое количество упаковочных единиц Мр. На второй стадии из каждой отобранной упаковочной единицы следует отобрать требуемое число точечных проб ns (5.3.5).
5.6.2 Упаковочные единицы отбирают систематическим или произвольным методом с использованием таблиц случайных чисел, если единицы пронумерованы.
5.6.3 Если в партии упаковочных единиц Mt меньше, чем заданное количество упаковочных единиц Мр то точечные пробы отбирают от всех единиц. При этом количество точечных проб от каждой упаковочной единицы определяют путем деления требуемого количества точечных проб на количество упаковочных единиц в ней. Результаты деления округляют до ближайшего большего целого числа.
5.6.4 Методы отбора точечных проб от упаковочных единиц должны соответствовать 5.5. Перед отбором точечных проб содержание упаковочной единицы рекомендуется высыпать на чистую площадку.
5.6.5 Если массы ферросплава, находящегося в упаковочной единице, недостаточно для отбора требуемого количества точечных проб, то пробой является вся масса упаковочной единицы.
5.7 Методы объединения точечных проб и контроля точности опробования
5.7.1 Точечные пробы, отобранные от одной поставки, объединяют в одну объединенную пробу.
5.7.2 Если необходима точность определения показателей качества поставки больше, чем указано в соответствующих стандартах, то анализу подвергают каждую точечную пробу или подпробу по отдельности без объединения.
5.7.3 Если поставку делят на несколько частей и от каждой части отбирают несколько точечных проб, то:
а) точечные пробы каждой части объединяют в подпробы пропорционально массе каждой части; каждую подпробу подготавливают и анализируют по отдельности;
b) точечные пробы каждой части объединяют в подпробы, которые на соответствующей стадии подготовки объединяют в объединенную пробу для анализа при условии, что количество точечных проб, составляющих каждую подпробу, почти одинаковое.
5.7.4 Если поставка состоит из нескольких упаковочных единиц, то:
а) точечные пробы каждой упаковочной единицы объединяют в подпробы пропорционально массе каждой упаковочной единицы; каждую подпробу подготавливают и анализируют по отдельности;
б) точечные пробы каждой упаковочной единицы объединяют в подпробы, которые на соответствующей стадии подготовки объединяют в объединенную пробу для анализа, при условии, что масса каждой упаковочной единицы или количество точечных проб, составляющих каждую подпробу, почти одинаковые.
5.7.5 Другие способы объединения точечных проб, а также контроля прецизионности опробования поставок приведены в приложении В.
6 Подготовка проб
6.1 Последовательность подготовки проб
6.1.1 Подготовку пробы для испытания химического состава проводят из материала точечных проб, подпроб или объединенной пробы.
6.1.2 Процесс подготовки пробы заключается в последовательных операциях дробления, перемешивания и сокращения материала пробы.
6.1.3 Крупность частиц и масса пробы для испытания должны быть указаны в стандартах на опробование отдельных видов или групп ферросплавов.
6.1.4 Последовательность и операции подготовки проб труднодробимых ферросплавов должны быть указаны в стандартах на опробование этих видов ферросплавов.
6.2 Погрешность подготовки проб
6.2.1 Все операции подготовки проб должны обеспечивать необходимую погрешность βот.
Примечание - Это положение верно для случая формирования одной объединенной пробы для испытаний.
6.2.2 Величина погрешности подготовки проб должна быть указана в стандартах на опробование отдельных видов или групп ферросплавов.
6.3 Дробление
6.3.1 Оборудование для дробления и измельчения проб выбирают в соответствии с 7.2.4.
6.3.2 Перед применением внутренние части измельчающих устройств должны быть тщательно очищены. Через измельчающее устройство пропускают один или несколько раз один и тот же ферросплав, взятый от контролируемой партии.
6.3.3 В процессе измельчения необходимо следить за тем, чтобы качество пробы не изменилось, например вследствие нагрева при истирании.
6.3.4 После каждой операции измельчения должны быть проведены проверочное грохочение (просеивание) и дополнительное измельчение частиц, оставшихся на сите, для того чтобы проба полностью проходила через данное сито.
6.3.5. В процессе измельчения не должны быть потерь материала пробы, например вследствие выноса пыли, рассыпания и т.д.
6.4 Перемешивание
6.4.1 Перед каждой операцией сокращения пробу тщательно перемешивают, чтобы обеспечить требуемую погрешность сокращения и предотвратить появление систематической ошибки.
6.4.2 Перемешивание может быть проведено с помощью механического смесителя или вручную.
6.4.3 Механический смеситель выбирают в зависимости от массы пробы и размера частиц в ней. Перед перемешиванием внутренняя часть смесителя должна быть тщательно очищена.
6.4.4 Перемешивание вручную может быть проведено методом:
a) перелопачивания;
b) «кольца и конуса»;
c) перекатывания.
6.4.5 Метод перелопачивания заключается в том, что пробу несколько раз перебрасывают лопатой или совком из одной кучи в другую. При этом материал набирают произвольно из разных мест уменьшаемой кучи.
6.4.6 Метод «кольца и конуса» заключается в том, что материал располагают на площадке в виде кольца, затем равномерно забирают совком или лопатой по внешней и внутренней окружностям кольца, ссыпая его в центре кольца на конус. Каждую порцию материала забрасывают на вершину конуса. Для того чтобы конус не отходил от своей оси, устанавливают вертикальный стержень или используют направляющую воронку. После перемещения всего материала конус разворачивают движением стержня и вновь образуют кольцо. Допускается сначала выполнить операцию разворачивания конуса в кольцо.
6.4.7 Метод перекатывания применим только для ферросплавов с небольшим размером частиц. Пробу высыпают на подстилку, не загрязняющую ее. Затем поочередно приподнимают углы подстилки так, чтобы проба перекатывалась из одного угла в противоположный и вернулась обратно в исходное положение. Цикл операции повторяют не менее 25 раз.
6.5 Сокращение
6.5.1
Сокращению подвергают пробы с размером частиц менее
6.5.2 Перед сокращением пробу тщательно перемешивают не менее трех раз способом, указанным в 6.4.
6.5.3 Устройства для сокращения проб должны быть тщательно очищены. Через них пропускают один или несколько раз один и тот же ферросплав, взятый от опробуемой поставки.
6.5.4 Допустимую минимальную массу пробы на стадиях сокращения в зависимости от верхнего размера частиц пробы можно определить по формуле
|
Ms, min = kda |
(13) |
где d - верхний размер частиц, мм;
а, k - безразмерные поправочные коэффициенты.
Примечание – а и k - величины, характеризующие физические свойства ферросплавов и определяемые экспериментально для каждого ферросплава.
6.5.5 В стандарты на опробование отдельных видов или групп ферросплавов должны быть включены таблицы или графики сокращения проб, рассчитанные по формуле (13).
6.5.6 Пробу сокращают следующими методами (каждым по отдельности или в сочетании):
a) квадратованием;
b) конусованием и квартованием;
c) желобчатым делителем;
d) механическим делителем.
6.5.7 Квадратование позволяет получить требуемую погрешность, несмотря на большой коэффициент сокращения. Однако лучше избегать применения этого метода, если ферросплав склонен к сегрегации. Порядок выполнения сокращения следующий:
a) измельченную и тщательно перемешанную пробу распределяют на гладкой поверхности ровным слоем в виде прямоугольника. Толщина слоя должна быть примерно равна трем верхним размерам частиц в пробе;
b) прямоугольник делят при сокращении: объединенной пробы - на 20 или более частей, подпробы - на 10 или более частей, точечной пробы - на 4 или более части;
c) из каждой части отбирают полный совок ферросплава (место отбора в каждой части выбирают произвольно) и составляют сокращенную пробу. Рекомендуется применять совок в соответствии с таблицей 1 и примечанием к ней. Совок погружают до дна слоя материала пробы. Во избежание систематической ошибки перед совком вводят вертикально до дна слоя буферную пластину.
6.5.8 Сокращение методом конусования и квартования обеспечивает деление пробы на две части. Этот метод удобно применять после перемешивания методами «кольца и конуса» (6.4.6). Порядок выполнения операций следующий:
a) конус, полученный после трех перемешиваний, разравнивают стержнем круговыми движениями от центра к краям. Разровненный таким образом конус должен иметь форму круга с одинаковой толщиной. Центр круга должен совпадать с центром конуса;
b) круг делят на четыре части двумя пересекающимися в центре перпендикулярными друг к другу прямыми линиями. По возможности следует применять крестовину;
c) две диаметрально противоположные части отбрасывают, а оставшиеся части объединяют; вновь измельчают и, если необходимо, всю операцию повторяют, начиная стройного перемешивания.
Во избежание систематической ошибки в каждой последующей операции отбрасывают другие противоположные части.
6.5.9 Сокращение при помощи желобчатого делителя обеспечивает деление пробы на две части. Размер желобчатого делителя в зависимости от верхнего размера частиц в сокращенной пробе выбирают в соответствии с 7.2.5. Порядок сокращения желобчатым делителем следующий:
a) пробу перемешивают и помещают в специальную емкость;
b) из емкости пробу высыпают при легком покачивании таким образом, чтобы ферросплав равномерно падал вдоль центральной линии желобов;
c) произвольно выбирают одну из двух частей пробы. Следует соблюдать меры осторожности, чтобы избежать задержки материала в желобах и такого покачивания емкости, которое может дать какое-либо отклонение.
6.5.10 Устройство для механического деления (механический делитель) может быть использовано, если оно не дает систематической ошибки и обеспечивает заданную точность сокращения.
7 Основные механизмы и инструменты для отбора и подготовки проб
7.1 Для механического отбора проб применяют механические приспособления, удовлетворяющие следующим требованиям:
a) устройство для отбора проб должно пересекать поток ферросплава и захватывать все течение потока;
b) вместимость пробоотбирающего устройства должна быть достаточной для отбора всей точечной пробы за одну отсечку;
c) конструкция пробоотбирающего устройства должна быть доступна для очистки и проверки.
7.2 Для ручного отбора проб применяют следующие приспособления:
a) совки;
b) емкости для отбора проб;
c) щупы.
7.2.1 Совок для отбора точечных проб должен иметь размеры, соответствующие их объему, и быть достаточно прочным (рисунок 2, таблица 1). Пример выбора совка для отбора точечных проб показан в приложении С.
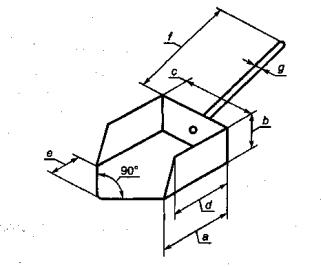
Рисунок 2 - Совок для отбора точечных проб
Таблица 1 - Рекомендуемые размеры совков для отбора точечных проб
|
Номер совка |
Примерный объем, см3 |
Размеры, мм |
Толщина материала, мм |
а/с |
b/с |
||||||
|
а |
b |
с |
d |
е* |
f |
g |
|||||
|
1 |
15 |
30 |
15 |
30 |
25 |
12 |
Выбирают по обстоятельствам |
0,5 |
1,0 |
0,5 |
|
|
3 |
40 |
40 |
25 |
40 |
30 |
15 |
0,5 |
1,0 |
0,62 |
||
|
5 |
75 |
50 |
30 |
50 |
40 |
20 |
1 |
1,0 |
0,60 |
||
|
10 |
125 |
60 |
35 |
60 |
50 |
25 |
1 |
1,0 |
0,58 |
||
|
15 |
200 |
70 |
40 |
70 |
60 |
30 |
2 |
1,0 |
0,57 |
||
|
20 |
300 |
80 |
45 |
80 |
70 |
35 |
2 |
1,0 |
0,56 |
||
|
30 |
400 |
90 |
50 |
90 |
80 |
40 |
2 |
1,0 |
0,56 |
||
|
40 |
790 |
110 |
65 |
110 |
95 |
50 |
2 |
1,0 |
0,59 |
||
|
60 |
1700 |
150 |
75 |
150 |
130 |
65 |
2 |
1,0 |
0,50 |
||
|
75 |
4000 |
200 |
100 |
200 |
170 |
80 |
2 |
1,0 |
0,50 |
||
|
100 |
7000 |
250 |
110 |
250 |
220 |
100 |
2 |
1,0 |
0,44 |
||
* Если совок применяют также и для сокращения проб, то е = 0, т.е. переднюю часть совка отрезают.
7.2.2 Емкость для отбора точечных проб выбирают в зависимости от объема пробы (рисунок 3, таблица 2).
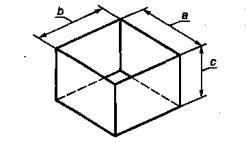
Рисунок 3 - Емкость для отбора точечных проб
Таблица 2 - Рекомендуемые размеры емкостей для отбора точечных проб
|
Примерный объем, см3 |
Размеры, мм |
||
|
а |
b |
с |
|
|
75 |
50 |
50 |
30 |
|
125 |
60 |
60 |
35 |
|
200 |
70 |
70 |
40 |
|
300 |
80 |
80 |
45 |
|
400 |
90 |
90 |
50 |
|
790 |
110 |
110 |
65 |
|
1700 |
150 |
150 |
75 |
|
4000 |
200 |
200 |
100 |
|
7000 |
250 |
250 |
120 |
7.2.3 Щуп (зонд) для отбора точечных проб от поставки ферросплава с размерами частиц менее
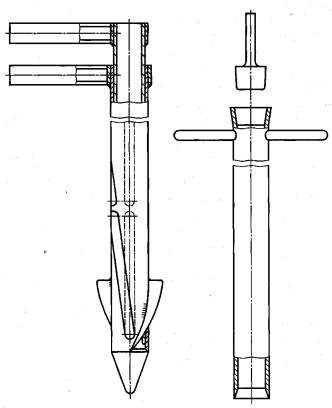
Рисунок 4 - Щуп для отбора точечных проб (две конструкции в качестве примера)
7.2.4 Механизмы для измельчения проб должны выбираться в соответствии с требуемыми размерами частиц и твердостью ферросплава.
7.2.5 Делитель для сокращения проб выбирают в зависимости от размера частиц по таблице 3. Пример желобчатого делителя - см. приложение D, рисунок D.1.
Таблица 3 - Типы желобчатых делителей
В миллиметрах
|
Номинальный верхний размер частиц d |
Номер делителя |
Ширина желоба делителя |
|
5 <d < 10 |
20 |
20 |
|
2,4 < of < 5 |
10 |
10 |
|
d < 2,4 |
6 |
6 |
7.2.6 Механизмы и инструменты, применяемые для отбора и подготовки проб, должны обеспечивать заданную точность на всех этапах подготовки проб.
7.2.7 Перед отбором проб все используемые механизмы и инструменты должны быть очищены, проверены и отрегулированы.
8 Проба для испытания (лабораторная)
8.1 Предохранение пробы от загрязнения
8.1.1 В процессе отбора и подготовки проб нельзя допускать потерь пробы и загрязнения ее посторонними частицами и материалом механизмов.
8.1.2. Емкости для транспортирования и хранения проб на всех этапах опробования должны быть чистыми, целыми и иметь плотно закрывающиеся крышки.
Примечание - Допускается использовать для транспортирования и хранения пакеты, исключающие загрязнение, увлажнение и потери материала проб.
8.2 Проба для определения химического состава поставки
8.2.1 От каждой поставки подготавливают четыре пробы, предназначенные для изготовителя, заказчика, арбитражной организации и запаса. Запасную пробу сохраняют не менее 6 месяцев.
8.2.2 Каждую пробу помещают в отдельный сосуд с плотной крышкой или пакет из специальной бумаги и опечатывают.
8.2.3 Пробу снабжают двумя одинаковыми этикетками: одну наклеивают на сосуд или пакет из специальной бумаги, другую вкладывают внутрь сосуда (пакета) в защитной, предохраняющей пробу от загрязнения упаковке.
8.2.4 На этикетке должны быть указаны следующие данные:
a) наименование поставщика;
b) наименование и марка ферросплава;
c) масса поставки;
d) дата и место отбора проб;
e) подпись пробоотборщика;
f) дополнительная информация.
8.3 Пробу для определения гранулометрического состава отбирают по ГОСТ 22310.
Приложение А
(рекомендуемое)
Метод оценки вариации качества поставки
А.1 Метод применяют при помарочном способе формирования поставок, для случая произвольного пробоотбора и при поставке ферросплавов навалом.
А.2 Метод оценки основан на следующей формуле
|
|
(А.1) |
где σв,п - стандартное (среднеквадратическое) отклонение, характеризующее вариацию представительного показателя качества внутри плавки, %;
σм.п - стандартное (среднеквадратическое) отклонение, характеризующее вариацию представительного показателя качества между плавками, %.
А.2 Величину внутриплавочной неоднородности (вариацию показателя качества) определяют экспериментально по методике стандарта [4] или иным способом, например при аттестации методик пробоотбора для маркировочного контроля химического состава плавок.
А.4 Межплавочную неоднородность можно оценить по статистическим данным результатов формирования партий-поставок на предприятиях-изготовителях. Для этого по данным формирования партии-поставки рассчитывают значение показателя межплавочной неоднородности по формуле
|
|
(А.2) |
где р - количество плавок в исследуемой партии-поставке;
Xi - величина показателя качества для i-й плавки, входящей в партию-поставку, %;
G - показатель качества в партии-поставке, %.
А.5 Далее по результатам расчетов по нескольким партиям-поставкам рассчитывают среднее значение σм.п, характеризующее межплавочную неоднородность распределения показателя качества.
Приложение В
(рекомендуемое)
Метод формирования проб для контроля прецизионности опробования поставки
В.1 Использование метода
Метод используют в случае, если составляющие погрешности (прецизионности) контроля, обусловленные подготовкой и методом анализа проб, составляют существенную часть общей погрешности либо требуется проверить точность опробования данной поставки, либо уменьшить количество отбираемых точечных проб при той же или меньшей величине общей погрешности опробования.
В.2 Метод отбора и подготовки проб
В.2.1 От поставки отбирают 2n точечных проб.
B.2.2 Из отобранных проб формируют две подпробы по n точечных проб в каждой (например, нечетные по ходу отбора точечные пробы объединяют в одну подпробу, а четные - в другую). Сформированные подпробы обозначают индексами А и В соответственно.
В.2.3 Количество точечных проб n определяют по формуле
|
|
(B.1) |
Значение, полученное по формуле (В.1), округляют до ближайшего большего целого числа.
Примечание - Формула (В.1) получена из формулы (2) для случая k = 2.
В.2 Каждую подпробу готовят до лабораторной пробы и анализируют отдельно. Методы подготовки и анализа проб указаны в соответствующих стандартах на конкретные виды или группы ферросплавов.
В.3 Представление результатов
В.3.1 Общую погрешность рассматриваемого метода опробования можно рассчитать по формуле
|
|
(В.2) |
при условии, что расхождение R2 между результатами анализа двух подпроб удовлетворяет условию
|
|
(В.3) |
где ХА и Хв - значения показателя качества, определенные в двух подпробах.
В.3.2 В этом случае показатель качества поставки G определяют как среднеарифметическое значение двух результатов
|
|
(В.4) |
В.3.3 Если условие (В.3) не выполняется, то необходимо, по возможности, выявить причину повышенной погрешности и повторить отбор, подготовку и анализ проб по описанной схеме или увеличить количество точечных проб и повторить опробование поставки.
Приложение С
(обязательное)
Пример выбора совка для отбора точечной пробы
С.1 Устанавливают экспериментально насыпную плотность ферросплава ρ (кг/м3). Учитывают размер частиц и марку ферросплава.
С.2 Определяют объем Vi точечной пробы, м3, по формуле
|
|
(C.1) |
где mi - масса точечной пробы, кг.
С.3 По таблице 1 (7.2.1) выбирают совок, объем которого наиболее близок к объему, полученному по формуле (С.1).
Приложение D
(обязательное)
Желобчатый делитель
D.1 Размеры желобчатого делителя (рисунок D.1) приведены в таблице D.1.
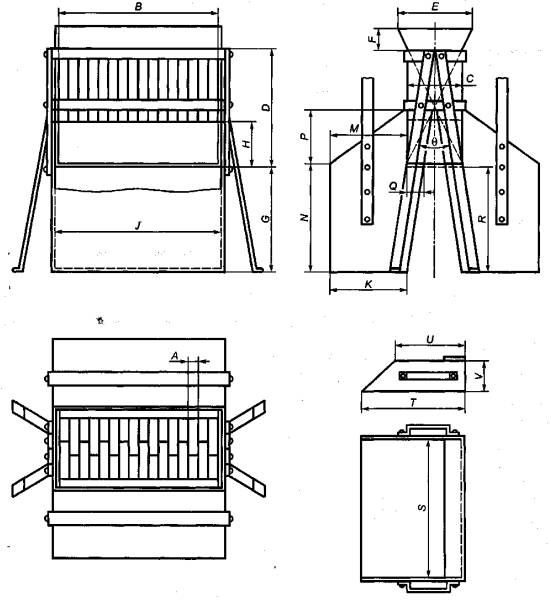
Рисунок D.1 - Желобчатый делитель
Таблица D.1 - Размеры желобчатого делителя
|
Размеры |
Тип делителя |
||
|
20 |
10 |
6 |
|
|
Количество желобов |
|||
|
16 |
16 |
16 |
|
|
А |
20 ± 1 |
10 ± 1 |
6 ± 0,5 |
|
В |
346 |
171 |
112 |
|
С |
105 |
55 |
40 |
|
D |
210 |
110 |
80 |
|
Е |
135 |
75 |
60 |
|
F |
30 |
20 |
20 |
|
G |
210 |
110 |
80 |
|
Н |
85 |
45 |
30 |
|
J |
360 |
184 |
120 |
|
К |
140 |
65 |
55 |
|
М |
140 |
165 |
55 |
|
N |
210 |
110 |
80 |
|
Р |
105 |
55 |
40 |
|
Q |
35 |
20 |
15 |
|
R |
210 |
110 |
80 |
|
S |
300 |
150 |
100 |
|
Т |
200 |
120 |
80 |
|
U |
135 |
70 |
45 |
|
V |
105 |
50 |
35 |
|
θ |
60° |
||
D.2 Размер А установлен (другие размеры даны как пример и зависят от конкретного исполнения делителя).
D.3 Угол между желобами 0 должен быть не более 60°.
D.4 Количество желобов должно быть четным и не менее чем указанное в таблице D.1.
D.5 Пробоприемник должен быть подогнан к желобам так, чтобы избежать распыления материала пробы.
D.6 Внутренняя поверхность делителя должна быть гладкой и очищенной от ржавчины.
Библиография
|
[1] |
Международный стандарт ИСО 8954-1:1990 |
Ферросплавы. Словарь. Часть 1. Материалы |
|
|
(ISO 8954-1:1990) |
(Ferroalloys - Vocabulary - Part 1: Materials) |
|
[2] |
Международный стандарт ИСО 8954-2:1990 |
Ферросплавы. Словарь. Часть 2. Отбор и подготовка проб |
|
|
(ISO 8954-2:1990) |
(Ferroalloys - Vocabulary - Part 2: Sampling and sample preparation) |
|
[3] |
Международный стандарт ИСО 8954-3:1990 |
Ферросплавы. Словарь. Часть 3. Ситовый анализ |
|
|
(ISO 8954-3:1990) |
(Ferroalloys - Vocabulary - Part 3: Sieve analyses) |
|
[4] |
Международный стандарт ИСО 7087:1984 |
Ферросплавы. Экспериментальные методы оценки вариации качества и методы контроля точности отбора проб |
|
|
(ISO 7087:1984) |
(Ferroalloys - Experimental methods for the evaluation of the quality variation and methods for checking the precision of sampling) |
Ключевые слова: ферросплавы, хром и марганец металлические, отбор проб, подготовка проб