
Министерство строительства и эксплуатации автомобильных дорог УССР
Государственный дорожный научно-исследовательский институт
/ГОСДОРНИИ/
РЕКОМЕНДАЦИИ
ПО ИЗГОТОВЛЕНИЮ ПУСТОТНЫХ ПЛИТ ДЛИНОЙ
Киев - 1977
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
За последние годы мостостроительные организациями и заводами сборного железобетона Министерства строительства и эксплуатации автомобильных дорог УССР накоплен значительный опыт изготовлений пустотных плит пролетных строений мостов по стендовой технологии, широко применяемой на открытых полигонах.
В крытых цехах, оснащенных достаточно мощным крановым оборудованием, более целесообразно применять поточно-агрегатную технологию изготовления железобетонных конструкций, которая, несмотря на большую металлоемкость, отличается индустриальным характером производства, более высокой производительностью и эффективным использованием производственных площадей.
Такую технологию необходимо применять в дальнейшем на вновь строящихся предприятиях или при реконструкции существующих производственных линия, расположенных в закрытых цехах.
Необходимость внедрения поточно-агрегатной технологии изготовления пустотных плит потребовала разработки настоящих рекомендаций, которые выполнены Государственным дорожным научно-исследовательским институтом (канд. техн. наук Е.К. Штильман, инж. Ю.Л. Родин, С.Г. Джигит, Е.В. Кривошей) на основании экспериментальных работ института, изготовления первых партий плит на комбинате "Винницадоржелезобетон" объединения "Укрдорстройиндустрия", опыта Бесланского завода Главстройпрома Минтрансстроя СССР, нормативных документов и литературных источников.
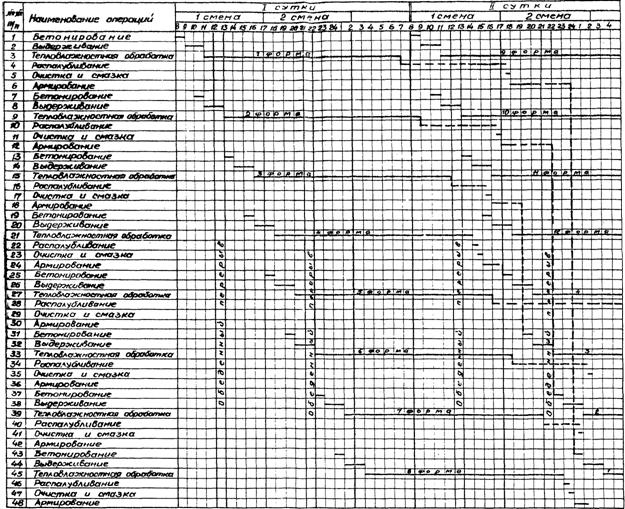
В соответствии с настоящими рекомендациями и на основании данных полученных при выпуске первых партий плит совместно с отделом ЖБК объединения "Укрдорстройиндустрия" /инж. И.Н. Юровский/ разработана технологическая карта изготовления пустотных плит применительно к условиям комбината "Винницадоржелезобетон", пооперационный график выполнения работ которой приведен в приложении 1.
Рекомендации утверждены научно-техническим Советом Миндорстроя УССР /протокол от 30.12.75/.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Рекомендации распространяются на изготовление предварительно
напряженных пустотных плит длиной
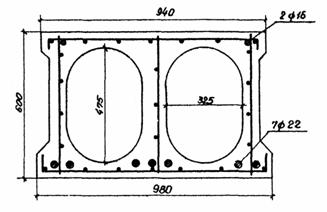
Рис. 1. Конструкция пустотной плиты длиной
1.2. Плиты изготавливают в переносных силовых формах на поточной линии, состоящей из четырех постов, связанных между собой последовательными операциями.
1.3. Пустоты в плитах образуют жесткими металлическими пуансонами, извлекаемыми из свежеуложенного бетона на всю длину в одну сторону изделия.
1.4. Бетонирование плит на поточной линии осуществляется на посту, оснащенном мощными средствами вибрации в позволяющем использовать жесткие бетонные смеси в отличие от стендовой технологий, в которой применяются маломощные средства уплотнения, устанавливаемые на отдельных формах.
1.5. Тепловлажностная обработка предусмотрена без устройства пропарочных камер в штабелях силовых форм с подачей пара в паровые рубашки и пустоты изделий.
2. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТ
а) Бетон
2.1. Пустотные плиты изготавливают из тяжелого бетона марки "400" с жесткостью смеси не ниже 80 сек (по техническому вискозиметру). Марка бетона по морозостойкости для конструкций мостов в пределах Украины должна быть не ниже Мра 200 (ГОСТ 4795-59).
2.2. В качестве вяжущего в бетонных смесях для плит пролетных строений мостов следует применять портландцемент, пластифицированный, гидрофобный или дорожный портландцемент по ГОСТ 10178-62. Применение шлакопортландцемента, пуццоланового портландцемента и глиноземистого цемента не допускается.
Для приготовления бетонной смеси должен применяться цемент марки "500" и выше. Максимально допустимый расход цемента 450 кг/м3.
2.3. В качестве крупного заполнителя для тяжелого бетона рекомендуется
применять гранитный щебень из морозостойких горных пород прочностью не ниже
1000 кГ/см2 (ГОСТ 10268-62, 8267-64). При применении естественного
щебня рекомендуемая крупность - до
Содержание глинистых, илистых и пылевидных частиц допускается не более 1 % по весу.
2.4. В качестве мелкого заполнителя следует применять пески с модулем крупности не менее Мк = 2,1. Содержание пылевидных и глинистых частиц не должно быть более 3 % по весу.
После соответствующих исследований и технико-экономических обоснований могут применяться в качестве мелкого заполнителя дробленые пески и гранитный отсев от производства щебня.
Гранитный отсев должен соответствовать требованиям, предъявляемым ГОСТ 10268-62 к пескам. В случае несоответствия гранотсева требованиям ГОСТ по зерновому составу или модулю крупности экспериментальный путем подбирают состав смеси гранотсев-песок, удовлетворяющий этим требованиям.
2.5. Свежеуложенный бетон изделия должен выдерживать без нарушения
сплошности статические и динамические нагрузки, возникающие при извлечении
пустотообразователей. Для этого рекомендуется применять бетонные смеси с
соотношением песка и щебня ![]()
![]() = 0,3. Точность
дозирования составляющих бетонной смеси для цемента и воды ±1 %, для
заполнителей ±2 %.
= 0,3. Точность
дозирования составляющих бетонной смеси для цемента и воды ±1 %, для
заполнителей ±2 %.
Длительность перемешивания смеси должна быть не менее 3 мин.
б) Арматура
2.6. Для напрягаемой арматуры пустотных плит применяется1;
- горячекатанная арматурная сталь класса А-IV марки 20ХГ2Ц ГОСТ 5781-61 (табл. 1);
- горячекатанная арматурная сталь класса А-V марки» 23Х2Г2Т (ЧМТУ) 1-177-67;
- арматурная сталь класса А-IIIв марки 35ГС (с особого разрешения Технического управления Миндорстроя УССР.
Таблица 1
|
Класс стали |
Марка стали |
Основные характеристики |
|||||
|
Временное сопротивление разрыву кГ/см2 |
Относительное удлинение, в % |
Угол загиба в холодном состоянии в градусах (с - толщина оправки; dн - номинальный диаметр стержня) |
Нормативное сопротивление, кГ/см2 |
Расчетное сопротивление, кГ/см2 |
|||
|
RН1 |
RН2 |
||||||
|
А-IV |
20ХГ2Ц |
9000 |
6 |
45° при С = 5dн |
6000 |
5100 |
4600 |
|
А-V |
23Х2Г2T |
10500 |
7 |
-"- |
8000 |
6800 |
6400 |
|
АIIIв |
35ГС |
6000 |
6 |
-"- |
5500 |
4500 |
4100 |
2.7. Ненапрягаемая арматура применяется из стали следующих марок:
- гладкие стержни из углеродистой горячекатанной стали класса A-I, марки Ст.3сп. (ГОСТ 5781-61);
- стержни периодического профиля из углеродистой горячекатанной стали класса А-II, марки Ст.5сп (ЧМТУ/УНИИМ 10-63).
Для монтажных (подъемных) петель следует применять арматуру только класса A-I, марки Ст.3сп.
2.8. Поступающая на предприятия железобетонных конструкций стержневая арматура должна быть связана в пачки, снабженные заводскими бирками. На всю арматуру следует иметь сертификаты заводских испытаний или их копии.
Стержневую арматуру необходимо хранить раздельно по классам, диаметрам и партиям. Партия состоит из стержней одной плавки и одного размера. Напрягаемую арматуру необходимо хранить на стеллажах в закрытом сухом помещении, остальную арматуру - на стеллажах под навесом.
Для предотвращения коррозии металла не следует допускать многократного переноса арматуры с холода в тепло.
2.9. Каждая партия арматуры должна подвергаться обязательным контрольным испытаниям на растяжение по ГОСТ 12004-66 и загиб в холодном состоянии. Для испытаний отбирают по три образца от трех различных стержней из одной партии.
В случае несоответствия результатов какого-либо испытания требованиям ГОСТов и технических условий надлежит производить повторное испытание на двойном количестве образцов, взятых от других стержней этой же партии арматуры. При неудовлетворительных результатах повторного испытания хотя бы по одному образцу вся партия арматуры бракуется.
Арматура, пораженная коррозией, перед применением должна быть повторно испытана. Если при этом прочность стержней снизилась более чем на 9 %, то такая арматура не должна использоваться для предварительного напряжения.
3. ТЕХНОЛОГИЧЕСКАЯ СХЕМА ИЗГОТОВЛЕНИЯ ПЛИТ
3.1. Поточно-агрегатная линия по изготовлению пустотных плит длиной
пост 1 - сборка опалубочных форм, напряжение рабочей арматуры, монтаж ненапрягаемой арматуры;
пост 2 - бетонирование плит;
пост 3 - тепловлажностная обработка;
пост 4 - распалубливание и складирование плит, очистка и смазка форм.
3.2. Пост 1 представляет собой площадку, на которой осуществляется сборка предварительно очищенных и смазанных форм и армирование конструкции. Перед армированием проверяют проектные размеры, поступающих из арматурного цеха на пост стержней и сеток, для чего пост оснащен соответствующими кондукторами.
После проверки гидродомкратом ДТС-63-315 с насосной станцией НСП-400 напрягают, стержневую арматуру, производят монтаж ненапрягаемой арматуры и форму передают на пост бетонирования.
3.3. Пост бетонирования (рис. 3) оснащен виброплощадкой, собранной из 16 виброблоков СМЖ-199 общей грузоподъемностью 24 т, на которую устанавливают опалубочную форму. Крепление формы к площадке электромагнитное.
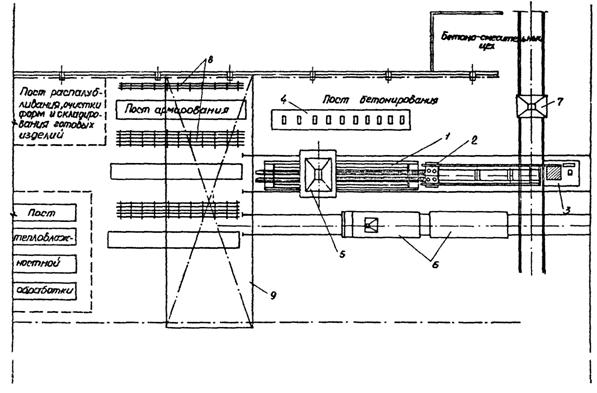
Рис. 2. Схема технологической линии по изготовлению пустотных плит
1 - силовая форма и вибростол; 2 - тележка с пустотообразователями; 3 - лебедка; 4 - вибропригруз; 5 - бетоноукладчик; 6 - тележки для подачи арматурных элементов; 7 - раздаточный бункер; 8 -арматурные сетки; 9 - мостовой кран
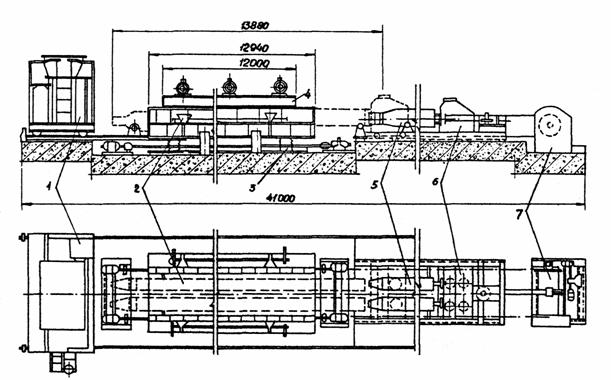
Рис. 3. Пост бетонирования пустотных плит.
1 - бетоноукладчик; 2 - силовая форма; 3 - вибростол; 4- вибропригруз; 5 - пустотообразователи; 6 - тележка; 7 - лебедка.
Пустотообразователи вводят и извлекают из формы при помощи устройства, состоящего из подвижной тележки, на которой крепят нерабочие концы пуансонов, системы блоков и лебедки.
Бетонирование осуществляют послойно с применением бетоноукладчика типа 6563/IM с ленточным питателем В-2000.
Бетон верхней полки уплотняют вибропогрузом весом 4,8 т, обеспечивающим удельное давление на бетон - 40 г/см2.
После окончания бетонирования и извлечения пуансонов форму с изделием передают на пост тепловлажностной обработки.
3.4. Пост тепловлажностной обработки оборудован магистральным паропроводом с разводкой, позволяющей подавать пар в рубашки форм и пустоты изделий. Тепловлажностная обработка плит осуществляется в штабелях, при установке одной формы на другую.
3.5. После окончания тепловлажностной обработки изделия с формой подают на пост 4, где раскрывают боковые щиты форм, производят обрезку стержней и передачу напряжения на бетон. Затем плиту извлекают из формы и оставляют на посту до полного остывания, после чего передают на склад готовой продукции. Форму очищают и смазывают механизированно специальными приспособлениями, либо вручную при помощи скребков и кистей. На пост подведен трубопровод подачи смазки форм. Очищенную и смазанную форму передают на пост армирования.
3.6. Посты технологической линии обслуживают два мостовых крана грузоподъемностью 20 и 30 т. Кран грузоподъемностью 30 т предназначен для обслуживания постов армирования, бетонирования и тепловлажностной обработки, грузоподъемностью 20 т - поста распалубливания и склада готовой продукции.
4. ОПАЛУБОЧНЫЕ ФОРМ И ТРЕБОВАНИЯ К НИМ.
ПОДГОТОВКА ФОРМ К АРМИРОВАНИЮ И БЕТОНИРОВАНИЮ
4.1. Опалубка для изготовления пустотных плит представляет собой переносную силовую форму, состоящую из поддона с шарнирно прикрепленными к нему боковыми откидными щитами, двух верхних в двух нижних упорных щитов, двух торцевых щитов, винтовых стяжек и инвентарных тяг для группового натяжения арматуры.
4.2. Поддон формы выполнен в виде рамы (рис. 4) из двух двутавров № 55, обваренных по бокам стальными листами и усиленных ребрами жесткости. Днище поддона состоит из четырех швеллеров, к которым сверху и снизу приварены стальные листы. Образующуюся замкнутую коробку используют для подогрева поддона паром в процессе тепловлажностной обработки изделия. В нижнем листе имеются отверстия для выпуска конденсата.
4.3. Боковые щиты имеют двойную обшивку, пространство между которой используется для подогрева паром. Внутренняя обшивка имеет конфигурацию, соответствующую очертанию шпоночного шва. В сопряжении боковых щитов с поддоном ставится резиновое уплотнение, предотвращающее вытекание цементного молока из формы. По длине боковые щиты поддерживаются винтовыми стяжками.
4.4. Упорные щиты
представляют собой сварные балки коробчатого сечения, приваренные к несущим
балкам поддона. В щитах имеются вырезы для прохода пуансонов и отверстия для
пропуска инвентарных тяг. Диаметр отверстий на
4.5. Торцевые щиты выполнены из листов толщиной
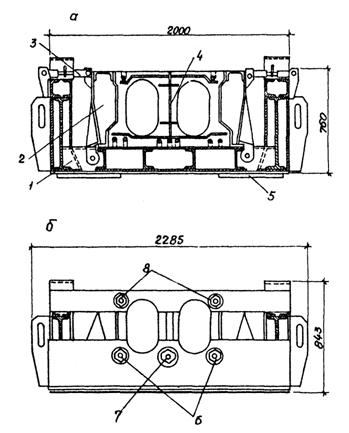
Рис. 4. Опалубочная форма.
а - поддон с боковыми щитами; б - упорный щиту 1 - поддон с несущими балками; 2 - боковой щит; 3 - винтовой упор; 4 - торцевой щит; 5 - пята для установки на электромагнит; 6 - двойные тяги; 7 - тройная тяга; 8 - одинарные тяги.
Торцевой щит удерживается планками в пазах боковых щитов. Во избежание вытекания раствора через прорези в местах пропуска напрягаемой арматуры и образования раковин, торцевые щиты снабжены накладными листовыми гребенками.
4.6. При бетонировании форма закрепляется на виброблоках площадки с помощью электромагнитных прижимов. С этой целью к формам, в местах опирания на виброблоки, приварены подмагнитные плита с гладко обработанной поверхностью.
4.7. Для натяжения стержней применяются инвентарные тяги, каждая из которых состоит из захвата в виде коробочки, тяжа с нарезными концами и упорной гайкой. Размеры коробочек и диаметры тяжей подобраны в зависимости от количества стержней в натягиваемой группе (1, 2 и 3).
4.8. Образование пустот в плитах производится пустотообразующей машиной,
состоящей из двух пуансонов, длиной
Пуансоны прикрепляются к тележке при помощи вкладыша с проушинами, вставляемого в отверстие, расположенное в его нерабочем конце. Положение пуансонов при его движении регулируется направляющими роликами.
4.9. При подаче пуансонов в опалубку должен сохраняться равномерный зазор между пуансоном и контуром отверстия торцевых щитов опалубки. Несоблюдение требований данного пункта может привести к заклиниванию пуансонов при их извлечении из бетона изделий.
4.10. Техническая приемка новых форм производится комиссией, организуемой заказчиком, в соответствии с требованиями проекта и МРТУ 7-15-66 "Формы стальные сварные для изготовления бетонных и железобетонных изделий". Если в процессе эксплуатации в формах обнаруживаются скрытые дефекты, обусловленные плохим качеством изготовления, составляется акт с обязательным участием автора проекта форм и завода-изготовителя.
4.11. При приемке форм проверяются их основные размеры: длина, ширина и высота, перекос формы (разность длин диагоналей), неплоскостность бортов и поддона.
Отклонения размеров форм
от проектных не должны превышать: по длине - ±
4.12. Прилегающие к
бетону поверхности должны быть тщательно выправлены. Местные искривления
поддона и бортов не должны превышать
4.13. Прогибы элементов
силовых форм под действием собственного веса, сил предварительного напряжения и
веса бетонной смеси не должны превышать 0,001 расстояния между упорами. Боковое
(в плане) расхождение элементов форм должно быть не более
Продольная деформация силовых форм на уровне центра тяжести натягиваемой арматуры после натяжения последней допускается не более 0,0002 расстояния между упорами.
4.14. Перемещаемые по постам формы должны захватываться траверсами и транспортироваться без ударов, толчков и наклонов. Запрещается распалубка с помощью приспособлений и инструментов, приводящих к искривлениям формы и повреждению отдельных узлов и деталей.
4.15. Для обеспечения выпуска в формах качественных изделий, а также для продления срока их службы предусматриваются периодический технический уход, текущие и капитальный ремонты форм.
4.16. Технический уход включает периодическую проверку состояния шарнирных соединений, захватов для напряженной арматуры, фиксаторов и других ответственных деталей.
4.17. Текущий ремонт включает ликвидацию зазоров между бортами и поддоном в местах сопряжения бортов, замену деталей и узлов шарнирных соединений, упоров и захватов для напрягаемой арматуры, местную выправку бортов и тому подобные работы.
Периодичность текущих ремонтов форм устанавливается в зависимости от условий их эксплуатации. Ориентировочно оборачиваемость форм между текущими ремонтами составляет 30 - 50 циклов. Текущий ремонт производится на заводе, где эксплуатируются формы.
4.18. Капитальный ремонт производится на специальных предприятиях и предусматривает правку или замену отдельных элементов формы, поддона, продольных бортов, пустотообразователей, равно как и полную или частичную замену деталей и узлов, износившихся в процессе эксплуатации. Оборачиваемость форм до капитального ремонта ориентировочно составляет 300 - 350 циклов.
4.19. Наличие на поверхности пустотообразователей вмятин и царапин не допускается. Все сварные швы должны быть тщательно защищены под уровень с основным металлом. Состояние пустотообразователей проверяется перед каждой установкой в опалубочную форму. Обнаруженные дефекты должны быть залиты легкоплавким металлов, а затем зачищены.
4.20. Перед армированием и бетонированием рабочие поверхности пуансонов и опалубочных форм очищают от налипшего бетона прошлой формовки и смазывают. Укладка бетонной смеси в неочищенную и несмазанную форму не допускается. Категорически запрещается применение для очистки форм отбойных молотков, ломов и кувалд.
4.21. Смазка форм является технологической операцией, определяющей внешний вид и качество железобетонных изделий. Влияние смазки на качество поверхности изделия характеризуется показателем пористости. Для получения поверхности изделий с полной заводской готовностью показатель пористости не должен превышать 0,4 %.
Рекомендуется для смазывания пустотообразователей и рабочих поверхностей опалубочных форм применять различные эмульсии, позволяющие получить поверхность с незначительным количеством пор. Применение в качестве смазок масел не допускается, поскольку они не обеспечивают выполнение вышеуказанного требования (табл. 2).
Таблица 2
Показатели пористости для наиболее распространенных видов смазки
|
№№ п/п |
Вид смазки |
Показатель пористости, % |
№№ п/п |
Вид смазки |
Показатель пористости, % |
|
1. |
Веретенное масло АУ |
3,75 |
7. |
Эмульсол ЭКС |
0,12 |
|
2. |
Трансформаторное масла |
4,20 |
8. |
10 % прямая эмульсия |
0,14 |
|
3. |
Соляровое масло |
4,00 |
9, |
Смазка ОЭ-2 |
0,13 |
|
4 |
Смесь веретенного и солярового масел (1:3) |
4,50 |
10. |
ОЭ-2 и 5 % солярового масла |
0,12 |
|
5. |
Веретенное масло и 5 % кубового остатка |
0,40 |
11. |
То же и 10 % |
0,14 |
|
12. |
Технический вазелин |
0,20 |
|||
|
13. |
Солидол |
0,17 |
|||
|
6. |
То же и 20 % кубового остатка |
0,10 |
14. |
Петролатум |
0,08 |
|
15. |
Парафин |
0,07 |
5. ЗАГОТОВКА, МОНТАЖ И НАТЯЖЕНИЕ АРМАТУРЫ
5.1. Заготовку стержней, подлежащих натяжению, а также ненапрягаемых арматурных элементов осуществляют в арматурном цехе, после чего их подают самоходными тележками на пост армирования для монтажа и натяжения.
5.2. Напрягаемую арматуру рекомендуется применять в виде стержней мерной длины. В случае необходимости горячекатанная арматура может быть сварена на стыкосварочных машинах типа МСМУ-150 или МСР-100, дооборудованной пневматическим прижимом. Другие виды сварки при изготовлении конструкций запрещаются. Подготовка к сварке, технология и режимы сварки должны осуществляться в соответствии с требованиями "Указаний по сварке соединений арматуры и закладных деталей железобетонных конструкций" СН 393-69. Стержни из стали 35ГС необходимо сваривать до упрочнения. Сварка упрочненной арматуры допускается после соответствующего экспериментального обоснования только в тех случаях, когда сварные стыки не попадают в железобетонное изделие.
5.3. При сварке арматуры и высадке головок по концам стержней следует избегать поджогов металла в контактах машин, для чего рекомендуется: применять электроды с вырезом строго по диаметру стержней, при необходимости зачищать концы арматуры и периодически не реже трех раз в смену чистить электроды.
5.4. Для улучшения качества сварки ржавые концы стержней необходимо предварительно обрезать. Торцы свариваемых стержней должны быть перпендикулярны оси стержней. Допускаемый перекос в соответствии с ГОСТ 14098-68 составляет 10°. Диаметр утолщения сварного соединения должен составлять 1,5 номинальных диаметра стержня.
Отклонение от этого
размера не должно превышать ±
5.5. Для закрепления стержневой напрягаемой арматуры применяются временные концевые анкеры в виде высаженных головок. Высадку головок в горячем состоянии производят на машинах 6596/1, 6594/1М, 6974/2 или на стыкосварочных машинах.
5.6. Во избежание искривления концов стержня перед высадкой головок следует оплавить его торцы. Для этого высадочный электрод при включении тока поджимают к торцу стержня с небольшим усилием, которое затем плавно увеличивают. Высадку головки при сжатии стержня следует производить при выключенном токе или путем импульсного нагрева при максимальном усилии обжатия.
Неостывшие головки следует предохранять от резкого охлаждения и соприкосновения с водой и снегом. Стержни классов А-IV и А-V рекомендуется после высадки головок складывать в закрытые короба.
5.7. Опорная поверхность
головок должна быть перпендикулярной оси стержня. Перекос опорной поверхности
головок не должен превышать 5°. Наружный диаметр головки должен составлять 1,8
диаметра стержня. Смещение оси головки относительно оси стержня не должно
превышать
5.8. Высаженные головки
необходимо снабжать опорными шайбами (рис. 5) для обеспечения равномерной
передачи усилия от натянутого стержня на упоры форм или поддонов. Диаметр
отверстий шайб может отличаться от наружного диаметра стержня не более чем на

Рис. 5
5.9. При заготовке стержней натягиваемых группами с помощью механических устройств, рекомендуется обеспечивать расстояние между опорными поверхностями анкерных устройств с предельным отклонениями ±0,03Δl, где Δl - величина упругого удлинения стержня при его натяжении до заданного усилия.
5.10. Ненапрягаемые сварные сетки и каркасы должны соответствовать требованиям ГОСТ 8478-66. Монтажные петли необходимо изготовлять из горячекатанной гладкой арматурной стала класса A-I марок ВМСт.3сп, ВКСт.3сп и ВКСт.3пс. Применение арматуры из кипящей стали и петель из спаренных стержней категорически запрещается.
5.11. Проведение сварочных работ в опалубочной форме железобетонных изделий запрещается. Такие работы должны выполняться на достаточном удалении от формы, чтобы исключить попадания искр на ее рабочую поверхность.
5.12. Все арматурные элементы должны соответствовать рабочим чертежам. Замена арматуры допускается только по согласованию с организацией, являющейся автором проекта конструкций или их привязки.
5.13. Перед установкой в конструкции все арматурные элементы должны быть очищены от случайных пятен масла и комьев грязи, ухудшающих сцепление арматуры с бетоном, а также от обильной ржавчины. Очистку рекомендуется производить металлическими щетками, ветошью и бензином.
5.14. Арматура в форме должна размещаться строго в проектном положении. Для обеспечения необходимой толщины защитного слоя следует применять специальные пластмассовые фиксаторы, одеваемые непосредственно на арматуру, либо подкладки в виде брусков, изготовленных из цементного раствора, прикрепляемых вязальной проволокой к арматуре.
5.15. Напрягаемую арматуру необходимо размещать в форме таким образом, чтобы сварные стыки не попадали в среднюю треть изделия и располагались вразбежку на расстоянии не менее 20 диаметров стержней. В одном сечении допускается располагать не более трети стыкованных стержней. Рекомендуемая схема расположения стыков показана на рис. 6.
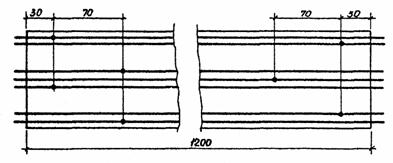
Рис. 6. Схема расположения стыков напрягаемой арматуры в нижней зоне плиты.
5.16. Для предотвращения
образования продольных трещин в бетоне
изделий после передачи усилия натяжения на бетон на концы напрягаемых стержней необходимо
устанавливать спирали из проволоки диаметром
5.17. Арматура и закладные
детали должны быть надежно закреплены
от смещения при транспортировании формы и заполнении ее бетонной смесью.
Для этого арматурные элементы необходимо взаимно соединять вязальной
проволокой. Отклонения от проектного положения остальных закладных деталей не
должны превышать в плоскости изделия -
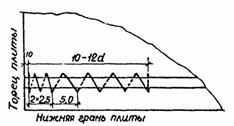
Рис. 7. Схема размещения спирали на напрягаемой арматуре
5.18. Величина контролируемого натяжения принимается по проекту и проверяется при механическом натяжении по манометру, установленному на насосной станции, и по удлинению стержней. Допускаемые отклонения от проектных величин по усилию - ±5 %, по удлинению ±10 %.
5.19. Для исключения потерь напряжения арматуры из-за трения гидравлические домкраты вместе с насосной станцией должны тарироваться не реже одного раза в три месяца в соответствии с рекомендациями "Руководства по технологии предварительного напряжения стержневой арматуры железобетонных конструкций" НИИЖБа Госстроя СССР (М., Стройиздат, 1972).
5.20. Для обеспечения необходимой точности натяжения арматуры цена деления шкалы манометра не должна превышать одну двадцатую величины измеряемого давления. Максимальное давление, на которое рассчитан манометр, не должно превышать измеряемое давление более чем в два раза. Выбор манометров для гидравлических домкратов рекомендуется производить по табл. 3.
5.21. При натяжении арматурного элемента домкрат должен быть расположен так, чтобы его ось совпадала с осью арматуры или захвата с ней. Несовпадение оси домкрата может вызвать перенапряжение стали и искажение величины натяжения, а иногда и обрыв стержня.
Время натяжения стержневой арматуры определяется скоростью деформирования напрягаемой стали, которая должна быть не более 10 см/мин.
Таблица 3
Технические характеристики манометров для гидродомкратов
|
Цена деления шкалы в кГ/см2 для приборов класса |
Верхний предел измерения манометра в кГ/см2 |
Минимальное измеряемое давление в кГ/см2 для приборов класса |
||||
|
1 |
1,5 |
2,5 |
1 |
1,5 |
2,5 |
|
|
0,5 |
1 |
1 |
60 |
12 |
18 |
20 |
|
1 |
2 |
2 |
100 |
20 |
30 |
50 |
|
2 |
5 |
5 |
160 |
32 |
48 |
80 |
|
2 |
5 |
5 |
250 |
50 |
75 |
125 |
|
5 |
10 |
10 |
400 |
80 |
120 |
200 |
|
5 |
10 |
10 |
600 |
120 |
180 |
300 |
5.22. В случае применения арматурных элементов из стержней стали 35ГС, последние предварительно подвергаются упрочнению вытяжкой с контролем удлинения и напряжений на специальной установке (см. приложение 2).
5.23. Натяжение стержневой арматуры в формах осуществляют механическим способом, группами по два и по три стержня в инвентарной тяге.
5.24. Длина заготовки арматурного элемента из неупрочняемой арматуры определяется по формуле:
lзаг = lупор + 2(δ + α)
где lупор - расстояние между упорными плоскостями захватов инвентарных тяг;
δ - толщина шайбы;
α - длина конца стержня, необходимая для "высадки головки", определяемая опытным путем на месте производства работ.
Для арматуры, упрочняемой вытяжкой, длина заготовки может быть найдена по формуле:
lзаг = lупор - Δ1 + Δ2 + 2(δ + α)
где lупор, δ, α - имеют те же значения, что и в предыдущей формуле;
Δ1 = xl0 - в случае если удлинение плети при упрочнении составляет x %.
Фактическое удлинение арматуры при упрочнении, как правило, меньше предельного. Поэтому для каждой партии стержней величина фактического удлинения определяется на 3 - 5 стержнях, напряженных до величины 5500 кГ/см2.
Δ2 - упругое укорочение после упрочнения, так же определяемое экспериментально.
5.25. Монтаж и натяжение арматурных элементов выполняют на посту 1 в такой последовательности:
- в подготовленную и смазанную опалубочную форму укладывают на фиксаторы защитного слоя низшие арматурные сетки;
- готовые арматурные стержни подают в форму и вставляют в захваты;
- натягивают нижние стержни и подвязывают к ним вязальной проволокой нижние сетки;
- размещают в захватах и натягивают верхние стержни;
- устанавливают вертикальные сетки, ребер, укладывают верхние горизонтальные сетки, устанавливают монтажные петли и привязывают все сетки к верхним напряженным стержням.
5.26. Арматурные стержни натягивают с одной стороны в следующей последовательности:
- стержни предварительно подтягивают до 0,2 контролируемого усилия для ликвидации зазоров между упорными плоскостями анкеров и захватов, а также для проверки правильности установки домкратов и расположения арматурных элементов;
- снимают давление до условного нуля (5 - 10 атм.) и фиксируют начало вытяжки стержня;
- усилие доводят до величины, превышающей контролируемое на 5 %, подкручивают гайку инвентарной тяги и передают давление на нее. В случае если давление в домкрате упало, доводят его до контролируемого значения и окончательно подкручивают гайку; перенатяжение не снимается в счет компенсации деформации форм.
5.27. Величину напряжения
в каждом арматурном стержне контролируют при помощи специальных приборов марок
ПИН, ПРДУ, ИНА-3, ИПН-7. При этом необходимо чтобы стержни по всей своей длине
не касались арматурных каркасов, стенок форм и других элементов. Приборы
следует размещать посередине длины стержня, в котором измеряется напряжение.
Отклонение величины предварительного напряжения для стержней длиной
5.28. Снятие отсчетов по приборам необходимо производить не менее трех раз при каждом измерении. В случае резких колебаний отдельных показаний крайние значения отбрасываются и берется величина по минимальным отсчетам. По этим данным контролируемую величину предварительного напряжения определяют с помощью тарировочных характеристик или переводных таблиц, которые приложены к приборам.
5.29. Повторный контроль напряжений в стержнях, натянутых механический способом, рекомендуется производить при помощи приборов в начале освоения производства, после замены или ремонта домкрата, насосной станции, манометра либо инвентарных тяг, а также периодически в 10 - 20 % изделий, но не реже одного раза в месяц в каждой опалубочной форме.
5.30. В случае несоответствия фактических напряжений в арматуре проектным с учетом допустимых отклонений необходимо подтянуть или заменить эти стержни, обнаружить и ликвидировать причины, приводящие к недопустимым отклонениям напряжений.
5.31. Приварка каких-либо металлических деталей к натянутой стержневой арматуре не допускается. При изготовлении конструкций не допускается передавать постоянную или временную нагрузку непосредственно на натянутую арматуру (от элементов опалубки, бункеров и др.).
6. БЕТОНИРОВАНИЕ ПЛИТ
6.1. После окончания армирования форма подается мостовым краном на пост формования, устанавливается на вибростол, где фиксируется в рабочем положении электромагнитами и боковыми ограничительными упорами.
6.2. После установки формы за один проход бетонораздатчика распределяется бетонная смесь нижней полки и включается вибростол. Уплотнение нижнего слоя производится в течение 90 сек.
6.3, После окончания виброуплотнения бетона первого слоя в форму вводят предварительно очищенные и смазанные пустотообразователи, законопачивают зазоры между пуансонами и торцевыми щитами и продолжают бетонирование нижней полки. Бетонную смесь распределяют за один проход бетоноукладчика и уплотняют в течение 90 - 120 сек.
6.4. Среднюю зону плиты бетонируют на всю длину двумя слоями 15
-
6.5. Бетон верхней полки укладывают за два прохода бетоноукладчика с общим временем уплотнения до 210 сек. Окончательное уплотнение бетона осуществляется в течение 120 сек включением вибростола при уложенном на верхнюю полку плиты пригрузе. Длительность бетонирования плиты не должна превышать одного часа. Общее время уплотнения бетонной смеси плиты - 11 - 14 мин.
6.6. После окончания бетонирования пригруз остается на поверхности плиты до извлечения пуансонов, уменьшая возможность интенсивного испарения воды, возникновения усадочных трещин в бетоне верхней полки, а также предотвращая возможность подвижки бетона при извлечении пуансонов, влекущую за собой появление поперечных: трещин. Пригруз снимают только после полного извлечения пуансонов.
6.7. Для увеличения прочности бетона надпустотного свода к моменту извлечения пуансонов, последние должны находиться в конструкции не менее одного часа. Оптимальное время выдерживания пуансонов в изделии устанавливается экспериментально в зависимости от удобоукладываемости бетонной смеси и прочности бетона к моменту извлечения не менее 2,5 кГ/см2, что проверяется испытанием в разные сроки кубов размером 10×10×10 см на 5-тонном прессе.
По мере извлечения пуансонов из изделия их обмывают водой из шланга и смазывают.
7. ТЕПЛОВЛАЖНОСТНАЯ ОБРАБОТКА
7.1. Тепловлажностная обработка пустотных плит при поточно-агрегатной технологии осуществляется в штабелях форм при подаче пара в отсеки паровых рубашек поддона, боковых щитов и в пустоты изделий (рис. 8). В пустоты пар подают черев перфорированные трубы, пропускаемые в отверстия торцевых заглушек с обоих концов изделия. Водяной пар подается из магистрального паропровода через систему разводки.
7.2. Во избежание потери влаги из бетона и предохранения от появления в нем трещин открытую верхнюю поверхность плит изолируют от окружающей воздушной среды металлическими щитами или щитами из других водонепроницаемых материалов. Последующие ярусы форм устанавливают одна на другую по верхним щитам.
7.8. Цикл обработки пропариваемых плит включает:
- предварительную выдержку свежеотформованного изделия;
- разогрев бетона изделия до принятого наивысшего уровня;
- выдерживание при наивысшей принятой температуре (изотермический период);
- понижение температуры среды и изделия.
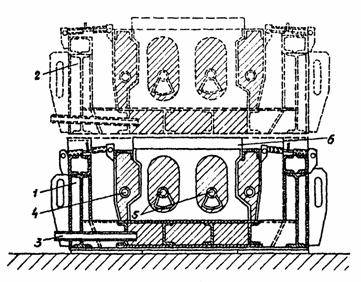
Рис. 8. Схема тепловлажностной обработки плит.
1 - форма первого яруса; 2 - форма второго яруса; 3 - патрубок подачи пара в поддон; 4 - патрубок подачи пара в боковой щит; 5 - патрубки подачи пара в пустоты; 6 - верхний металлический щит. Полости, в которые подается пар, заштрихованы.
7.4. Предварительная выдержка свежеотформованного изделия производится при температуре не ниже +16°С для протекания процесса схватывания цемента в нормальных условиях. Длительность предварительного выдерживания при пропаривании плит в формах с изолированной верхней поверхностью, обеспечивающих минимальные температурные деформации и равномерный разогрев бетона, ограничивается временем нахождения пустотообразователей в изделии и временем необходимым для установки формы на пост пропаривания и составляет 1,5 - 2 часа.
7.5. Особое внимание следует уделять правильности выбора скорости разогрева бетона, поскольку в этот период в нем возникают основные структурные нарушения.
Скорость подъема температуры до принятого наивысшего уровня принимают в зависимости от минимальной прочности бетона к началу пропаривания /табл. 4/, но при этом она не должна превышать 30 град/час.
Таблица 4
|
Прочность бетона к началу тепловлажностной обработки, кГ/см2 |
1-2 |
3-3,5 |
4-5 |
5-6 |
7-8 |
|
Допускаемая скорость подъема температуры среды в град/час |
10 |
20 |
30 |
40 |
60 |
Прочность бетона
к моменту начала тепловлажностной обработки определяют экспериментально для
каждого состава испытанием на сжатие бетонных кубов с ребром не менее
7.6. Продолжительность изотермического прогрева изделий зависит от вида цемента, в/ц бетона, максимальной температуры паровоздушной среды, равномерности ее распределения и требований по прочностным показателям, предъявляемым к бетону.
Изотермический прогрев при автономной тепловлажностной обработке пустотных плит в штабелях форм производится при температуре 80 - 85°С в течении срока, необходимого для получения 80 % проектной прочности и устанавливаемого по графику на рис. 9.
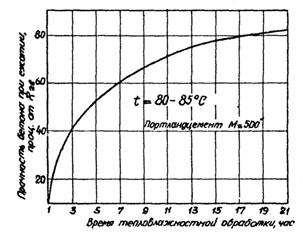
Рис. 9. Рост прочности бетона при тепловлажностной обработке плит в штабелях.
7.7. Остывание изделий производится на складе готовой продукции после открытия боковых щитов форм и передачи напряжения на бетон. В случае температурного перепада между поверхностью изделий и наружным воздухом при передаче его на склад больше 20°С плиту закрывают брезентом для создания условий более плавного ее остывания.
Пример расчета режима тепловлажностной обработки плит приведен в приложении № 3.
7.8. Управление процессом тепловлажностной обработки должно осуществляться автоматически с помощью любых проверенных на практике программных регуляторов температуры, например ПЭСТ-2М.
7.9. Температурный режим в пустотах плиты следует контролировать при помощи дистанционных регистрирующих термометров, исправность которых периодически проверяемся путем замера температур ртутным термометром. При ручном регулировании подача пара замер температур производится ртутными термометрами с 100-градусной шкалой.
7.10. При всех способах контроля дежурный лаборант заносит в журнал тепловлажностной обработки (приложение 4): время предварительной выдержки, начало и конец пропаривания, а также температуры на всех стадиях тепловлажностной обработки.
7.11. Прочность пропаренного бетона определяется испытанием образцов на сжатие согласно требованиям ГОСТ 10180-67 для тяжелого бетона и ГОСТ 11050-64 для легкого. Рекомендуется использовать кубы соизмеримые с толщиной стенок изделия (10×10×10 см) и пропаривать их в пустотах плит. Пропаривание кубов больших размеров дает ощутимые отклонения от действительной прочности бетона изделия. Испытания кубов производятся в горячем состоянии сразу же после окончания изотермического прогрева.
8. РАСПАЛУБЛИВАНИЕ И СКЛАДИРОВАНИЕ ПЛИТ
8.1. По достижении бетоном 80 % проектной прочности раскрывают боковые щиты формы и производят отпуск натяжения стержней и передачу предварительного напряжения арматуры на бетон. Сначала отпускают верхние стержни, затем нижние. Отпуск осуществляют при помощи натяжных домкратов или поочередным перерезыванием стержней газовыми резаками.
При отпуске нижних стержней домкратами снятие давления должно проводиться в два этапа. Сначала поочередно во всех стержнях усилие снижает до 5,0 %, а затем повторно доводят до нуля.
При обрезке место реза
предварительно разогревают докрасна на участке длиной 15 -
8.2. Во избежание появления трещин по концам изделий и ухудшения анкеровки преднапряженной арматуры передачу усилий обжатия следует производить на горячий бетон как только прочность его достигнет 80 % проектной, которую проверяют испытанием контрольных кубов также в горячем состоянии.
8.3. После разрезки стержней горячую плиту извлекают из опалубки, выступающие концы арматуры обрезают и торцы заделывает цементным раствором.
8.4. Готовые изделия принимает представитель ОТК или
лаборатория. Обнаруженные при осмотре мелкие дефекты в виде усадочных трещин
длиной до
8.5. После извлечения
плиты из опалубочной формы производи контрольный обмер. Габаритные размеры плит
могут иметь допуски по длине
8.6. При перемещении плит в формах краном к постам технологической линии должна использоваться траверса.
В штабеле плиты укладывают на деревянные прокладки не более трех рядов по высоте. Прокладки размещают вблизи опорного сечения по возможности в одной вертикальной плоскости. Перекантовка плит и опирание их в пределах между монтажными петлями не разрешается.
Плиты к месту строительства можно перевозить автомобильным и железнодорожным транспортом. Для перевозки могут использоваться автомобили МA3-502 или КрАЗ-21А с двухосными прицепами-роспусками, оборудованными поворотными коньками.
9. КОНТРОЛЬ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ПУСТОТНЫХ ПЛИТ
9.1. В соответствии с указаниями СНиП I-B.5-62 на каждом предприятии, необходимо проводить постоянный контроль производства железобетонных изделий и проверку их качества.
Помимо пооперационного контроля, необходимо проводить систематические испытания конструкций в соответствии с ГОСТ 8829-66 "Изделия железобетонные сборные. Методы испытания и оценки прочности, жесткости и трещиностойкости". Испытанию подвергается одна плита от партии в 100 штук.
Параллельно должны применяться неразрушающие методы контроля прочности бетона в соответствии с "Временными указаниями по оценке прочности, жесткости и трещиностойкости железобетонных изделий и конструкций неразрушающими методами" Госстрой СССР, СН 417-70. Стройиздат, 1971.
9.2. Пооперационный
контроль должен осуществляться в полном объеме, предусмотренном СНиП III-Д.2-72 "Инструкцией
по изготовлению предварительно напряженных конструкций железобетонных,
автодорожных и городских мостов с пролетами до
9.8. Каждое изготовленное изделие должно приниматься отделом технического контроля, а при его отсутствии - заводской лабораторией. Отпуск плит потребителю разрешается только после того, как они будут приняты ОТК, замаркированы и составлен паспорт на готовое к отпуску изделие.
9.4. На каждой плите несмываемой краской при помощи трафарета или резинового штампа должны быть нанесены: товарный знак завода-изготовителя или его краткое наименование, марка изделия, штамп ОТК, дата ее изготовления, вес. Маркировочные знаки должны наноситься в местах, видных при хранении и транспортировании плит.
9.5. Отпуск плат с завода-изготовителя без паспорта запрещается. В паспорте должны быть указаны: наименование министерства, в систему которого входит предприятие-изготовитель, наименование и адрес предприятия, номер паспорта и дата его составления, наименование изделий и их условное обозначение, количество изделий в партии, даты их изготовления, номер партии, проектная марка и отпускная прочность бетона на сжатие в кГ/см2, вес изделий, номер ГОСТа или ТУ на изделие.
10. ТЕХНИКА БЕЗОПАСНОСТИ
10.1. Работа по
изготовлению предварительно напряженных железобетонных конструкций с
механическим способом натяжения стержневой арматуры ведутся с обязательным
соблюдением правил техники безопасности, изложенных в СНиП III-А.П-62, "Правилах техники
безопасности на строительстве мостов и труб" (Оргтрансстрой,
10.2. К работе допускаются лица, изучившие правила техники безопасности, прошедшие инструктаж на рабочем месте и сдавшие техминимум по технике безопасности.
10.3. Все натяжные устройства должны быть осмотрены и опробованы до начала работ по натяжению арматуры и только при полной их исправности дается разрешение на ведение работ.
10.4. За упорными щитами форм, на которых фиксируется арматура в напряженном состоянии, должны быть установлены стационарные или съемные предохранительные козырьки или отбойные стенки, предохраняющие рабочих от травм в случае обрыва арматуры или анкеров. Эксплуатация форм без защитных устройств не допускается.
10.5. При натяжении арматуры и передаче напряжения на бетон при помощи натяжного оборудования работающие должны находиться сбоку от домкрата. Проведение в это время других работ и нахождение рабочих в опалубочной форме не допускается. Запрещается проведение сварочных работ вблизи натянутой арматуры,
10.6. Подъем форм и транспортирование их по постам должны выполняться только при помощи траверсы с захватом формы за все подъемные скобы.
10.7. Закрывание и открывание бортов в процессе сборки и распалубки форм разрешается производить только с помощью специально предназначенных для этой цели инструментов и приспособлений.
10.8. На рабочих местах должны быть вывешены инструкции и плакаты по технике безопасности, таблицы с основными величинами показателей манометрического давления и вытяжки, требующиеся при натяжении арматуры. При контролировании величины предварительного напряжения арматуры контактными приборами необходимо надевать защитные маски.
10.9. В связи с высоким уровнем вибрации, возникающей в процессе работы вибростолов, вредного ее воздействия на организм, одновременная работа двух виброплощадок недопустима.
10.10. При виброуплотнении бетона конструкций рабочие, обслуживающие технологическую пинию, должны находиться не менее чем в двух метрах от вибростола.
ПРИЛОЖЕНИЕ
1
Пооперационный график выполнения работ на технологической линии
ПРИЛОЖЕНИЕ
2
УПРОЧНЕНИЕ ВЫТЯЖНОЙ АРМАТУРЫ КЛАССА А-III
1. Производство работ
1. Упрочнение стержневой арматуры класса А-III производится для повышения предела текучести стали. Упрочнение производится до напряжения 5500 кГ/см2, превышающего фактический предел текучести исходных стержней. После упрочнения условный предел текучести арматуры достигает величины не ниже максимальных напряжений, создаваемых вытяжкой.
2. Стержневая арматура упрочняется на специальных стендах различных конструкций. Схема одного из них, используемого на предприятиях Миндорстроя УССР показана на рис. 10.
Стенд состоит из лотка, образованного двумя двутаврами № 27, усиленных
приваренными швеллерами № 14.
Двутавры объединены диафрагмами с вырезами для размещения в них упрочняемых
стержней. Лоток уложен на бетонные опоры и закреплен заделанными в них болтами.
К проушине домкрата прикреплен захват для размещения анкеров стержня.
Упрочняемые стержни различной длины концевыми анкерами в виде высаженных
головок с шайбами толщиной
3. Вытяжку стержней рекомендуется производить гидродомкратом СМ-513Б с
ходом поршня
4. Упрочнение стержней контролируется по показаниям манометра, установленного на насосной станции и по вытяжке.
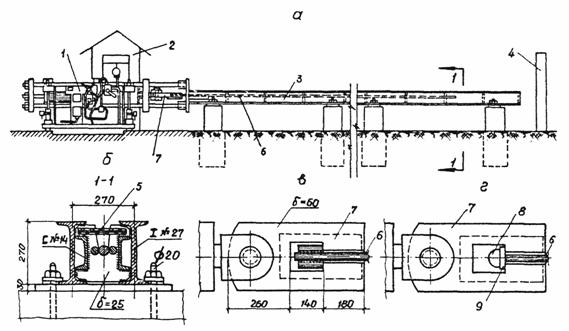
Рис. 10. Стенд для упрочнения арматуры.
а - фасад; б - разрез по 1-1; в - захват для анкеров в виде коротышей; г - то же, для анкера с высаженной головкой; 1 - гидродомкрат; 2 - пульт управления; 3 - лоток; 4 - защитный щит; 5 - защитные коротыши; 6 - упрочняемый стержень; 7 - захват; 8 - высаженная головка; 9 - шайба.
Контролируемое показание манометра определяется по формуле:
![]()
где Fa - теоретическая площадь поперечного сечения стержня в см2,
S - площадь поршня гидродомкрата в см2,
η - коэффициент полезного действия гидродомкрата, определяемый опытным путем по результатам тарировки домкрата в соответствии с "Руководством по технологии предварительного напряжения стержневой арматуры железобетонных конструкций" НИИЖБа Госстроя СССР (М, Стройиздат, 1972).
5. Отклонения усилий натяжения арматура при упрочнении должны находиться в пределах ±5 % номинальной величины. Переупрочнение стержней значительно ухудшает хладостойкость металла. Выбор верхнего предела измерения манометра и его класс, обеспечивающие необходимую точность измерения, определяется в соответствии с настоящими рекомендациям. В случае необходимости в маслопровод перед манометром включается специальное приспособление, гасящее колебания стрелки манометра.
6. При упрочнении стержней контролируемое удлинение не должно превышать 4,5 % для стали марки 95ГС и 3,5 % для стали марки 25Г2С В случае достижения контролируемого напряжения при вытяжках меньше предельных упрочнение прекращается. Если же предельное удлинение достигнуто при напряжениях меньше 5500 кГ/см2, то такие стержни отбраковываются и могут быть использованы только в качестве ненапрягаемой арматуры. Разорвавшиеся при упрочнении стержни также отбраковываются.
7. Стержни упрочняются небольшими партиями. Партия стержней одного диаметра в количестве на одно изделие связывается и маркируется красной краской. Хранить упрочненную арматуру необходимо под навесом на специальных стеллажах. Данные по упрочнению каждой партии арматуры заносятся в специальный журнал, хранящейся в лаборатории предприятия.
Журнал контроля упрочнения арматуры
(пример заполнения)
Марка домкрата______________________________________________
Дата тарировки_______________________________________________
Верхний предел измерения манометра 160 кГ/см2
Класс манометра 1,0; 1,5
|
Дата |
№№ партии стержней |
Диаметр, мм |
Количество стержней в партии |
Длина заготовки, м |
Показания манометра, кГ/см2 |
Удлинение, |
Подпись производившего упрочнение |
||
|
расчетное |
фактические |
предельное |
фактическое |
||||||
|
3.08.75 |
1 |
22 |
|
12,7 |
71 |
70-74 |
57,2 |
42-45 |
|
Примечания: 1.В журнале проставляются данные контроля на всю партию стержней. В графах "Фактические показания манометра" и "Фактическое удлинение" проставляются граничные значения "от" - "до". После каждой партии указывается число разорвавшихся и замененных стержней.
2. В конце каждой смены представитель лаборатории, контролировавший упрочнение арматуры, указывает причины обрывов арматуры и ставит свою подпись. Не реже одного раза в месяц заведующий лабораторией делает анализ причин нарушений требования настоящих технических указаний, результаты которого заносятся в этот же журнал и доводятся до сведения руководителей предприятия.
8. При проведении упрочнения принимаются меры предосторожности,
обеспечивавшие безопасность обслуживания персонала при возможном разрыве
стержней. Для этого в торцах стенда устанавливаются металлические ограждающие
плиты, пульт управления гидродомкратом выносится в сторону от оси стенда, между
полками двутавров и швеллером лотка закладываются через 3 -
2. Определение контролируемых показаний манометра в выбор манометра
Пустотная плита армируется в верхней зоне 2 стержнями
![]()
![]() S = 314 см2
S = 314 см2
При тарировке домкрата установлено, что η при давлении 40 - 60 кГ/ом2 составляет 0,92, а при давлении 70 - 80 кГ/см2 - 0,93
![]()
![]()
Верхний предел измерений манометра для упрочнения стержней диаметром
Цена деления манометра для упрочнения стержней диаметром
3. Определение длины арматурной плети до упрочнения
Фактическое удлинение арматуры при упрочнении, как правило, меньше предельного. Поэтому для каждой партии стержней необходимо при участии представителя лаборатории произвести пробное натяжение 3 - 5 стержней до величины 5500 кГ/см2 для определения соответствующих величин удлинения.
На основании эксперимента установлено, что фактическое удлинение при
упрочнении составляет 3,5 %, а упругое укорочение после упрочнения - 0,3 %.
Необходимая длина плети после укорочения составляет
Ориентировочная длина заготовки -
Уточненная длина плети до упрочнения 12,55 - 12,2·0,035 +
12,55·0,003 - 12,55 - 0,03 + 0,04 =
В связи с незначительным расхождением фактической длины плети с ориентировочной длиной перерасчета производить не требуется.
ПРИЛОЖЕНИЕ
№ 3
Пример назначения режима тепловлажностной обработки пустотных плит.
В приводимом примере использован конкретный материал. Состав бетонной смеси примененный на Ивановском комбинате "Винница доржелезобетон" при изготовлении пустотных плит. В качестве мелкого заполнителя в соотношении 1:1 применялась смесь песка с гранотсевом. Состав бетона на 1 м3:
цемент марки "500" -
песок + гранотсев -
щебень -
вода -
жесткость бетонной смеси - 100 сек.
Тепловлажностная обработка плит осуществляется одновременным пуском пара в пустоты и паровые рубашки поддона и бортов формы. Верхняя полка плиты укрыта брезентом.
Длительность предварительного выдерживания включает время нахождения пуансонов в изделии на посту бетонирования и транспортирования формы на пост тепловлажностной обработки, т.е. составляет два часа.
Испытанием кубов установлено, что к моменту окончания предварительного выдерживания прочность бетона составляет 3 кг/см2. В соответствии с п.7.5. скорость подъема температуры принимается равной 20 град/час. Подъем температуры до 80°С при начальной температуре бетона 20°С.
![]() часа
часа
Продолжительность изотермического прогрева, назначаемая по рис. 9, равна 17 часам.
Остывание изделия производится на складе готовой продукции после отпуска натяжения
Общий цикл твердения составляет
τтв. = 2 + 3 + 17 = 22 часа
из них обработка паром - 20 часов.
ПРИЛОЖЕНИЕ
4
ЖУРНАЛ
контроля тепловлажностной обработка пустотных плит
|
Наименование изделия |
Дата формовки |
Время окончания формовки: |
Начало пропаривания |
Пропаривание |
Время окончания пропаривания |
Подпись дежурного лаборатории |
||||||||||||
|
Температура в пустотах плиты |
||||||||||||||||||
|
Дата |
Время |
Время суток |
||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|||||||
|
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
|
11-12 |
6.08.75 |
16.00 |
6.08 |
18-00 |
|
|
|
|
|
20° |
80° |
80° |
80° |
80° |
81° |
83° |
|
|
|
80° |
31° |
81° |
82° |
80° |
80° |
80° |
81° |
80° |
80° |
80° |
85° |
|
|
|||||
|
|
- |
|
|
|
|
|
|
|
|
|
|
7.08 |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
12-00 |
|
|||||
ПРИЛОЖЕНИЕ
5
ТАБЛИЦА
пооперационного контроля при изготовлении пустотных плит
|
№№ п/п |
Наименование технологической операции |
Вид испытания или контроля |
Метод испытания или контроля по ГОСТ или др. норм. документам |
Кто проводит испытание или контроль |
|
1 |
2 |
3 |
4 |
5 |
|
1. |
Контроль качества сырья и материалов |
Испытание: |
|
|
|
б) цемента |
ГОСТ 10178-62; 310-60 |
Лаборатория |
||
|
б) песка |
ГОСТ 10268-62, 8735-65 |
-"- |
||
|
в) щебня |
ГОСТ 10268-62, 8269-64, 9758-61; 11991-66, 9757-61; 9759-65 |
-"- |
||
|
г) добавок |
ГОСТ 6269-63 |
-"- |
||
|
д) арматур |
ГОСТ 12004-66 |
-"- |
||
|
2. |
Заготовка полуфабрикатов |
|
|
|
|
а) изготовление арматурных элементов |
Контроль прочности стыков |
ГОСТ 10922-64, ГОСТ 8478-66 |
Лаборатория, мастер арматурного цеха, контролер ОТК* |
|
|
Контроль сварки плетей и размещения станов |
Настоящие рекомендации |
|
||
|
Упрочнение арматура |
Приложение 2 настоящих рекомендаций |
Мастер арматурного цеха, контролер ОТК |
||
|
Проверка размеров элементов и деталей |
Рабочие чертежи |
|
||
|
б) приготовление бетонной смеси |
Контроль дозировки составляющих |
ГОСТ 7473-61 |
Мастер бетонного цеха, лаборатория |
|
|
Контроль подвижности и удобоукладываемости смеси |
ГОСТ 10181-62 |
Лаборатория |
||
|
3. |
Подготовка форм |
Контроль размеров и ровности опалубочной формы |
Настоящие рекомендации |
Мастер формовочного цеха, контролера ОТК* |
|
Проверка правильности сборки форм |
-"- |
-"- |
||
|
Контроль смазки форм |
-"- |
-"- |
||
|
4. |
Армирование изделий |
Проверка расположения арматурных элементов (сеток, стержней, закладных деталей) |
Рабочие чертежи, настоящие рекомендации |
мастер формовочного цеха, контролера ОТК* |
|
Проверка размещения стыков |
Настоящие рекомендации |
-"- |
||
|
Контроль напряжения а фиксации стержней |
-"- |
-"- |
||
|
5. |
Уплотнение бетона |
Контроль за соблюдением технологических приемов уплотнения |
-"- |
-"- |
|
6. |
Извлечение пустотообразователей |
Проверка правильности приемов извлечения пуансонов |
-"- |
-"- |
|
7. |
Тепловлажностная обработка |
Контроль температурного режима |
-"- |
Лаборатория |
|
8 |
Распалубка |
Определение прочности бетона в период обрезки стержней (испытание контрольных кубов, эталонным молотком, прибором УКБ) |
ГОСТ 10180-67, 18105-72 |
Лаборатория |
|
Контроль за обрезкой арматуры. Съем изделия с формы. |
Настоящие рекомендации |
Мастер формовочного цеха, контролера ОТК* |
||
|
Контроль размеров и качества готовых изделий и исправление дефектов |
ГОСТ 13015-67, настоящие рекомендации |
Контролер ОТК*, мастер формовочного цеха |
||
|
9 |
Испытание готовой продукции |
Испытание плит на стенде до разрушения |
ГОСТ 8829-66 |
Лаборатория |
|
Отпуск продукции потребителям |
Определение кубиковой прочности ко дню отпуска |
ГОСТ 10180-67; 18105-72 |
-"- |
*) Если на предприятии сборного железобетона отсутствует ОТК, то указанную работу выполняют сотрудники лаборатории, на которых возлагаются функции ОТК.