
НИИЖБ ГОССТРОЯ СССР
РЕКОМЕНДАЦИИ
ПО ТЕХНОЛОГИИ СВАРКИ ПОД ФЛЮСОМ
НАКЛОННЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ
И ТАВРОВЫХ СОЕДИНЕНИЙ ПО ЭЛЕМЕНТУ ЖЕСТКОСТИ
МОСКВА-1982
Госстрой СССР
Ордена Трудового Красного Знамени
научно-исследовательcкий институт
бетона и железобетона
(НИИЖБ)
Утверждены
директором НИИЖБ
14 июня 1982 г.
Рекомендованы к изданию секцией бетонных и железобетонных конструкций НТС НИИЖБ от 30 июня 1981 г.
Рекомендации по технологии сварки под флюсом наклонных соединений закладных деталей и тавровых соединений по элементу жесткости. М., НИМБ Госстроя СССР, 1982, 22 с.
Приведены основные положения по технологии автоматической дуговой сварки под флюсом наклонных соединений элементов закладных деталей, выполненных при углах наклона анкерного стержня к плоскости пластины от 5 до 85° и тавровых соединений анкерных стержней с плоским прокатом, имеющим элементы жесткости.
Рекомендации предназначены для сварщиков, инженерно-технических работников заводов строительной индустрии и проектировщиков.
ПРЕДИСЛОВИЕ
Настоящие Рекомендации составлены в развитие "Инструкции по сварке соединений арматуры и закладных деталей железобетонных конструкций" СН 393-78 (М., 1979).
Рекомендации содержат материалы по технологии автоматической дуговой сварки под флюсом наклонных соединений элементов закладных деталей, а также тавровых соединений анкерных стержней с утоненным прокатом, на поверхности которого предварительно создаются элементы жесткости*. Приведены методические рекомендации по подбору и определению параметров режима сварки, а также изложены требования к контролю качества сварных соединений, выполненных по новым технологиям.
_____________
*А.с. 920138 (СССР) Закладная деталь/А.М. Фридман, Р.А. Павлов, В.Н. Воронов – Б.И., № 14.
Рекомендации распространяются на сварку арматурных стержней диаметром от 8 до 25 мм из сталей классов A-I, А-II, А-III с элементами проката толщиной не менее 4 мм, преимущественно из сталей марок ВСт3.
Рекомендации разработаны НИИЖБ Госстроя СССР (канд. техн. наук А.М. Фридман, инженеры В.И. Игнатьев, Н.А. Потапов при участии Опытного производственно-технического предприятия "Энерготехпром" Главэнергостройпрома (инженеры В.М. Гдалевич, И.А. Коврин).
Все предложения и замечания по содержанию настоящих Рекомендаций просим направлять в НИИЖБ по адресу: 109389, Москва, 2-я Институтская ул., д. 6.
Дирекция НИИЖБ
I. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Рекомендации распространяются на технологию электродуговой сварки под флюсом:
а) наклонных соединений анкерных стержней диаметром до 16 мм как с торцом пластины закладной детали, так и с ее плоскостью при угле наклона стержня к плоскости закладной детали соответственно от 5 до 25° и от 25 до 85°, а также анкерных стержней диаметром 18...25 мм с плоскостью прокатного элемента при угле наклона от 60 до 85°;
б) тавровых соединений анкерных стержней с плоскостями листового или профильного проката, имеющих элементы жесткости.
1.2. Способы испытаний, дополнительные технологические указания, вопросы проектирования, правила производства и приемки работ, техника безопасности, аттестация сварщиков и допуск их к работе должны осуществляться в соответствии с действующими нормативными документами: ГОСТ 10922-75, СНиП II-21-75, СНиП II-23-81, СН 393-78, ГОСТ 12.3.003-75.
1.3. К работам, регламентированным настоящими Рекомендациями, допускаются сварщики, обученные технологии сварки, эксплуатации оборудования и получившие соответствующее разрешение квалификационной комиссии.
2. ТЕХНОЛОГИЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ НАКЛОННЫХ СОЕДИНЕНИЙ ЭЛЕМЕНТОВ ЗАКЛАДНЫХ ДЕТАЛЕЙ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Конструктивные элементы закладных деталей и материалы
2.1. Конструкция закладной детали, класс и марка стали ее элементов должны соответствовать требованиям проекта.
2.2. Анкерные стержни закладной детали (рис. 1) следует изготавливать из арматурной стали классов A-I, А-II, А-III по ГОСТ 5781-75 диаметром dн от 8 до 25 мм. Длина анкерных стержней должна удовлетворять требованиям главы СНиП II-21-75 и ГОСТ 10922-75. Марки стали стержневой арматуры для закладных деталей должны отвечать требованиям главы СНиП II-21-75.
2.3. Пластины закладных деталей рекомендуется изготавливать из прокатной углеродистой стали, марки которой должны отвечать требованиям глав СНиП II-21-75 и СНиП II-23-81.
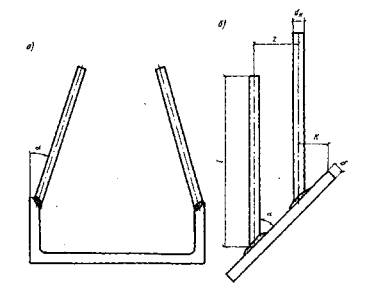
Рис. 1. Конструктивные элементы закладной детали
2.4. Допустимые минимальные соотношения размеров элементов закладных деталей должны соответствовать приведенным в табл. 1*.
Таблица 1
|
Класс арматурной стали |
dн, мм |
δ/dн |
|
A-I |
8-25 |
0,5 |
|
А-II |
10-25 |
0,55 |
|
А-III |
8-25 |
0,65 |
____________
*При сварке под слоем флюса на оборудовании с ручным приводом отношение δ/dн должно быть не менее 0,75 при dн ≤ 14 мм и перемещение анкерного стержня должно быть вертикальным
2.5. Угол α между стержнем и плоским элементом (рис. 1,a) должен составлять при dн ≤ 16 мм. α = 5...25° (сварка в торец), и (рис. 1,б) при dн ≤ 16 мм. α = 25...85°, а при dн =18...25 мм α = 60 - 85° (сварка по плоскости).
2.6. Минимальное расстояние К от оси стержня (рис. 1) до края плоского элемента проката должно быть не менее 1,5 dн.
2.7. Минимальное расстояние z между стержнями (рис. 1) должно быть не менее dн + 35 мм.
2.8. При α ≤ 25° рекомендуется соединение по рис. 1,а а при α ≥ 25° - по рис. 1,б.
2.9. Для сварки следует применять флюс АН-348А по ГОСТ 9087-69.
Особенности процесса сварки
2.10. Процесс сварки осуществляется следующим образом (рис. 2): анкерный стержень-электрод устанавливают вертикально, а плоский элемент проката - под нужным углом к стержню, и сварочной дугой, горящей под флюсом между свариваемыми деталями, расплавляется заданная часть стержня и плоского элемента, образуя ванну расплавленного металла, которая удерживается от растекания формующими элементами; затем стержень погружают в эту ванну и после ее кристаллизации образуется сварное соединение.
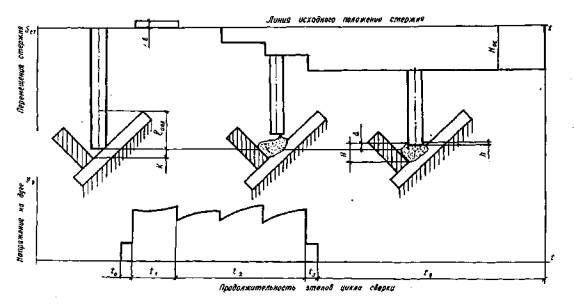
Рис. 2. Этапы цикла сварки и схема изменений напряжения на дуге и перемещений анкерного стержня в процессе сварки
2.11. Процесс сварки включает ряд подготовительных и основных сварочных операций, осуществляемых оператором с помощью специальных устройств.
2.12. Подготовительные операции следует осуществлять следующим образом (рис. 3): пластину 4 укладывают в приспособление на плиту 5 под требуемым углом к вертикали; анкерный стержень 3 закрепляют вертикально в стержне-держателе установки так, чтобы он торцом своим касался поверхности пластины, затем устанавливают формующие элементы 2 и соосно со стержнем флюсосборный стакан с флюсом 1.
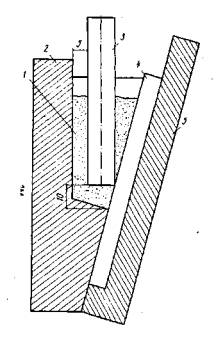
Рис. 3. Сборка свариваемых элементов при сварке стержня с плоскостью пластины
2.13. Управление циклом сварки осуществляется автоматически в той же последовательности как и при сварке под флюсом тавровых соединений элементов закладных деталей (рис. 2, 3). Включают сварочный ток и по цепи между стержнем и пластиной в течение времени t0 протекает ток короткого замыкания. Стержень отрывается от плоского элемента на заранее установленную величину начального дугового промежутка ε, при этом возбуждается сварочная дуга. Сначала, в течение времени t1, дуга горит при неподвижном стержне, а затем в течение времени t2 - при подаче стержня, обеспечивая напряжение на дуге 30...35 В. За время t1 + t2 образуется ванна расплавленного металла и в нее на заданную глубину погружают стержень (выдержка времени t3). Наконец, ток выключают и свариваемые детали выдерживают до полной кристаллизации наплавленного металла (выдержка времени t4).
Примечание. Допускается при сварке стержней диаметром до 14 мм (сварка по способу рис. 1,а) и диаметром до 12 мм (сварка по способу рис. 1,б) использовать ручные устройства.
Оборудование и приспособления
2.14. Сварку производят автоматом АДФ-2001, выпускаемым Тбилисским заводом "Электросварка".
2.15. Источниками питания служат преобразователи постоянного тока BKCM-1000 или ВДФ-2001 (обратная полярность).
2.16. Конструкция и размеры медных водоохлаждаемых формующих устройств, используемых при сварке, должны быть приняты согласно данным рис. 3, 4, и иметь массу не менее 500 г.
Примечание. Толщина стенок формующих устройств должна быть более 10 мм.
Подготовка соединяемых элементов к сварке и особенности их сборки
2.17. Анкерные стержни, как правило, разрезают на механических ножницах, при этом концы анкерных стержней не должны иметь изгибы; острый угол между плоскостью торца и осью стержня должен составлять не менее 75°.
Примечание. Допускается производить заготовку арматурных стержней газовой резкой. При этом требуется дополнительная операция по очистке торцов стержней от образовавшегося шлака.
2.18. Торцы и поверхность стержней в местах их контакта с токоподводящими частями автомата очищают от ржавчины, масла, краски, окисных пленок и т.п.
2.19. Края плоских элементов зачищают от грата (после газовой резки) или заусениц (после механической резки).
2.20. При закреплении свариваемых элементов в зажимных устройствах следует обеспечить касание торца стержня плоского элемента в месте сварки, не допуская его перекоса (рис. 3). При сварке стержней по схеме, приведенной на рис. 4, следует обеспечить правильное взаимное расположение стержня с формующим элементом и кромкой прокатного элементе.
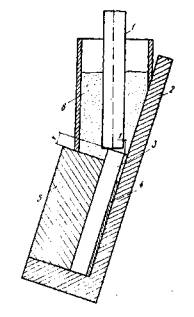
Рис. 4. Сборка свариваемых элементов при сварке стержня с торцом пластины
1 - анкерный стержень; 2 - опорный формующий элемент; 3 - пластина; 4 - пластина, обеспечивающая защитный технологический зазор 2 мм; 5 - формующий элемент; 6 - флюсосборный стакан с флюсом
2.21. Формующие элементы должны плотно прилегать к поверхностям плоского элемента в соответствии с размерами, указанными на рис. 3 и 4. Зазоры между этими поверхностями допускаются не более 0,5 мм.
Режим сварки и настройка оборудования
2.22. Основными регулируемыми параметрами режима автоматической дуговой сварки под флюсом являются:
а) ток короткого замыкания Jкз;
б) величина начального дугового промежутка при отрыве стержня ε (рис. 2);
в) продолжительность горения дуги tcв при неподвижной стержне t1 и при подаче стержня - t2 или длина расплавленной части стержня lопл (рис. 2);
г) величина машинной осадки стержня Нос, при которой обеспечивается заданная глубина погружения торца стержня h в ванну расплавленного металла (рис. 2);
д) продолжительность осадки под током t3 (рис. 2);
е) продолжительность выдержки стержня в ванне расплавленного металла до полной ее кристаллизации t4 (рис. 2).
2.23. Параметры режима сварки Jкз, ε, t1, t2, lопл, h, t4, следует устанавливать в соответствии с табл. 2.
Таблица 2
|
dн, мм |
ε, мм |
t1, c |
t2, c |
Jкз, A |
lопл, мм |
h, мм |
t4, c |
|
8 |
0,5 |
2 |
- |
1000 |
15 |
4 |
2 |
|
10 |
1 |
3 |
- |
1000 |
15 |
4 |
2 |
|
12 |
1 |
4,5 |
- |
1000 |
15 |
4 |
2 |
|
14 |
1,5 |
6 |
- |
1000 |
15 |
4 |
2,5 |
|
16 |
1,5 |
6 |
- |
1550 |
18 |
3 |
2,5 |
|
18 |
1,5 |
4 |
2 |
1550 |
18 |
2 |
3 |
|
20 |
2 |
5 |
2,5 |
1550 |
18 |
2 |
3 |
|
22 |
2 |
6 |
3 |
1550 |
18 |
2 |
3,5 |
|
25 |
2 |
8 |
4 |
1550 |
18 |
2 |
4 |
Примечания:
1. Величины Jкз даны максимальными из условия предупреждения прожогов при минимальных δ/dн
2. Величины Jкз даны применительно к преобразователю BKCM-1000. при использовании источника питания другого типа величину Jкз следует откорректировать имея ввиду, что при табличных значениях Jкз обеспечивается в среднем длина расплавленной части стержня lопл = 16 мм.
3. Величину h следует использовать при подсчете машинной осадки из выражения Нос = lопл - Н + h + К при приварке стержней к плоскости прокатных элементов, или из выражения Нос = lопл - Δ + h при приварке стержней к торцу прокатного элемента (рис. 2).
4. Высоту наплавки Н, величину превышения или понижения уровня ванны расплавленного металла относительно точки касания торцом стержня поверхности пластины ±Δ и расстояние от торца стержня в исходном состоянии до дна формующего устройства по оси стержня К определяют экспериментально путем наплавки-имитации цикла сварки без осадки стержня в ванну расплавленного металла. В этих экспериментах можно также уточнить величину lопл и откорректировать tов или Jкз.
2.24. Продолжительность осадки под током t3 величина постоянная и составляет 0,5...1 с соответственно для стержней диаметром 8...25 мм.
Контроль качества изготовления сварных соединений
2.25. При контроле качестве сварных соединений следует руководствоваться требованиями настоящих Рекомендаций, а также ГОСТ 10922-75 и СН 393-78.
2.26. Механические испытания образцов сварных соединений следует осуществлять в соответствии со схемой, приведенной на рис. 5, которая обеспечивает отрыв анкерного стержня от плоского элемента проката, т.е. нагрузка прикладывается вдоль стержня, находящегося в проектном положении. При этом образцы, сваренные по схеме рис. 1,а, следует испытывать по схеме (рис. 5, а, б), а образцы, сваренные по схеме рис. 1,б, следует испытывать по схеме (рис. 5, а, в).
2.27. Допускаются местные подплавления плоских элементов проката со стороны анкерного стержня глубиной до 2 мм при α ≤ 25°.
2.28. При механических испытаниях наклонных соединений анкерных стержней с элементами проката на отрыв эти соединения должны иметь прочность, наименьшие и средние арифметические значения которой равны или превышают соответствующие им браковочные значения, приведенные в табл. 3.
Таблица 3
|
Класс арматурного стержня, по оси которого действует испытательная нагрузка |
Браковочные минимумы значения показателей прочности сварных соединений, МПа |
|
|
наименьшего значения C1 |
среднего арифметического значения С2 |
|
|
A-I |
260 |
320 |
|
А-II |
410 |
450 |
|
А-III |
510 |
540 |
2.29. Дефекты наклонных сварных соединений стержней с плоскими элементами аналогичны тем же дефектам (по природе образования и по влиянию на прочность) при сварке тавровых соединений, которые приведены в СН 393-78.
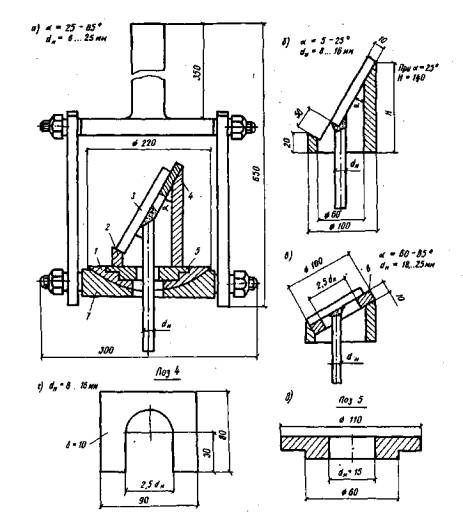
Рис. 5. Конструктивная схема приспособления для механических испытаний образцов наклонных соединений элементов закладных деталей на отрыв
1 - сферический вкладыш; 2 - стакан; 3 - образец; 4 - скоба; 5 - опорное кольцо; 6 - подкладное кольцо,
а, б, в - схемы механических испытаний образцов; г - общий вид скобы в плане; д - опорное кольцо в разрезе
3. ТЕХНОЛОГИЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ТАВРОВЫХ СОЕДИНЕНИЙ СТЕРЖНЕЙ С УТОНЕННЫМ ЛИСТОВЫМ ПРОКАТОМ, ИМЕЮЩИМ ЭЛЕМЕНТЫ ЖЕСТКОСТИ
Конструктивные элементы соединений и материалы
3.1. Конструкция и расположение соединяемых элементов, класс и мерка стали должны соответствовать требованиям проекта.
3.2. Анкерные стержни следует изготавливать из стали классов A-I, А-II или А-III по ГОСТ 5781-75 диаметром dн от 8 до 25 мм длиной не менее 80 мм.
3.3. Пластины закладных деталей рекомендуется изготавливать из прокатной углеродистой стали, марки которой должны отвечать требованиям глав СНиП II-21-75 и СНиП II-23-81.
3.4. Минимальное расстояние К от оси стержня (рис. 6) до края плоского элемента проката должно быть не менее 1,5 dн.
3.5. Минимальное расстояние z между стержнями (рис. 6) при dн ≤ 16 мм должно быть z ≥ (dн + 25 мм), и при dн = 18...25 мм z ≥ (2dн +10 мм).
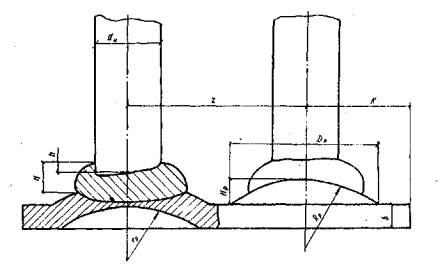
Рис. 6. Конструктивные элементы закладной детали
(Rp ≈ 2...2,5 dн и rp ≈ (2...2,5) dн - δ)
3.6. Допустимые соотношения размеров элементов закладных деталей должны соответствовать приведенным в табл. 4*
Таблица 4
|
Класс арматурной стали |
dн, мм |
δ/dн |
|
A-I |
8-25 |
≥0,4 |
|
А-II |
10-25 |
≥0,4 |
|
А-III |
8-25 |
≥0,5 |
______________
*Предельные толщины плоских элементов закладных деталей должны составлять 4 и 14 мм соответственно.
3.7. Предварительно штампуемые на плоских элементах проката элементы жесткости (рельефы) должны иметь размеры (рис. 6) Соответственно: Нр = 0,4 dн и Dр = 2,5 dн для dн = 8...14 мм, а для dн = 16...25 мм Dp = 2 dн
Примечание. При сварке в монтажных условиях допускается при необходимости заваривать рельефное углубление заподлицо с поверхностью детали. Потребитель закладных деталей может оговорить с заводом поставку деталей с заваренным рельефным углублением.
Оборудование и приспособления
3.8. Сварку производят автоматами типа АДФ-2001, снабженными модернизированным охладителем или токоподводом (рис. 7).
3.9. Источниками питания служат преобразователи постоянного тока типа ВДУ-1601, ВДУ-1001, ВДФ-2001 и BKCM-1000 (обратная полярность) или сварочный трансформатор типа ТДФ-1601.
Примечание. Источник питания следует устанавливать так, чтобы суммарная протяженность сварочных кабелей не превышала 25 м.
Подготовка соединяемых элементов к сварке и особенности их сборки
3.10. Заголовку арматурных стержней следует, как правило, производить на механических ножницах. Высота скоса торца стержня после рубки должна удовлетворять соотношению hcк ≤ 0,27 dн.
Примечание. Допускается производить заготовку с использованием газовой резки, после которой торцы стержней следует очистить от образовавшихся окисной пленки и шлака.
3.11. Торцы и поверхность стержней в местах их контакта с токопроводящими частями автомата очищают от ржавчины, масла краски и т.д.
3.12. Края плоских элементов очищают от грата (после газовой резки) или заусениц (после механической резки).
3.13. При штамповании рельефов размером Dp = 2...,2,5 dн и Нр = 0,4 dн (рис. 6) деформации участков детали, прилегающих к штампуемому рельефу, не должны превышать 1 мм на 100 мм длины.
Примечание. При штамповании одиночных рельефов на пластинах толщиной от 4 до 14 мм требуется прессовое оборудование усилием соответственно от 50 до 700 кН.
3.14. При закреплении свариваемых элементов в зажимных устройствах следует обеспечить касание торцом стержня плоского элемента в месте сварки соосно с рельефом. Смещение осей стержня и рельефа не должно превышать 0,1 dн (рис. 7).
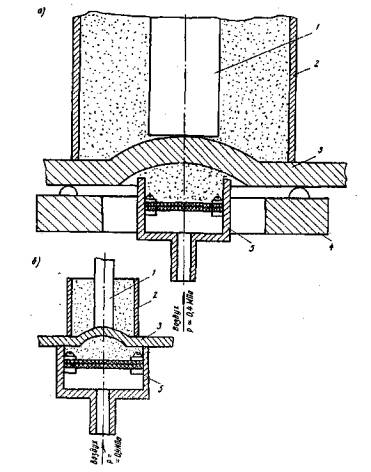
Рис. 7. Конструктивная схема сборки свариваемых деталей, а также токоподвода к ней и поджатия флюсовой подушки
а - dн = 25 мм, δ = 10 мм; б - dн = 8 мм, δ = 4 мм
1 - анкерный стержень; 2 - прижимной стакан с флюсом; 3 - пластина с штампованным рельефом; 4 - кольцевой трехопорный токоподвод; 5 - флюсовый прижим с пневмоприводом
3.15. Медный охладитель (рис. 8) диаметром не менее диаметра анкерного стержня должен плотно прилегать к внутренней поверхности рельефа. Зазоры между этими поверхностями допускаются не более 0,5 мм.
Примечания: 1. При сварке стержней малого диаметра целесообразно медный охладитель использовать также и в качестве токоподвода к пластине (рис. 8, б).
2. Допускается замене медного охладителя флюсовой подушкой (рис. 7), диаметром не менее диаметра анкерного стержня (высота слоя флюса под пластиной должна быть не менее 15 мм).
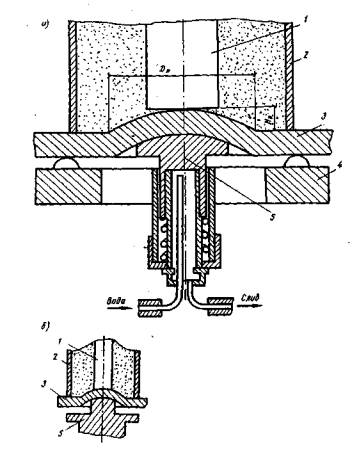
Рис. 8. Конструктивная схема сборки свариваемых деталей, а также токоподвода к пластине и её охлаждения : а - dн = 25 им; δ = 10 мм; б - dн = 8 мм, δ = 4 мм
1 - анкерный стержень; 2 - прижимной стакан с флюсом; 3 - пластина с отштампованным рельефом; 4 - кольцевой трехопорный токоподвод; 5 - медный подпружиненный водоохлаждаемый прижим
3.16. Корпус пневмокамеры с флюсом при сварке стержней малого диаметра может быть использован в качестве токопровода к пластине (рис. 7, б).
Режим сварки и настройка оборудования
3.17. Основными параметрами режима автоматической дуговой сварки под флюсом являются:
а) ток короткого замыкания Jкз, определяемый мощностью и настройкой источника питания и фиксируемый в момент короткого замыкания стержня на пластину при настройке автомата;
б) продолжительность горения дуги при неподвижном стержне и его подаче соответственно t1 и t2;
в) продолжительность осадки под током и при выключенном токе соответственно t3 и t4, на которые должен быть настроен регулятор времени автомата;
г) геометрические параметры: длина расплавленной части стержня lопл, высота наплавки Н, глубина погружения стержня в ванну расплавленного металла h и высота скоса торца стержня hcк.
3.18. Величину тока короткого замыкания Jкз следует назначать в зависимости от имеющегося источника питания в пределах, указанных в табл. 5. Следует стремиться выполнять сварку при максимальных величинах Jкз, учитывая при этом, что наиболее высокое и стабильное качество соединений обеспечивается при сварке на постоянном токе обратной полярности.
3.19. Выбранному значению Jкз должна соответствовать определенная величина lопл, которую следует назначать, пользуясь данными табл. 5, имея в виду, что максимальному значению Jкз соответствует минимальная величина lопл и наоборот.
При промежуточных значениях Jкз величину lопл следует подсчитывать по формуле lопл = lопл.мин + Δ lопл, где
![]()
Здесь Jкз.макс, Jкз.мин, lопл.макс, loпл.мин - максимальные и минимальные значения параметров режима сварки для стержня данного диаметра по табл. 5.
Таблица 5
|
dн, мм |
lопл, мм |
Значения Jкз, А, при сварке |
|
|
на переменном токе с максимальным напряжением холостого хода |
на постоянном токе обратной полярности |
||
|
8-12 |
20-15 |
1250-1800 |
900-1600 |
|
14-16 |
20-15 |
1500-2500 |
1100-I800 |
|
18-25 |
25-15 |
2000-3200 |
1100-2100 |
3.20. Параметры режима сварки ε, t1, t2, Hoс, t4, h, H (рис 6) следует назначать, руководствуясь данными табл. 6.
Таблица 6
|
dн, мм |
ε, мм |
t1 с |
t2 с |
Нос, мм |
t4 с |
h, мм |
н, мм |
|
8 |
1 |
1,5 |
- |
18 |
2 |
6 |
3 |
|
10 |
1,5 |
2 |
- |
18 |
2 |
6 |
3 |
|
12 |
2 |
2,5 |
- |
16 |
2 |
5 |
4 |
|
14 |
2,5 |
3 |
- |
14,5 |
2,5 |
4,5 |
5 |
|
16 |
3 |
4 |
- |
13,5 |
2,5 |
4 |
5,5 |
|
18 |
3,5 |
3 |
2 |
13 |
2,5 |
4 |
6 |
|
20 |
4 |
4 |
2 |
13 |
3 |
4 |
6 |
|
22 |
5 |
5 |
2,5 |
12 |
3,5 |
3,5 |
6,5 |
|
25 |
6 |
6 |
3,5 |
11 |
4 |
3 |
7 |
Примечание. Величины ε приведены для случаев, когда торец стержня перпендикулярен его оси. При скошенных торцах из величины ε следует вычесть половину высоты скоса торца стержня (hск/2).
Значения параметров ε, t4, h и Н являются оптимальными и остаются постоянными во всем диапазоне значений Jкз, приведенных в табл. 5, а значения параметров t1, t2 и Hос, соответствуют максимальным значениям постоянного тока по табл. 5. При всех других значениях Jкз, приведенных в табл. 5, оптимальные значения параметров t1, t2 и Нос должны определяться опытно-расчетным путем по следующей методике:
а) при отрыве стержня от пластины на расстояние, равное ε, следует зажечь дугу и расплавить конец стержня, фиксируя при этом продолжительность горения дуги и длину расплавляемой части стержня. (Расплавлять следует не менее трех стержней на длину 15...20 мм);
б) вычислить средние (по результатам нескольких наплавок) значения tсв.cp и lопл.ср после чего подсчитать tсв по формуле
![]()
где lопл - определяется согласно п. 3.19 настоящих Рекомендаций;
в) определить t1 и t2, по формулам
![]()
t2 = tсв - t1;
г) определить Hос по формуле
![]()
где величины Н и h находятся по табл. 6, a hcк определяется непосредственным замером.
3.21. Продолжительность осадки стержня под током t3 следует принимать для соединений со стержнями dн = 8...14 мм равной 0,5 с, для соединений со стержнями dн - 16...25 мм - равной 2 с.
3.22. Минимальные диаметр флюсового стакана и высота слоя флюса должны быть равными трем диаметрам свариваемых стержней.
Контроль качества изготовления сварных соединений
3.23. При контроле качества сварных соединений следует руководствоваться ГОСТ 10922-75 и СН 393-78.
3.24. В случае, когда возникают сомнения в качестве сварки, или появляется необходимость проконтролировать глубину погружения стержня в ванну расплавленного металла h, следует изготовить макрошлиф осевого сечения "образца-свидетеля" (рис. 6).
3.25. При неплотном прилегании охладителя (рис. 8) к пластине возможно сквозное проплавление ее. Площадь, занимаемая протекшим металлом толщиной менее 1 мм, не должна превышать 25% площади внутренней части рельефа.
Примечание. В случае сварки на флюсовой подушке (рис. 7) при обратном формировании ванны расплавленного металла диаметром не более диаметра привариваемого стержня не должно быть местных неровностей (пузырей, раковин) высотой и глубиной более 2 мм.
3.26. При обнаружении трещин с внутренней стороны рельефа деталь бракуется.
Примечание. Увеличение высоты рельефа или толщины листа способствует снижению трещинообразования.
Приложение 1
ПРИМЕР ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ РЕЖИМА СВАРКИ ПОД ФЛЮСОМ НАКЛОННЫХ СОЕДИНЕНИЙ ЭЛЕМЕНТОВ ЗАКЛАДНЫХ ДЕТАЛЕЙ
Сварочный пост оборудован автоматом АДФ-2001 с источником питания BKCM-1000. Необходимо сварить деталь, включающую анкерные стержни диаметром 16 мм и пластину толщиной 12 мм. Стержни располагаются не поверхности пластины под углом 15° к ее плоскости.
Определение параметров режима сварки производим в следующей последовательности.
1. В соответствии с п. 2.16 настоящих Рекомендаций выбираем размеры формующих устройств.
2. Определяем ток короткого замыкания Jкз = 1550A, величина которого согласуется о данными табл. 2 и требованиями п. 2.23 настоящих Рекомендаций.
3. Из табл. 2 для dн = 16 мм находим ε = 1,5 мм; t1 = 6 с;
lопл = 18 мм; h = 3 мм; t4 = 2,5 с и t3 = 0,7 с (см. п 2.24 настоящих Рекомендаций).
4. В соответствии с п. 2.23 определяем Hос = lопл - Н + h + К, где Н и К определяем опытным путем. Для этого осуществляют три наплавки (сварка без осадки стержня в ванну расплавленного металла), из которых определяют в соответствии с рис. 2 и 3 размеры Н и К. Одновременно замеряем величину lопл. Получили lопл.ср = 20 мм, что говорит о необходимости корректировки Jкз или t1. Поскольку пластина не прожигается, то корректируется t1 = 5,5 с. Вновь производим три наплавки и определяем средние значения Нср = 12 мм и Кср = 10 мм, затем Нос = 18-12+3+10 = 19 мм.
5. При полученных значениях параметров режима свариваем контрольные образцы (не менее трех), которые подвергаем механическим испытаниям в соответствии с п. 2.26 и 2.28 настоящих Рекомендаций. Если механические испытания неудовлетворительны, то производим корректировку режима сварки, главным образом, за счет продолжительности горения дуги.
Приложение 2
ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ВНЕДРЕНИЯ ТЕХНОЛОГИИ СВАРКИ НАКЛОННЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ И ТАВРОВЫХ СОЕДИНЕНИЙ ПО ЭЛЕМЕНТУ ЖЕСТКОСТИ
В настоящее время общий годовой объем расхода стали, используемой для изготовления закладных деталей, составляет приблизительно 750 тыс. т. Из них около 70% имеют тавровые соединения анкерных стержней с плоскими элементами листового или профильного проката, а остальные 30% - наклонные. В соответствии с указаниями СН 393-78 приварка анкерных стержней под углом к плоскому элементу проката должна осуществляться внахлестку ручной дуговой сверкой протяженными швами, либо кантактно-точечной по предварительно выштампованным рельефам. При этом величина нахлестки анкерного стержня составляет 3...4 диаметра его длины.
Применение новой технологии сварки наклонных стержней позволяет ликвидировать нахлесточную часть анкерного стержня и обеспечить 15%-ную экономию арматурной стали. При расходе по стране около 70 тыс. т арматурной стали, идущей на наклонные соединения, годовая экономия стали при внедрении новой технологии сварки составит более 10 тыс. т. и годовой экономический эффект - около 1,5 млн. руб. Одновременно отпадает необходимость применения высококачественных электродов при ручной дуговой сварке и исключаются вспомогательные операции по штамповке и гибке арматурных стержней при контактной сварке, что сокращает трудозатраты в 1,5-2 раза.
Наличие в пластинах закладных деталей элементов жесткости позволяет уменьшить их толщину, не снижая эксплуатационной прочности сварных соединений. Так равнопрочные сварные соединения можно получить при отношении толщины листа к диаметру анкерного стержня из стали класса А-III, равном δ/dн ≥ 0,5, вместо регламентированного ГОСТ 19292-73 δ/dн ≥ 0,65...0,75, что обеспечивает до 25% экономии листового материала. Если принять, что 50% деталей с тавровыми соединениями можно изготавливать с элементами жесткости, т.е. использовать около 175 тыс. т листового проката, то экономия стали составит более 40 тыс. т и потенциальный годовой экономический эффект при средней оптовой стоимости листовой стали в 120 руб. за 1 т, составит более 5 млн. руб.
Содержание