
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ
Р (ИСО 8486-1:1996 |

МАТЕРИАЛЫ АБРАЗИВНЫЕ
ЗЕРНИСТОСТЬ И ЗЕРНОВОЙ СОСТАВ
ШЛИФОВАЛЬНЫХ ПОРОШКОВ.
КОНТРОЛЬ ЗЕРНОВОГО СОСТАВА
|
|
Москва Стандартинформ 2005 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН ОАО «ВНИИИНСТРУМЕНТ», Федеральное государственное унитарное предприятие «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении (ВНИИНМАШ)»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 октября 2005 г. № 267-ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов:
ИСО 8486-1:1996 Связанные абразивы. Определение и обозначение зернового состава. Часть 1. Макрозернистости от F4 до F220 (ISO 8486-1:1996 «Bonded abrasives. Determination and designation of grain size distribution. Part 1. Macrogrits F4 to F220», MOD);
ИСО 6344-2:1998 «Несвязанные абразивы. Анализ зернистостей. Часть 2. Определение зернового состава макрозернистостей от Р12 до Р220» (ISO 6344-2:1998 «Coated abrasives - Grain size analysis. Part 2. Determination of grain size distribution of macrogrits P12 to P220», MOD);
ИСО 9138:1993 «Абразивные зерна. Отбор и разделение проб Abrasive grains» (ISO 9138:1993 «Sampling and splitting», MOD);
ИСО 9284:1992 «Абразивные зерна. Машины для контрольного рассева» (ISO 9284:1992 «Abrasive grains - Test-sieving machines», MOD).
Дополнительные слова (фразы), включенные в текст стандарта для учета потребностей национальной экономики, выделены курсивом
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет
СОДЕРЖАНИЕ
Введение
Настоящий стандарт учитывает особенности изложения национальных стандартов в соответствии с ГОСТ Р 1.5.
Наименование стандарта и отдельные его требования соответствуют терминам по ГОСТ 21445.
ГОСТ
Р 52381-2005
(ИСО 8486-1:1996
ИСО 6344-2:1998
ИСО 9138:1993
ИСО 9284:1992)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАТЕРИАЛЫ АБРАЗИВНЫЕ
Зернистость
и зерновой состав шлифовальных порошков.
Контроль зернового состава
Abrasive materials.
Grain and grain size distribution
of grinding powders. Test of grain size distribution
Дата введения - 2006-07-01
1 Область применения
Настоящий стандарт распространяется на шлифовальные порошки из искусственных или природных абразивных материалов для изготовления абразивного инструмента, в том числе инструмента на гибкой основе, а также для использования шлифовальных порошков при обработке свободным абразивным зерном.
Стандарт не распространяется на абразивные материалы из синтетических или природных алмазов, а также из кубического нитрида бора (эльбора).
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ Р 51568-99 (ИСО 3310-1-90) Сита лабораторные из металлической проволочной сетки. Технические условия (ИСО 3310-1:1990, MOD)
ГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля
ГОСТ 21445-84 Материалы и инструменты абразивные. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 21445, а также следующие термины с соответствующими определениями:
3.1 шлифовальный порошок: Абразивный материал, размеры зерен которого находятся в пределах 4750 - 45 мкм.
3.2 зернистость: Условная числовая характеристика зернового состава шлифовальных порошков.
3.3 зерновой состав: Распределение абразивных зерен по размерам, выраженное в массовых долях и определяемое путем рассева шлифовальных порошков на контрольных ситах.
4 Зернистость
4.1 Для изготовления абразивного инструмента, исключая инструмент на гибкой основе, а также для использования шлифовальных порошков при обработке свободным абразивным зерном изготовляют шлифовальные порошки зернистостей: F4, F5, F6, F7, F8, F10, F12, F14, F16, F20, F22, F24, F30, F36, F40, F46, F54, F60, F70, F80, F90, F100, F120, F150, F180, F220.
4.2 Для изготовления абразивного инструмента на гибкой основе изготовляют шлифовальные порошки зернистостей: Р12, Р16, Р20, Р24, Р30, Р36, Р40, Р50, Р60, Р80, Р100, Р120, Р150, Р180, Р220.
5 Зерновой состав
5.1 Зерновой состав шлифовальных порошков зернистостями от F4 до F220 должен соответствовать указанному в таблице 1.
Таблица 1 - Зерновой состав шлифовальных порошков зернистостью от F4 до F220
|
Обозначение зернистости |
Размер ячейки контрольного сита 1 W1, мм (мкм) |
Остаток шлифовального порошка на контрольном сите 1 Q1, % |
Размер ячейки контрольного сита 2 W2, мм (мкм) |
Остаток шлифовального порошка на контрольном сите 2 Q2, %, не более |
Размер ячейки контрольного сита 3 W3, мм (мкм) |
Остаток шлифовального порошка на контрольном сите 3 Q3, %, не менее |
Размер ячейки контрольного сита 4 W4, мм (мкм) |
Остаток шлифовального порошка на контрольных ситах 3 и 4 Q3 + Q4, %, не менее |
Размер ячейки контрольного сита 5 W5, мм (мкм) |
Остаток шлифовального порошка на контрольных ситах 3 - 5 Q3 + Q4 + Q5, %, не менее |
Остаток шлифовального порошка на поддоне ΔQ, %, не более |
|
F4 |
8,00 |
- |
5,60 |
20 |
4,75 |
40 |
4,00 |
70 |
3,35 |
Не регламентируется |
3 |
|
F5 |
6,70 |
4,75 |
4,00 |
3,35 |
2,80 |
||||||
|
F6 |
5,60 |
4,00 |
3,35 |
2,80 |
2,36 |
||||||
|
F7 |
4,75 |
3,35 |
2,80 |
2,36 |
2,00 |
||||||
|
F8 |
4,00 |
2,80 |
2,36 |
45 |
2,00 |
1,70 |
|||||
|
F10 |
3,35 |
2,36 |
2,00 |
1,70 |
1,40 |
||||||
|
F12 |
2,80 |
2,00 |
1,70 |
1,40 |
1,18 |
||||||
|
F14 |
2,36 |
1,70 |
1,40 |
1,18 |
1,00 |
||||||
|
F16 |
2,00 |
1,40 |
1,18 |
1,00 |
(850) |
||||||
|
F20 |
1,70 |
1,18 |
1,00 |
(850) |
(710) |
||||||
|
F22 |
1,40 |
1,00 |
(850) |
(710) |
(600) |
||||||
|
F24 |
1,18 |
(850) |
25 |
(710) |
(600) |
65 |
(500) |
||||
|
F30 |
1,00 |
(710) |
(600) |
(500) |
(425) |
||||||
|
F36 |
(850) |
(600) |
(500) |
(425) |
(355) |
||||||
|
F40 |
(710) |
(500) |
30 |
(425) |
40 |
(355) |
(300) |
||||
|
F46 |
(600) |
(425) |
(355) |
(300) |
(250) |
||||||
|
F54 |
(500) |
(355) |
(300) |
(250) |
(212) |
||||||
|
F60 |
(425) |
(300) |
(250) |
(212) |
(180) |
||||||
|
F70 |
(355) |
(250) |
25 |
(212) |
(180) |
(150) |
|||||
|
F80 |
(300) |
(212) |
(180) |
(150) |
(125) |
||||||
|
F90 |
(250) |
(180) |
20 |
(150) |
(125) |
(106) |
|||||
|
F100 |
(212) |
(150) |
(125) |
(106) |
(75) |
||||||
|
F120 |
(180) |
(125) |
(106) |
(90) |
(63) |
||||||
|
F150 |
(150) |
(106) |
15 |
(75) |
(63) |
(45) |
|||||
|
F180 |
(125) |
(90) |
Не регламентируется |
40 |
(53) |
65 |
Не регламентируется |
||||
|
F220 |
(106) |
(75) |
(63) |
(53) |
(45) |
60 |
Пример условного обозначения шлифовального порошка карбида кремния зернистостью F100:
Карбид кремния F100 ГОСТ Р 52381-2005
5.2 Предельные отклонения зернового состава пробы шлифовального порошка при межлабораторных определениях должны соответствовать указанным в таблице 2.
Таблица 2
|
Обозначение зернистостей |
Предельные отклонения остатков пробы шлифовального порошка, %, на контрольных ситах и поддоне |
|||||
|
1 |
2 |
3 |
3 и 4 |
3, 4, 5 |
на поддоне |
|
|
F4 |
- |
+4 |
- 4 |
- 4 |
Не регламентируются |
Не регламентируются |
|
F5 |
||||||
|
F6 |
||||||
|
F7 |
||||||
|
F8 |
||||||
|
F10 |
||||||
|
F12 |
||||||
|
F14 |
||||||
|
F16 |
||||||
|
F20 |
||||||
|
F22 |
||||||
|
F24 |
||||||
|
F30 |
||||||
|
F36 |
||||||
|
F40 |
||||||
|
F46 |
||||||
|
F54 |
||||||
|
F60 |
||||||
|
F70 |
+3 |
-3 |
-3 |
|||
|
F80 |
||||||
|
F90 |
||||||
|
F100 |
||||||
|
F120 |
||||||
|
F150 |
||||||
|
F180 |
-3 |
|||||
|
F220 |
||||||
5.3 Зерновой состав шлифовальных порошков зернистостями от Р12 до Р220 должен соответствовать указанному в таблице 3.
Таблица 3 - Зерновой состав шлифовальных порошков зернистостью от Р12 до Р220
|
Обозначение зернистости |
Размер ячейки контрольного сита 1 W1, мм (мкм) |
Остаток шлифовального порошка на контрольном сите 1 Q1, % |
Размер ячейки контрольного сита 2 W2, мм (мкм) |
Остаток шлифовального порошка на контрольном сите 2 Q2, %, не более |
Размер ячейки контрольного сита W3, мм (мкм) |
Остаток шлифовального порошка на контрольных ситах 1 - 3 Q3, %, не менее |
Размер ячейки контрольного сита 4 W4, мм (мкм) |
Остаток шлифовального порошка на контрольных ситах 1 - 4 Q4, % |
Размер ячейки контрольного сита 5 W5, мм (мкм) |
Остаток шлифовального порошка на контрольных ситах 1 - 5 Q3, %, не менее |
Остаток шлифовального порошка на поддоне ΔQ, %, не более |
|
Р12 |
3,35 |
- |
2,36 |
1 |
2,00 |
14 ± 4 |
1,70 |
61 ± 9 |
1,4 |
92 |
8 |
|
Р16 |
2,36 |
1,70 |
3 |
1,40 |
26 ± 6 |
1,18 |
75 ± 9 |
1,0 |
96 |
4 |
|
|
Р20 |
1,70 |
1,18 |
7 |
1,00 |
42 ± 8 |
(850) |
86 ± 6 |
(710) |
|||
|
Р24 |
1,40 |
1,00 |
1 |
(850) |
14 ± 4 |
(710) |
61 ± 9 |
(600) |
92 |
8 |
|
|
Р30 |
1,18 |
(850) |
(710) |
14 ± 4 |
(600) |
(500) |
|||||
|
Р36 |
1,00 |
(710) |
(600) |
14 ± 4 |
(500) |
(425) |
|||||
|
Р40 |
(710) |
(500) |
7 |
(425) |
42 ± 8 |
(355) |
86 ± 6 |
(300) |
96 |
4 |
|
|
Р50 |
(600) |
(425) |
3 |
(355) |
26 ± 6 |
(300) |
75 ± 9 |
(250) |
|||
|
Р60 |
(500) |
(355) |
1 |
(300) |
14 ± 4 |
(250) |
61 ± 9 |
(212) |
92 |
8 |
|
|
Р80 |
(355) |
(250) |
3 |
(212) |
26 ± 6 |
(180) |
75 ± 9 |
(150) |
96 |
4 |
|
|
Р100 |
(300) |
(212) |
1 |
(180) |
14 ± 4 |
(150) |
61 ± 9 |
(125) |
92 |
8 |
|
|
Р120 |
(212) |
(150) |
7 |
(125) |
42 ± 8 |
(106) |
86 ± 6 |
(90) |
96 |
4 |
|
|
Р150 |
(180) |
(125) |
3 |
(106) |
26 ± 6 |
(90) |
75 ± 9 |
(75) |
|||
|
Р180 |
(150) |
(106) |
2 |
(90) |
15 ± 5 |
(75) |
62 ± 12 |
(63) |
90 |
10 |
|
|
Р220 |
(125) |
(90) |
(75) |
15 ± 5 |
(63) |
(53) |
Пример условного обозначения шлифовального порошка карбида кремния зернистостью Р80:
Карбид кремния Р80 ГОСТ Р 52381-2005
6 Отбор и разделение проб
6.1 Для отбора частной пробы в емкость со шлифовальным порошком вводят пробоотборник под углом 45° так, чтобы пробоотборник заполнился.
Примечание - Допускается отбор частных проб производить методом пересечения струи.
6.2 Взятые частные пробы соединяют в общую пробу массой не менее 3 кг, перемешивают и с помощью струйчатого делителя или методом квартования получают среднюю пробу массой не менее 400 г.
6.3 Пробоотборник
6.3.1 Пробоотборник изготовляют из бесшовной стальной трубки, заостренной на одном конце, с рукояткой в форме буквы «Т», с внутренним диаметром 25 мм и длиной 800 мм.
6.3.2 Вдоль трубки должны быть отверстия диаметром 10 мм для зернистостей F20, Р20 и мельче. Для зернистостей крупнее указанных отверстия могут быть диаметром 25 мм.
Расстояние между отверстиями - 50 мм.
6.3.3 Допускается изготовление пробоотборника с канавкой шириной 25 мм.
6.4 Разделение проб
6.4.1 Полученную среднюю пробу делят на две равные части с помощью струйчатого делителя или методом квартования.
Одну часть пробы хранят на случай повторного контроля, другую - перемешивают и делят на две равные части. Повторяют этот процесс до тех пор, пока проба не будет на 25 % больше требуемого количества для контроля зернового состава.
7 Контроль зернового состава
7.1 Сущность контроля
Сущность контроля заключается в определении содержания остатков шлифовального порошка в процентах от массы испытуемой пробы, равной 100 г, получаемых при рассеве на наборе контрольных сит.
7.2 Аппаратура
7.2.1 Машина для рассева проб шлифовальных порошков типа RO-TAP.
7.2.1.1 Машина для рассева проб шлифовальных порошков представлена на рисунке 1.
Тип А Тип В
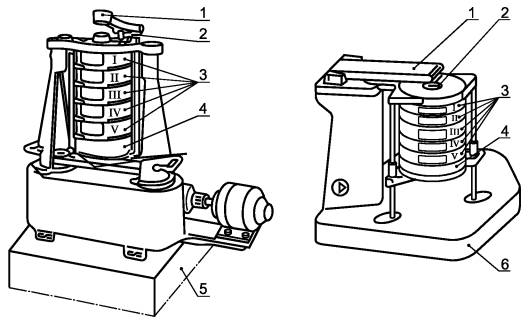
1 - встряхиватель; 2 - пробка; 3 - контрольные сита; 4 - поддон; 5 - опорная плита; 6 - основание
Рисунок 1
Машина должна быть оснащена выключателем с часовым механизмом.
Машина типа А должна быть закреплена тремя болтами М10 на бетонной опорной плите размерами 625´500´550 мм массой, предотвращающей на нее передачу вибрации.
Бетонную опорную плиту следует устанавливать на вибропоглощающую прокладку, изготовленную из жесткого войлока и служащую для выравнивания неровности грунта.
7.2.1.2 Характеристика машины:
частота вращения - (285 ± 10) мин-1;
число ударов бойка в центр крышки - (15 ± 10) в минуту.
7.2.2 Набор контрольных сит по ГОСТ Р 51568 с размерами сторон ячеек:
(8,00 ± 0,25), (6,70 ± 0,21), (5,60 ± 0,18), (4,75 ± 0,15), (4,00 ± 0,13), (3,35 ± 0,11), (2,80 ± 0,09), (2,36 ± 0,08), (2,00 ± 0,07), (1,70 ± 0,06), (1,40 ± 0,05), (1,18 ± 0,04), (1,00 ± 0,033) мм;
(850 ± 29), (710 ± 25), (600 ± 21), (500 ± 18), (425 ± 16), (355 ± 13), (300 ± 12), (250 ± 9,9), (212 ± 8,7), (180 ± 7,6), (150 ± 6,6), (125 ± 5,8), (106 ± 5,2), (90 ± 4,6), (75 ±4,1), (63 ± 3,7), (53 ± 3,4), (45 ± 3,1) мкм.
7.2.2.1 Контрольные сита не должны иметь видимых дефектов: разрывов, утолщений, засоров ячеек, натяжения сетки, а также перекосов рамки (обечайки), дефектов пайки.
Набор контрольных сит следует использовать для конкретной зернистости пробы шлифовального порошка.
Рамка (обечайка) контрольного сита должна иметь диаметр 200 мм, высоту - 50 мм.
7.2.2.2 Поверка контрольных сит
Поверку контрольных сит, контролируемых шлифовальные порошки для изготовления абразивного инструмента, исключая инструмент на гибкой основе, проводят по ГОСТ Р 51568.
Поверку контрольных сит, контролируемых шлифовальные порошки для изготовления абразивного инструмента на гибкой основе проводят с помощью стандартных образцов следующим образом:
контрольное сито, подвергаемое поверке, устанавливают третьим в наборе контрольных сит. Первое и второе сита должны быть поверены. Проводят рассев стандартного образца на наборе контрольных сит. Если сумма остатков в процентах на контрольных ситах 1, 2 и 3 отличается от допусков, указанных в таблице 3, более чем в 1,5 раза, то контрольное сито, подвергаемое поверке, считается непригодным для применения.
Контрольное сито, подвергаемое поверке, которое не может быть установлено третьим в наборе контрольных сит, устанавливают четвертым в наборе контрольных сит. Первое, второе и третье сита должны быть поверены.
Проводят рассев стандартного образца на наборе контрольных сит. Если сумма остатков в процентах на контрольных ситах 1, 2, 3 и 4 отличается от допусков, указанных в таблице 3, более чем в 1,5 раза, то контрольное сито, подвергаемое поверке, считается непригодным для применения.
Контрольные сита с размерами сторон ячеек 3,35, 2,36 мм и 53 мкм поверяют по ГОСТ Р 51568.
Периодичность поверки контрольных сит - один раз в шесть месяцев.
7.2.3 Весы с погрешностью ± 0,1 г.
7.2.4 Реле времени с погрешностью ± 5 с.
7.2.5 Стандартные образцы шлифовальных порошков для инструмента на гибкой основе по документу, утвержденному в установленном порядке.
8 Подготовка к контролю
8.1 Шлифовальные порошки подвергают сушке в течение 30 мин при температуре 105 °С.
8.2 Высушенные шлифовальные порошки сокращают до массы 100 г.
Примечание - Шлифовальный порошок, извлеченный из шлифовальной шкурки, сокращают до массы не менее 20 г.
8.3 Набор из пяти контрольных сит, необходимых для контроля шлифовального порошка соответствующей зернистости, собирают по размерам сторон ячеек по убыванию. Нижнее сито устанавливают в поддон. На верхнее сито высыпают пробу, закрывают его крышкой и набор сит устанавливают в машину для рассева шлифовального порошка.
9 Проведение контроля шлифовальных порошков
9.1 Продолжительность встряхивания устанавливают на реле времени в течение 5 мин.
9.2 По истечении времени встряхивания набор контрольных сит вынимают из машины для рассева шлифовальных порошков, последовательно ссыпают полученные на ситах остатки и взвешивают, начиная с остатка шлифовального порошка на верхнем сите.
10 Обработка результатов контроля
10.1 Содержание остатков шлифовального порошка для изготовления абразивного инструмента (кроме инструмента на гибкой основе) на контрольных ситах в процентах определяют делением массы остатка шлифовального порошка на контрольных ситах на массу испытуемой пробы шлифовального порошка.
Проба шлифовального порошка соответствует настоящему стандарту, если содержание остатка шлифовального порошка контролируемой зернистости в процентах на контрольных ситах находится в пределах норм, указанных в таблице 1.
Если нет, то проводят повторный контроль зернового состава шлифовального порошка на удвоенном количестве проб.
10.2 При контроле шлифовальных порошков для изготовления инструмента на гибкой основе, учитывая наличие отклонений между контрольными ситами одного и того же размера, определяют разность значений остатка пробы стандартного образца по документу и на используемом комплекте сит Δq.
10.2.1 Определяют значение остатка испытуемого шлифовального порошка q.
10.2.2 Содержание остатков шлифовального порошка для изготовления абразивного инструмента на гибкой основе на контрольных ситах в процентах определяют делением скорректированной массы остатка шлифовального порошка на контрольных ситах (разность q и Δq) на массу испытуемой пробы шлифовального порошка.
10.2.3 Проба шлифовального порошка для инструмента на гибкой основе соответствует настоящему стандарту, если скорректированная масса остатка шлифовального порошка контролируемой зернистости на контрольных ситах находится в пределах норм, предусмотренных таблицей 3. Если нет, то проводят повторный контроль зернового состава шлифовального порошка на удвоенном количестве проб.
10.3 Пример записи результатов контроля зернового состава шлифовального порошка зернистостью Р80 приведен в приложении А.
11 Ориентировочное соответствие зернистостей по настоящему стандарту и по ГОСТ 3647 приведено в приложении Б.
Приложение А
(рекомендуемое)
Пример записи результатов зернового состава шлифовального порошка зернистостью Р80
Таблица А.1
|
Вид шлифовального порошка: зеленый карбид кремния марки 64С |
||||||||
|
Обозначение зернистости: Р80 |
||||||||
|
Масса пробы: 100 г |
||||||||
|
Марка машины для рассева шлифовального порошка (характеристика): |
||||||||
|
RO-TAP (частота вращения - (285 ± 10) мин-1, число ударов бойка в центр крышки - 150 ± 10 в минуту) |
||||||||
|
Изготовитель: ________________________ |
||||||||
|
Дата изготовления: |
||||||||
|
Контрольное сито |
Размер стороны ячейки сита, мкм |
Остаток пробы шлифовального порошка стандартного образца |
Разность остатка шлифовального порошка на используемом комплекте сит и по документу Δq, % |
Остаток испытуемой пробы шлифовального порошка на испытуемом комплекте сит q, % |
Разность q и Δq, % (скорректированная масса пробы) |
Остаток пробы шлифовального порошка на ситах в соответствии с таблицей 1, % |
Примечание |
|
|
по документу, % |
на используемом комплекте сит, % |
|||||||
|
1 |
355 |
- |
- |
- |
- |
- |
- |
|
|
2 |
250 |
1 |
4 |
+3 |
4 |
1 |
Не более 3 |
|
|
3 |
212 |
24,5 |
27 |
+2,5 |
31 |
28,5 |
От 20 до 32 |
|
|
4 |
180 |
77,5 |
86 |
+8,5 |
88 |
79,5 |
От 66 до 84 |
|
|
5 |
150 |
98 |
98 |
- |
98 |
98 |
Не менее 96 |
|
|
Остаток на поддоне ΔQ |
2 |
2 |
- |
2 |
2 |
Не более 4 |
|
|
|
Дата: |
Контролер: |
|||||||
Приложение Б
(справочное)
Ориентировочное соответствие зернистостей по настоящему стандарту и ГОСТ 3647
Обозначение зернистостей |
|
|
ГОСТ Р 52381 |
|
|
F4 |
- |
|
F5 |
|
|
F6 |
|
|
F7 |
|
|
F8 |
|
|
F10 |
200 |
|
F12, Р12 |
160 |
|
F14 |
- |
|
F16, Р16 |
125 |
|
F20, Р20 |
100 |
|
F22 |
- |
|
F24, Р24 |
80 |
|
F30, Р30 |
63 |
|
F36, Р36 |
50 |
|
F40, Р40 |
- |
|
F46 |
40 |
|
F54, Р50 |
32 |
|
F60, Р60 |
25 |
|
F70 |
20 |
|
F80, Р80 |
- |
|
F90, Р100 |
16 |
|
F100, Р120 |
12 |
|
F120, Р150 |
10 |
|
F150, Р180 |
8 |
|
F180, Р220 |
6 |
|
F220 |
5 |
Ключевые слова: материалы абразивные, порошки шлифовальные, зернистость, состав зерновой, контроль зернового состава