

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КРУГИ ШЛИФОВАЛЬНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 2424-83
Е
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КРУГИ ШЛИФОВАЛЬНЫЕ Технические условия Grinding wheels. Specifications |
ГОСТ |
Дата введения 01.01.85
Настоящий стандарт распространяется на шлифовальные круги общего применения на керамической (К), бакелитовой (Б), вулканитовой (В) связках, изготавливаемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на отрезные круги, обдирочные круги зернистостей 63 и более, круги типов 1 и 5 для ручных машин.
Требования настоящего стандарта в части разд. 1, 2 (кроме п. 2.2), 4, 5 и п. 3.4 являются обязательными, другие требования - рекомендуемыми.
Требования по безопасности изложены в п. 2.13.
(Измененная редакция, Изм. № 1, 2, 3, 4).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Круги должны изготовляться следующих типов:
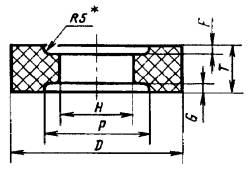
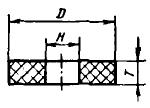
1 - прямого профиля;
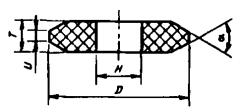
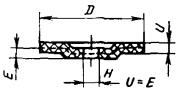
4 - с двусторонним коническим профилем;
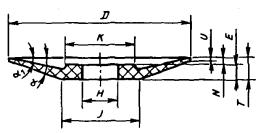
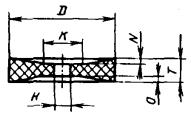
3 - с коническим профилем;
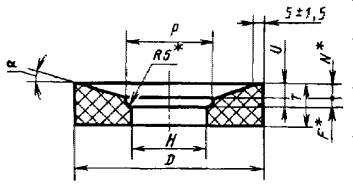
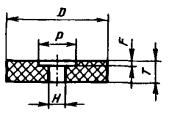
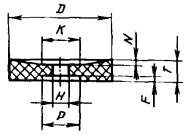
5 - с выточкой;
23 - с конической выточкой;
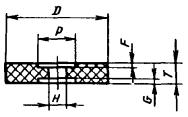
7 - с двусторонней выточкой;
2 - кольцевые;
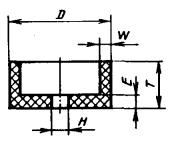
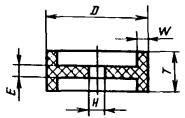
6 - чашечные цилиндрические;
11 - чашечные конические;
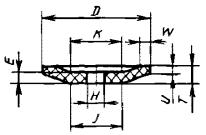
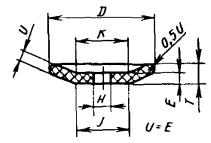
12 и 14 - тарельчатые;
36 - с запрессованными крепежными элементами;
10 - с двусторонней выточкой и ступицей;
26 - с двусторонней конической выточкой.
(Измененная редакция, Изм. № 2).
1.1а. Обозначения типов кругов и размеров кругов ранее действовавших и по настоящему стандарту должны соответствовать указанным в обязательном приложении 2.
1.1б. Обозначения профилей для кругов типов 1, 5, 7 должны соответствовать указанным в рекомендуемом приложении 3.
1.1a, 1.1б. (Введены дополнительно, Изм. № 2).
1.2. Размеры кругов должны соответствовать указанным на черт. 1 - 14 и в табл. 1 - 13.
Тип 1
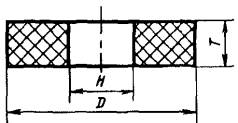
Черт. 1
Таблица 1
мм
|
Т |
H |
|
|
3 |
6,0; 8,0; 10,0 |
1,0 |
|
4 |
1,0; 1,3; 1,6; 2,0; 2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0 |
1,6 |
|
5 |
8,0 |
2,0 |
|
2,0 |
||
|
6 |
6,0; 8,0; 10,0 |
1,6 |
|
2,0; 2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0 |
2,0 |
|
|
8 |
6,0; 8,0; 10,0; 13,0; (16,0) |
3,0 |
|
(6,0); (10,0); 16,0 |
4,0 |
|
|
10 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0 |
3,0 |
|
(6,0); (10,0); 13,0; 16,0 |
4,0 |
|
|
13 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0 |
|
|
10,0; 13,0; 16,0; 20,0 |
6,0 |
|
|
16 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 |
|
|
20 |
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 |
|
|
(16,0); 25,0; 32,0 |
8,0 |
|
|
25 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; |
6,0 |
|
13,0; 16,0; 20,0; 25,0; 32,0; 40,0 |
8,0 |
|
|
16,0; 20,0; 25,0; 32,0 |
10,0 |
|
|
32 |
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 |
|
|
2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0 |
6,0 |
|
|
(6,0); 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 |
13,0 |
|
|
40 |
6,0; 8,0; 10,0 |
6,0 |
|
2,0; 2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0 |
8,0; 10,0 |
|
|
6,0; 8,0, 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 |
13,0 |
|
|
32,0; 40,0; 50,0; 63,0 |
16,0 |
|
|
50 |
4,0; 5,0 |
10,0 |
|
(6,0); (8,0); 10,0; 13,0; (16,0); (20,0); (25,0); (32,0); 40,0; (50,0) |
13,0 |
|
|
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 |
16,0 |
|
|
63 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0 |
10,0 |
|
13,0 |
16,0 |
|
|
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 |
20,0 |
|
|
80 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 |
|
|
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 |
32,0 |
|
|
100 |
4,0; 5,0; 6,0; 8,0; 10,0 |
13,0 |
|
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 |
20,0 |
|
|
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0 |
32,0 |
|
|
125 |
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 |
32,0 |
|
(6,0); (8,0); (10,0); (13,0); (16,0); 20,0; (25,0); (32,0); (40,0); (50,0); (63,0) |
20,0 |
|
|
(6,0); (8,0); (10,0); (13,0); (16,0); (20,0); 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 |
51,0 |
|
|
150 |
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; (63,0) |
20,0; 32,0 |
|
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 |
51,0 |
|
|
175 |
5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0;32,0; 40,0; 50,0 |
32,0 |
|
200 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0 |
|
|
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; (32,0); (40,0); (50,0); (63,0); (80,0); (100,0) |
51,0 |
|
|
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0 |
76,0 |
|
|
250 |
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 |
32,0; 51,0 |
|
2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; (80,0); (100,0); (125,0) |
76,0 |
|
|
2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0 |
127,0 |
|
|
300 |
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0 |
32,0; 76,0 |
|
2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0 |
127,0 |
|
|
350 |
32,0; 40,0; 50,0 |
76,0 |
|
5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0 |
127,0 203,0 |
|
|
400 |
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; (125,0); (150,0); 160,0; 200,0 |
127,0 |
|
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; (125,0); (150,0); 160,0; 200,0 |
203,0 |
|
|
450 |
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0 |
127,0 |
|
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 |
203,0 |
|
|
500 |
10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0 |
|
|
8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0; 250,0 |
305,0 |
|
|
600 |
10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0*; 80,0*; 100,0*; 125,0; (150,0); 160,0; 200,0; 250,0* |
|
|
10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 125,0; 160,0; 200,0 |
203,0 |
|
|
750 |
16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0; (250,0) |
305,0 |
|
900 |
25,0; 32,0; 40,0; 50,0*; 63,0*; 80,0*; 100,0*; 125,0 |
|
|
1060 |
40,0*; 50,0*; 63,0*; 80,0*; 100,0*; 125,0* |
* Должны изготовляться на керамической связке классов точности АА или А.
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Тип 4
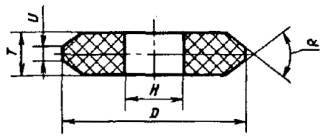
Черт. 2
Таблица 2
Размеры, мм
|
D |
Т |
Н |
U ±1,0 |
α +2° |
D |
Т |
Н |
U ±1,0 |
α +2° |
|
250 |
10; 13; 16; 20 |
76 |
4 |
40° |
350 |
32 |
127 |
8 |
40 |
|
25 |
5; 9 |
400 |
16 |
4 |
|||||
|
300 |
20 |
127 |
5 |
||||||
|
25 |
6 |
60° |
20; 25; 32 |
5 |
|||||
|
32 |
8 |
||||||||
|
350 |
8 |
160 |
3 |
8; 10; 13 |
203 |
3 |
60° |
||
|
13; 25 |
127 |
5 |
40° |
500 |
32 |
8 |
40° |
Тип 3
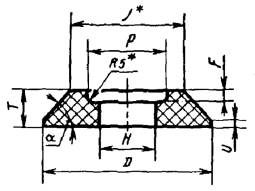
* Размеры для справок.
Черт. 3
Таблица 3
Размеры, мм
|
D |
Т |
Н |
Р |
F ±1,5 |
U ±1,0 |
α +2° |
J |
|
|
|
Номин. |
Пред. откл. |
|
|||||||
|
63 |
10 |
10 |
20 |
+3,0 |
5 |
3,0 |
20° |
25 |
|
|
80 |
6 |
20 |
- |
- |
2,0 |
15° |
50 |
|
|
|
8 |
20° |
47 |
|
||||||
|
10 |
30° |
53 |
|
||||||
|
13 |
35° |
49 |
|
||||||
|
100 |
6 |
10° |
55 |
|
|||||
|
8 |
15° |
55 |
|
||||||
|
20° |
67 |
|
|||||||
|
25° |
75 |
|
|||||||
|
13 |
- |
- |
- |
3,0 |
20°; 25° |
45; 57 |
|
||
|
36 |
+3,0 |
5 |
20° |
45 |
|
||||
|
16 |
- |
- |
2,0 |
35° |
60 |
|
|||
|
10 |
51 |
65 |
4 |
77 |
|
||||
|
125 |
8 |
32 |
- |
- |
10° |
57 |
|
||
|
150 |
82 |
|
|||||||
|
10 |
35° |
127 |
|
||||||
|
16 |
25° |
90 |
|
||||||
|
20 |
5,5 |
18° |
61 |
|
|||||
|
13 |
51 |
80 |
5 |
2,0 |
20° |
90 |
|
||
|
175 |
10; 13 |
32 |
- |
- |
- |
|
85; 50 |
|
|
|
200 |
10 |
+3,0 |
8 |
10° |
110 |
|
|||
|
13 |
- |
- |
3,0 |
87 |
|
||||
|
32; 51 |
+3,0 |
8 |
|||||||
|
16 |
25° |
145 |
|
||||||
|
20 |
80 |
30° |
107 |
|
|||||
|
250 |
6 |
76 |
- |
- |
- |
45° |
238 |
|
|
|
8 |
234 |
|
|||||||
|
10 |
230 |
|
|||||||
|
13 |
224 |
|
|||||||
|
16 |
32 |
- |
3,0 |
10° |
176 |
|
|||
|
76 |
+3,0 |
15° |
153 |
|
|||||
|
125 |
5 |
4,0 |
161 |
|
|||||
|
20 |
- |
- |
2,5 |
20° |
154 |
|
|||
|
25 |
115 |
10 |
127 |
|
|||||
|
300 |
6 |
- |
- |
3,0 |
45° |
294 |
|
||
|
8 |
290 |
|
|||||||
|
10 |
286 |
|
|||||||
|
25 |
115 |
10 |
20° |
179 |
|
||||
|
32 |
17 |
141 |
|
||||||
|
6 |
127 |
- |
|
15° |
278 |
|
|||
|
8 |
45° |
290 |
|
||||||
|
10 |
286 |
|
|||||||
|
13 |
15° |
226 |
|
||||||
|
- |
45° |
274 |
|
||||||
|
20 |
180 |
+4,0 |
5 |
3,0 |
30° |
241 |
|
||
|
350 |
25 |
- |
- |
4,0 |
278 |
|
|||
|
40 |
76 |
115 |
17 |
20° |
152 |
|
|||
|
400 |
20 |
127 |
- |
- |
5,0 |
30° |
348 |
|
|
|
25 |
331 |
|
|||||||
|
40 |
279 |
|
|||||||
|
50 |
76 |
115 |
25 |
20° |
153 |
|
|||
|
- |
- |
|
|||||||
|
450 |
20 |
127 |
- |
- |
15° |
338 |
|
||
|
25 |
301 |
|
|||||||
|
32 |
249 |
|
|||||||
|
500 |
32 |
203 |
30° |
407 |
|
||||
Тип 5

* Размер для справок.
Черт. 4
Таблица 4
|
D |
Т |
Н |
Р |
F ±1,5 |
|
|
|
Номин. |
Пред. откл. |
|
||||
|
10 |
13 |
3 |
5 |
+2,0 |
6 |
|
|
13 |
16 |
4 |
6 |
8 |
|
|
|
20 |
10 |
|||||
|
16 |
13 |
6 |
8 |
+2,0 |
6 |
|
|
(16) |
(10) |
(8) |
|
|||
|
20 |
8 |
10 |
|
|||
|
20 |
16 |
10 |
8 |
|
||
|
20 |
10; (13) |
10 |
|
|||
|
25 |
(12); 13; 18 |
|
||||
|
32 |
16 |
|
||||
|
40 |
20 |
|
||||
|
25 |
13 |
13 |
6 |
|
||
|
16 |
6; (10) |
13; (16) |
8 |
|
||
|
20 |
6 |
13 |
10 |
|
||
|
25 |
(12); 13 |
|
||||
|
32 |
16 |
|
||||
|
32 |
16 |
10 |
16 |
8 |
|
|
|
20 |
10 |
|
||||
|
25 |
(12); 13 |
|
||||
|
32 |
6 |
16 |
|
|||
|
10 |
(16); 20 |
|
||||
|
25 |
13 |
13 |
|
|||
|
32 |
|
|||||
|
40 |
25 |
20 |
+3,0 |
(12); 13 |
|
|
|
32 |
16 |
|
||||
|
40 |
20 |
|
||||
|
50 |
25 |
|
||||
|
30 |
|
|||||
|
50 |
25 |
13; (16) |
25 |
(12); 13 |
|
|
|
40 |
13 |
20 |
|
|||
|
50 |
30 |
|
||||
|
32 |
16 |
|
||||
|
16 |
25 |
20 |
|
|||
|
32 |
16 |
|
||||
|
63 |
25 |
13 |
31 |
13 |
|
|
|
32 |
20 |
32 |
16 |
|
||
|
50 |
30 |
|
||||
|
|
30 |
20 |
|
|||
|
80 |
20 |
40; 50 |
7 |
|
||
|
25 |
13 |
|
||||
|
32 |
16 |
|
||||
|
40 |
20 |
|
||||
|
50 |
25 |
|
||||
|
63; 80 |
30 |
|
||||
|
100 |
25 |
50 |
13 |
|
||
|
32 |
16 |
|
||||
|
40 |
20; (32) |
50; (60) |
20 |
|
||
|
50; 63 |
20 |
50 |
30 |
|
||
|
125 |
20 |
32 |
65 |
10 |
|
|
|
25 |
20 |
62 |
13 |
|
||
|
32 |
32 |
65 |
16 |
|
||
|
50 |
30 |
|
||||
|
150 |
25 |
20 |
75 |
13 |
|
|
|
32 |
85 |
(12); 13 |
|
|||
|
32 |
85; 100 |
16 |
|
|||
|
200 |
25 |
32 |
100 |
13 |
|
|
|
32 |
(32); 76 |
125 |
+4,0 |
16 |
|
|
|
40 |
76 |
20 |
|
|||
|
63; 80 |
30 |
|
||||
|
250 |
40 |
150 |
13; 20 |
|
||
|
300 |
127 |
200 |
||||
|
50 |
|
|||||
|
63 |
30 |
|
||||
|
350 |
40; 50 |
127 |
200 |
13; 20 |
|
|
|
400 |
40 |
203 |
265 |
+6,0 |
20 |
|
|
50 |
25 |
|
||||
|
450 |
50; 63 |
127 |
215 |
13 |
|
|
|
80 |
25 |
|
||||
|
500 |
50; 63 |
203 |
265 |
13; 20 |
|
|
|
305 |
375 |
30 |
||||
|
80 |
|
|||||
|
100 |
203 |
|
||||
|
600 |
50; 63; 80 |
305 |
|
|||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Тип 23
* Размеры для справок.
Черт. 5
Таблица 5
Размеры, мм
|
D |
Т |
Н |
Р |
U ±1,0 |
α +2° |
N |
F |
|
|
Номин. |
Пред. откл. |
|||||||
|
300 |
50 |
127 |
200 |
+4,0 |
25 |
20° |
18 |
1 |
|
350 |
265 |
+6,0 |
15 |
10 |
||||
|
500 |
203 |
375 |
15° |
17 |
8 |
|||
|
600 |
80 |
305 |
35 |
10° |
20 |
15 |
||
|
750 |
500 |
22 |
13 |
|||||
Тип 7
* Размер для справок.
Черт. 6
Таблица 6
мм
|
D |
Т |
H |
Р |
F ±1,5 |
G ±1,5 |
|
|
Номин |
Пред. откл. |
|||||
|
100 |
25 |
32 |
88 |
+3,0 |
8 |
8 |
|
125 |
40 |
109 |
16 |
16 |
||
|
200 |
25 |
184 |
+4,0 |
8 |
8 |
|
|
40 |
16 |
16 |
||||
|
250 |
80 |
76 |
150 |
20 |
20 |
|
|
(150); 160 |
40 |
35 |
||||
|
300 |
50; 100 |
127 |
200 |
13 |
13 |
|
|
125 |
25 |
25 |
||||
|
(150); 160 |
200; 250 |
40 |
35 |
|||
|
200 |
200 |
50; 85 |
||||
|
250 |
50 |
|||||
|
350 |
50 |
13 |
13 |
|||
|
80 |
20 |
20 |
||||
|
250 |
20; 25 |
20; 25 |
||||
|
100 |
200; 250 |
25 |
25 |
|||
|
(150); 160 |
40 |
20 |
||||
|
200 |
200 |
50 |
||||
|
250 |
200; 250 |
|||||
|
100 |
203 |
250 |
25 |
25 |
||
|
125 |
|
40 |
||||
|
(150); 160 |
200; 250 |
35 |
||||
|
200 |
250 |
30; 35 |
||||
|
400 |
50; (63); (80) |
265 |
+6,0 |
13 |
13; (16); (20) |
|
|
450 |
50 |
13 |
||||
|
500 |
40 |
203; 305 |
265 (375) |
10 |
10; (20) |
|
|
(50); 63 80 |
16 |
(10); 16; (20) |
||||
|
600; 750 |
50 |
305 |
375 |
13 |
13 |
|
|
63; 80 |
16 |
16 |
||||
|
100 |
25 |
25 |
||||
|
900 |
63; 80 |
16 |
16 |
|||
|
100 |
25 |
25 |
||||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
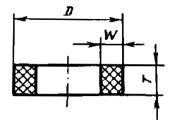
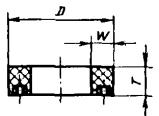
Тип 2
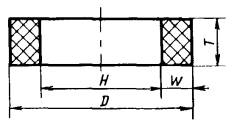
* Размер W для справок.
Черт. 7
Таблица 7
мм
|
D |
Т |
H |
W |
|
200 |
80 |
76; 125 |
62; 38 |
|
100 |
160; (150) |
20; 25 |
|
|
300 |
80; 160 |
203 |
48 |
|
100 |
250 |
25 |
|
|
400 |
63; 125 |
305 |
48 |
|
450 |
125; (150) |
250; 305; 380 |
100; 72; 35 |
|
500 |
100; 125; (150) |
400; 380 |
50; 60 |
|
600 |
100; (150) |
380; 480 |
110; 60 |
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Тип 6
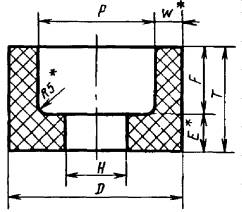
* Размеры для справок.
Черт. 8
Таблица 8
мм
|
D |
Т |
H |
Р |
F ±1,5 |
Е |
W |
|
|
|
Номин. |
Пред. откл. |
|
||||||
|
40 |
25 |
13 |
32 |
±1,5 |
20 |
5 |
4 |
|
|
50 |
32 |
40 |
25 |
7 |
5 |
|
||
|
80 |
40 |
20 (22) |
50; 65; (68) |
32 |
8 |
15; 7; 6 |
|
|
|
100 |
50 |
80; (84) |
25; 40 |
25; 10 |
10; 8 |
|
||
|
125 |
63 |
(22); 32; 51; 76 |
100; (109) |
50 |
13 |
13; 8 |
|
|
|
150 |
80 |
125 |
±2,0 |
65 |
15 |
13 |
|
|
|
(175) |
115 |
96 |
145 |
±2,0 |
100 |
15 |
15 |
|
|
200 |
40 |
51 |
165 |
27 |
13 |
18 |
|
|
|
63 |
50 |
|||||||
|
32 |
|
|||||||
|
80 |
76 |
170 |
65 |
15 |
15 |
|
||
|
250 |
100 |
125 |
48; 75 |
52; 25 |
62 |
|
||
|
127 |
195 |
27 |
|
|||||
|
150 |
200 |
75 |
25 |
25 |
|
|||
|
300 |
127 |
250 |
25 |
|
||||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
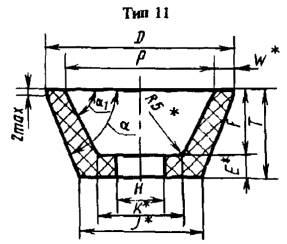
* Размеры для справок.
Черт. 9
Таблица 9
Размеры, мм
|
D |
Т |
H |
Р |
F ±1,5 |
α ±1° |
α1 ±1° |
W |
K |
E |
J |
|
|
Номин. |
Пред. опт. |
||||||||||
|
50 |
25 |
13 |
40 |
±1,5 |
16 |
70° |
65° |
5 |
25 |
8 |
34 |
|
80 |
32 |
20 |
65; (68) |
22 |
8; 6 |
45; 48 |
10 |
57 |
|||
|
(22) |
65 |
8 |
45 |
||||||||
|
40 |
20 |
65 |
30 |
8 |
38 |
10 |
51 |
||||
|
100 |
25 |
80 |
15 |
50° |
45° |
10 |
50 |
10 |
57 |
||
|
40 |
84 |
25; 30 |
70° |
65° |
8 |
60; 55 |
16; 10 |
71 |
|||
|
125 |
32 |
100; 109 |
25; 32 |
13; 8 |
76; 85; 70; 79 |
16; 8 |
96 |
||||
|
32 |
70; 79 |
8 |
|||||||||
|
45 |
(22) |
100 |
13 |
70 |
13 |
92 |
|||||
|
32 |
100; (109) |
13; 8 |
70; 79 |
||||||||
|
50 |
20; (22) |
88 |
38 |
77° |
67° |
19 |
56 |
13 |
100 |
||
|
32 |
100 |
32 |
70° |
65° |
13 |
70 |
19 |
87 |
|||
|
150 |
40 |
120 |
25 |
50° |
45° |
16 |
70 |
16 |
83 |
||
|
50 |
130 |
+2,0 |
35 |
70° |
65° |
10 |
97 |
16 |
114 |
||
|
(175) |
63 |
140 |
45 |
50°; 60° |
60° |
19 |
88 |
19 |
71; 100 |
||
|
250 |
140 |
100 |
190 |
100 |
80° |
80° |
30 |
155 |
40 |
200 |
|
|
300 |
150 |
150 |
230 |
110 |
35 |
190 |
40 |
247 |
|||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
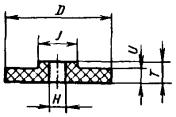
Тип 12
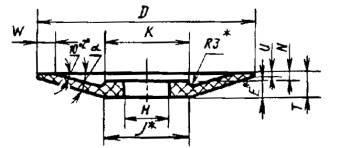
* Размеры для справок.
Черт. 10
Таблица 10
мм
|
D |
Т |
H |
K |
N ±1,0 |
U ±1,0 |
W ±1,0 |
α ±2° |
Е |
J |
|
|
Номин. |
Пред. откл. |
|||||||||
|
80 |
8 |
13 |
30 |
+4,0 |
3 |
2 |
4 |
15° |
6 |
36 |
|
100 |
10; (13) |
20 |
40 |
4 |
6 |
6; 9 |
22 |
|||
|
125 |
13 |
32 |
50 |
5 |
3 |
9 |
50 |
|||
|
150 |
16 |
60 |
6 |
4 |
8 |
10 |
61 |
|||
|
(175) |
16; 20 |
75 |
+6,0 |
3 |
3 |
16 |
25° |
12; 17 |
120; 100 |
|
|
200 |
20 |
80 |
8 |
4 |
10 |
15° |
12 |
80 |
||
|
250 |
20; 25 |
100 |
8; 10 |
6 |
13 |
12; 15 |
80; 108 |
|||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
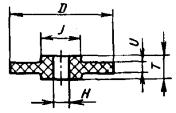
Тип 14

* Размеры для справок.
Черт. 11
Таблица 11
Размеры, мм
|
D |
Т |
H |
K |
N ±1,0 |
U ±1,0 |
r |
α +2° |
α1 +2° |
Е |
J |
|
|
Номин. |
Пред. откл. |
||||||||||
|
100 |
10 |
20 |
40 |
+4,0 |
4 |
2; 3 |
3 |
15° |
10° |
6 |
40; 48 |
|
150 |
32 |
80 |
- |
2 |
30° |
7° |
10 |
122 |
|||
|
200 |
16 |
60 |
6 |
4 |
15° |
10° |
10 |
60 |
|||
|
20 |
80 |
+6,0 |
8 |
12 |
80 |
||||||
|
250 |
25 |
100 |
10 |
5; 6 |
15 |
100; 108 |
|||||
|
(280) |
40 |
105 |
7 |
4; 8 |
6° |
18 |
123; 153 |
||||
|
300 |
20; 25 |
127 |
185 |
- |
2 |
6 |
30° |
10° |
20; 25 |
238; 220 |
|
|
350 |
40 |
200 |
12 |
45° |
7° |
40 |
274 |
||||
Примечание. Размер, заключенный в скобки, применять не рекомендуется.
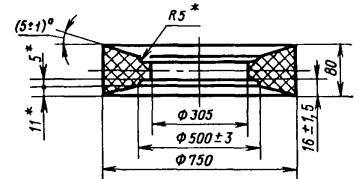
Тип 36
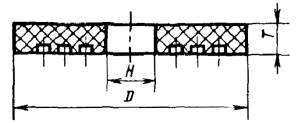
Черт. 12
Таблица 12
|
D |
Т |
H |
D |
Т |
H |
|
400 |
50 |
160; 301 |
650 |
40 |
50 |
|
450 |
63 |
305 |
700 |
50 |
51 |
|
500 |
60 |
203 |
750 |
70 |
25 |
|
600 |
75 |
305 |
45 |
350 |
|
|
40; 50 |
50 |
Тип 10

* Размеры для справок.
Черт. 13
Таблица 13
мм
|
Т |
H |
K |
F = G ±1,0 |
W ±1,0 |
||
|
Номин. |
Пред. откл. |
|||||
|
150 |
8 |
32 |
65 |
+3,0 |
2 |
6 |
|
10 |
3 |
|||||
|
16 |
51 |
5 |
||||
|
175 |
16 |
32 |
65 |
+3,0 |
5 |
6 |
|
200 |
10 |
51 |
3 |
|||
|
16 |
32 |
5 |
||||
|
250 |
10 |
76 |
125 |
+4,0 |
3 |
8 |
|
20 |
6 |
|||||
|
300 |
10 |
127 |
180 |
3 |
10 |
|
|
16 |
5 |
|||||
Тип 26
* Размеры для справок.
Черт. 14
Пример условного обозначения круга типа 1 наружным диаметром D = 500 мм, высотой T = 50 мм, диаметром посадочного отверстия H = 305 мм, из белого электрокорунда марки 25А, зернистости 10-П, степени твердости С2, номером структуры 7, на керамической связке К1А с рабочей скоростью 35 м/с, класса точности А, 1-го класса неуравновешенности:
1 500´50´305 25А 10-П С2 7 К1А 35 м/с А 1 кл. ГОСТ 2424-83
(Измененная редакция, Изм. № 1, 2, 3, 4).
1.3. Обозначения размеров и типоразмеров кругов указаны в рекомендуемом приложении 4.
В условных обозначениях кругов указывают только их основные размеры: D´T´W - для типов 2 и 37; D´T´H - для остальных типов.
(Введен дополнительно, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Круги должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Круги должны изготовляться из шлифовальных материалов зернистостей, указанных в табл. 14.
Таблица 14
|
Зернистость |
|
|
Нормальный электрокорунд |
50 - 4 |
|
Белый электрокорунд |
50 - 5; М63 - М10 |
|
Хромо-титанистый электрокорунд, магниево-кремниевый электрокорунд |
50 - 6 |
|
Монокорунд |
50 - 8 |
|
Зеленый карбид кремния |
50 - 6; М63 - М10 |
|
Черный карбид кремния |
50 - 6 |
(Измененная редакция, Изм. № 2, 3).
2.3. Круги должны изготовляться классов точности: АА, А и Б.
2.4. Зерновой состав шлифовальных материалов - по ГОСТ 3647.
2.5. Предельные отклонения размеров кругов должны соответствовать указанным в табл. 15 - 18.
Таблица 15
Наружный диаметр
мм
|
Предельные отклонения для классов точности |
||
|
АА |
А, Б |
|
|
До 6 |
±0,3 |
±0,4 |
|
Св. 6 » 30 |
±0,5 |
±0,8 |
|
» 30 » 50 |
±0,8 |
±1,2 |
|
» 50 » 80 |
±1,0 |
±1,6 |
|
» 80 » 180 |
±1,2 |
±2,0 |
|
» 180 » 260 |
±1,5 |
±2,7 |
|
» 260 » 500 |
±2,0 |
±4,0 |
|
» 500 » 800 |
±2,5 |
±5,0 |
|
» 800 |
±3,0 |
±6,0 |
Таблица 16
Высота
мм
|
T |
Предельные отклонения для классов точности |
|
|
АА |
А, Б |
|
|
До 3 |
±0,10 |
±0,3 |
|
Св. 3 до 6 |
±0,15 |
±0,5 |
|
Св. 6 до 10 |
±0,20 |
±0,6 |
|
Св. 10 до 16 |
±0,9 |
|
|
Св. 16 до 40 |
±1,2 |
|
|
Св. 40 до 100 |
±0,25 |
±1,4 |
|
Св. 100 |
±0,30 |
±2,0 |
Таблица 17
Диаметр посадочного отверстия (кроме кругов типов 36, 2)
мм
|
H |
Предельные отклонения для классов точности |
||
|
АА |
А |
Б |
|
|
До 10 |
+0,1 |
+0,2 |
+0,2 |
|
Св. 10 до 18 |
+0,3 |
||
|
Св. 18 до 50 |
|||
|
Св. 50 до 80 |
+0,2 |
+0,4 |
|
|
Св. 80 до 120 |
+0,5 |
||
|
Св. 120 до 180 |
+0,3 |
||
|
Св. 180 до 260 |
+0,6 |
||
|
Св. 260 |
+0,3 |
+0,4 |
|
Таблица 18
Диаметр центрального отверстия кругов типов 36, 2
мм
|
Предельные отклонения для классов точности |
||
|
АА |
А, Б |
|
|
До 120 |
±1,0 |
±1,5 |
|
Св. 120 » 260 |
±1,5 |
±2,0 |
|
» 260 |
±2,0 |
±3,0 |
2.6. Допуски формы и расположения поверхностей должны соответствовать указанным в табл. 19 - 22.
Таблица 19
мм
|
Допуск параллельности и плоскостности (выпуклость и вогнутость) для классов точности |
|||
|
АА |
А |
Б |
|
|
До 160 |
0,10 |
0,15 |
0,25 |
|
Св. 160 » 400 |
0,15 |
0,25 |
0,40 |
|
» 400 |
0,20 |
0,40 |
0,50 |
Примечания:
1. Для кругов типа 36 допуск параллельности плоскостности не должен превышать 0,8 мм для классов точности АА и А; 1,0 мм - для класса точности Б.
2. (Исключено, Изм. № 2).
Таблица 20
мм
|
D |
Допуск круглости (овальность) наружной поверхности для классов точности |
||
|
АА |
А |
Б |
|
|
До 18 |
0,1 |
0,25 |
0,5 |
|
Св. 18 до 120 |
0,40 |
0,9 |
|
|
Св. 120 до 500 |
0,2 |
0,70 |
1,3 |
|
Св. 500 |
1,10 |
1,9 |
|
Таблица 21
мм
|
Т |
Допуск профиля продольного сечения (конусообразность) наружной поверхности (кроме типа 11) для классов точности |
||
|
АА |
А |
Б |
|
|
До 40 |
0,2 |
0,3 |
0,5 |
|
Св. 40 » 100 |
0,3 |
0,5 |
1,0 |
|
» 100 |
0,5 |
0,8 |
2,0 |
Таблица 22
мм
|
Смешение оси отверстия от номинального расположения (кроме кругов типа 36,2) для классов точности |
|||
|
АА |
А |
Б |
|
|
До 18 |
0,10 |
0,15 |
0,20 |
|
Св. 18 » 120 |
0,15 |
0,20 |
0,30 |
|
» 120 » 260 |
0,20 |
0,25 |
0,40 |
|
» 260 |
0,25 |
0,35 |
0,50 |
2.4 - 2.6 (Измененная редакция, Изм. № 1, 2).
2.7. Радиус закругления кромок или размер фасок на кругах не должен превышать:
0,5 мм - для Т ≤ 10 мм;
1,0 мм - для 10 мм < Т≤ 25 мм;
2,0 мм - для 25 мм < Т ≤ 40 мм;
3,0 мм - для 40 мм < Т ≤ 100 мм;
4,0 мм - для Т > 100 мм.
(Измененная редакция, Изм. № 2).
2.8. Трещины на кругах не допускаются.
2.9. Внешний вид кругов должен соответствовать требованиям, указанным в табл. 23.
(Измененная редакция, Изм. № 4).
2.10. На поверхности отверстия или выточки допускается наносить калибровочный слой толщиной не более 5 мм.
2.11. Твердость кругов - по ГОСТ 18118, ГОСТ 19202, ГОСТ 21323, ГОСТ 25961.
2.10, 2.11. (Измененная редакция, Изм. № 1).
Таблица 23
|
Классы точности |
|||
|
АА |
А |
Б |
|
|
Повреждения кромок |
Не допускаются |
Не допускаются размерами более 5 мм |
|
|
Инородные включения |
Не допускаются размерами более 0,5 мм |
Не допускаются размерами более 1 мм |
Не допускаются размерами более 2 мм |
|
В количестве более 4 - на участке в 100 см2 |
|||
|
Раковины |
Не допускаются |
Допускаются на поверхности круга размером не более 10-кратной величины размера зерна на кругах зернистостей 20 и менее и 5-кратной величины размера зерна на кругах зернистостей 25 и более |
|
Примечание. По согласованию с потребителем допускаются повреждения кромок по диаметру посадочного отверстия свыше 76 мм кругов класса А размерами не более 4 мм.
2.12. Классы неуравновешенности по ГОСТ 3060 должны быть:
1 - для кругов класса точности АА; 1 и 2 - для кругов класса точности А; 1, 2 и 3 - для кругов класса точности Б.
2.11, 2.12. (Измененная редакция, Изм. № 3).
2.13. Механическая прочность кругов должна обеспечивать их работу с рабочими скоростями, указанными в табл. 24.
Таблица 24
|
Рабочая скорость, м/с |
|
|
1 |
30; 35; 40; 50; 60; 80 |
|
4 |
30; 35; 40; 50; 60 |
|
36, 2 |
25; 30; 35 |
|
6, 11, 12, 14 |
20; 25; 30 |
|
Прочие круги |
15; 25; 30; 35; 50 |
2.14. Эксплуатационные показатели качества кругов на керамической связке должны соответствовать указанным в табл. 25 и 25а при условиях обработки по табл. 26.
Таблица 25
|
Наружный диаметр круга, мм |
Высота круга, мм |
Марка шлифовального материала |
Зернистость |
Степень твердости |
Номер структуры |
Коэффициент шлифования, не менее |
Шероховатость обработанной поверхности, Ra, мкм, не более |
|
|
Внутреннее врезное шлифование |
||||||||
|
1; 5; 7 |
3 - 8 |
До 16 |
25А |
12 - 4 |
СП; СП |
9 |
9,6 |
0,63 |
|
10 - 32 |
До 32 |
25 - 12 |
СМ2-С2 |
5 - 8 |
6,6 |
1,25 |
||
|
32 - 63 |
До 63 |
СМ1-С1 |
||||||
|
63 - 125 |
До 100 |
СМ1; СМ2 |
||||||
|
Плоское шлифование |
||||||||
|
2 |
200 |
До 80 |
25А |
40 - 25 |
СМ2 |
6 |
3,0 |
1,25 |
|
10 |
16 |
25 |
СМ1 |
2,5 |
||||
|
1; 11 6; 12 |
150 - 300 |
До 150 |
40 - 16 |
М2-СМ2 |
3,0 |
|||
|
1; 5; 7 |
250 - 300 |
Св. 20 |
40 - 25 |
СМ1-С1 |
3,6 |
|||
|
400 - 600 |
М3-С1 |
|||||||
|
1 |
250 |
До 25 |
СМ1-С1 |
|||||
|
1; 5; 7 |
125 - 600 |
До 80 |
63С; 64С |
40 - 16 |
М3-С2 |
5 - 8 |
0,26 |
|
|
1; 5; 7 |
125 - 600 |
До 80 |
63С 64С |
12-М40 |
СМ1-СТ3 |
6 - 9 |
0,15 |
0,63 |
|
11; 6 |
40 - 300 |
До 150 |
40 - 12 |
М3-С2 |
5 - 7 |
15,0 |
1,25 |
|
|
Круглое наружное врезное шлифование |
||||||||
|
1; 5; 7; 23; 26 |
200 - 250 |
До 40 |
25А |
40 - 12 |
СМ1-СТ3 |
6 - 8 |
1,2 |
1,25 |
|
300 - 350 |
2,4 |
|||||||
|
400 - 500 |
До 63 |
М3-СМ2 |
3,00 |
|||||
|
10 - 6 |
7 - 9 |
0,9 |
0,63 |
|||||
|
600; 750 |
До 80 |
40 - 16 |
С2-СТ3 |
6 - 7 |
1,46 |
1,25 |
||
|
300; 350 |
63С; 64С |
М3-СТ2 |
5 - 8 |
1,70 |
||||
|
400; 450 |
2,16 |
|||||||
|
500; 600 |
2,76 |
|||||||
|
1 |
200 - 400 |
СМ1-С1 |
7 - 8 |
0,8 |
||||
|
12-М40 |
М3-СТ1 |
7 - 9 |
1,2 |
0,63 |
||||
|
175 - 400 |
До 50 |
53С; 54С |
40 - 16 |
М3-С1 |
6 - 8 |
9,6 |
1,25 |
|
|
Круглое шлифование шеек коленчатого вала |
||||||||
|
1 |
750 |
До 80 |
25А |
40 - 16 |
СМ1-СТ2 |
6 - 7 |
1,0 |
1,25 |
|
900 - 1060 |
До 125 |
|||||||
|
Круглое наружное шлифование с продольной подачей |
||||||||
|
1; 5; 7 |
500; 600 |
До 80 |
25А |
40 - 16 |
СМ2-С2 |
6 - 7 |
1,4 |
1,25 |
|
Бесцентровое шлифование |
||||||||
|
1 |
350 - 450 |
До 200 |
25А |
40 - 16 |
СМ1-С1 |
6,7 |
3,6 |
1,25 |
|
500; 600 |
До 250 |
3,0 |
||||||
|
СМ2-СТ3 |
0,26 |
|||||||
|
300; 350 |
63С; 64С |
40 - 25 |
СМ1-СТ3 |
4 - 8 |
1,8 |
|||
|
16 - 8 |
2,1 |
0,63 |
||||||
|
400; 450 |
40 - 10 |
2,4 |
1,25 |
|||||
|
500; 600 |
|
3,0 |
||||||
|
500* |
63 |
13А; 14А |
25 |
СТ |
1,6 |
2,5 |
||
|
150 |
12 |
2,2 |
0,32 |
|||||
|
0,4 |
2,5 |
|||||||
|
600* |
125 |
25 |
1,0 |
1,25 |
||||
|
Шлицешлифование |
||||||||
|
1 |
125 - 200 |
До 32 |
25А |
40 - 16 |
М3-С1 |
5 - 8 |
1,5 |
0,63 |
* Связка вулканитовая.
Таблица 25а
|
Наружный диаметр круга, мм |
Высота круга, мм |
Марка шлифовального материала |
Зернистость |
Степень твердости |
Номер структуры |
Установленный ресурс, шт., не менее |
Шероховатость обработанной поверхности, Ra, мкм, не более |
|
|
Зубошлифование |
||||||||
|
1 |
100 - 300 |
До 80 |
25А |
40 - 25 |
М3-СМ2 |
6 - 8 |
48 |
1,25 |
|
400; 500 |
10 - 6 |
СМ2-С2 |
8; 9 |
6360 |
0,63 |
|||
|
3 |
250 - 300 |
До 50 |
25 - 16 |
М2; М3 |
7; 8 |
18 |
||
|
11 |
Св. 150 |
40 - 25 |
М3; СМ1 |
25/768 |
1,25 |
|||
|
Резьбошлифование |
||||||||
|
1; 4 |
250 - 350 |
До 32 |
25А |
12 - М28 |
С1-СТ1 |
8-10 |
1080 |
0,80 |
|
М3; СМ1 |
1440 |
0,63 |
||||||
|
400 - 500 |
6 |
С1; С2 |
480 |
|||||
|
Заточка |
||||||||
|
3 |
200 |
16 |
25А |
25 |
СМ1 |
8 |
25 |
0,63 |
|
12 |
150 |
6 |
46 |
0,40 |
||||
Примечание. Для кругов из нормального электрокорунда значения показателей (кроме параметра шероховатости) должны быть умножены на 0,8; из хромотитанистого и магниево-кремниевого электрокорунда - на 1,2; из монокорунда - на 1,5 по сравнению со значениями показателей для кругов из белого электрокорунда. Для кругов из черного карбида кремния значения показателей (кроме параметра шероховатости) должны быть умножены на 0,8 по сравнению со значениями показателей для кругов из зеленого карбида кремния.
Таблица 26
|
Наружный диаметр круга, мм |
Обрабатываемый материал, наименование обрабатываемой детали |
Диаметр обрабатываемой заготовки, мм |
Припуск на обработку, мм |
Режим правки |
Режим шлифования |
||||||||
|
Рабочая скорость круга, м/с, не более |
Глубина резания, мм |
Подача, м/мин |
Число проходов |
Рабочая скорость круга, м/с, не более |
Скорость заготовки, м/мин, (кач/мин) [обкат/мин] |
Глубина резания, мм |
Скорость движения подачи, м/мин |
Поперечная подача, мм/мин (мм/ход) [мм/дв. ход] |
|||||
|
Внутреннее врезное |
3 - 8 |
Сталь ШХ15 по ГОСТ 801 61 ... 64 HRCэ |
(1,25 - 1,50)Dк |
0,1 - 0,2 |
20 |
0,003 - 0,005 |
0,1 - 0,2 |
1 |
20 |
15 - 20 |
- |
- |
0,3 - 0,5 |
|
10 - 32 |
30 |
0,01 - 0,02 |
30 |
30 - 35 |
0,8 - 1,0 |
||||||||
|
32 - 63 |
0,3 - 0,5 |
35 |
35 |
0,3 - 0,8 |
|||||||||
|
63 - 125 |
|||||||||||||
|
Плоское |
200 |
Сталь Р6М5 по ГОСТ 19265 62 ... 65 HRCэ |
- |
1,0 |
35 |
0,02 - 0,03 |
0,2 - 0,3 |
3 |
35 |
32 |
- |
0,2 |
(32) |
|
150 - 300 |
0,3 - 0,5 |
30 |
0,3 - 0,5 |
30 |
- |
0,05 - 0,10 |
2 - 10 |
- |
|||||
|
250 - 350 |
Сталь 45 по ГОСТ 1050 45 ... 50 HRCэ |
35 |
0,01 - 0,02 |
35 |
0,02 - 0,03 |
15 - 20 |
(2,0 - 2,5) |
||||||
|
400 - 600 |
|||||||||||||
|
250 |
Сталь У8А по ГОСТ 1435 56 ... 60 HRCэ |
0,02 - 0,03 |
|||||||||||
|
125 - 600 |
Твердый сплав ВК8 по ГОСТ 3882 90 HRА |
0,5 - 1,0 |
0,1 - 0,2 |
||||||||||
|
0,1 - 0,15 |
0,01 - 0,02 |
0,05 - 0,2 |
1 - 2 |
0,005 - 0,007 |
10 - 15 |
1,5 - 2,0 |
|||||||
|
40 - 300 |
Чугун СЧ15-32 по ГОСТ 1412 180 ... 200 НВ |
0,5 - 1,0 |
0,02 - 0,03 |
0,1 - 0,2 |
3 |
0,02 - 0,03 |
15 - 20 |
(2,0 - 2,5) |
|||||
|
Круглое наружное врезное |
200 - 250 |
Сталь ШХ15 по ГОСТ 801 61 ... 64 HRCэ |
(0,1 - 0,15)Dк |
0,3 - 0,5 |
35 |
0,02 - 0,03 |
0,2 - 0,4 |
1 - 2 |
35 |
30 - 35 |
- |
- |
0,8 - 1,0 |
|
300 - 360 |
|||||||||||||
|
400 - 500 |
0,05Dк |
0,1 - 0,4 |
50 |
0,4 - 0,5 |
2 |
50 |
50 - 55 |
2,0 - 2,5 |
|||||
|
600; 750 |
Сталь 45 по ГОСТ 1050 45 ... 50 HRCэ |
(0,1 - 0,15)Dк |
0,3 - 0,5 |
35 |
0,2 - 0,4 |
1 - 2 |
35 |
30 - 35 |
1,2 - 1,5 |
||||
|
300; 350 |
Чугун СЧ15-32 по ГОСТ 1412 180 ... 200 НВ |
0,5 - 1,0 |
0,4 - 0,5 |
2 |
0,5 - 0,8 |
||||||||
|
400; 450 |
|||||||||||||
|
500; 600 |
|||||||||||||
|
Круглое наружное врезное |
200 - 400 |
Титановый сплав ВТЗ-1, ВТ22 по ГОСТ 19807 |
(0,1 - 0,15)Dк |
0,3 - 0,5 |
35 |
0,02 - 0,05 |
0,3 - 0,4 |
1 - 2 |
35 |
30 - 35 |
- |
- |
0,5 - 1,0 |
|
0,4 - 0,7 |
|||||||||||||
|
175 - 400 |
Чугун СЧ15-32 по ГОСТ 1412 180 ... 200 НВ |
(0,2 - 0,5)Dк |
0,5 - 1,0 |
0,02 - 0,03 |
0,5 - 0,6 |
3 |
2,0 - 2,5 |
||||||
|
Круглое шлифование шеек коленчатого вала |
750 |
Сталь 45 по ГОСТ 1050 45.. 50 HRCэ |
(0,05 - 0,15)Dк |
0,5 - 1,0 |
45 |
0,03 - 0,05 |
0,1 - 0,2 |
2 |
45 |
15 - 20 |
- |
- |
1,0 - 2,0 |
|
900 - 1060 |
Сталь 45Г2 по ГОСТ 4543 48 HRCэ |
0,5 - 0,7 |
|||||||||||
|
Круглое наружное с продольной подачей |
500; 600 |
Сталь 4Х5МФ1С-Ш; Х12М; 65Г 35 ... 41 HRCэ |
(0,2 - 0,4)Dк |
1,0 - 1,6 |
50 |
0,02 - 0,03 |
0,2 - 0,4 |
1 - 2 |
50 |
20 - 80 |
0,01 - 0,04 |
3 - 6 |
- |
|
Бесцентровое |
350 - 450 |
Сталь 18ХГТ по ГОСТ 4543 57 ... 63 HRCэ |
(0,1 - 0,15)Dк |
0,2 - 0,3 |
35 |
0,02 - 0,03 |
0,1 - 0,2 |
2 - 3 |
35 |
20 - 60 |
0,10 - 0,15 |
2,0 - 3,0 |
- |
|
500; 600 |
Сталь 45Х по ГОСТ 4543 23 ... 25 HRCэ |
0,3 - 0,5 |
0,3 - 0,5 |
1,8 - 2,4 |
|||||||||
|
Сталь ШХ15 по ГОСТ 801 61 ... 64 HRCэ |
(0,2 - 0,5)Dк |
0,5 - 0,8 |
50 |
50 |
- |
0,1 - 0,8 |
- |
||||||
|
300; 350 |
Чугун СЧ15-32 по ГОСТ 1412 180 ... 200 НВ |
(0,1 - 0,15)Dк |
0,3 - 0,5 |
35 |
35 |
0,15 - 0,25 |
2,0 - 3,0 |
- |
|||||
|
400; 450 |
|||||||||||||
|
500; 600 |
|||||||||||||
|
500 |
Сталь ШХ15СГ по ГОСТ 801 61 ... 64 HRCэ |
26,5´21,5 |
0,15 - 0,20 |
35 |
0,1 |
- |
2 |
35 |
20 - 60 |
0,05 - 0,10 |
- |
- |
|
|
40´40 |
0,06 - 0,075 |
50 |
0,03 |
50 |
[60 - 120] |
||||||||
|
Сталь 08Х18Н10Т по ГОСТ 5632 |
10´1 - 48´7,5 |
0,21 |
35 |
0,05 - 0,10 |
0,1 - 0,2 |
35 |
20 |
||||||
|
Сталь ШХ15СГ по ГОСТ 801 |
6´58,8 |
0,15 |
0,05 |
30 |
0,1 - 0,2 |
||||||||
|
Зубошлифование |
100 - 300 |
Сталь Р6М5 по ГОСТ 19265 62 ... 65 HRCэ Фреза m = 4 - 6; z = 6 - 12 |
- |
0,3 - 0,4 |
35 |
0,01 - 0,05 |
ручная |
3 |
35 |
6 |
0,005 - 0,01 |
2,0 - 2,5 |
[0,02] |
|
400 - 450 |
Сталь Р6М5Ф3 по ГОСТ 19265 62 ... 65 HRCэ Шестерня m = 0,75; z = 30; b = (2 - 4)´(6 - 35) |
0,4 - 1,2 |
30 |
30 |
3 - 4 |
0,4 - 1,2 |
0,8 - 1,2 |
[0,05] |
|||||
|
300 |
Сталь Р6АМ5 по ГОСТ 19265 62 ... 65 HRCэ Долбяк m = 3 - 4,5; z = 20; b = 20 |
0,3 - 0,4 |
35 |
35 |
(28) |
0,04 - 0,06 |
|||||||
|
Св. 150 |
Сталь 12ХН3А по ГОСТ 4543 58 HRCэ Шестерня m = 3; z = 55; b = 22 |
0,2 - 0,3 |
[100] |
0,02 - 0,05 |
|||||||||
|
Резьбошлифование |
250 - 350 |
Сталь Р6М5 по ГОСТ 19265 63 ... 66 HRCэ Метчик l = 20 мм |
(0,02 - 0,05)Dк |
0,3 - 0,8 |
35 |
0,02 - 0,03 |
0,01 - 0,02 |
3 |
35 |
2,5 - 3 |
0,02 - 0,03 |
- |
- |
|
400 - 500 |
Сталь Р6М5 по ГОСТ 19265 63 ... 66 HRCэ Метчик l = 21 - 35 мм |
(0,06 - 0,08)Dк |
1,0 - 2,0 |
42 |
42 |
0,03 - 0,05 |
|||||||
|
Сталь 40Х по ГОСТ 4543 40 ... 45 HRCэ Червяк m = 2,0 |
(0,05 - 0,1)Dк |
0,2 - 0,8 |
45 |
0,01 - 0,02 |
0,02 - 0,03 |
45 |
10 - 15 |
0,03 - 0,05 |
|||||
|
Шлицешлифование |
125 - 200 |
Сталь Р6М5 по ГОСТ 19265 63 ... 66 HRCэ |
(0,75 - 1,0)Dк |
0,2 - 0,8 |
35 |
0,01 - 0,05 |
0,1 - 0,2 |
2 - 5 |
35 |
- |
0,04 - 0,08 |
8 - 15 |
- |
|
Плоское |
200 |
Сталь Р6М5 по ГОСТ 19265 62 ... 65 HRCэ |
- |
1,0 |
35 |
0,02 - 0,03 |
0,2 - 0,3 |
3 |
35 |
32 |
- |
0,2 |
(32) |
|
Сталь У8А по ГОСТ 1435 58 ... 64 HRCэ Сухарь 35´40 мм |
0,7 |
30 |
0,03 |
- |
30 |
- |
0,1 |
12,0 |
3 |
||||
|
150 - 300 |
Сталь Р6М5 по ГОСТ 19265 62 ... 65 HRCэ |
0,3 - 0,5 |
0,02 - 0,03 |
0,3 - 0,5 |
0,05 - 0,10 |
2 - 10 |
- |
||||||
|
Заточка |
200 |
Сталь Р18 по ГОСТ 19265 61 ... 64 HRCэ Червячная модульная фреза l = 12 мм |
0,125Dк |
0,2 |
35 |
0,01 |
- |
35 |
0,4 |
1,0 |
(0,02) |
||
|
150 |
Сталь Р6М5 по ГОСТ 19265 62 ... 65 HRCэ Сверло |
0,06Dк |
0,3 |
30 |
0,01 - 0,02 |
30 |
10 |
0,02 |
- |
- |
|||
Примечания:
1. Зубошлифование осуществляется без применения СОЖ. При резьбошлифовании следует использовать индустриальное масло, при прочих видах шлифования - водные растворы эмульсолов.
2. Правку кругов следует осуществлять алмазным правящим инструментом.
3. Для кругов, работающих с рабочей скоростью 50, 60 и 80 м/с, значения поперечной подачи должны быть умножены соответственно на 1,25; 1,6 и 2.2. При изменении скорости круга, скорость заготовки изменяется пропорционально.
(Измененная редакция, Изм. № 3).
2.15. Правила и нормы безопасной работы с кругами - по ГОСТ 12.3.028.
2.16. На торцовой поверхности круга должно быть четко нанесено:
товарный знак предприятия-изготовителя или наименование предприятия-изготовителя;
условное обозначение круга без указания типа, кроме кругов типа 2, без указания единиц физических величин (м/с и кл);
номер партии;
изображение Знака соответствия для сертифицированной продукции.
Примечания:
1. Маркировка кругов диаметром 40 мм и менее наносится на коробку или пакет.
2. Номер партии и класс неуравновешенности допускается наносить на обратной стороне круга.
3. Маркировку кругов типов 2, 12, 14, 11 и 6 и на кругах диаметром свыше 40 до 200 мм допускается наносить на периферии круга.
4. Марка связки не наносится на кругах диаметром 80 мм и менее.
5. Размер круга, обозначение стандарта и номер партии не наносятся на кругах 250 мм и менее.
6. Рабочая скорость не наносится на кругах диаметром менее 100 мм.
(Измененная редакция, Изм. № 3, 4).
2.17. При применении смеси шлифовальных материалов различных марок и зернистостей - маркировать основную марку или зернистость.
2.18. Твердость кругов, проверка которых не предусмотрена ГОСТ 18118, ГОСТ 19202, ГОСТ 21323, маркируется в соответствии с рецептурой.
При изменении акустического метода маркируют звуковые индексы.
2.19. Маркировка должна сохраняться при транспортировании и хранении.
2.20. Остальные требования к маркировке, а также упаковка - по ГОСТ 27595.
2.17 - 2.20. (Введены дополнительно, Изм. № 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия кругов требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
(Измененная редакция, Изм. № 2).
3.2. Приемочному контролю на соответствие требованиям п. 2.8 подвергают каждый круг, пп. 1.2, 2.5 - 2.7, 2.9 - 2.12 подвергают круги при следующем объеме выборки:
0,5 % от партии, но не менее 10 шт. для кругов диаметром до 63 мм;
1,0 % от партии, но не менее 10 шт. для кругов диаметром свыше 63 мм до 125 мм;
10 % от партии, но не менее 10 шт. для кругов диаметром св. 125 мм до 250 мм;
15 % от партии, но не менее 10 шт. для кругов диаметром св. 250 мм.
По п. 2.13 для кругов с рабочей скоростью до 80 м/с подвергают круги при следующем объеме выборки:
0,2 % от партии, но не менее 10 шт. для кругов диаметром до 200 мм;
0,5 % от партии, но не менее 10 шт. для кругов диаметром св. 200 мм до 500 мм;
1,0 % от партии, но не менее 5 шт. для кругов диаметром св. 500 мм до 750 мм;
1,5 % от партии, но не менее 5 шт. для кругов диаметром св. 750 мм;
для кругов с рабочей скоростью 80 м/с и выше объем выборки должен быть увеличен в 2 раза.
Партия должна состоять из кругов одного размера, одной характеристики, одновременно предъявленных к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве кругов.
При наличии дефектов в повторной выборке партию не принимают.
3.4. Периодическим испытаниям на соответствие требованиям п. 2.14 подвергают не менее 5 кругов, прошедших приемочный контроль не реже 1 раза в год.
Допускается проведение испытаний у потребителя в производственных условиях.
3.3, 3.4. (Измененная редакция, Изм. № 2).
3.5. (Исключен, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль размеров кругов проводят с применением универсальных или специальных мер и средств измерений.
Примечание. Размеры для справок не контролируют.
4.2. Контроль твердости - по ГОСТ 18118, ГОСТ 19202, ГОСТ 21323, ГОСТ 25961.
(Измененная редакция, Изм. № 3).
4.3. Контроль неуравновешенности кругов - по ГОСТ 3060.
Примечание. Контроль неуравновешенности кругов диаметром до 250 мм, типов 6, 11, 2, 36, а также кругов всех типов, эксплуатируемых рабочей скоростью 15 м/с, допускается не проводить.
4.1 - 4.3. (Измененная редакция, Изм. № 1, 2).
4.4. Испытание кругов на механическую прочность - по ГОСТ 12.3.028.
Примечание. Круги типов 2 и 36 на механическую прочность не испытываются.
(Измененная редакция, Изм. № 4).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 27595.
(Измененная редакция, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Обязательное
РАСЧЕТ РЕЖУЩЕЙ СПОСОБНОСТИ, КОЭФФИЦИЕНТА ШЛИФОВАНИЯ И НАРАБОТКИ
1. Режущая способность шлифовальных кругов (приведенная к единице высоты круга) Qм, мм3/мин · мм, рассчитывается по формуле
![]()
где Wм - объем снятого металла, мм3;
tм - машинное время шлифования, мин;
Bк - высота круга, мм.
2. Коэффициент шлифования кругов рассчитывается по формуле
![]()
где Wм - объем снятого металла, мм3;
Wa - объем изношенной части шлифовального круга, мм3.
Значение Wa определяется с учетом расхода круга на правку.
3. Наработка определяется как число деталей, обработанных за время эксплуатации круга до наименьшего допускаемого диаметра.
4. При шлифовании в цикле, включающем черновой и чистовой режимы, расчет показателей выполняется только с учетом чернового режима.
ПРИЛОЖЕНИЕ 2
Обязательное
Таблица 27
Обозначения типов кругов и размеров кругов по настоящему стандарту и ранее действовавшие
|
Обозначения типов кругов |
Обозначения размеров кругов |
||
|
с 01.01.90 |
Ранее действовавшие |
с 01.01.90 |
Ранее действовавшие |
|
1 |
ПП |
D |
D |
|
2 |
К |
N |
h (для типов Т и 1T) |
|
3 |
3П |
||
|
4 |
2П |
H |
d |
|
5 |
ПВ |
K |
d1 (для типов Т, 1T, ПВДС) |
|
6 |
ЧЦ |
||
|
7 |
ПВД |
Р |
d1 |
|
10 |
ПВДС |
G |
h1 (для типов ПВД), h (для типа ПВДС) |
|
11 |
ЧК |
||
|
12 |
Т |
F |
h |
|
14 |
1T |
U |
h (для типа 2П); h1 (для типов 3П, Т, 1T) |
|
23 |
ПВК |
||
|
26 |
ПВДК |
W |
b |
|
36 |
ПН |
Т |
Н |
(Измененная редакция, Изм. № 3).
ПРИЛОЖЕНИЕ 3
Рекомендуемое
Обозначения профилей круга

Пример условного обозначения типоразмера круга типа 1, с профилем N, наружным диаметром D = 600 мм, высотой T = 80 мм, диаметром посадочного отверстия H = 305 мм:
1-N-600´80´305
ПРИЛОЖЕНИЕ 4
Рекомендуемое
ОБОЗНАЧЕНИЯ РАЗМЕРОВ И ТИПОРАЗМЕРОВ КРУГОВ
Таблица 28
Обозначения размеров кругов
|
Обозначение размера |
Наименование |
Тип круга |
|
D |
Наружный диаметр |
Все типы |
|
Е |
Высота основания чашечных и тарельчатых кругов |
6; 9; 11 - 13; 27; 28 |
|
F; G |
Высота цилиндрической выточки |
5; 7; 10; 22 - 26 |
|
Н |
Внутренний диаметр |
Все типы, кроме 2 и 37 |
|
J |
Диаметр опорного торца чашечных, тарельчатых кругов, кругов с коническим профилем |
3; 10 - 14; 38; 39 |
|
К |
Диаметр конических выточек, диаметр внутреннего основания |
11 - 13; 20; 21; 22; 25 |
|
N; O |
Высота конических выточек |
14; 20 - 26 |
|
Р |
Диаметр цилиндрических выточек |
5; 7; 22 - 26 |
|
Т |
Высота |
Все типы кроме 27; 28 |
|
U |
Толщина боковых поверхностей |
3; 4; 12 - 14; 27; 28; 38; 39 |
|
W |
Ширина рабочей части |
2; 6; 9 - 11; 12; 37 |
Таблица 29
Обозначения типоразмеров кругов
|
Обозначение типа |
Форма сечения |
Обозначение типоразмера круга |
|
1 |
|
Круг прямого профиля 1 - профиль - D´T´H |
|
2 |
|
Круг кольцевой (W ≤ 0,17D) 2 - D´T-W... |
|
3 |
|
Круг с коническим профилем 3 - D/J...´T/U...´H |
|
4 |
|
Круг с двусторонним коническим профилем 4 - D´T´H-U... |
|
5 |
|
Круг с односторонней выточкой 5 - профиль - D´Т´Н-Р..., F... |
|
6 |
|
Круг чашечный цилиндрический 6 - D´Т´Н-W..., E... |
|
7 |
|
Круг с двумя выточками 7 - профиль - D´Т´Н-Р..., F..., G... |
|
9 |
|
Круг с двусторонней выточкой 9 - D´Т´Н-W..., E... |
|
10 |
|
Круг с двусторонней выточкой и ступицей 10 - D/K´Т´Н-G..., F..., W... |
|
11 |
|
Круг чашечный конический 11 - D/J...´Т´Н-W..., E..., K... |
|
12 |
|
Круг тарельчатый 12 - D/J...´Т/U...´Н-W..., E..., K... |
|
13 |
|
Круг тарельчатый 13 - D/J...´Т/U...´Н-K... |
|
14 |
|
Круг тарельчатый 14 - D/J...´Т´Н-E..., U..., K... |
|
20 |
|
Круг с односторонней конической выточкой 20 - D/K...´Т/N...´Н |
|
21 |
|
Круг с двусторонней конической выточкой 21 - D/K...´T/N...О...´H |
|
22 |
|
Круг с конической выточкой с одной стороны и цилиндрической с другой 22 - D/K...´T/N...´H-Р..., F... |
|
23 |
|
Круг с конической и цилиндрической выточками с одной стороны 23 - D´T/N...´Н-Р..., F... |
|
24 |
|
Круг с конической и цилиндрической выточками с одной стороны и цилиндрической выточкой с другой 24 - D´T/N...´Н-Р..., F.../G... |
|
25 |
|
Круг с конической и цилиндрической выточками с одной стороны и конической с другой 25 - D/K...´T/N.../О...´Н-Р..., F... |
|
26 |
|
Круг с конической и цилиндрической выточками с обеих сторон 26 - D´Т/N.../O...´Н-P..., F.../G... |
|
27 |
|
Круг с утопленным центром и упрочняющими элементами 27 - D´U...´Н |
|
28 |
|
Круг с утопленным центром 28 - D´U´Н |
|
35 |
|
Круг прямого профиля, работающий торцом 35 - D´Т´Н |
|
36 |
|
Круг с запрессованными крепежными элементами 36 - D´Т´Н |
|
37 |
|
Круг кольцевой с запрессованными крепежными элементами (W ≤ 0,17D) 37 - D´Т-W |
|
38 |
|
Круг с односторонней ступицей 38 - профиль - D/J...´T/U...´Н |
|
39 |
|
Круг с двусторонней ступицей 39 - профиль - D/J...´T/U...´Н |











Примечание. Числовые значения в обозначении типоразмера круга ставят после буквенных обозначений размеров (кроме D, Т, H и D, U, H для типов 27 и 28).
(Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
B.C. Буров; Н.И. Григорьева; Г.А. Григорьев; А.А. Жулев; В.П. Зинченко; Н.А. Кочергина; З.И. Кремень; С.Ф. Силищев; В.Н. Тырков; С.М. Федотова; И.А. Фоломеева; Н.В. Харченко; М.И. Шаварина; М.Г. Эфрос
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.06.83 № 3489
3. Срок проверки - 1988 г., периодичность проверки - 5 лет
4. Стандарт соответствует международному стандарту ИСО 525-86 в части обозначений типов и размеров кругов
5. ВЗАМЕН ГОСТ 2424-75
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 801-78 |
|
|
ГОСТ 1435-90 |
|
|
ГОСТ 3060-86 |
|
|
ГОСТ 3882-74 |
|
|
ГОСТ 18118-79 |
|
|
ГОСТ 19202-80 |
|
|
ГОСТ 19265-73 |
|
|
ГОСТ 21323-75 |
|
|
ГОСТ 25961-83 |
|
|
ГОСТ 27595-88 |
5.5 |
7. Ограничение срока действия снято Постановлением Госстандарта СССР от 18.02.92 № 165
8. ПЕРЕИЗДАНИЕ (июль 1996 г.) с Изменениями № 1, 2, 3, 4, утвержденными в июне 1985 г., январе 1989 г., феврале 1992 г., августе 1996 г. (ИУС 9-85, 4-89, 5-92, 11-96)
СОДЕРЖАНИЕ