
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ШЛИЦЫ КРЕСТООБРАЗНЫЕ ДЛЯ ВИНТОВ И ШУРУПОВ |
ГОСТ |
|
Размеры и методы контроля |
|
|
Cross recesses for screws and wood screws. Dimensions and control methods |
Дата введения 01.01.88
Настоящий стандарт распространяется на крестообразные шлицы типов H и Z для головок винтов и шурупов и устанавливает размеры шлицев, метод измерения глубины вхождения калибра в шлиц и размеры калибра для контроля шлицев.
1. РАЗМЕРЫ
1.1. Размеры крестообразных шлицев типа H должны соответствовать указанным на черт. 1 и в табл. 1.
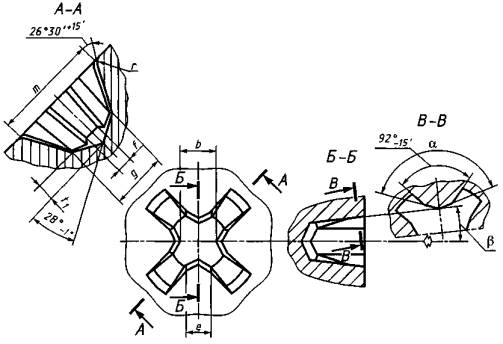
Значения m устанавливают в стандартах на изделия конкретного типа
мм
|
Номер шлица |
b-0,03 |
e |
g+0,05 |
f |
r (номин) |
t1 (справ) |
α-15' |
β+15' |
||
|
не более |
не менее |
не более |
не менее |
|||||||
|
0 |
0,61 |
0,36 |
0,26 |
0,81 |
0,36 |
0,31 |
0,3 |
0,22 |
- |
7° |
|
1 |
0,97 |
0,46 |
0,41 |
1,27 |
0,56 |
0,51 |
0,5 |
0,34 |
138° |
7° |
|
2 |
1,47 |
0,84 |
0,79 |
2,29 |
0,74 |
0,66 |
0,6 |
0,61 |
140° |
5°45' |
|
3 |
2,41 |
2,03 |
1,98 |
3,81 |
0,86 |
0,79 |
0,8 |
1,01 |
146° |
5°45' |
|
4 |
3,48 |
2,44 |
2,39 |
5,08 |
1,27 |
1,19 |
1 |
1,35 |
153° |
7° |
Примечание. Для шлица с номером 0 вместо угла α должно быть скругление радиусом не менее 0,25 и не более 0,36 мм.
1.2. Размеры крестообразных шлицев типа Z должны соответствовать указанным на черт. 2 и в табл. 2.
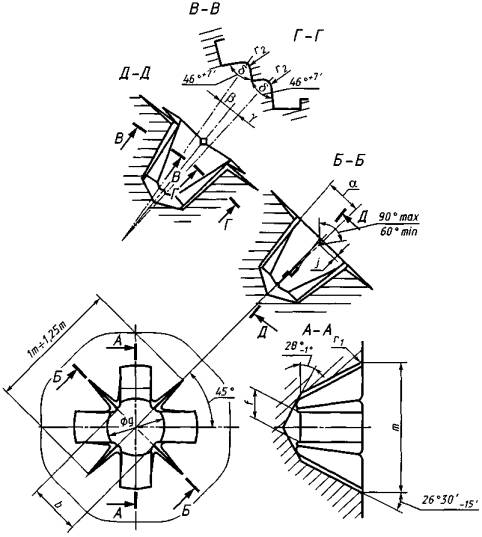
Значения m устанавливают в стандартах на изделия конкретного типа
мм
|
Номер шлица |
b-0,05 |
f-0,025 |
g-0,05 |
r1, не более |
r2, не более |
j, не более |
α+15' |
β-15' |
γ-15' |
δ-7' |
|
0 |
0,76 |
0,48 |
0,86 |
0,30 |
0,10 |
0,13 |
7° |
7°45' |
4°23' |
46° |
|
1 |
1,27 |
0,74 |
1,32 |
0,30 |
0,13 |
0,15 |
7° |
7°45' |
4°23' |
46° |
|
2 |
1,83 |
1,03 |
2,34 |
0,38 |
0,15 |
0,15 |
5°45' |
6°20' |
3° |
46° |
|
3 |
2,72 |
1,42 |
3,86 |
0,51 |
0,25 |
0,20 |
5°45' |
6°20' |
3° |
56°15' |
|
4 |
3,96 |
2,16 |
5,08 |
0,64 |
0,38 |
0,20 |
7° |
7°45' |
4°23' |
56°15' |
2. МЕТОДЫ КОНТРОЛЯ
2.1. Размеры шлицев контролируют комплексным калибром путем измерения глубины вхождения калибра в шлиц.
Глубину вхождения калибра в шлиц указывают в стандартах на крепежные изделия конкретного типа.
Глубину вхождения калибра в шлиц измеряют при помощи глубиномера (черт. 3). Конец калибра идентичен концу соответствующей отвертки. Втулка служит для направления калибра и для фиксации соответствующей контрольной плоскости. Контрольная плоскость проходит через точки пересечения выступов шлица с верхней поверхностью головки. Опорную плоскость фиксируют при помощи опорных выступов втулки.
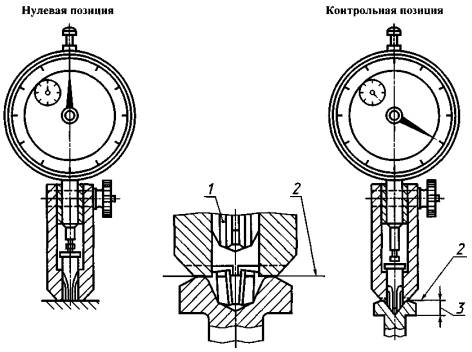
1 - калибр; 2 - контрольная плоскость; 3 - глубина вхождения калибра в шлиц
Глубину вхождения калибра в шлиц измеряют от контрольной плоскости при помощи измерительного прибора с круговой шкалой. Нулевая позиция глубиномера может быть установлена на плоской поверхности.
2.2. Размеры конца калибра для контроля крестообразного шлица типа H должны соответствовать указанным на черт. 4 и в табл. 3.
1 - минимальная длина правильной формы
мм
|
Номер калибра |
b-0,025 |
g+0,025 |
d+0,13 |
e-0,025 |
f-0,06 |
l1, не менее |
α+15' |
β-15' |
|
0 |
0,64 |
0,813 |
0,25 |
0,315 |
0,31 |
3,17 |
- |
7° |
|
1 |
1,001 |
1,27 |
0,38 |
0,513 |
0,51 |
3,17 |
138° |
7° |
|
2 |
1,539 |
2,286 |
0,38 |
1,102 |
0,64 |
4,78 |
140° |
5°45' |
|
3 |
2,497 |
3,81 |
0,38 |
2,098 |
0,79 |
7,14 |
146° |
5°45' |
|
4 |
3,574 |
5,08 |
0,38 |
2,738 |
1Д2 |
8,74 |
153° |
7° |
Примечание. Для калибра с номером 0 вместо угла а должно быть скругление радиусом r = (0,25 ± 0,025) мм.
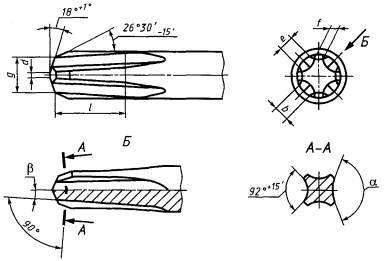
2.3. Размеры конца калибра для контроля крестообразного шлица типа Z должны соответствовать указанным на черт. 5 и в табл. 4.
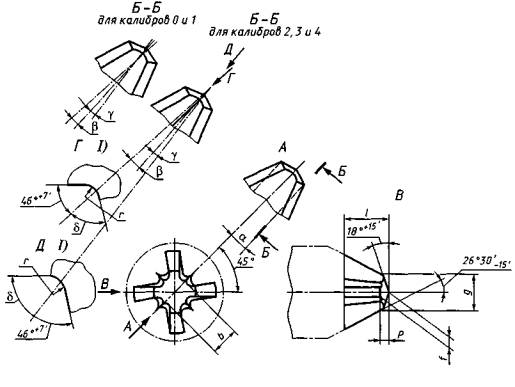
l - минимальная длина правильной формы
|
Номер калибра |
b |
f |
g |
l1 не менее |
p |
r |
α-6' |
β+6' |
γ+6' |
δ+7' |
|||||
|
не более |
не менее |
не более |
не менее |
не более |
не менее |
не более |
не менее |
не более |
не менее |
||||||
|
0 |
0,711 |
0,673 |
0,445 |
0,420 |
0,915 |
0,890 |
3,17 |
0,077 |
0,064 |
0,1 |
0,08 |
7° |
7°45' |
4°23' |
46° |
|
1 |
1,112 |
1,074 |
0,698 |
0,673 |
1,397 |
1,372 |
3,17 |
0,166 |
0,153 |
0,13 |
0,1 |
7° |
7°45' |
4°23' |
46° |
|
2 |
1,702 |
1,664 |
0,990 |
0,965 |
2,438 |
2,413 |
4,78 |
0,331 |
0,318 |
0,2 |
0,15 |
5°45' |
6°20' |
3° |
46° |
|
3 |
2,591 |
2,553 |
1,372 |
1,346 |
3,962 |
3,937 |
7,14 |
0,585 |
0,572 |
0,31 |
0,2 |
5°45' |
6°20' |
3° |
56°15' |
|
4 |
3,861 |
3,823 |
2,083 |
2,057 |
5,182 |
5,157 |
8,74 |
0,788 |
0,772 |
0,51 |
0,36 |
7° |
7°45' |
4°23' |
56°15' |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным Научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19.12.86 № 4115
3. Стандарт полностью соответствует СТ СЭВ 1017-86
4. Стандарт полностью соответствует международному стандарту ИСО 4757-83
5. ВЗАМЕН ГОСТ 10753-80
6. ПЕРЕИЗДАНИЕ