
РОССИЙСКОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ЭНЕРГЕТИКИ И
ЭЛЕКТРИФИКАЦИИ
«ЕЭС РОССИИ»
УТВЕРЖДАЮ
Заместитель Председателя Правления,
главный инженер РАО «ЕЭС России»
В. П. Воронин
ОБЩИЕ ТРЕБОВАНИЯ
по применению новых материалов из терморасширенного графита для уплотнений
валов центробежных насосов
РД 153-34.1-41.602-2002
Срок введения с 01.11.2002 г.
Разработаны НПО «Унихимтек» (Авдеев В.В., д.х.н., Ильин Е.Т., к.т.н., Новиков А.В., Поляков А.В., Ионов В.П., Токарева С.Е., к.х.н., Уланов Г.А., консультант - Зройчиков Н.А., д.т.н.), ОАО «Фирма ОРГРЭС» (Какузин В.Б.), Департаментом научно-технической политики и развития (Бычков A.M., Ливинский А.П., к.т.н.), Департаментом технического перевооружения и совершенствования энергоремонта (Березовский К.Е., Цагарели Ю.А.).
В РД учтены замечания и предложения электростанций и тепловых сетей АО «Мосэнерго», АО «ОРГРЭС». Требования согласованы ЦКБ «Энергоремонт», АО «Ливгидромаш», АО «Сумское машиностроительное научно-производственное объединение им. М.В. Фрунзе», АО Сумский завод «Насосэнергомаш».
Настоящий нормативный документ разработан на основе анализа опыта применения уплотнений из ТРГ в узлах сальниковых уплотнений валов центробежных насосов на десятках электростанций, тепловых сетей и котельных.
Основными причинами замены сальниковых набивок на основе асбеста, хлопчатобумажных, синтетических и др. нитей уплотнительными материалами нового поколения на основе терморасширенного графита (далее - ТРГ) являются повышение надежности и экономичности эксплуатации оборудования на энергетических предприятиях, а также снижение затрат на ремонт насосов. Внедрение новых высокоэффективных графитовых уплотнений рекомендовано Приказами РАО «ЕЭС России» от 16.04.98 г. № 63 «О внедрении программы повышения технического уровня энергопредприятий», от 29.03.01 г № 142 «О первоочередных мерах по повышению надежности работы ЕЭС России», от 03.01.02 г. № 1 «О мерах по повышению надежности работы ЕЭС России и технического уровня энергопроизводства в 2002 году».
РД содержит комплекс требований, которыми следует руководствоваться при оценке соответствия применяемых уплотнительных материалов условиям эксплуатации сальникового уплотнения вала насоса, а также технические требования к комплектации и сборке узлов сальникового уплотнения вала при выполнении работ по ремонту и эксплуатации насосов.
Содержание
1. Общие положения
- стабильностью структуры и физико-механических свойств основных нитей, связующих и пропитывающих материалов при воздействии рабочей среды, термических и динамических нагрузок;
- высокой прочностью и эластичностью (при работе на изгиб) исходных нитей;
- высокой износостойкостью, исключающей быстрый вынос материала набивки из сальника;
- высокой теплопроводностью;
- низким коэффициентом трения по стали;
- химической устойчивостью к воздействию агрессивных сред;
- высокой упругостью исходного материала набивки;
- термостойкостью.
1.2. Уплотнения из материалов на основе терморасширенного графита (далее - ТРГ) имеют оптимальный набор физико-технических характеристик, которые обеспечивают длительную, надежную и экономичную эксплуатацию центробежных насосов в широком диапазоне температур, давлений и рабочих сред в режиме работы с минимальным прокалыванием при незначительном объеме технического обслуживания (подтяжка и подбивка) в межремонтный период.
1.3. Механизм герметизации сальникового уплотнения вала насоса определяется характером и скоростью движения уплотняемых деталей, материалом вала, физико-химическими свойствами, температурой и давлением рабочей среды, наличием механических примесей в рабочей среде, допустимыми утечками рабочей среды (режим работы «с прокалыванием» или «без прокалывания») и др.
1.4. Для комплектации сальниковых уплотнений насосов предприятие-поставщик уплотнительных изделий их ТРГ разрабатывает и согласовывает с заводом-изготовителем каталоги.
Каталоги разрабатываются и согласовываются в установленном порядке на основании:
- конструкторской документации на насосы завода-изготовителя;
- конструкторской документации и технических условий предприятия-производителя уплотнительных изделий из ТРГ.
1.5. Для установки на насосах ТЭС, котельных и теплосетей допускаются только изделия из ТРГ, поставляемые предприятиями, аккредитованными в РАО «ЕЭС России» в соответствии с «Положением об отраслевой системе аккредитации поставщиков и аттестации новых технологий и материалов».
2. Область применения
2.1. Настоящие «Общие требования по применению новых материалов из терморасширенного графита для уплотнений валов центробежных насосов» (далее - ОТ) распространяются на сальниковые уплотнения валов центробежных и вихревых (далее - центробежных) насосов электростанций, тепловых сетей и котельных и содержат требования к уплотнительным изделиям из ТРГ - сальниковым набивкам, кольцам, комплектам, а также устанавливают технические требования к конструкции и сборке узлов сальникового уплотнения вала насосов для перекачивания воды и других жидкостей, сходных с водой по плотности, вязкости и химической активности.
2.2. Требования к узлам сальниковых уплотнений центробежных насосов следует учитывать при согласовании ТУ на насосы, вновь разрабатываемые для нужд отрасли конструкторскими организациями и заводами-изготовителями.
Требования по обслуживанию узлов уплотнения, содержащиеся в руководствах (инструкциях) по эксплуатации заводов-изготовителей насосов, руководствах по ремонту центробежных насосов, руководящих технических материалах (РТМ) предприятий-поставщиков уплотнительной продукции должны соответствовать требованиям настоящих ОТ.
2.3. ОТ обязательны к применению при комплектации узлов сальниковых уплотнений валов насосов изделиями из ТРГ, при выполнении работ по ремонту и техническому обслуживанию (подтяжка, подбивка и др.) при эксплуатации.
3. Нормативные ссылки
В настоящем РД содержатся ссылки на следующие нормативные документы:
- ГОСТ 5152 «Набивки сальниковые. Технические условия»;
- ТУ 5728-004-17172478-99 «Набивки плетеные уплотнительные НГФ из графитового материала ГРАФЛЕКС»;
- ТУ 2573-002-12058737-2000 «Набивки сальниковые графитовые марки ТРГ (на основе терморасширенного графита)»;
- ТУ 5728-013-13267785-99 «Уплотнительные сальниковые кольца КГН из графитового материала ГРАФЛЕКС»;
- ТУ 5728-008-13267785-99 «Уплотнительные сальниковые кольца КГФ армированные из графитового материала ГРАФЛЕКС»;
- РД 153-34.1-39.605-2002 «Общие требования и указания по применению уплотнений из терморасширенного графита в арматуре ТЭС».
4. Общие требования к узлам сальникового уплотнения вала насоса
4.1. Узел сальникового уплотнения вала насосов, находящихся в эксплуатации.
Перечень центробежных и вихревых насосов, наиболее широко применяемых на ТЭС для перекачивания воды и других жидкостей, сходных с водой по плотности, вязкости и химической активности, условия их эксплуатации приведены в Приложении А.
Конструкции узлов сальникового уплотнения вала насоса, спроектированных заводами-изготовителями насосов с учетом использования традиционных уплотнительных набивок из асбестосодержащих, хлопчатобумажных и синтетических материалов с различными видами пропитки, приведены на рис. 4.1. (для схемы с подачей затворной воды) и рис. 4.2. (для схемы без подачи затворной воды).
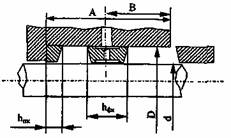
Рис. 4.1.
Сальниковая камера с промежуточным фонарным кольцом.
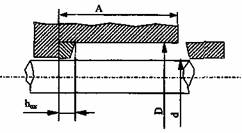
Рис. 4.2.
Сальниковая камера без промежуточного фонарного кольца.
Ширина уплотнения, диаметры вала и сальниковой камеры не унифицированы. Глубина сальниковой камеры, как правило, рассчитана на большое количество колец (6-12 штук). На торцевых поверхностях грундбуксы, подсальникового и промежуточного фонарного кольца выполнены скосы под углом 15° к торцевой поверхности для улучшения деформации набивки от наружного диаметра к валу.
Традиционные набивки в сальниковых уплотнениях вала работают с обязательной протечкой (прокалыванием) рабочей среды для охлаждения сальника. Отсутствие протечки приводит к местному нагреву сальника, резкому возрастанию давления в нем и, как следствие, разрушению набивки, износу защитной втулки вала с аварийной разгерметизацией узла сальникового уплотнения.
Особенности работы уплотнения вала и характеристики традиционных набивок сальниковых уплотнений валов центробежных насосов, перекачивающих воду, приведены в Приложении Б.
4.1.1. Для насосов, находящихся в эксплуатации, эффективно применение плетеных набивок из ТРГ без каких либо изменений размеров узла сальникового уплотнения вала в соответствии со схемой 1 рис. 4.3. Сальниковые уплотнения валов центробежных насосов с набивкой из ТРГ обеспечивают длительную надежную работу в режиме работы с минимальным прокалыванием.
Технические характеристики плетеных набивок из ТРГ, применяемых в узлах уплотнений валов центробежных насосов, приведены в Приложении В.
Для давления рабочей среды перед сальником более 10 кгс/см2 целесообразно в ряде случаев устанавливать крайние кольца в соответствии со схемой 2 рис. 4.3. из набивки, сплетенной из прочных нитей - углеродных, арамидных и др. Технические характеристики указанных набивок приведены в Приложении Г.

а) Схема 1.
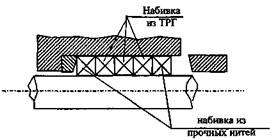
б) Схема 2.
Рис. 4.3.
Схемы сальниковых уплотнений вала для режима работы «с прокалыванием»:
а) схема 1 с набивкой типа ТРГ;
б) схема 2 с комбинацией набивки типа ТРГ с другими типами набивок.
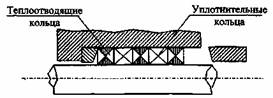
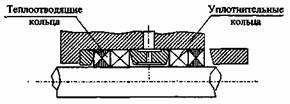
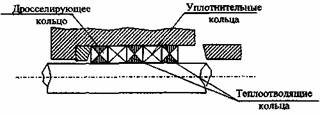
4.1.2. Для работы насоса в режиме «без прокалывания» применяются специальные теплоотводящие и дросселирующие кольца из ТРГ ГРАФЛЕКС производства НПО УНИХИМТЕК. Конструкции колец приведены в Приложении Д.
Теплоотводящие кольца обеспечивают эффективный отвод тепла как за счет высокой теплопроводности, так и за счет дросселирования рабочего давления и выравнивания удельной нагрузки по длине сальника. Включение в состав комплектов уплотнений теплоотводящих колец из ТРГ ГРАФЛЕКС производится в соответствии со схемами 1 и 2 рис. 4.4.
Для дросселирования большого давления (20 ¸ 40 кгс/см2), а также для рабочих сред со значительным количеством механических примесей, применяются схемы 3-4 рис. 4.4.
а) Схема 1.
б) Схема 2.
в) Схема 3.

г) Схема 4.
Рис. 4.4.
Схема сальникового уплотнения вала для режима работы «без прокалывания»:
а) схема 1 с теплоотводящими кольцами из ТРГ ГРАФЛЕКС;
б) схема 2 с теплоотводящими кольцами из ТРГ ГРАФЛЕКС для работы с промежуточным фонарным кольцом;
в) схема 3 с теплоотводящими и дросселирующими (грязезащитными) кольцами из ТРГ ГРАФЛЕКС;
г) схема 4 с теплоотводящими и дросселирующими (грязезащитными) кольцами из ТРГ ГРАФЛЕКС для работы с промежуточным фонарным кольцом.
4.2. Узел сальникового уплотнения вала насоса, разрабатываемый для целевого применения комплектов уплотнений из ТРГ ГРАФЛЕКС.
Конструкция узла должна соответствовать рис. 4.5. для схемы с промежуточным фонарным кольцом для подачи затворной воды и рис. 4.6. для схемы без подачи затворной воды.
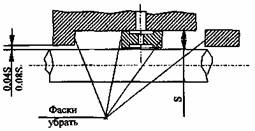
Рис. 4.5.
Схема с промежуточным фонарным кольцом.
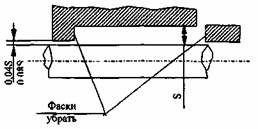
Рис. 4.6.
Схема без промежуточного фонарного кольца.
Торцевые поверхности грундбуксы, подсальникового и промежуточного фонарного кольца выполняются перпендикулярно оси вала (без скосов).
Взамен металлических (стальных, бронзовых) подсальниковых колец, устанавливаемых для дросселирования давления с минимальными зазорами 0,2¸0,3 мм на сторону, устанавливается специальное дросселирующее кольцо слоеного типа с «нулевыми» зазорами.
Примечание.
За счет упругости ТРГ ГРАФЛЕКС, низкого коэффициента трения, высокой теплопроводности и износостойкости «нулевые» зазоры сохраняются долго.
Режим работы сальникового уплотнения «без прокалывания», состав комплекта уплотнений и размеры устанавливаются заводом-изготовителем насосов и НПО УНИХИМТЕК в составе технического задания.
Объем и режим стендовых испытаний на предприятии, эксплуатирующем насос, устанавливаются программой испытаний, утвержденной заводом и НПО УНИХИМТЕК в установленном порядке.
4.3.
Эффективность и ресурс работы комплектов уплотнений из ТРГ в значительной мере
определяется точностью расположения вала в расточке сальниковой камеры. Допуск
на неконцентричность не более
Оптимальная конструкция и технология изготовления насоса - фиксация консолей подшипников в расточке корпуса с последующей проточкой с одной установки проточной части насоса, расточек сальниковых камер и расточек посадочных мест подшипников.
Для конструкций, в которых подшипниковые
опоры перемещаются на установочных винтах, установление вала производится по
расточкам сальниковых камер с допуском на неконцентричность не более
Примечание.
Неконцентричное расположение вала в расточках сальниковой камеры вызовет трудности установки колец слоеного типа, а при работе насоса проявится чрезмерный нагрев корпуса из-за интенсивного теплоотвода ТРГ.
5. Требования к валам, защитным втулкам (рубашкам), сальниковым камерам, подсальниковым и промежуточным фонарным кольцам, грундбуксам и крепежным деталям
5.1. При ремонте деталей узла сальникового уплотнения вала состояние вала (рубашки), сальниковых камер, подсальниковых и промежуточных фонарных колец, грундбуксы и крепежных деталей контролируется визуально на отсутствие поломок, трещин и других дефектов, влияющих на прочность.
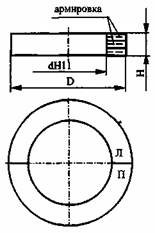
5.2. Размеры, шероховатость вала (рубашки) и сальниковой камеры, контактирующих с уплотнением, - в соответствии с требованием, приведенным на схеме рис. 5.1.
Поле допуска диаметра вала (рубашки) - h11; при нанесении на рубашку керамических или других покрытий и напылений, указанный допуск должен выполняться.
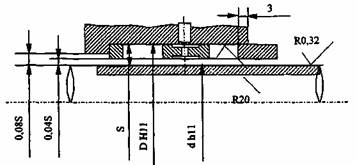
Рис. 5.1.
5.3. Диаметр крепежа выбирается из условия восприятия нагрузок от давления рабочей среды дополнительной нагрузкой от обжатия сальникового уплотнения удельным давлением 20 кгс/см2, 30 кгс/см2 и 50 кгс/см2, соответственно, при давлении рабочей среды до 6 кгс/см2, до 10 кгс/см2 и до 25 кгс/см2.
5.4. 3ащитные втулки (рубашки) вала изготавливаются из стали 40X13, стали 45 с объемной закалкой или стали 20 с наплавкой напылением твердым сплавом.
Наружная рабочая поверхность рубашки не должна иметь рисок, трещин, раковин. Ее шероховатость должна соответствовать Ra=1,0 мкм при окружной скорости вала до 12 м/сек, Ra=0,5 мкм при окружной скорости более 12 м/сек.
6. Требования к установке сальниковых уплотнений из ТРГ
6.1. Поставка уплотнений из ТРГ сопровождается листом комплектации, в котором указывается тип набивки, а также количество и последовательность установки колец.
Комплекты устанавливаются в соответствии с листами комплектации.
6.2. Перед установкой сальниковых уплотнений необходимо:
- очистить сальниковую камеру от старой набивки;
- проверить состояние вала (рубашки), сальниковой камеры, грундбуксы; при необходимости удалить заусенцы, раковины и шероховатости; проточить вал (рубашку) до ремонтного размера, с последующей шлифовкой;
- проверить точность расположения вала в
расточке сальниковой камеры -неконцентричность не более
Примечание.
Неконцентричное расположение вала в расточках сальниковой камеры является одной из основных причин снижения срока службы (менее одного года) сальниковой набивки из материала ТРГ.
6.3. При установке плетеной набивки из ТРГ ее предварительно нарезают на мерные отрезки следующими способами:
- «намоточным» методом. Для этого плотно наматывают набивку на вспомогательную втулку диаметром, равным диаметру вала (защитной втулки) и разрезают на кольца; разрез по оси втулки;
- с помощью специальной линейки; угол реза 12°.
Примечание.
Специальные линейки производят НПО УНИХИМТЕК и немецкая фирма Burgmann.
6.4. Кольца сальникового уплотнения вала целесообразно набивать цельными при сборке насоса. При подбивке кольца разрезаются для их боковой заводки на вал.
Для простоты сборки сальникового уплотнения без разборки насоса необходимо выполнить разрезку:
- теплоотводящих колец в двух диаметрально противоположных местах, для установки на вал из двух половин;
- уплотнительных колец в одном месте для заводки на вал, путем разведения концов кольца в осевом направлении.
6.5. При установке набивки и колец линии их реза располагать со смещением на 90° или 45°.
6.6. После установки набивки или комплекта, производится предварительное обжатие, для обеспечения минимальной протечки среды при пуске насоса. При обжатии комплекта необходимо следить за свободным, без заеданий, проворачиванием вала насоса.
После пуска насоса обжатие сальника производится легким подтягиванием гаек грундбуксы до допустимой протечки, в соответствии с разделом 8.
7. Контроль сборки сальникового уплотнения
7.1. Подготовленные к сборке узлы сальникового уплотнения и уплотнительные изделия из ТРГ контролируются на соответствие требованиям, изложенным в разделах 4 и 5.
7.2. При сборке комплектов сальниковых уплотнений контролируют последовательность установки колец в соответствии с листом комплектации.
7.3. При наличии расчетных данных контролируют последовательность затяжки, усилие (момент) затяжки и деформацию комплекта уплотнений из ТРГ.
8. Рекомендации по пуску насоса, регулировке и эксплуатации узла сальникового уплотнения вала с применением ТРГ ГРАФЛЕКС
8.1. Сальниковое уплотнение с промежуточным фонарным кольцом.
Перед пуском насоса на сальниковое уплотнение подается затворная вода.
Через 5-15 минут после пуска насоса производится регулировка и обжатие сальникового уплотнения для установления требуемого режима «прокалывания». При необходимости установить режим работы сальникового уплотнения «без прокалывания».
При эксплуатации осуществляется наблюдение за изменением режима протечки. При увеличении протечки или ее появлении (для режима работы «без прокалывания») произвести регулировку сальникового уплотнения.
8.2. Регулировка сальникового уплотнения при отсутствии промежуточного фонарного кольца (без подачи затворной воды) производится аналогично пункту 8.1.
9. Требования мер безопасности
Набивку (подбивку) сальникового узла вала центробежного насоса следует осуществлять согласно условиям производства работ, указанным в наряде, при этом насос должен быть остановлен.
Напряжение с электродвигателя насоса следует снять, а питающий кабель с электродвигателя заземлить в соответствии с правилами техники безопасности при эксплуатации электроустановок.
Задвижки питательного трубопровода перед насосом и напорного трубопровода после насоса должны быть закрыты.
На отключенном электродвигателе, задвижках и пусковом устройстве должны быть вывешены знаки безопасности.
На период пробного включения насоса должна быть задействована кнопка аварийного отключения электродвигателя насоса.
Приложение А
(справочное)
Перечень
центробежных и вихревых насосов, наиболее широко применяемых на ТЭС для
перекачивания воды и других жидкостей, сходных с водой по плотности, вязкости и
химической активности.
Насосы ОАО «Ливгидромаш»:
|
Д 200-36 |
2К 100-80-160 |
2К 80-65-160 |
|
Д 320-50 |
1Кс 20 |
ВК 1/16 |
|
Д 160-112 |
1Кс 32 |
ВКС 1/16 |
|
1Д 200-90 |
1Кc 80 |
ВКО 1/16 |
|
1Д 250-125 |
1Кс 50 |
ВК 2/26 |
|
1Д 315 |
1ЦНСг 60 |
ВКС 2/26 |
|
1Д 500-63 |
1ЦНСг 40 |
ВКО 2/26 |
|
1Д 630 |
ЦНСв 12,5 |
ВК 4/28 |
|
1Д 800-56 |
ЦНСв 20 |
ВКС 4/28 |
|
1Д 1250-63 |
ВВН 1-0,75 |
ВКО 4/28 |
|
1Д 1250-125 |
1КМЛ 65 |
ВК 5/24 |
|
1Д 1600-90 |
1КМЛ 80 |
ВКС 5/24 |
|
2Д 630 |
1КМ 50 |
ВКО 5/24 |
|
2Д 2000-21 |
1КМ 65 |
ВК 5/32 |
|
СМ 80-50-200 |
ЦСВ 1/45 |
ВКС 5/32 |
|
СМ 100-65-200 |
К 8/18 |
ВКО 5/32 |
|
СМ 100-65-250 |
1К 80-50-200 |
ВК 10/45 |
|
СМ 125-100-250 |
К20/30 |
ВКС 10/45 |
|
СМ 150-125-315 |
1К 100-65-250 |
ВКО 10/45 |
|
СМ 200 150-400 |
1К 150-125-315 |
|
Насосы завода ОАО «Сумское НПО им. М. В. Фрунзе» г. Сумы:
|
КсВА 900-180 |
ЦНС 90 |
ВВН2-50М |
|
КсВА 1000-190 |
ЦНС 180 |
ВВН2-50Х |
|
КсВА 1500-120 |
ЦНС 200 |
ВВН2-50Н |
|
КсА 1500-240 |
ВВН-3/0,4 |
ВВН2-150М |
|
КсВА 1500-120-1 |
ВВН-6/0,4 |
ввН2-300 |
|
КсВА 2200-170-1 |
ВВН-12/0,4 |
ДВВН-150Б |
|
ЦПН (ЦН)800 |
ВВН-25/0,4 |
НСШ 410 |
|
ЦПН (ЦН)225 |
ВВН-075/0,4 |
НСШ 500 |
|
ЦПН (ЦН)540 |
ВВН-1,5/0,4 |
НКУ 160-50 |
|
ЦНС 40 |
ВВН1-12ТМ |
НКУ 250-32 |
|
ЦНС 63 |
ВВН1-50ТМ |
ВК 2/26-Д |
|
ЦНС 80 |
ВВН1-150Н |
ВКС 2/26-Д5 |
Насосы ОАО «Насосэнергомаш» г. Сумы:
|
ПЭ 65 |
СЭ 500-70-16 |
КсВ 500 |
|
ПЭ 90 |
СЭ 800-55-11 |
КсВ 1150-90 |
|
ПЭ 100 |
СЭ 800-100-8 |
КсВ 1250-45 |
|
ПЭ 150 |
СЭ 800-100-11 |
КсВ 1500-140 |
|
ПЭ 710-280 |
СЭ 1250-45-11 |
ЦНСг 16 |
|
СВН 20/10 |
СЭ 1250-70-11 |
ЦНСгМ 38 |
|
СВН 40/40 |
СЭ 1250-140-8 |
ЦНСгМ 60-66 |
|
СВН 50 |
СЭ 1250-140-11 |
ЦНСгМ 60-99 |
|
СВН 80 |
СЭ 2500-60-8 |
ЦНСгМ 60-132...330 |
|
СВН 100 |
СЭ 2500-60-11-1 |
Д 500 |
|
СВН 140/14 |
СЭ 2500-180-8 |
Д 630 |
|
СВН 160/40 |
СЭ 2500-180-10 |
Д 2000-21 |
|
СВН 200 |
СЭ 5000-70-5 |
Д 2000-100 |
|
ЦНС 63 |
СЭ 5000-160-8 |
Д 2500 |
|
ЦНС 90 |
СЭ 5000-160-10 |
Д 3200-33 |
|
КШ 100-250 |
3КО 32-150 |
Д 3200-75 |
|
КШ 100-315 |
КО 50/56 |
Д 4000 |
|
КШ 125-200 |
2КО 50/112 |
Д 6300-27 |
|
КШ 125-250 |
КсВ 120-85 |
Д 6300-80 |
|
КОШ 80-200 |
КсВ 125 |
К 125 |
|
2КОШ 80-250 |
КсВ 200-130 |
Кс 32-150-2 |
|
ЦН 400-105 |
КсВ 200-220 |
Ко 50 |
|
ЦН 400-210 |
КсВ 200-250 |
Кс 80-155-2 |
|
ЦН 1000 |
КсВ 320 |
|
Примечание.
При перекачивании конденсата, питательной (котловой) воды паровых
котлов, пресной воды, а также других жидкостей, сходных с водой по плотности,
вязкости и химической активности, предельные параметры среды: температура - до
280°С; рН=6¸10;
массовая доля механических примесей - не более 1 %; размеры твердых частиц - не
более
При перекачивании городских и производственных сточных
масс, шламов, пульп и других неагрессивных жидкостей параметры среды: плотность
- до 1200 кг/м3; температура - до 120°С; рН=5-10; содержание
абразивных частиц до
Приложение Б
(справочное)
Особенности
работы сальниковых уплотнений валов центробежных насосов
1. Наиболее широкое распространение в узлах уплотнения вала центробежных насосов получили давно известные и простые по конструкции мягкие сальниковые набивки.
Большинство выпускаемых мягких сальниковых набивок состоит из волокнистой сплетенной основы, пропитанной смазочным материалом с добавками антифрикционных веществ (графита, талька и др.).
В начальный период сжатия происходит уплотнение набивки за счет имеющихся пустот между нитями основы и частичного выдавливания смазочного материала. В дальнейшем деформация уменьшается и может происходить лишь в результате сжатия волокон и выдавливания смазочного материала. В процессе эксплуатации смазочный материал из набивки постепенно вымывается, набивка теряет эластичность и дальнейшая подтяжка и герметизация сальника становится невозможной. Набивки, изготовленные на основе фторопласта-4, теряют эластичность вследствие спекания волокон под действием давления и температуры и их дальнейшая подтяжка также становится невозможной.
2. Коэффициент бокового давления (Кб) характеризует механизм передачи в сальниковом уплотнении осевого давления от грундбуксы в радиальное усилие на вал.
Для набивок плетеных из волокнистой сплетенной основы коэффициент бокового давления находится в пределах Кб = 0,35-0,5, что предопределяет неравномерное распределение по длине сальника радиального усилия на вал, указанное на схеме рис. Б.1. Наибольшую нагрузку несут первые два кольца, которые в эксплуатации имеют износ, составляющий 70% износа всего сальникового уплотнения, в то же время последние кольца почти не изнашиваются и оказываются по существу лишними.
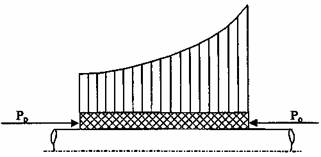
Рис. Б.1. Распределение радиального давления по длине сальникового уплотнения.
Находящаяся под рабочим давлением Рр уплотняемая среда может протекать по двум направлениям: по поверхности вала и внутренней части набивки; по стенке сальниковой камеры и наружной части сальниковой набивки. Набивка должна быть настолько сжата аксиальным давлением, чтобы возникающие радиальные давления на вал и сальниковую камеру были достаточны для соблюдения требуемой герметичности. Однако, чрезмерные радиальные давления могут привести к увеличению трения, местному нагреву вала, вскипанию воды (рабочей жидкости) и, как следствие, аварийному разрушению сальниковой набивки.
3. Технические характеристики хлопчатобумажных и асбестосодержащих набивок отечественного производства по ГОСТ 5152 приведены в таблице Б.1.
Указанные набивки по всем требованиям п. 1.1. настоящих ОТ имеют невысокие показатели, что и предопределяет их ненадежную работу, значительные трудозатраты на подтяжку, подбивку и замену сальниковой набивки. Срок службы до замены для разных насосов находится в пределах 1-6 месяцев. Имеет место значительный износ рубашки вала. Срок службы рубашки вала до замены 6-12 месяцев.
4. Технические характеристики сальниковых безасбестовых набивок отечественного производства приведены в таблице Б.2. Набивки из углеродистых нитей отвечают большинству требований по п. 1.1, однако из-за высокой прочности нитей имеет место значительный износ рубашки вала. Набивкам с пропиткой свойственны недостатки, характерные для фторопласта - потеря эластичности.
5. Уплотнительная набивка из ТРГ имеет наибольшее количество максимально высоких показателей по требованиям, указанным в п. 1.1 настоящих ОТ. Это определяет надежную работу сальникового уплотнения, длительный срок службы при минимальном износе рубашки вала.
Кроме того, технологичность материала ГРАФЛЕКС и уникальность его физико-технических параметров (см. РД 153-34.1-39.605-2002 «Общие требования и указания по применению уплотнений из терморасширенного графита в арматуре ТЭС») позволяет варьировать конструкции уплотнительных изделий широкой номенклатуры. В частности, изготавливаются кольца со специальными потребительским свойствами по дросселированию давления рабочей среды, по отводу тепла, по выполнению грязезащитных функций, по значительному расширению диапазона линейной скорости и др. Комбинация колец и набивки из ТРГ позволяет обеспечивать надежную работу для самых сложных условий уплотнения вала, в том числе в режиме работы «без прокалывания».
Таблица Б.1
Технические характеристики хлопчатобумажных и асбестосодержащих плетеных набивок для сальниковых уплотнений вала центробежных насосов
|
Марка и характеристика набивки |
Среда (рН) |
Тем-ра среды °С |
Линейная скорость м/сек |
|
Хлопчатобумажные: |
|
|
|
|
- ХБРП, с резиновым сердечником, пропитанная жировым антифрикционным составом, графитированная |
6-8 |
100 |
до 5 |
|
- ХБТП, с тальковым сердечником, пропитанная жировым антифрикционным составом |
5-10 |
130 |
до 5 |
|
- ЛП, из лубяных волокон пропитанная жировым, антифрикционным составом, графитированная |
5-10 |
130 |
до 5 |
|
Асбестовые: |
|
|
|
|
- АП-31, пропитанная, графитированная |
3-10 |
250 |
до 15 |
|
- АПР-31, с латунной проволокой, пропитанная жировым антифрикционным составом на основе нефтяных экстрактов, графитированная |
3-10 |
200 |
до 15 |
|
- АПРПС, с латунной проволокой, прорезиненная, графитированная, сухая |
4-14 |
230 |
до 5 |
|
- АПРПП, с латунной проволокой, прорезиненная, пропитанная антифрикционным составом, графитированная |
4-14 |
200 |
до 15 |
|
- АФТ, пропитанная суспензией фторопласта с тальком |
1-4 |
300 |
10-15 |
|
- АГИ, проклеенная с графитом, ингибированная |
4-14 |
280 |
до 25 |
|
- АФВ, пропитанная жировым консистным смазочным материалом с суспензией фторопласта и графита |
5-14 |
180 |
до 15 |
|
- АФ-Г, пропитанная суспензией фторопласта |
Дистиллят вода питьевая |
130 |
до 15 |
|
- ПАФС, полипропиленовая, с асбестовым сердечником, пропитанная суспензией со слюдой |
Кремнефтористо-водородная кислота |
70 |
до 15 |
Таблица Б.2
Технические характеристики плетеных безасбестовых набивок для сальниковых уплотнений вала центробежных насосов
|
Характеристика набивки |
Среда (рН) |
Тем-ра среды °С |
Линейная скорость м/сек |
|
Набивка плетеная из ТРГ |
1-14 |
560 |
до 25 |
|
Набивка углеродная графитированная |
3-12 |
300 |
до 15 |
|
Набивка углеродная пропитанная суспензией фторопласта |
3-12 |
400 |
до 15 |
|
Набивка углеродная с кремнеорганической пропиткой |
1-14 |
400 |
до 25 |
|
Набивка фторопластовая с графитом, армированная арамидным волокном, пропитанная |
1-13 |
280 |
до 25 |
6. Следует отметить также достоинства безасбестовых сальниковых набивок на основе экспандированного фторопласта (ПТФЭ). Набивки на основе графитонаполненного экспандированного ПТФЭ позволяют работать в режиме «без прокалывания» рабочей среды. Для большинства набивок на основе ПТФЭ допустимо значение рН среды = 1-14. Максимальная температура рабочей среды до 280°С. Линейная скорость до 25 м/сек. Набивки на основе ПТФЭ, в первую очередь, целесообразно применять для химических сред.
Приложение В
(справочное)
Характеристики набивок плетеных уплотнительных из ТРГ
1. Марки и характеристики набивок из ТРГ отечественных производителей приведены в таблице В.1.
Таблица В.1
|
№ п |
Схема и марка набивки |
Характеристики набивки |
Технические условия |
Производитель |
|
1 |
НГФ-С |
плетеная из шнура ТРГ, армированного стеклонитью |
ТУ 5728-004-17172478-99 |
НПО УНИХИМТЕК (г. Москва) |
|
2 |
НГФ-ХБ |
плетеная из шнура ТРГ, армированного хлопчатобумажной нитью |
ТУ 5728-004-17172478-99 |
НПО УНИХИМТЕК |
|
3 |
НГФ-С-Ф4 |
плетеная из шнура ТРГ, армированного стеклонитью с угловой оплеткой из фторопласта-4 |
ТУ 5728-004-17172478-99 |
НПО УНИХИМТЕК |
|
4 |
НГФ-ХБ-Ф4 |
плетеная из шнура ТРГ, армированного хлопчатобумажной нитью с угловой оплеткой из фторопласта-4 |
ТУ 5728-004-17172478-99 |
НПО УНИХИМТЕК |
|
5 |
НГФ-С-ФГр |
плетеная из шнура ТРГ, армированного стеклонитью с угловой оплеткой из фторопласта, наполненного ТРГ |
ТУ 5728-004-17172478-99 |
НПО УНИХИМТЕК |
|
6 |
НГФ-ХБ-ФГр |
плетеная из шнура ТРГ, армированного хлопчатобумажной нитью с угловой оплеткой из фторопласта наполненного ТРГ |
ТУ 5728-004-17172478-99 |
НПО УНИХИМТЕК |
|
7 |
НФ-Гр |
плетеная из фторопласта, наполненного ТРГ |
ТУ 5728-004-17172478-99 |
НПО УНИХИМТЕК |
|
8 |
ВАТИ 320 ВАТИ 320АР |
плетеная из шнура ТРГ, армированного синтетическими нитями |
ТУ 2573-065-00 149363-97 |
АО «ВАТИ» (г. Волжский) |
|
9 |
НГ-Л |
плетеная из шнура ТРГ, армированного лавсановыми нитями |
ТУ 2573-002-12058737-2000 |
ЗАО «Новомет» (г. Пермь) |
Типовые квадратные сечения набивок НГФ: 4´4; 6´6; 8´8; 10´10; 11´11; 12´12; 13´13; 14´14; 15´15; 16´16; 18´18; 20ч´20; 22´22; 24´24; 25´25; 26´26; 28´28; 32´32; 36´36; 42´42. По специальному заказу могут быть изготовлены другие размеры квадратного или прямоугольного сечения.
2. Набивкам из ТРГ п.п. 1, 8 и 9 таблицы В.1. соответствуют набивки из ТРГ зарубежных производителей, в том числе:
- фирма BURGMANN, Германия - Isartherm 6011/A; Buraflex 2000;
- фирма Garlock, США - типы 1300;1304;
- фирма PROPАСК, Германия - типы А-44; А-441;
- фирма Kempchen, Германия - типы К-95; К-99; К-100;
- фирма CHESTERTON, США - тип 1400;
- фирмы Китая - типы MS-101; MS-131;
- фирма CARRARA, Италия - тип GR 8880.
Приложение Г
(справочное)
Характеристики
набивок плетеных из прочных нитей
Марки и характеристики набивок плетеных из прочных углеродных, арамидных и других синтетических нитей приведены в таблице Г.1.
Таблица Г.1
|
№ п/п |
Марка набивки |
Характеристика набивки |
Производитель |
|
1 |
ВАТИ 330 |
Углеродная графитированная |
|
|
2 |
ВАТИ 300 |
Углеродная пропитанная |
АО «ВАТИ» |
|
3 |
ВАТИ 201 |
Арамидная пропитанная фторопластом |
(Волжский завод асбестовых и технических изделий) |
|
4 |
ВАТИ 202 |
Фгоропластовая с графитом, армированная арамидным волокном, пропитанная |
|
|
5 |
ВИСКУМ |
Углеродная пропитанная |
АО «Новые химические материалы» (г. Мытищи) |
|
6 |
УНПК |
Углеродная с кремнеорганической пропиткой |
АО «Броварский завод порошковой металлургии» (Украина) |
Приложение Д
(справочное)
Конструкция и
технические характеристики специальных колец из ТРГ ГРАФЛЕКС производства НПО
УНИХИМТЕК
1. Уплотнительные кольца КГН типа В изготавливаются по ТУ 5728-013-13267785-99. Диаметры колец соответствуют диаметрам вала и сальниковой камеры.
Конструкция кольца приведена на рис. Д.1.
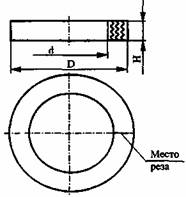
Технические требования:
Кольца изготавливаются в пресс-форме цельными.
При необходимости их резка (1 рез) для боковой заводки на вал производится на месте установки.
Рис. Д.1. Конструкция кольца КГН типа В.
2. Теплоотводящие кольца КГН типов Н-СО и Н-СО-П изготавливаются по ТУ 5728-013-13267785-99. Диаметры колец соответствуют диаметрам вала и сальниковой камеры.
Конструкция колец приведена на рис. Д.2.
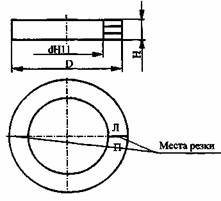
Технические требования:
1. Кольца изготавливаются цельными. При необходимости их резка (2 реза) для боковой заводки на вал производится на месте установки.
2. Кольца типа Н-СО-П подпрессовываются в пресс-форме.
Рис. Д.2. Конструкция колец КГН типа Н-СО и Н-СО-П.
3. Дросселирующие (грязезащитные) кольца изготавливаются из листа графитового, армированного стальной (бронзовой, латунной) фольгой:
- кольца КГН типа Н-С-П изготавливаются по ТУ 5728-013-13267785-99;
- кольца КГФ типа С - по ТУ 5728-008-13267785-99.
Диаметры колец соответствуют диаметрам вала и сальниковой камеры. Конструкция колец приведена на рис. Д.3.
Технические требования:
1. Кольца изготавливаются:
- цельными;
- из двух половин (по заказу).
2. Кольца прессуются в пресс-форме.
Рис. Д.3. Конструкция колец КГН типа Н-С-П и КГФ типа С.