
ГОСТ 15860-84
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БАЛЛОНЫ СТАЛЬНЫЕ СВАРНЫЕ
ДЛЯ СЖИЖЕННЫХ УГЛЕВОДОРОДНЫХ
ГАЗОВ НА ДАВЛЕНИЕ ДО 1,6 МПа
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
БАЛЛОНЫ СТАЛЬНЫЕ СВАРНЫЕ ДЛЯ СЖИЖЕННЫХ УГЛЕВОДОРОДНЫХ ГАЗОВ НА ДАВЛЕНИЕ ДО 1,6 МПа Технические условия Steel welded cylinders for liquefied hydrocarbon gases at pressure up to 1,6 MPa. Specifications |
ГОСТ |
Дата введения 01.07.85
Настоящий стандарт распространяется на стальные сварные баллоны с запорными устройствами (далее - баллоны) объемом 5, 12, 27 и 50 л на давление до 1,6 МПа, предназначенные для транспортирования и хранения сжиженных углеводородных газов (пропана, бутана и их смесей).
Требования настоящего стандарта являются обязательными.
Стандарт соответствует рекомендации по стандартизации - PC 2978 в части баллонов объемом 12, 27 и 50 л.
(Измененная редакция, Изм. № 1, 2).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Баллоны должны изготавливаться следующих типов:
1 - баллоны без обечайки с клапаном;
2 - баллоны с обечайкой и клапаном;
3 - баллоны с обечайкой и вентилем;
4 - баллоны без обечайки с вентилем;
и исполнений:
с воротником - В;
с колпаком - К;
с ручкой (ручками) - Р.
(Измененная редакция, Изм. № 2).
1.2. Основные параметры и размеры баллонов должны соответствовать указанным на черт. 1 и в табл. 1.
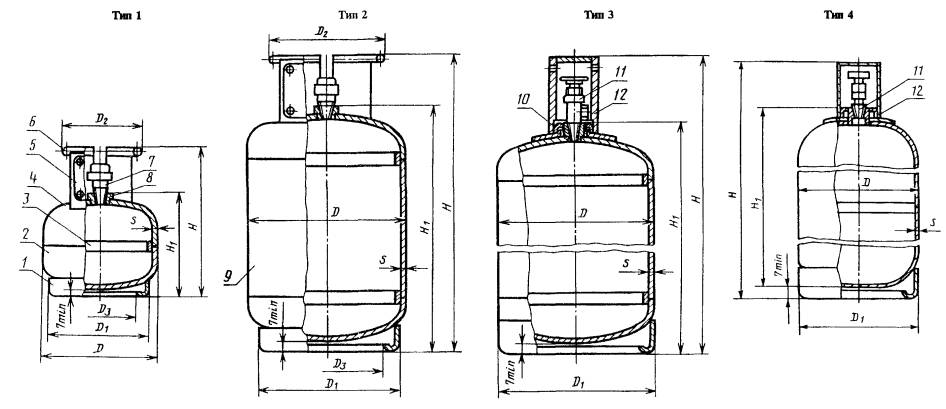
1 - башмак; 2 - днище нижнее; 3 - кольцо подкладное; 4 - днище верхнее; 5 - табличка; 6 - воротник; 7 - клапан; 8 - горловина; 9 - обечайка; 10 - кольцо горловины; 11 - вентиль; 12 - колпак
Черт. 1
Примечания:
1. Чертеж не определяет конструкции баллона.
2. Допускается изготовлять баллоны без подкладных колец путем соединения с внутренней обжимкой одной из деталей.
Таблица 1
Размеры, мм
|
s |
D |
D1 |
D2 |
D3 |
Н1, не более |
Н, не более |
Масса сжиженного газа (пропана), кг, не более |
Масса порожнего баллона, кг |
||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
5 |
2,0 |
222 |
+2,0 |
200 |
±1,40 |
133 |
±2,0 |
160 |
+2,5 |
206 |
293 |
2,0 |
4,0 |
±0,40 |
|
12 |
397 |
483 |
3,3 |
6,0 |
±0,60 |
|||||||||
|
2,2 |
230 |
+2,3 |
336 |
423 |
6,3 |
±0,60 |
||||||||
|
27 |
3,0 |
299 |
+3,0 |
270 |
±1,60 |
222 |
230 |
+2,9 |
487 306 |
390 |
11,4 |
14,3 |
±1,40 |
|
|
2,3 |
292 |
+2,9 |
13,0 |
±1,30 |
||||||||||
|
30 |
3,0 |
299 |
+3,0 |
299 |
- |
- |
- |
- |
840 |
1013 |
21,2 |
22,0 |
±2,20 |
|
|
2,3 |
292 |
+2,9 |
292 |
- |
- |
- |
- |
876 |
19,0 |
±1,90 |
||||
Примечания:
1. Наружный диаметр D указан без учета усиления швов.
2. Масса порожнего баллона указана с учетом массы нанесенной эмали без учета массы запорного устройства, колпака и защитных колец.
3. Масса сжиженного газа при изготовлении баллона не контролируется и дана для маркировки на табличке.
Пример условного обозначения баллона типа 3, объемом 50 л, с толщиной стенки 2,5 мм, исполнения К:
Баллон 3-50-2,5-К ГОСТ 15860-84
(Измененная редакция, Изм. № 1, 2).
|
смещение кромок в стыковых сварных соединениях, мм: |
продольных - 0,1s кольцевых - 0,1s+1 (s - толщина стенки баллона) |
|
относительная овальность обечайки и цилиндрической части днищ в любом поперечном сечении баллона в сборе, % |
1,0 |
|
отклонение профиля продольного сечения эллиптической части днища от геометрической формы эллипса, мм |
0,01 D (D - наружный диаметр баллона) |
|
отклонение от плоскостности торцовой поверхности днища, мм |
1,0 |
|
утонение фактической толщины стенки днища, мм |
0,1s |
|
отклонение от перпендикулярности цилиндрической части баллона на длине 100 мм относительно опорной плоскости башмака, мм |
2,0 |
|
отклонение от соосности воротника и верхнего днища баллона, мм |
2,0 |
|
отклонение от соосности резьбы горловины и верхнего днища, мм |
2,0 |
|
увод (угловатость) кромок в сварных швах для баллонов с обечайкой, мм |
0,1s+3 |
(Измененная редакция, Изм. № 2).
1.4. Днища баллонов должны быть эллиптической формы.
Наружная высота эллиптической части должна быть не менее:
55 мм - для баллонов объемом 5 и 12 л;
65 мм - для баллонов объемом 27 и 50 л.
Высота цилиндрической части днищ должна быть не менее 15 мм.
1.5. Резьба горловины баллона должна быть W 19,2 или W 27,8 по ГОСТ 9909. Для баллонов объемом 5 и 12 л допускается метрическая резьба М22´1,5 по ГОСТ 8724.
(Измененная редакция, Изм. № 1, 2).
1.6. Кольцо горловины и колпак должны иметь трубную цилиндрическую резьбу G 2 3/4 - В по ГОСТ 6357.
Допускается безрезьбовое соединение, обеспечивающее надежную фиксацию колпака.
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Баллоны должны изготовляться в соответствии с требованиями настоящего стандарта, «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденных Госгортехнадзором СССР, по рабочим чертежам и образцу-эталону, утвержденным в установленном порядке.
Изготовление баллонов должно осуществляться при наличии разрешения Государственного испытательного центра газовой аппаратуры (ГИЦ ГА).
2.2. Баллоны следует изготовлять в исполнении У категории 2 по ГОСТ 15150.
2.3. Детали баллона: обечайка, днища и подкладные кольца должны изготавливаться из листовой углеродистой стали марки Ст3сп или Ст3пс по ГОСТ 380, группы прочности ОК370В, 5-й категории по нормируемым характеристикам, III группы отделки поверхности, с гарантией свариваемости по ГОСТ 16523. Предел текучести не менее 250 МПа. Сортамент листовой стали должен соответствовать ГОСТ 19903 или ГОСТ 19904.
Остальные детали должны изготовляться из сталей марок Ст3 по ГОСТ 380 или из сталей марок 08, 10, 15 по ГОСТ 1050.
Горловина должна изготовляться из сталей марок Ст3сп или Ст3пс по ГОСТ 380, или из стали марки 20 по ГОСТ 1050.
Допускается изготовление деталей баллона из других марок сталей, рекомендуемых "Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением".
(Измененная редакция, Изм. № 1, 2).
(Измененная редакция, Изм. № 1).
2.5. Колпаки должны изготовляться из стали или чугуна, или алюминиевых сплавов или из других материалов, обеспечивающих сохранность запорного устройства.
(Измененная редакция, Изм. № 2).
2.6. На наружных и внутренних поверхностях баллона не допускаются плены, раковины, закаты, трещины и глубокие риски, если они выводят толщину стенки баллона за пределы допускаемых минусовых отклонений на толщину листа по ГОСТ 19903 и ГОСТ 19904.
2.8. При сварке обечайки, днищ, горловины, воротника и башмака должны применяться сварочная проволока по ГОСТ 2246 и электроды по ГОСТ 9467, при сварке под флюсом - флюс по ГОСТ 9087 или по техническим условиям на флюсы конкретных марок, при сварке в среде защитных газов - двуокись углерода по ГОСТ 8050.
(Измененная редакция, Изм. № 1).
2.9. Баллон с запорным устройством должен быть прочным и плотным.
Признаки разрыва, течи, слезки, потения и видимые остаточные деформации не допускаются.
2.10. Разрушающее давление для баллона должно быть не менее 5 МПа.
2.11. Швы сварных соединений, находящихся под давлением, должны быть прочными и плотными.
Течи, потения и видимые остаточные деформации в сварных соединениях не допускаются.
Допускается при изготовлении исправлять дефекты сварных соединений не более одного раза в одном и том же месте.
2.12. Показатели механических свойств стыковых сварных соединений обечаек и днищ должны быть:
временное сопротивление разрыву - не менее 370 Н/мм;
угол загиба - не менее 100°.
2.13. Наружные поверхности баллона должны быть окрашены атмосферостойкой эмалью красного цвета.
Окрашенная поверхность должна соответствовать требованиям ГОСТ 9.032-74, класс покрытия V; для внутренних поверхностей башмака и воротника и поверхностей баллона внутри башмака и воротника - класс покрытия VII.
Перед окрашиванием поверхности баллона должны быть очищены от грязи, масел, ржавчины и покрыты грунтовкой.
Допускается поверхность баллона под табличкой при ее наличии не окрашивать.
Покрытие грунтовкой и окрашивание резьб и таблички при ее наличии не допускается.
2.12, 2.13. (Измененная редакция, Изм. № 2).
3. КОМПЛЕКТНОСТЬ
3.1. В комплект баллона должны входить:
кольца защитные - 2 шт. по согласованию с потребителем (для баллонов объемом 12, 27 и 50 л);
колпак - 1 шт. (для баллона объемом 50 л).
(Измененная редакция, Изм. № 1).
3.2. Каждый баллон, поступающий в розничную торговую сеть, должен комплектоваться Инструкцией по ГОСТ 2.601.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1. Запорное устройство должно устанавливаться в горловину баллона на свинцовом глете по ГОСТ 5539 или свинцовом сурике по ГОСТ 19151, разведенных натуральной олифой по ГОСТ 7931.
4.2. Момент силы завинчивания запорного устройства в горловину баллона должен быть (220±40) Н×м, для резьбы W 27,8 и (160±30) Н×м - для резьбы W 19,2.
(Измененная редакция, Изм. № 2).
4.3. При изготовлении должно быть обеспечено предохранение баллонов от ударов.
5. ПРАВИЛА ПРИЕМКИ
5.1. Для проверки соответствия баллонов требованиям настоящего стандарта следует проводить приемо-сдаточные, периодические и типовые испытания.
5.2. Приемо-сдаточные испытания проводит предприятие-изготовитель. Периодические и типовые испытания проводит ГИЦ ГА.
5.3. Приемо-сдаточным испытаниям следует подвергать:
каждый баллон на соответствие требованиям пп. 1.2 (масса порожнего баллона); пп. 2.3-2.9; 2.11; 2.13; 2.14; 3.1; 3.2; 4.1; 4.3; 7.1-7.6;
на соответствие требованиям пп. 1.2; 1.3 и 1.5 - не менее трех баллонов в начале и трех в конце смены;
на соответствие требованиям п. 4.2 - в начале и в конце смены;
на соответствие требованиям пп. 1.4, 2.10 один баллон от партии. За партию принимают количество баллонов, изготовленных из металла одной плавки, но не более 5000 шт. Результаты выборочного контроля распространяют на всю партию;
на соответствие требованиям п. 2.11 проникающими излучениями просвечивают продольные швы, места их пересечения с кольцевыми и 25 % кольцевых швов у каждого баллона без обечайки;
на соответствие требованиям п. 2.12 по одному контрольному соединению на каждой установке для сварки продольных и кольцевых швов в начале и в конце смены. Результаты испытания распространяются на всю партию баллонов, изготовленных в данной смене.
Результаты приемо-сдаточных испытаний должны оформляться в соответствии с «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением».
(Измененная редакция, Изм. № 1, 2).
5.4. Периодические испытания должны проводиться не реже одного раза в год в объеме не менее трех баллонов каждого типа на соответствие всем требованиям настоящего стандарта.
Баллоны должны отбираться из числа прошедших приемо-сдаточные испытания.
5.5. Типовые испытания следует проводить при изменении конструкции, технологии изготовления и материалов, влияющих на прочность, параметры и требования, установленные настоящим стандартом.
Типовым испытаниям следует подвергать не менее трех баллонов на соответствие требованиям настоящего стандарта.
6. МЕТОДЫ ИСПЫТАНИЙ
6.1. Аппаратура
6.1.1. При проведении испытаний должна быть использована следующая аппаратура:
термометр лабораторный с погрешностью ±1 °С для измерения температуры воздуха в помещении;
секундомер для измерения продолжительности испытаний или реле времени, настроенное на выдержку t+d (t - номинальное время выдержки, с; d - предел допускаемой погрешности, с);
манометры для измерения давлений, класс точности 1,5 с верхними пределами измерений: 2,5 МПа - при испытаниях на плотность; 4,0 МПа - при испытаниях на прочность; 16,0 МПа - при испытаниях на разрушение;
прибор для измерения относительной влажности воздуха в помещении с погрешностью не более ±4 %;
универсальная испытательная машина для измерения временного сопротивления на разрыв с погрешностью ±1 %;
измерительный инструмент для измерения угла загиба с погрешностью ±1°;
весы для измерения массы: баллонов объемом 5 и 12 л с погрешностью не более 0,1 кг; баллонов объемом 27 и 50 л с погрешностью не более 0,2 кг;
тарированный ключ для измерения момента силы завинчивания запорного устройства в горловину баллона с погрешностью ±10 Н×м;
средства измерения для контроля размеров, обеспечивающие указанные предельные отклонения.
Допускается применять другую аппаратуру, обеспечивающую указанную точность измерений.
(Измененная редакция, Изм. № 1, 2).
6.2. Условия проведения испытаний
6.2.1. Периодические и типовые испытания следует проводить в помещении при соблюдении следующих условий:
температура окружающего воздуха (25±10)°С;
относительная влажность воздуха не более 80 %.
(Измененная редакция, Изм. № 2).
6.3. Проведение испытаний
6.3.1. Проверку соответствия баллона требованиям пп. 1.1; 2.4-2.7; 2.13; 2.14; 3.1; 3.2; 4.3; 7.1; 7.4-7.6 проводят внешним осмотром;
проверку соответствия баллона требованиям пп. 1.2-1.6; 2.12; 7.2; 7.3; 7.5 проводят измерением инструментами; массу - взвешиванием; контроль наружного диаметра баллона проводят в любом поперечном сечении обечайки на расстоянии не менее 50 мм от продольного шва или в любом поперечном сечении цилиндрической части днища;
проверку соответствия баллона требованиям пп. 2.3; 2.8 и 4.1 проводят по сертификату; предел текучести (п. 2.3) в соответствии с требованиями ГОСТ 11701 от каждой плавки.
Проверку по п. 2.2 проводят по методике, утвержденной в установленном порядке.
(Измененная редакция, Изм. № 1, 2).
6.3.2. Профиль продольного сечения эллиптической части днища (пп. 1.3 и 1.4 в части эллиптической формы) контролируют внутренним проходным калибром (черт. 2). Профиль внутреннего проходного калибра должен соответствовать наибольшей внутренней высоте (hВН) эллиптической части днища и наименьшему внутреннему диаметру (dВН) днища. Отклонение профиля контролируют щупом.
Черт. 2
6.3.3. Прочность (п. 2.9) баллона проверяют гидравлическим испытанием.
Гидравлические испытания баллона проводят испытательным давлением 2,5+0,2 МПа в течение не менее 60 с с последующим снижением давления до 1,6+0,1 МПа.
При давлении 1,6+0,1 МПа проводят осмотр всех сварных соединений и прилегающих к ним участков.
Баллоны считают выдержавшими гидравлические испытания, если не обнаружено признаков разрыва, течи, слезок, потения и видимых остаточных деформаций в сварных соединениях и в основном металле.
При испытаниях наружная поверхность баллона должна быть сухой.
6.3.4. Плотность (п. 2.9) баллона после гидравлических испытаний проверяют пневматическим испытанием давлением 1,6+0,1 МПа. Баллон погружают в ванну с водой таким образом, чтобы над ним был столб воды 20-40 мм. Время выдержки - не менее 60 с. Появление пузырьков не допускается.
Баллон должен находиться в бронекамере под давлением 2,5+0,2 МПа не менее 60 с, после чего давление снижают до 1,6 МПа и баллон погружают в ванну с водой для проверки на плотность по методике п. 6.3.4.
6.3.2-6.3.5. (Измененная редакция, Изм. № 2).
6.3.6. Проверку сварных соединений каждого баллона (пп. 2.11 и 2.12) проводят:
внешним осмотром в соответствии с требованиями ГОСТ 3242 и отраслевой инструкции по сварке и контролю сварных соединений;
просвечиванием проникающими излучениями в соответствии с требованиями ГОСТ 7512 или ГОСТ 23154, или радиоскопическими методами с применением рентгенотелевизионных установок;
испытаниями на статические растяжение и изгиб по ГОСТ 6996 стыковых сварных соединений обечаек и днищ;
гидравлическими испытаниями;
пневматическими испытаниями.
6.3.6.1. Для проверки механических свойств продольных и кольцевых швов сварку контрольных соединений производят отдельно от свариваемых элементов баллона с обязательным соблюдением всех условий сварки контролируемых стыковых соединений.
Размеры контрольных соединений должны быть выбраны такими, чтобы из них можно было вырезать по два образца всех видов механических испытаний и, при необходимости, дополнительно удвоенное количество образцов для проведения повторных испытаний.
При получении неудовлетворительных результатов допускается повторное испытание на удвоенном количестве образцов, вырезаемых из тех же контрольных соединений.
6.3.6.2. Проверку сварных соединений (п. 2.11) гидравлическими и пневматическими испытаниями проводят при испытаниях по п. 2.9 по методике пп. 6.3.3-6.3.5.
6.3.7. Проверку на разрушение (п. 2.10) проводят гидравлическим давлением. Испытание проводят повышением давления до 2,5 МПа, при этом баллон не должен деформироваться. После достижения давления 2,5 МПа и проверки диаметра баллона давление повышается до наступления разрушения баллона. Контроль наружного диаметра баллона проводят в поперечном сечении на расстоянии не менее 50 мм от сварных швов.
Не допускается разрыв баллона при давлении менее 5 МПа.
(Измененная редакция, Изм. № 1).
6.3.8. Объем баллона (п. 1.2) проверяют наполнением водой до основания резьбы горловины и определяют объем или массу (с последующим пересчетом в объем) воды.
После испытания баллон просушивают. Если при испытаниях используют воду с температурой не ниже 60 °С, процесс сушки не обязателен.
Допускается определять объем баллона другими способами, обеспечивающими необходимую точность.
Проверка объема баллонов 5 и 12 л не является обязательной.
6.3.9. Массу порожнего баллона (п. 1.2) проверяют взвешиванием с точностью: ±0,1 кг - для баллонов объемом 5 и 12 л; ±0,2 кг - для баллонов объемом 27 и 50 л.
6.3.10. Проверку по п. 4.2 проводят контролем величины момента на стенде (приспособлении) для завинчивания.
(Измененная редакция, Изм. № 1).
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
товарный знак предприятия-изготовителя;
условное обозначение баллона (без обозначения толщины стенки и исполнения);
номер баллона по системе нумерации предприятия-изготовителя;
масса баллона с газом (МГ), кг;
масса порожнего баллона (МП), кг;
месяц и год изготовления и год следующего освидетельствования;
рабочее давление (Р), МПа;
испытательное давление (И), МПа;
объем (V), л;
клеймо ОТК предприятия-изготовителя круглой формы диаметром 10 мм.
Крепление таблички должно быть надежным и долговечным.
Допускается нанесение данных для баллонов объемом 5 и 12 л на воротнике или башмаке, для баллонов объемом 27 и 50 л - на воротнике.
Примечания:
1. При маркировке наносят сокращенные обозначения, указанные в скобках.
2. Пример нанесения даты изготовления и освидетельствования: при изготовлении в ноябре 1984 г. и освидетельствовании в ноябре 1989 г.: 11-84-89.
3. Объем баллонов 5 и 12 л указывается номинальный; баллонов 27 и 50 л - фактический до первого знака после запятой. При выборочном контроле проставляется фактический минимальный объем последних проверенных баллонов.
4. Масса баллона с газом включает массу порожнего баллона, массу запорного устройства и массу сжиженного газа.
3. Масса порожнего баллона указывается фактическая до первого знака после запятой.
(Измененная редакция, Изм. № 1, 2).
(Измененная редакция, Изм. № 1).
Высота букв должна быть: 20+3 мм - для баллона объемом 5 л; 40+3 мм - для баллона объемом 12 л; 60+3 мм - для баллонов объемом 27 и 50 л.
7.4. Каждая отгруженная партия баллонов должна сопровождаться документом, в котором указывается:
наименование предприятия-изготовителя;
условное обозначение баллона;
количество баллонов;
сведения о приемке баллонов ОТК.
(Измененная редакция, Изм. № 2).
7.5. Баллоны объемом 5 л, предназначенные для розничной торговой сети, упаковываются в ящики из гофрированного картона по ГОСТ 9142 с усилением жесткости ящика вкладышами. Внутренние размеры ящика 228´228´295 мм, брутто - не более 6 кг. Ящики следует изготавливать по чертежам, утвержденным в установленном порядке.
Транспортная маркировка груза по ГОСТ 14192 с нанесением манипуляционных знаков: «Верх», «Хрупкое. Осторожно», «Беречь от влаги».
Допускается по согласованию с торговыми организациями упаковывать баллоны в другую тару, обеспечивающую их сохранность при транспортировании и хранении.
Баллоны объемом 12, 27 и 50 л транспортируются без упаковки с защитными кольцами толщиной (16±1) мм или без них по согласованию с потребителем.
(Измененная редакция, Изм. № 1, 2).
7.6. Хранение баллонов должно быть по группе условий хранения Ж2 по ГОСТ 15150.
7.7. Баллоны транспортируются всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок груза, действующими на каждом виде транспорта.
Допускается перевозка баллонов открытым автомобильным транспортом.
(Измененная редакция, Изм. № 1).
8. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
8.1. Баллоны должны эксплуатироваться в соответствии с требованиями "Правил устройства и безопасной эксплуатации сосудов, работающих под давлением" и "Правил безопасности в газовом хозяйстве", утвержденных Госгортехнадзором СССР.
8.2. Баллоны следует эксплуатировать при температуре стенки от минус 40 до плюс 45 °С.
9. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1. Изготовитель должен гарантировать соответствие баллонов требованиям настоящего стандарта при условии соблюдения правил хранения, транспортирования и эксплуатации.
9.2. Гарантийный срок эксплуатации - 2,5 года со дня продажи баллонов через розничную торговую сеть, а для баллонов внерыночного потребления - со дня получения баллонов потребителем.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством газовой промышленности СССР
РАЗРАБОТЧИКИ
Н.Д. Отычко, Е.С. Кравченко, Л.В. Коваленко, В.Ф. Гайдуков, А.Н. Васильева, Э.Е. Кутуков, Н.И. Будаговский
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.04.84 № 1444
3. ВЗАМЕН ГОСТ 15860-70
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 9142-90 |
|||
|
ГОСТ 9909-81 |
|||
|
ГОСТ 11701-84 |
|||
|
ГОСТ 5539-73 |
|||
|
ГОСТ 6357-81 |
ГОСТ 19151-73 |
||
|
ГОСТ 21804-94 |
|||
|
ГОСТ 23154-78 |
|||
|
PC 2978-71 |
Вводная часть |
||
|
|
|
5. ИЗДАНИЕ (ноябрь 2000 г.) с Изменениями № 1, 2, утвержденными в октябре 1989 г., декабре 1991 г. (ИУС 2-90, 4-92)
СОДЕРЖАНИЕ
|
1. Типы, основные параметры и размеры.. 1 7. Маркировка, упаковка, транспортирование и хранение. 8 |